







专利摘要
本发明提供一种工件加工工装,底座的一端设有固定架,底座另一端采用移动组件设有移动架,固定架上设有手动自定心锁紧组件,移动架上设有气动自定心夹紧组件,底座上还设有定位标定组件和支撑吸附组件,控制器控制支撑吸附组件、气动自定心夹紧组件、手动自定心锁紧组件的动作,控制器自动控制吸附力、夹紧力的大小,本发明可快速实现对工件的定位与装夹,利用定位标定组件对工件的位置定位,支撑吸附组件的导向组件起到很好的导向作用,防止工件在装夹时出现歪斜,在装夹时,手动自定心锁紧组件先锁紧固定端,然后采用气动自定心夹紧组件进行夹紧,气动由控制器进行控制,防止过夹紧的同时,可实现气动的浮动自定心夹紧。
权利要求
1.一种工件加工工装,其特征在于,其包括底座、定位标定组件、支撑吸附组件、气动自定心夹紧组件、手动自定心锁紧组件和控制器,其中,所述的底座的一端设置有固定架,所述底座的另一端采用移动组件设置有移动架,所述固定架上设置有手动自定心锁紧组件,所述的移动架上设置有气动自定心夹紧组件,待加工工件的两端或者待加工工件的两端的工艺柄分别夹持设置在所述的气动自定心夹紧组件和手动自定心锁紧组件上,所述的底座上还设置有定位标定组件和支撑吸附组件,且两个所述支撑吸附组件分别对称的设置在所述的定位标定组件的两端,所述的控制器控制支撑吸附组件、气动自定心夹紧组件、手动自定心锁紧组件的动作,且控制器自动控制吸附力、夹紧力的大小。
2.根据权利要求1所述的一种工件加工工装,其特征在于,所述的移动组件包括滑座和锁紧螺栓,所述的滑座与所述的底座之间采用滑轨配合滑动,所述的滑座上设置有将滑座固定的锁紧螺栓,所述移动架固定设置在所述的滑座上。
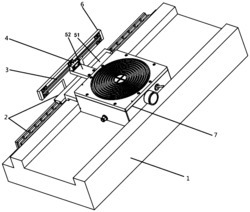
3.根据权利要求1所述的一种工件加工工装,其特征在于,所述定位标定组件包括标准座、标定座、标定球和标定尺,其中,所述的标准座的两端对称设置有标定座,所述的标定座的上端设置有盲孔,盲孔内可伸出滑动的设置有标定尺,所述的标定尺的下端与盲孔底壁之间设置有弹性件,所述标定座上还设置有用于固定标定尺的锁紧螺柱,所述标定尺的顶端设置有标定球,所述标定尺上设置有刻度。
4.根据权利要求1所述的一种工件加工工装,其特征在于,所述支撑吸附组件包括液压支撑缸、吸附支撑架和导向组件,其中,所述液压支撑缸固定设置在底座上,所述的液压支撑缸的活塞杆的端部固定设置有吸附支撑架,所述的吸附支撑架内设置有通气槽,所述的吸附支撑架的顶面上设置有弹性吸附盘,所述的弹性吸附盘与所述通气槽连通,所述的液压支撑缸的两端还设置有对吸附支撑架上下移动时进行导向的导向组件。
5.根据权利要求4所述的一种工件加工工装,其特征在于,所述的导向组件包括导向座、导向筒、导套、导向珠和导杆,所述液压支撑缸上固定设置有导向座,所述的导向座的两端相对于所述的液压支撑缸的轴线对称设置有导向筒,所述的导向筒内的上下两端均设置有导套,所述的导向筒的内部中间设置有多个导向珠,各个导向珠之间采用保持架进行隔开设置,所述的吸附支撑架的下端设置有所述导杆,所述的导杆在所述的导套以及导向珠内滑动导向设置。
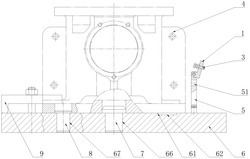
6.根据权利要求1所述的一种工件加工工装,其特征在于,所述气动自定心夹紧组件包括气道座、活塞、夹紧杆、夹紧架和夹持定心轮,其中,所述气道座为环形结构,且气道座上阵列设置有三个气槽,每个气槽内设置有活塞,所述的活塞的活塞杆与夹紧杆连接,夹紧杆的端部设置有夹紧架,夹紧架为弧形结构,且夹紧架的内弧上铰接设置有多个所述的夹持定心轮,待加工工件的两端或者待加工工件的工艺夹持柄采用所述的夹持定心轮进行夹持固定。
7.根据权利要求1所述的一种工件加工工装,其特征在于,所述手动自定心锁紧组件包括手动转座、辅助支撑座、固定限位座、偏心夹块、夹套和多个施力爪,其中,所述的手动旋转座、辅助支撑座与固定限位座同轴设置,且所述的辅助支撑座设置在所述的手动转座与固定限位座之间,所述的固定限位座的每个限位槽内铰接可转动的连接设置有施力爪,所述的施力爪的内端设置有偏心夹块,所述的偏心夹块的端部设置有夹套,所述的手动转座上设置有滑动施力槽,所述的施力爪的外端穿过滑动施力槽设置,通过转动手动转座实现施力爪的偏心夹块上的夹套对待加工工件的夹紧固定。
8.根据权利要求7所述的一种工件加工工装,其特征在于,所述的辅助支撑座与所述的固定限位座之间固定连接,且所述的辅助支撑座与所述的手动转座之间设置有复位弹簧,所述的手动转座上设置有将手动转座锁紧在辅助支撑座上的锁紧销。
9.根据权利要求3所述的一种工件加工工装,其特征在于,所述的标准座、标定座、标定球和标定尺均采用大理石材料或者花岗岩材料制造而成。
说明书
技术领域
本发明涉及工件的加工辅助设备技术领域,具体为一种工件加工工装,属于机械设计与自动化技术领域。
背景技术
在机床上加工工件时,为使工件的表面能达到图纸规定的尺寸、几何形状以及与其他表面的相互位置精度等技术要求,加工前必须将工件装好(定位)、夹牢(夹紧)。目前对于复杂零件的加工,比如叶片等工件的加工工装一般包括对工件两端进行夹持固定的固定座,并通过压板、支撑架等来实现对工件的夹持固定,但是,这种现有技术中的加工工装在夹持固定以及定位时,十分麻烦,定位起来准确度较低,而且,一般采用手动进行定位与操作,严重影响着加工精度与加工效率。
基于以上技术问题,本发明提供了一种工件加工工装,该工装可以快速的实现对工件的夹紧固定,而且定位准确,精度高,适合于高精度的加工。
发明内容
本发明的目的是提供一种结构和使用简单、合理,定位准确,高精度自动定位的一种工件加工工装。
为实现上述目的,本发明采用如下技术方案:一种工件加工工装,其特征在于,其包括底座、定位标定组件、支撑吸附组件、气动自定心夹紧组件、手动自定心锁紧组件和控制器,其中,所述的底座的一端设置有固定架,所述底座的另一端采用移动组件设置有移动架,所述固定架上设置有手动自定心锁紧组件,所述的移动架上设置有气动自定心夹紧组件,待加工工件的两端或者待加工工件的两端的工艺柄分别夹持设置在所述的气动自定心夹紧组件和手动自定心锁紧组件上,所述的底座上还设置有定位标定组件和支撑吸附组件,且两个所述支撑吸附组件分别对称的设置在所述的定位标定组件的两端,所述的控制器控制支撑吸附组件、气动自定心夹紧组件、手动自定心锁紧组件的动作,且控制器自动控制吸附力、夹紧力的大小。
进一步,作为优选,所述的移动组件包括滑座和锁紧螺栓,所述的滑座与所述的底座之间采用滑轨配合滑动,所述的滑座上设置有将滑座固定的锁紧螺栓,所述移动架固定设置在所述的滑座上。
进一步,作为优选,所述定位标定组件包括标准座、标定座、标定球和标定尺,其中,所述的标准座的两端对称设置有标定座,所述的标定座的上端设置有盲孔,盲孔内可伸出滑动的设置有标定尺,所述的标定尺的下端与盲孔底壁之间设置有弹性件,所述标定座上还设置有用于固定标定尺的锁紧螺柱,所述标定尺的顶端设置有标定球,所述标定尺上设置有刻度。
进一步,作为优选,所述支撑吸附组件包括液压支撑缸、吸附支撑架和导向组件,其中,所述液压支撑缸固定设置在底座上,所述的液压支撑缸的活塞杆的端部固定设置有吸附支撑架,所述的吸附支撑架内设置有通气槽,所述的吸附支撑架的顶面上设置有弹性吸附盘,所述的弹性吸附盘与所述通气槽连通,所述的液压支撑缸的两端还设置有对吸附支撑架上下移动时进行导向的导向组件。
进一步,作为优选,所述的导向组件包括导向座、导向筒、导套、导向珠和导杆,所述液压支撑缸上固定设置有导向座,所述的导向座的两端相对于所述的液压支撑缸的轴线对称设置有导向筒,所述的导向筒内的上下两端均设置有导套,所述的导向筒的内部中间设置有多个导向珠,各个导向珠之间采用保持架进行隔开设置,所述的吸附支撑架的下端设置有所述导杆,所述的导杆在所述的导套以及导向珠内滑动导向设置。
进一步,作为优选,所述气动自定心夹紧组件包括气道座、活塞、夹紧杆、夹紧架和夹持定心轮,其中,所述气道座为环形结构,且气道座上阵列设置有三个气槽,每个气槽内设置有活塞,所述的活塞的活塞杆与夹紧杆连接,夹紧杆的端部设置有夹紧架,夹紧架为弧形结构,且夹紧架的内弧上铰接设置有多个所述的夹持定心轮,待加工工件的两端或者待加工工件的工艺夹持柄采用所述的夹持定心轮进行夹持固定。
进一步,作为优选,所述手动自定心锁紧组件包括手动转座、辅助支撑座、固定限位座、偏心夹块、夹套和多个施力爪,其中,所述的手动旋转座、辅助支撑座与固定限位座同轴设置,且所述的辅助支撑座设置在所述的手动转座与固定限位座之间,所述的固定限位座的每个限位槽内铰接可转动的连接设置有施力爪,所述的施力爪的内端设置有偏心夹块,所述的偏心夹块的端部设置有夹套,所述的手动转座上设置有滑动施力槽,所述的施力爪的外端穿过滑动施力槽设置,通过转动手动转座实现施力爪的偏心夹块上的夹套对待加工工件的夹紧固定。
进一步,作为优选,所述的辅助支撑座与所述的固定限位座之间固定连接,且所述的辅助支撑座与所述的手动转座之间设置有复位弹簧,所述的手动转座上设置有将手动转座锁紧在辅助支撑座上的锁紧销。
进一步,作为优选,所述的标准座、标定座、标定球和标定尺均采用大理石材料或者花岗岩材料制造而成。
本发明的有益效果在于:
本发明提供的一种工件加工工装,可以快速的实现对工件的定位与装夹,在装夹时,利用定位标定组件对工件的位置进行定位,并且支撑吸附组件的导向组件起到很好的导向作用,防止工件在装夹时出现歪斜,而在固定架上设置手动自定心锁紧组件,在移动架上设置气动自定心夹紧组件,在装夹时,手动自定心锁紧组件先锁紧固定端,然后采用气动自定心夹紧组件进行夹紧,气动由控制器进行控制,防止过夹紧的同时,可以实现气动的浮动自定心夹紧,夹紧精度高,本发明结构简单,使用方便,可以满足高精度加工的场合。
附图说明
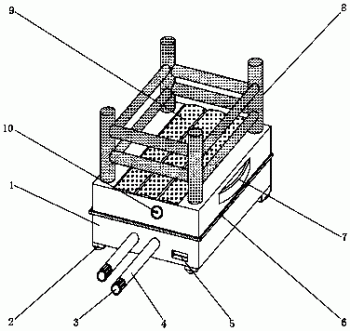
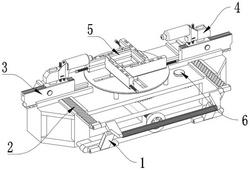
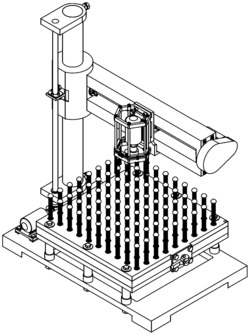
图1是本发明的一种工件加工工装的示意图;
图2是本发明的一种工件加工工装的定位标定组件的结构示意图;
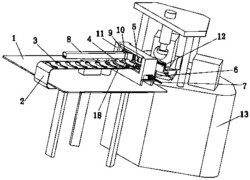
图3是本发明的一种工件加工工装的支撑吸附组件的结构示意图;
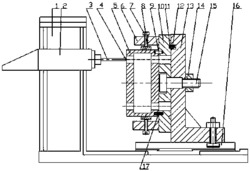
图4是本发明的一种工件加工工装的气动自定心夹紧组件结构示意图;
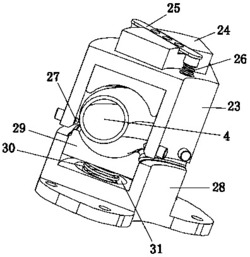
图5是本发明的一种工件加工工装的手动自定心锁紧组件的结构示意图;
其中,1、底座,2、固定架,3、移动架,4、滑座,5、锁紧螺栓,6、标准座,7、标定座,8、液压支撑缸,9、标定球,10、待加工工件,11、手动自定心锁紧组件,12、气动自定心夹紧组件,13、标定尺,14、锁紧螺柱,15、标定刻度,16、弹性件,17、导向座,18、导向筒,19、导套,20、导向珠,21、导杆,22、通气槽,23、弹性吸附盘,24、气道座,25、工艺夹持柄,26、活塞,27、夹紧杆,28、夹紧架,29、夹持定心轮,30、手动转座,31、辅助支撑座,32、固定限位座,33、偏心夹块,34、夹套,35、施力爪,36、复位弹簧,37、锁紧销。
具体实施方式
以下结合附图来对本发明进行详细的描绘。然而应当理解,附图的提供仅为了更好地理解本发明,它们不应该理解成对本发明的限制。
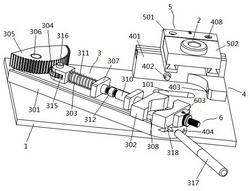
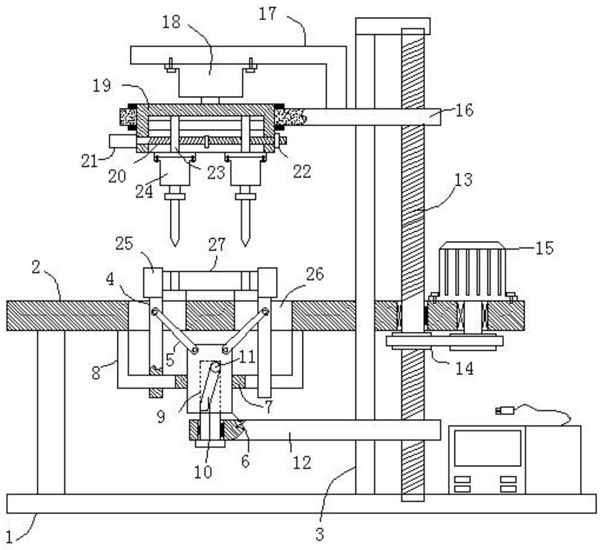
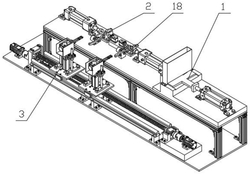
如图1-5所示,其特征在于,其包括底座1、定位标定组件、支撑吸附组件、气动自定心夹紧组件、手动自定心锁紧组件和控制器,其中,所述的底座1的一端设置有固定架2,所述底座1的另一端采用移动组件设置有移动架3,所述固定架2上设置有手动自定心锁紧组件11,所述的移动架3上设置有气动自定心夹紧组件12,待加工工件的两端或者待加工工件的两端的工艺柄分别夹持设置在所述的气动自定心夹紧组件和手动自定心锁紧组件上,所述的底座1上还设置有定位标定组件和支撑吸附组件,且两个所述支撑吸附组件分别对称的设置在所述的定位标定组件的两端,所述的控制器控制支撑吸附组件、气动自定心夹紧组件、手动自定心锁紧组件的动作,且控制器自动控制吸附力、夹紧力的大小。
其中,所述的移动组件包括滑座4和锁紧螺栓5,所述的滑座4与所述的底座1之间采用滑轨配合滑动,所述的滑座4上设置有将滑座固定的锁紧螺栓5,所述移动架3固定设置在所述的滑座4上。
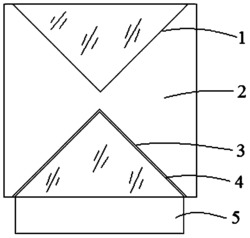
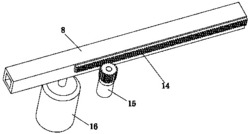
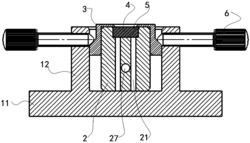
如图2所示,所述定位标定组件包括标准座6、标定座7、标定球9和标定尺13,其中,所述的标准座6的两端对称设置有标定座7,所述的标定座7的上端设置有盲孔,盲孔内可伸出滑动的设置有标定尺13,所述的标定尺13的下端与盲孔底壁之间设置有弹性件16,所述标定座7上还设置有用于固定标定尺的锁紧螺柱14,所述标定尺13的顶端设置有标定球9,所述标定尺上设置有刻度15。
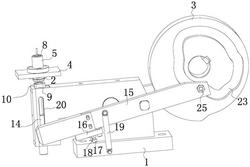
如图3所示,所述支撑吸附组件包括液压支撑缸8、吸附支撑架和导向组件,其中,所述液压支撑缸8固定设置在底座1上,所述的液压支撑缸8的活塞杆的端部固定设置有吸附支撑架,所述的吸附支撑架内设置有通气槽22,所述的吸附支撑架的顶面上设置有弹性吸附盘23,所述的弹性吸附盘23与所述通气槽22连通,所述的液压支撑缸的两端还设置有对吸附支撑架上下移动时进行导向的导向组件。
其中,所述的导向组件包括导向座17、导向筒18、导套19、导向珠20和导杆21,所述液压支撑缸8上固定设置有导向座17,所述的导向座17的两端相对于所述的液压支撑缸的轴线对称设置有导向筒18,所述的导向筒18内的上下两端均设置有导套19,所述的导向筒18的内部中间设置有多个导向珠20,各个导向珠20之间采用保持架进行隔开设置,所述的吸附支撑架的下端设置有所述导杆21,所述的导杆21在所述的导套19以及导向珠20内滑动导向设置。
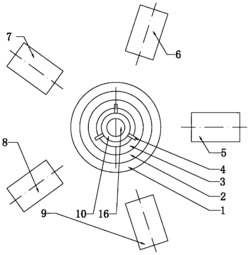
如图4所示,所述气动自定心夹紧组件包括气道座24、活塞26、夹紧杆27、夹紧架28和夹持定心轮29,其中,所述气道座24为环形结构,且气道座24上阵列设置有三个气槽,每个气槽内设置有活塞26,所述的活塞26的活塞杆与夹紧杆27连接,夹紧杆27的端部设置有夹紧架28,夹紧架为弧形结构,且夹紧架28的内弧上铰接设置有多个所述的夹持定心轮29,待加工工件的两端或者待加工工件的工艺夹持柄25采用所述的夹持定心轮进行夹持固定。
如图5所示,所述手动自定心锁紧组件包括手动转座30、辅助支撑座31、固定限位座32、偏心夹块33、夹套34和多个施力爪35,其中,所述的手动旋转座30、辅助支撑座31与固定限位座32同轴设置,且所述的辅助支撑座31设置在所述的手动转座与固定限位座之间,所述的固定限位座的每个限位槽内铰接可转动的连接设置有施力爪35,所述的施力爪的内端设置有偏心夹块33,所述的偏心夹块33的端部设置有夹套34,所述的手动转座上设置有滑动施力槽,所述的施力爪的外端穿过滑动施力槽设置,通过转动手动转座实现施力爪的偏心夹块上的夹套对待加工工件的夹紧固定。
其中,所述的辅助支撑座与所述的固定限位座之间固定连接,且所述的辅助支撑座与所述的手动转座之间设置有复位弹簧36,所述的手动转座上设置有将手动转座锁紧在辅助支撑座上的锁紧销37。
为了保证标定的精度,所述的标准座、标定座、标定球和标定尺均采用大理石材料或者花岗岩材料制造而成。
本发明提供的一种工件加工工装,可以快速的实现对工件的定位与装夹,在装夹时,利用定位标定组件对工件的位置进行定位,并且支撑吸附组件的导向组件起到很好的导向作用,防止工件在装夹时出现歪斜,而在固定架上设置手动自定心锁紧组件,在移动架上设置气动自定心夹紧组件,在装夹时,手动自定心锁紧组件先锁紧固定端,然后采用气动自定心夹紧组件进行夹紧,气动由控制器进行控制,防止过夹紧的同时,可以实现气动的浮动自定心夹紧,夹紧精度高,本发明结构简单,使用方便,可以满足高精度加工的场合。
以上实施方式仅用于说明本发明,而并非对本发明的限制,有关技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可以做出各种变化和变型,因此所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由权利要求限定。
一种工件加工工装专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0