

IPC分类号 : B27N1/00I,B27N1/02I,B27N3/00I,B27N3/12I,B27N3/18I,C08L97/00I,C08L29/06I,C08K5/3492I,C08K5/21I






专利摘要
本发明是关于一种无醛可深度饰面中高密度板及其制造方法,其包括:木材削片、筛选、蒸煮软化、纤维分离、施胶、干燥分选、铺装、预压、热压、冷却、砂光和检验入库,所述施胶为两步施胶,包括:先用木质素胶进行一次施胶,进行防水处理后,再用MDI胶进行二次施胶。本发明的制造方法采用生物质胶粘剂和无醛胶粘剂,不添加固化剂、防霉剂等助剂,通过两次施胶法,从根源上杜绝甲醛污染,实现生产无醛化、产品无醛化,通过对施胶过程的先后控制以及施胶种类和比例的把握,改善产品的表面硬度,使最终产品可进行深度饰面,达到20~80丝。
权利要求
1.一种无醛可深度饰面中高密度板的制造方法,包括:木材削片、筛选、蒸煮软化、纤维分离、施胶、干燥分选、铺装、预压、热压、冷却、砂光和检验入库,其特征在于,所述施胶为两步施胶,包括:先用木质素胶进行一次施胶,在施木质素胶后的纤维表面施用防水剂石蜡,再用MDI胶进行二次施胶;
所述的无醛可深度饰面中高密度板可实现20~80丝深度饰面。
2.根据权利要求1所述的无醛可深度饰面中高密度板的制造方法,其特征在于,在所述热压前,增加表面喷淋,所述表面喷淋包括:在预压后的板坯表面喷淋自由水,使板坯纤维的含水率为8-12%。
3.根据权利要求1所述的无醛可深度饰面中高密度板的制造方法,其特征在于,所述木质素胶包括以下重量百分比的组分:
4.根据权利要求1~3任一项所述的无醛可深度饰面中高密度板的制造方法,其特征在于,所述木质素胶的固含量为30~60%,所述木质素胶的施用量为50~80kg/m3。
5.根据权利要求1所述的无醛可深度饰面中高密度板的制造方法,其特征在于,所述石蜡的施用量为4~6kg/m3。
6.根据权利要求1所述的无醛可深度饰面中高密度板的制造方法,其特征在于,在二次施胶前,根据MDI胶的初始粘度,调整MDI胶与水的比例为1:1~1:3,所述MDI胶的施用量为10~40kg/m3。
7.根据权利要求1所述的无醛可深度饰面中高密度板的制造方法,其特征在于,所述木材的原料为桉木、杨木、松木、硬杂木中的一种或多种。
8.根据权利要求1所述的无醛可深度饰面中高密度板的制造方法,其特征在于,在所述干燥分选步骤中,将纤维干燥至含水率为5~10%。
9.一种无醛可深度饰面中高密度板,其特征在于,由权利要求1~8中任一项所述的无醛可深度饰面中高密度板的制造方法制得。
说明书
技术领域
本发明涉及木材加工领域,特别是涉及一种无醛可深度饰面中高密度板及其制造方法。
背景技术
随着社会发展和人们生活方式的改变以及保护林业资源的目的,中高密度板作为原木家具板材的替代品在国内外得到迅速发展,被广泛地应用在家具、室内装饰及包装材料等领域里。但由于生产过程使用甲醛系胶黏剂,其带来的甲醛污染问题不可忽视。甲醛已经成为密度板行业公认的主要污染源之一,而在进入家庭后,密度板内的游离甲醛仍在不停释放。随着人们对建材环保性的关注度不断提高,以及市场对产品多元化需求的增加,基于无醛类胶粘剂生产人造板的发展前景看好。因此,发展一种环境友好、可实现无醛生产密度板的新型制造工艺成为当前的研究热点之一。
目前用于制造中高密度板的无醛胶种较少,较成熟的有MDI胶(MDI胶为二苯基甲烷二异氰酸酯胶粘剂及其改性胶粘剂),但MDI胶存在分子活性高、反应过快、易与水反应、易粘板等问题。在实际生产中,单一MDI胶基材因板材表面硬度大,地板压贴时仅适用于靓面面型,在压贴模压、大浮雕及手抓纹等表面纹路较深的面型时,会出现表面发白现象,无法满足深度饰面的加工需求,制约了其应用领域。
发明内容
本发明的主要目的在于,提供一种无醛可深度饰面中高密度板及其制备方法,所要解决的技术问题是通过对施胶过程的控制以及施胶种类及比例的把握,使得到的中高密度板无醛,并可进行深度饰面,从而更加适于实际生产。
本发明的目的及解决其技术问题是采用以下技术方案来实现的。依据本发明提出的一种无醛可深度饰面中高密度板的制造方法,包括:木材削片、筛选、蒸煮软化、纤维分离、施胶、干燥分选、铺装、预压、热压、冷却、砂光和检验入库,其特征在于,所述施胶为两步施胶,包括:先用木质素胶进行一次施胶,进行防水处理后,再用MDI胶进行二次施胶。
本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
优选的,前述的无醛可深度饰面中高密度板的制造方法,其中在所述热压前,增加表面喷淋,所述表面喷淋包括:在预压后的板坯表面喷淋自由水,使板坯纤维的含水率为8~12%。
优选的,前述的无醛可深度饰面中高密度板的制造方法,其中所述木质素胶包括以下重量百分比的组分:
优选的,前述的无醛可深度饰面中高密度板的制造方法,其中所述木质素胶的固含量为30~60%,所述木质素胶的施用量为50~80kg/m3。
优选的,前述的无醛可深度饰面中高密度板的制造方法,其中所述防水处理为在施木质素胶后的纤维表面施用防水剂,所述防水剂为石蜡,所述石蜡的施用量为4~6kg/m3。
优选的,前述的无醛可深度饰面中高密度板的制造方法,其中在二次施胶前,根据MDI胶的初始粘度,调整MDI胶与水的比例为1:1~1:3,所述MDI胶的施用量为10~40kg/m3。
优选的,前述的无醛可深度饰面中高密度板的制造方法,其中所述木材的原料为桉木、杨木、松木、硬杂木中的一种或多种。
优选的,前述的无醛可深度饰面中高密度板的制造方法,其中在所述干燥分选步骤中,将纤维干燥至含水率为5~10%。
本发明的目的及解决其技术问题还采用以下的技术方案来实现。依据本发明提出的一种无醛可深度饰面中高密度板,其特征在于,由上述的无醛可深度饰面中高密度板的制造方法制得。
本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
优选的,前述的无醛可深度饰面中高密度板,其中所述的无醛可深度饰面中高密度板可实现20~80丝深度饰面。
借由上述技术方案,本发明提出的一种无醛可深度饰面中高密度板及其制造方法至少具有下列优点:
本发明的制造方法采用两步施胶法,先用木质素胶进行一次施胶,进行防水处理后,再用MDI胶进行二次施胶。木质素胶渗透性好且具有防霉、防腐性,作为第一次施胶可实现均匀施胶;在第一次施木质素胶后,加入防水剂石蜡,可有效包裹纤维,即可起到防水的作用,也可在一定程度上增加其强度,同时石蜡与后续施加的MDI胶之间存在一定的相互作用;在第二次施MDI胶后,MDI胶的热固性可以在后续热压工艺起到更好效果。在上述因素的共同作用下,采用本发明二次施胶得到的基材,其综合性能、尤其是可深度饰面性能要优于施用单一MDI胶,单一木质素胶、木质素胶与MDI胶直接混合施胶等施胶方式。
本发明采用两步施胶法,相比单一添加MDI胶或木质素胶法制造工艺优势明显,一是在达到无醛级别的基础上,产品理化性能优越,满足终端客户对于可深度饰面的加工需求,本发明通过改善产品表面硬度,可弥补MDI胶法无法应用于深度饰面的短板,大大拓展了中高密度板的应用领域,为实现产业升级提供更多可能;二是所用原料均对环境友好,且不添加固化剂、防霉剂等助剂,避免带来环境危害,符合绿色生产的理念。本发明通过不断实验,筛选胶种、调整施胶比例及施胶方式、控制MDI与水的比例、增加表面喷淋环节等,最终在理化性能达到国家标准和产品可深度饰面之间找到一个平衡,使本发明制得的中高度密度板在不添加固化剂等助剂的前提下,具备无醛环保、应用领域多元化等优点。
本发明在热压前增加了对板坯进行表面喷淋的步骤,这一步骤可以保证预压成型的纤维中间的含水率较低,不容易爆板,同时可以提高产品密度板的含水率及其尺寸稳定性,提高产能。
本发明的制造方法解决了中高密度板在生产制造过程中甲醛废气污染问题以及最终板材成品中的甲醛释放问题,使用生物质胶粘剂和无醛胶粘剂,从根源上杜绝甲醛污染,实现生产无醛化、产品无醛化,通过对施胶过程的先后控制以及施胶比例的把握,使最终产品可进行深度饰面。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
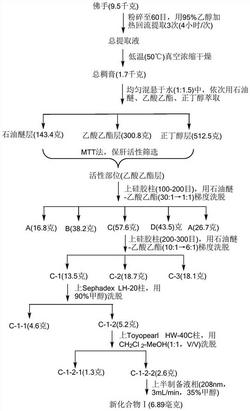
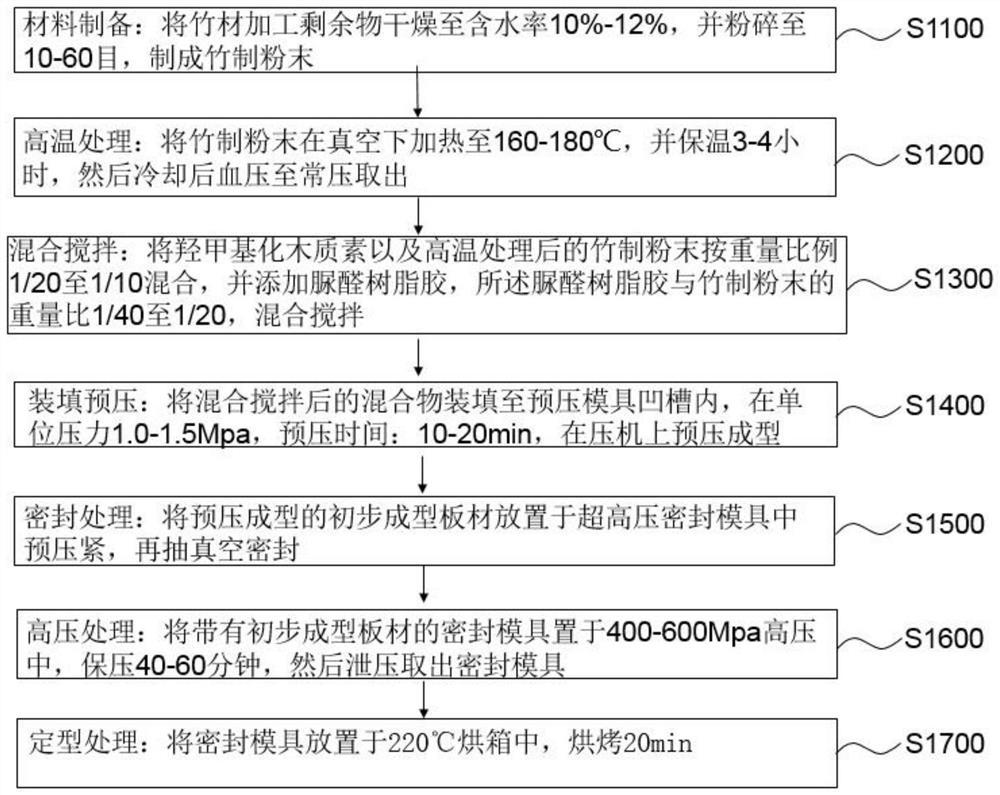
图1是本发明一个实施例的无醛可深度饰面中高密度板的制造方法的流程示意图;
图2是本发明另一个实施例的无醛可深度饰面中高密度板的制造方法的流程示意图。
具体实施方式
为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合附图及较佳实施例,对依据本发明提出的一种无醛可深度饰面中高密度板及其制造方法,其具体实施方式、结构、特征及其功效,详细说明如后。在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构或特点可由任何合适形式组合。
本发明的一个实施例提出了一种无醛可深度饰面中高密度板的制造方法,其包括:木材削片、筛选、蒸煮软化、纤维分离、施胶、干燥分选、铺装、预压、热压、冷却、砂光和检验入库,所述施胶为两步施胶,包括:先用木质素胶进行一次施胶,进行防水处理后,再用MDI胶进行二次施胶。如图1所示为本发明实施例的制造方法的流程示意图。
本发明实施对木材的原料不做具体限制。原则上,能够满足密度板制作的材料都适用于本发明实施例。
本发明实施对木质素胶、MDI胶的施用方式不做具体限制。可以使用常规的施用方式。本发明实施例采用生物质胶粘剂和无醛胶粘剂,不添加固化剂、防霉剂等助剂,通过两步施胶法,从根源上杜绝甲醛污染,实现生产无醛化、产品无醛化,并通过对施胶过程的先后控制以及施胶种类和比例的把握,使最终产品可进行深度饰面。
相对于MDI胶,木质素胶物理机械性能以及耐水性较差,但渗透性好且具有防霉、防腐性,作为一次施胶可实现均匀施胶;在一次施胶后,加入防水剂石蜡,可有效包裹纤维,即可起到防水的作用,也可在一定程度上增加其强度,同时石蜡与后续施加的MDI胶之间存在一定的相互作用,且相比于木质素胶,MDI胶的热固性可以在后续热压工艺起到更好效果,在上述因素的共同作用下,经过第二次MDI胶施胶后的基材,其理化性能与单一MDI胶相近,优于以单一木质素胶、木质素胶与MDI胶直接混合施胶以及其他多次施胶方式(如先MDI胶后木质素胶再进行防水处理、先木质素胶后MDI胶再进行防水处理、先MDI胶防水处理后木质素胶等)。
较佳的,本发明的另一实施例提出了一种无醛可深度饰面中高密度板的制造方法,与上述实施例相比,本实施例的制造方法,还包括:在所述热压前,增加表面喷淋,所述表面喷淋包括:在预压后的板坯表面喷淋自由水,使板坯纤维的含水率为8~12%。如图2所示为本发明实施例的制造方法的流程示意图。
需要说明的是,使板坯纤维的含水率为8-12%是指表面喷淋自由水后,没有热压成板之前,使板坯纤维的含水率为8-12%,进而使热压后的密度板的含水率能保持在4-8%。
本实施例在预压和热压的步骤中间加了这个表面喷淋,这样既可以保证预压成型的纤维中间的含水率较低,不容易爆板;增加表面喷淋还可以有效控制芯层含水率,防止爆板,提高生产效率;又可以使最终热压成型的板材具有较高含水率,减少板材的吸水厚度膨胀率,提高板材的尺寸稳定性。本发明实施例可以得到含水率为4~8%的密度板。普通MDI胶没有这个过程的,做出来的含水率在2~3%。
本发明实施例在热压工艺前,对板坯进行表面喷淋,不仅提高了板材含水率及其尺寸稳定性,也可有效避免爆板、提高产能。固然,加入一些固化剂可以使本发明的产品理化性能更为优越,但一来考虑到大部分固化剂具有一定毒性,对环境不友好、不符合绿色生产的理念,二则,为了满足终端客户对于可深度饰面的加工需求,本发明通过不断实验,筛选胶种、调整施胶比例及施胶方式、控制MDI与水的比例、增加表面喷淋环节等,最终在理化性能达到国家标准和产品可深度饰面之间找到一个平衡,使本发明制得的中高度密度板在不添加固化剂的前提下,具备无醛环保、应用领域多元化等优点。
上述实施例对木质素胶不做具体限制,优选木质素胶满足pH>7、沸点约100℃、密度1.2g/m3。
作为优选实施方式,所述木质素胶包括以下重量百分比的组分:
木质素胶的制备方法为:先利用氢氧化钠溶液溶解木质素,通过添加尿素降低木质素碱液的黏度,随后加入三聚氰胺在高温下与木质素发生一定程度的缩聚反应,最后加入溶解好的聚乙烯醇水溶液,提高木质素胶的初粘性。
本发明实施例的木质素胶利用氢氧化钠碱性条件溶解木质素,聚乙烯醇提高初粘性,尿素降低木质素的黏度,三聚氰胺在高温作用下,促进木质素的自胶合,起到胶黏剂的作用。制备过程不添加甲醛,产品达到无醛,且高温固化时木质素自胶合后胶合强度高,防水性好。
作为优选实施方式,所述木质素胶的固含量为30~60%,优选40-50%,所述木质素胶的施用量为50~80kg/m3,优选60~70kg/m3。结合成本因素和环保因素,在保证产品性能的前提下,木质素胶的施胶量应尽可能选择高添加量。
木质素胶的施用方式优选为:将木质素胶通过输送泵经喷嘴雾化后,加入纤维输送管道,与纤维均匀混合。
作为优选实施方式,所述防水处理为在所述木质素胶的表面施用防水剂,所述防水剂为石蜡,所述石蜡的施用量为4~6kg/m3,优选5kg/m3。
石蜡防水剂的施用方式优选为:将石蜡防水剂通过输送泵经喷嘴雾化后,加入纤维输送管道,与纤维均匀混合。
作为优选实施方式,在二次施胶前,根据MDI胶的初始粘度,调整MDI胶与水的比例为1:1~1:3,优选1:2,所述MDI胶的施用量为10~40kg/m3,优选15~28kg/m3。
本发明实施例根据MDI胶的初始粘度,调整MDI胶与水的配比情况,MDI胶和水分别通过单独泵并在三通内混合,在高压喷射下进行施胶。
MDI胶的施用方式优选为:通过输送泵经喷嘴雾化后,加入纤维输送管道。作为优选实施方式,所述木材的原料为桉木、杨木、松木、硬杂木中的一种或多种。
作为优选实施方式,在所述干燥分选步骤中,将纤维干燥至含水率为5~10%,优选6-8%。
本发明的另一个实施例提供了一种无醛可深度饰面中高密度板,其由上述的无醛可深度饰面中高密度板的制造方法制得。
本发明实施例的无醛可深度饰面中高密度板是采用两步施胶法得到的,相比单一添加MDI胶或木质素胶法制造工艺优势明显,一是在达到无醛级别的基础上,产品理化性能优越,满足终端客户对于可深度饰面的加工需求,本发明通过改善产品表面硬度,可弥补MDI胶法无法应用于深度饰面的短板,大大拓展了中高密度板的应用领域,为实现产业升级提供更多可能;二是所用原料均对环境友好,且不添加固化剂、防霉剂等助剂,避免带来环境危害,符合绿色生产的理念。本发明通过不断实验,筛选胶种、调整施胶比例及施胶方式、控制MDI与水的比例、增加表面喷淋环节等,最终在理化性能达到国家标准和产品可深度饰面之间找到一个平衡,使本发明制得的中高度密度板在不添加固化剂等助剂的前提下,具备无醛环保、应用领域多元化等优点。
本发明在热压前增加了对板坯进行表面喷淋的步骤,这一步骤可以保证预压成型的纤维中间的含水率较低,不容易爆板,同时可以提高产品密度板的含水率及其尺寸稳定性,提高产能。
作为优选实施方式,所述的无醛可深度饰面中高密度板可实现20~80丝深度饰面,优选60~80丝深度饰面。
本发明实施例无醛可深度饰面中高密度板为经MDI胶+木质素胶两步施胶得到的基材,可以适用于地板的靓面面型、还可用于同步纹、手刮纹、模压纹等面型生产中,同步纹、手刮纹、模压纹的深度可达20-80丝。
而纯MDI胶制作的基材因板材表面硬度大,无法下压装饰,仅能满足普通的10丝纹路以内的饰面,达不到深度饰面的要求。地板压贴时,仅适用于靓面面型,其纹路深度只能在10丝以内,此外,在压贴模压、大浮雕及手抓纹等表面纹路较深的面型时,还会出现表面发白现象。
本发明实施例采用木质素胶一次施胶、MDI胶二次施胶生产的基材,减少了MDI胶的用量,同时由于木质素胶的施用降低了板坯的内部硬度,可以进行深度饰面,不仅可以适用于靓面面型,而且可以广泛应用于同步纹、手抓纹和模压等面型生产中,大大拓宽了无醛环保型密度板的应用领域。
本发明实施例的无醛可深度饰面中高密度板,使用生物质胶粘剂和无醛胶粘剂,不添加固化剂、防霉剂等助剂,从根源上杜绝甲醛污染,实现生产无醛化、产品无醛化,通过对施胶过程的先后控制以及施胶种类和比例的把握,改善产品的表面硬度,使最终产品可进行深度饰面。
下面将结合具体实施例对本发明作进一步说明,但不能理解为是对本发明保护范围的限制,该领域的技术人员根据上述本发明的内容对本发明作出的一些非本质的改进和调整,仍属于本发明的保护范围。
实施例1
一种无醛可深度饰面中高密度板的制造方法,具体包括以下步骤:
(1)木材削片:将木材原料桉木削成符合生产规模的木片;
(2)木材筛选:筛选削片后的木片,去除碎屑,并将过大木片分离出以便再碎;
(3)蒸煮软化:筛选后大小适中的木片经蒸煮软化,蒸煮压力为0.85MPa、蒸煮时间3.5min;
(4)纤维分离:将木片加入热磨机,机械分离出纤维,热磨温度为157℃,压力为0.8MPa;
(5)一次施胶:对纤维进行一次施胶,所施胶粘剂为木质素胶,施胶量为68kg/m3,所用木质素胶为自制木质素胶,其成分为木质素、氢氧化钠、三聚氰胺、聚乙烯醇、尿素及水,其重量百分含量分别为35%、4.5%、3.7%、0.6%、2.8%和53.4%;
(6)防水处理:对一次施胶后的纤维进行防水处理,添加石蜡,添加量为4.5kg/m3;
(7)二次施胶:对纤维进行二次施胶,所施胶粘剂为MDI胶,施胶量为16kg/m3,MDI胶与水的比例为1:1.15;
(8)干燥分选:将施胶纤维送入干燥系统进行干燥,使其含水率为8.1%;
(9)铺装预压:将施胶纤维经铺装机铺装成板坯,经1.5MPa压力预压;
(10)热压成型:将板坯经装板机送至热压机,压制成毛板,热压机采用5区温度,分别为236℃、240℃、231℃、212℃、190℃,通过二次加压、即在3s升高至33.4MPa、14s降至4.8MPa保压8s/mm、再升至15.9MPa下固化定厚,热压因子范围在11.6s/mm;
(11)翻板冷却:将毛板送入翻板机进行冷却,堆垛养生时间72小时,得素板;
(12)砂光打磨:将素板经砂光后锯切至所需规格的板材尺寸;
(13)检验入库:将板材按质量标准要求分级包装入库;
(14)下游加工:在地板加工企业,将板材进行饰面装饰,饰面深度可达20-80丝。
实施例2
一种无醛可深度饰面中高密度板的制造方法,具体包括以下步骤:
(1)木材削片:将木材原料杨木削成符合生产规模的木片;
(2)木材筛选:筛选削片后的木片,去除碎屑,并将过大木片分离出以便再碎;
(3)蒸煮软化:筛选后大小适中的木片经蒸煮软化,蒸煮压力为0.81MPa、蒸煮时间4.0min;
(4)纤维分离:将木片加入热磨机,机械分离出纤维,热磨温度为156℃,压力为0.84MPa;
(5)一次施胶:对纤维进行一次施胶,所施胶粘剂为木质素胶,施胶量为79kg/m3,所用木质素胶为自制木质素胶,其成分为木质素、氢氧化钠、三聚氰胺、聚乙烯醇、尿素及水,含量分别为40%、6.0%、4.5%、0.5%、4.5%和44.5%;
(6)防水处理:对一次施胶后的纤维进行防水处理,添加石蜡,添加量为4.9kg/m3;
(7)二次施胶:对纤维进行二次施胶,所施胶粘剂为MDI胶,施胶量为17.5kg/m3,MDI胶与水的比例为1:1.19;
(8)干燥分选:将施胶纤维送入干燥系统进行干燥,使其含水率为8.5%;
(9)铺装预压:将施胶纤维经铺装机铺装成板坯,经1.5MPa压力预压;
(10)表面喷淋:对板坯上、下表面进行水喷淋;
(11)热压成型:将板坯经装板机送至热压机,压制成毛板,热压机采用5区温度,分别为236℃、241℃、231℃、203℃、190℃,通过二次加压、即在3s升高至31.5MPa、14s降至4.8MPa保压11s/mm、再升至14.4MPa下固化定厚,热压因子范围在12.1s/mm;
(12)翻板冷却:将毛板送入翻板机进行冷却,堆垛养生时间72小时,得素板;
(13)砂光打磨:将素板经砂光后锯切至所需规格的板材尺寸;
(14)检验入库:将板材按质量标准要求分级包装入库;
(15)下游加工:在地板加工企业,将板材进行饰面装饰,饰面深度可达20-80丝。
对比例
一种中高密度板的制造方法,具体包括以下步骤:
(1)木材削片:将木材原料桉木削成符合生产规模的木片;
(2)木材筛选:筛选削片后的木片,去除碎屑,并将过大木片分离出以便再碎;
(3)蒸煮软化:筛选后大小适中的木片经蒸煮软化,蒸煮压力为0.88MPa、蒸煮时间4min;
(4)纤维分离:将木片加入热磨机,机械分离出纤维,热磨温度为159℃,压力为0.8MPa;
(5)施胶:对纤维进行施胶,所施胶粘剂为MDI胶,施胶量为44kg/m3;
(6)防水处理:对施胶纤维进行防水处理,添加石蜡,添加量为4.3kg/m3;
(7)干燥分选:将施胶纤维送入干燥系统进行干燥,使其含水率为8.1%;
(8)铺装预压:将施胶纤维经铺装机铺装成板坯,经1.5MPa压力预压;
(9)热压成型:将板坯经装板机送至热压机,压制成毛板,热压机采用5区温度,分别为231℃、239℃、230℃、208℃、180℃,通过二次加压、即在3s升高至30MPa、14s降至4.5MPa保压7s/mm、再升至14.8MPa下固化定厚,热压因子范围在9.2s/mm;
(10)翻板冷却:将毛板送入翻板机进行冷却,堆垛养生时间72小时,得素板;
(11)砂光打磨:将素板经砂光后锯切至所需规格的板材尺寸;
(12)检验入库:将板材按质量标准要求分级包装入库;
(13)下游加工:在地板加工企业,将板材进行饰面装饰,饰面深度仅达10丝。
分别对实施例1、实施例2和对比例制得的密度板进行检测,三者理化性能检测结果均达到且远高于LY/T 1611-2011《地板基材用纤维板》标准要求,检测结果列在表1中。
表1
从表1中可以看出,通过木质素胶和MDI胶两步施胶法制得的密度板,其性能都与单一添加MDI胶制得的密度板相差无几,有些性能甚至远优于MDI胶制得的密度板。但采用木质素胶和MDI胶,通过两步施胶法制得的密度板的饰面深度可达20-80丝,而单一添加MDI胶制得的密度板的饰面深度只有10丝。
同时,为了更好的说明本发明产品的生产适用性,分别将实施例1、实施例2和对比例的板材加工成强化地板,经检测,其力学性能均高于标准(GB/T 18102-2007《浸渍纸层压木质地板》)标准要求,地板吸水厚度膨胀率低防水性能良好、成品地板甲醛释放量低,检测结果列在表2中。
表2
在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。
可以理解的是,上述装置中的相关特征可以相互参考。另外,上述实施例中的“第一”、“第二”等是用于区分各实施例,而并不代表各实施例的优劣。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
一种无醛可深度饰面中高密度板及其制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0