









专利摘要
本发明提供一种基于自动化机械的包片机进料装置,涉及进料装置技术领域,解决了现有的设备工作效率的提高的同时使得隔板物料消耗的更快,若是不及时替换隔板物料同样会直接影响到生产的效率的问题。一种基于自动化机械的包片机进料装置,包括横轨机构、第一替换机构、第二替换机构、外包机构、输出调节机构。在使用设备的时候,首先将支撑架通过底部的万向轮移动到合适的位置,下一步将第一替换机构通过第一滑座底部滑轮与滑槽的配合,将第一替换机构整体移动到外壳框架内部正下方位置,再将隔板辊A上的物料隔板从外壳框架前端面限位凹槽内引出,待第一替换机构的隔板辊A使用完之后,第一替换机构整体通过第一滑座底部滑轮与滑槽的配合。
权利要求
1.一种基于自动化机械的包片机进料装置,其特征在于:包括横轨机构(2)、第一替换机构(4)、第二替换机构(5)、外包机构(6)、输出调节机构(7),所述横轨机构(2)底部与座架机构(1)顶部贴合,且横轨机构(2)两端通过固定机构(3)的配合固定连接在座架机构(1)顶部;所述第一替换机构(4)底部滑动连接在横轨机构(2)左侧;所述第一替换机构(4)包括有第一滑座(401)、物料放置架A(402)、隔板辊A(403)、紧固帽A(404),物料放置架A(402)底端面与第一滑座(401)顶端面中间位置相焊接,物料放置架A(402)左端面上方位置设有转轴杆,且转轴杆左侧开设有螺纹,隔板辊A(403)转动连接在物料放置架A(402)转轴杆上,紧固帽A(404)内部设有螺纹,紧固帽A(404)拧接在物料放置架A(402)转轴杆左侧位置;所述第二替换机构(5)滑动连接在横轨机构(2)右侧;所述外包机构(6)底部焊接在座架机构(1)顶部中间位置;所述输出调节机构(7)固定连接在外包机构(6)前端下方位置;所述座架机构(1)包括有支撑架(101)、限位轨道(102),支撑架(101)底端面设有万向轮,支撑架(101)顶端面中间位置与限位轨道(102)底端面固定连接,限位轨道(102)为T形结构,支撑架(101)底部设有架板;所述横轨机构(2)包括有滑轨(201)、滑槽(202),滑轨(201)顶端面中间位置开设有滑槽(202),所述横轨机构(2)安装状态下,两个滑轨(201)底端面对称贴合在支撑架(101)顶端面前后两侧;所述固定机构(3)包括有夹板(301)、缓冲板(302),夹板(301)底部开设有凹槽,且顶端面前后两侧对称开设有通孔,缓冲板(302)滑动连接在夹板(301)内侧面,缓冲板(302)横柱设有弹簧,所述固定机构(3)安装状态下,滑轨(201)两端均设有一处夹板(301),夹板(301)通过螺丝的配合将滑轨(201)固定连接在支撑架(101)顶端面;所述第一滑座(401)底部前后两侧对称设有滑轮,第一滑座(401)底端面中间位置开设有T形的凹槽,所述第一替换机构(4)安装状态下,第一滑座(401)滑轮滑动连接在滑槽(202)左侧位置,第一滑座(401)底部T形槽与限位轨道(102)滑动连接;所述第二替换机构(5)包括有第二滑座(501)、物料放置架B(502)、隔板辊B(503)、紧固帽B(504),第二滑座(501)底部前后两侧对称设有滑轮,第二滑座(501)底端面中间位置开设有T形的凹槽,物料放置架B(502)底端面与第二滑座(501)顶端面中间位置相焊接,物料放置架B(502)右端面上方位置设有转轴杆,且转轴杆右侧开设有螺纹,隔板辊B(503)转动连接在物料放置架B(502)转轴杆上,紧固帽B(504)内部设有螺纹,紧固帽B(504)拧接在物料放置架B(502)转轴杆右侧位置,所述第二替换机构(5)安装状态下,第二滑座(501)滑轮滑动连接在滑槽(202)右侧位置,第二滑座(501)底部T形槽与限位轨道(102)滑动连接,第二滑座(501)位于第一滑座(401)正右方位置;所述外包机构(6)包括有外壳框架(601)、固定夹轮(602)、调节槽(603),外壳框架(601)内部为空心形状,外壳框架(601)前端面中间位置开设与内部空槽相贯通的限位凹槽,固定夹轮(602)后端固定连接在外壳框架(601)前端面中间上方位置,外壳框架(601)前端面限位凹槽下方位置开设有调节槽(603),所述外包机构(6)安装状态下,外壳框架(601)底端面焊接在支撑架(101)顶端面中间位置;所述输出调节机构(7)包括有活动夹轮(701)、调节夹板(702),活动夹轮(701)底部设有加装板,且加装板开设有通孔,调节夹板(702)前端面设有螺纹杆,调节夹板(702)螺纹杆穿过活动夹轮(701)底部加装板通孔,所述输出调节机构(7)安装状态下,调节夹板(702)前端螺纹杆穿过调节槽(603)将活动夹轮(701)后端与外壳框架(601)前端固定连接,活动夹轮(701)位于固定夹轮(602)正下方位置。
说明书
技术领域
本发明属于进料装置技术领域,更具体地说,特别涉及一种基于自动化机械的包片机进料装置。
背景技术
包片机是用于小密蓄电池极板包片配组的专用设备,在蓄电池的生产过程中,需要使用隔板将正极板、负极板进行分隔开,防止极板短路,称重后的极板按照规定进行重量配组,配好组后进行包板,隔板的材质通用微孔橡胶、玻璃纤维,在包时要注意隔板的清洁,要将极板放在隔板的中间,要是极板的位置对准,双片包正板,之后再对正极板进行包裹,这样可以避免单片隔板缺陷所造成的短路。单片包板,用隔板只对正极板进行包装不包负极板放在包板盒里面即可。
例如申请号:CN201110172786.1本发明公开了自动包片机,包括用于推送极片的推片机构、输送隔板纸的送纸机构、输送第一极片的第一送片机构、输送第二极片的第二送片机构、组装机构,所述的第一送片机构、送纸机构、第二送片机构沿推片机构的推进方向依次设置,所述的组装机构设于第二送片机构的正下方;第一极片由第一送片机构输送至推片机构,所述送纸机构与推片机构配合完成第一极片包片;第二送片由第二送片机构输送至组装机构;包片后的第一极片由推片机构推送至组装机构与第二极片间隔叠装。其结构简单、紧凑,操作方便,包片效率高。
基于上述专利的检索,以及结合现有技术中的设备发现,上述设备在应用时,虽然包片与组装的中间过程无需辅助移送装置,包片机结构更加紧凑,提高了极板包裹的效率,但是设备工作效率的提高,使得隔板物料消耗的更快,若是不及时替换隔板物料同样会直接影响到生产的效率。
发明内容
为了解决上述技术问题,本发明提供一种基于自动化机械的包片机进料装置,以解决现有的设备工作效率的提高的同时使得隔板物料消耗的更快,若是不及时替换隔板物料同样会直接影响到生产的效率的问题。
本发明一种基于自动化机械的包片机进料装置的目的与功效,由以下具体技术手段所达成:
一种基于自动化机械的包片机进料装置,包括横轨机构、第一替换机构、第二替换机构、外包机构、输出调节机构,所述横轨机构底部与座架机构顶部贴合,且横轨机构两端通过固定机构的配合固定连接在座架机构顶部;所述第一替换机构底部滑动连接在横轨机构左侧;所述第一替换机构包括有第一滑座、物料放置架A、隔板辊A、紧固帽A,物料放置架A底端面与第一滑座顶端面中间位置相焊接,物料放置架A左端面上方位置设有转轴杆,且转轴杆左侧开设有螺纹,隔板辊A转动连接在物料放置架A转轴杆上,紧固帽A内部设有螺纹,紧固帽A拧接在物料放置架A转轴杆左侧位置;所述第二替换机构滑动连接在横轨机构右侧;所述外包机构底部焊接在座架机构顶部中间位置;所述输出调节机构固定连接在外包机构前端下方位置。
进一步的,所述座架机构包括有支撑架、限位轨道,支撑架底端面设有万向轮,支撑架顶端面中间位置与限位轨道底端面固定连接,限位轨道为T形结构,支撑架底部设有架板;
进一步的,所述横轨机构包括有滑轨、滑槽,滑轨顶端面中间位置开设有滑槽,所述横轨机构安装状态下,两个滑轨底端面对称贴合在支撑架顶端面前后两侧;
进一步的,所述固定机构包括有夹板、缓冲板,夹板底部开设有凹槽,且顶端面前后两侧对称开设有通孔,缓冲板滑动连接在夹板内侧面,缓冲板横柱设有弹簧,所述固定机构安装状态下,滑轨两端均设有一处夹板,夹板通过螺丝的配合将滑轨固定连接在支撑架顶端面;
进一步的,所述第一滑座底部前后两侧对称设有滑轮,第一滑座底端面中间位置开设有T形的凹槽,所述第一替换机构安装状态下,第一滑座滑轮滑动连接在滑槽左侧位置,第一滑座底部T形槽与限位轨道滑动连接;
进一步的,所述第二替换机构包括有第二滑座、物料放置架B、隔板辊B、紧固帽B,第二滑座底部前后两侧对称设有滑轮,第二滑座底端面中间位置开设有T形的凹槽,物料放置架B底端面与第二滑座顶端面中间位置相焊接,物料放置架B右端面上方位置设有转轴杆,且转轴杆右侧开设有螺纹,隔板辊B转动连接在物料放置架B转轴杆上,紧固帽B内部设有螺纹,紧固帽B拧接在物料放置架B转轴杆右侧位置,所述第二替换机构安装状态下,第二滑座滑轮滑动连接在滑槽右侧位置,第二滑座底部T形槽与限位轨道滑动连接,第二滑座位于第一滑座正右方位置;
进一步的,所述外包机构包括有外壳框架、固定夹轮、调节槽,外壳框架内部为空心形状,外壳框架前端面中间位置开设与内部空槽相贯通的限位凹槽,固定夹轮后端固定连接在外壳框架前端面中间上方位置,外壳框架前端面限位凹槽下方位置开设有调节槽,所述外包机构安装状态下,外壳框架底端面焊接在支撑架顶端面中间位置;
进一步的,所述输出调节机构包括有活动夹轮、调节夹板,活动夹轮底部设有加装板,且加装板开设有通孔,调节夹板前端面设有螺纹杆,调节夹板螺纹杆穿过活动夹轮底部加装板通孔,所述输出调节机构安装状态下,调节夹板前端螺纹杆穿过调节槽将活动夹轮后端与外壳框架前端固定连接,活动夹轮位于固定夹轮正下方位置;
与现有技术相比,本发明具有如下有益效果:
在使用设备的时候,首先将支撑架通过底部的万向轮移动到合适的位置,下一步将第一替换机构通过第一滑座底部滑轮与滑槽的配合,将第一替换机构整体移动到外壳框架内部正下方位置,再将隔板辊A上的物料隔板从外壳框架前端面限位凹槽内引出,待第一替换机构的隔板辊A使用完之后,第一替换机构整体通过第一滑座底部滑轮与滑槽的配合,将第一滑座滑动在滑轨左侧位置,再将第二滑座通过底部滑轮滑动到外壳框架内部正下方位置,将隔板辊B的物料隔板从外壳框架前端面限位凹槽内引出,完成物料快速更换的过程,通过此步骤可节省大量时间,提高生产效率,之后工作人员对隔板辊A进行更换,进行储备使用;输出调节机构的作用是由于隔板的厚度不同可通过输出调节机构的调节夹板与调节槽的配合,来调整固定夹轮与活动夹轮中间的间距。
附图说明
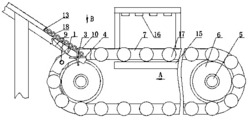
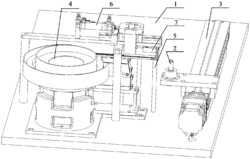
图1是本发明的俯视状态结构示意图。
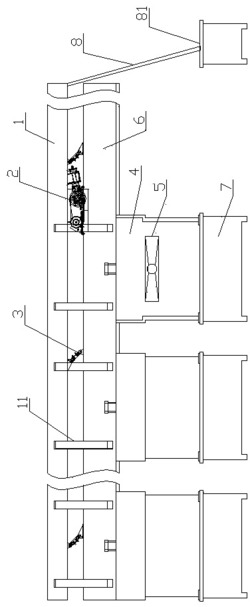
图2是本发明的侧视状态结构示意图。
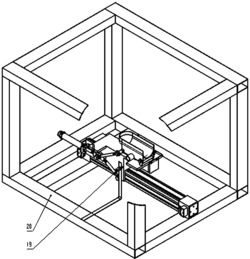
图3是本发明的第二替换机构使用时侧视结构示意图。
图4是本发明的座架机构侧视结构示意图。
图5是本发明的横轨机构侧视结构示意图。
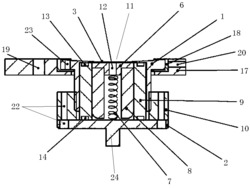
图6是本发明的固定机构侧视结构示意图。
图7是本发明的第一替换机构侧视结构示意图。
图8是本发明的第一替换机构拆分主视结构示意图。
图9是本发明的第二替换机构侧视结构示意图。
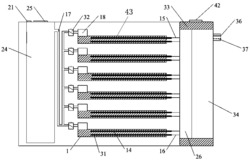
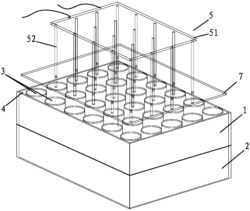
图10是本发明的外包机构侧视结构示意图。
图11是本发明的输出调节机构底侧视结构示意图。
图中,部件名称与附图编号的对应关系为:
1、座架机构;101、支撑架;102、限位轨道;2、横轨机构;201、滑轨;202、滑槽;3、固定机构;301、夹板;302、缓冲板;4、第一替换机构;401、第一滑座;402、物料放置架A;403、隔板辊A;404、紧固帽A;5、第二替换机构;501、第二滑座;502、物料放置架B;503、隔板辊B;504、紧固帽B;6、外包机构;601、外壳框架;602、固定夹轮;603、调节槽;7、输出调节机构;701、活动夹轮;702、调节夹板。
具体实施方式
下面结合附图和实施例对本发明的实施方式作进一步详细描述。以下实施例用于说明本发明,但不能用来限制本发明的范围。
在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上;术语“上”、“下”、“左”、“右”、“内”、“外”、“前端”、“后端”、“头部”、“尾部”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例:
如附图1至附图11所示:
本发明提供一种基于自动化机械的包片机进料装置,包括有:横轨机构2、第一替换机构4、第二替换机构5、外包机构6、输出调节机构7,横轨机构2底部与座架机构1顶部贴合,且横轨机构2两端通过固定机构3的配合固定连接在座架机构1顶部;第一替换机构4底部滑动连接在横轨机构2左侧;第一替换机构4包括有第一滑座401、物料放置架A402、隔板辊A403、紧固帽A404,物料放置架A402底端面与第一滑座401顶端面中间位置相焊接,物料放置架A402左端面上方位置设有转轴杆,且转轴杆左侧开设有螺纹,隔板辊A403转动连接在物料放置架A402转轴杆上,紧固帽A404内部设有螺纹,紧固帽A404拧接在物料放置架A402转轴杆左侧位置;第二替换机构5滑动连接在横轨机构2右侧;外包机构6底部焊接在座架机构1顶部中间位置;输出调节机构7固定连接在外包机构6前端下方位置。
其中,座架机构1包括有支撑架101、限位轨道102,支撑架101底端面设有万向轮,支撑架101顶端面中间位置与限位轨道102底端面固定连接,限位轨道102为T形结构,支撑架101底部设有架板。
其中,横轨机构2包括有滑轨201、滑槽202,滑轨201顶端面中间位置开设有滑槽202,横轨机构2安装状态下,两个滑轨201底端面对称贴合在支撑架101顶端面前后两侧。
其中,固定机构3包括有夹板301、缓冲板302,夹板301底部开设有凹槽,且顶端面前后两侧对称开设有通孔,缓冲板302滑动连接在夹板301内侧面,缓冲板302横柱设有弹簧,固定机构3安装状态下,滑轨201两端均设有一处夹板301,夹板301通过螺丝的配合将滑轨201固定连接在支撑架101顶端面。
其中,第一滑座401底部前后两侧对称设有滑轮,第一滑座401底端面中间位置开设有T形的凹槽,第一替换机构4安装状态下,第一滑座401滑轮滑动连接在滑槽202左侧位置,第一滑座401底部T形槽与限位轨道102滑动连接。
其中,第二替换机构5包括有第二滑座501、物料放置架B502、隔板辊B503、紧固帽B504,第二滑座501底部前后两侧对称设有滑轮,第二滑座501底端面中间位置开设有T形的凹槽,物料放置架B502底端面与第二滑座501顶端面中间位置相焊接,物料放置架B502右端面上方位置设有转轴杆,且转轴杆右侧开设有螺纹,隔板辊B503转动连接在物料放置架B502转轴杆上,紧固帽B504内部设有螺纹,紧固帽B504拧接在物料放置架B502转轴杆右侧位置,第二替换机构5安装状态下,第二滑座501滑轮滑动连接在滑槽202右侧位置,第二滑座501底部T形槽与限位轨道102滑动连接,第二滑座501位于第一滑座401正右方位置。
其中,外包机构6包括有外壳框架601、固定夹轮602、调节槽603,外壳框架601内部为空心形状,外壳框架601前端面中间位置开设与内部空槽相贯通的限位凹槽,固定夹轮602后端固定连接在外壳框架601前端面中间上方位置,外壳框架601前端面限位凹槽下方位置开设有调节槽603,外包机构6安装状态下,外壳框架601底端面焊接在支撑架101顶端面中间位置。
其中,输出调节机构7包括有活动夹轮701、调节夹板702,活动夹轮701底部设有加装板,且加装板开设有通孔,调节夹板702前端面设有螺纹杆,调节夹板702螺纹杆穿过活动夹轮701底部加装板通孔,输出调节机构7安装状态下,调节夹板702前端螺纹杆穿过调节槽603将活动夹轮701后端与外壳框架601前端固定连接,活动夹轮701位于固定夹轮602正下方位置。
使用时:首先将设备整体进行组装,第一步先将两个滑轨201底端面对称贴合在支撑架101顶端面前后两侧,完成横轨机构2的放置过程,下一步滑轨201两端均设有一处夹板301,夹板301通过螺丝的配合将滑轨201固定连接在支撑架101顶端面,完成固定机构3的安装过程,下一步将第一滑座401滑轮滑动连接在滑槽202左侧位置,第一滑座401底部T形槽与限位轨道102滑动连接,完成第一替换机构4的安装过程,下一步将第二滑座501滑轮滑动连接在滑槽202右侧位置,第二滑座501底部T形槽与限位轨道102滑动连接,第二滑座501位于第一滑座401正右方位置,完成第二替换机构5的安装过程,下一步将外壳框架601底端面焊接在支撑架101顶端面中间位置,完成外包机构6的安装过程,最后将调节夹板702前端螺纹杆穿过调节槽603将活动夹轮701后端与外壳框架601前端固定连接,活动夹轮701位于固定夹轮602正下方位置,完成输出调节机构7的安装过程。
在使用设备的时候,首先将支撑架101通过底部的万向轮移动到合适的位置,下一步将第一替换机构4通过第一滑座401底部滑轮与滑槽202的配合,将第一替换机构4整体移动到外壳框架601内部正下方位置,再将隔板辊A403上的物料隔板从外壳框架601前端面限位凹槽内引出,待第一替换机构4的隔板辊A403使用完之后,第一替换机构4整体通过第一滑座401底部滑轮与滑槽202的配合,将第一滑座401滑动在滑轨201左侧位置,再将第二滑座501通过底部滑轮滑动到外壳框架601内部正下方位置,将隔板辊B503的物料隔板从外壳框架601前端面限位凹槽内引出,完成物料快速更换的过程,通过此步骤可节省大量时间,提高生产效率,之后工作人员对隔板辊A403进行更换,进行储备使用;输出调节机构7的作用是由于隔板的厚度不同可通过输出调节机构7的调节夹板702与调节槽603的配合,来调整固定夹轮602与活动夹轮701中间的间距。
本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
一种基于自动化机械的包片机进料装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0