






专利摘要
本发明属于精密辊筒加工技术领域,具体为一种在辊筒表面加工菲涅尔结构的方法。本发明采用两轴直线运动及一轴旋转进行精密辊筒表面菲涅尔结构的加工;加工过程只用到两个直线运动轴,而转动轴只用于一次刀具位置调整。比传统加工采用两个直线轴和一个参与整个切削过程的转动轴,减少了一个切削参与轴,从而减少了运动误差链;同时,相对传统加工方式需要两次刀具装夹,或需更多运动轴参与,本发明只需一次刀具装夹。因此,本发明可提高加工精度,降低刀具装夹难度,并可拓展现有机床的加工能力,降低制造成本。
权利要求
1.一种在辊筒表面加工菲涅尔结构的方法,其特征在于,采用两轴直线运动及一轴旋转进行精密辊筒表面菲涅尔结构的加工;设第一直线运动轴为X轴,第二直线运动轴与第一直线运动轴垂直,记为Z轴,旋转轴位于Z轴的滑块上,旋转轴线垂直于X轴和Z轴,且旋转轴随Z轴移动;金刚石切削刀具通过刀架安装在旋转轴的转台上,随旋转轴转动;第一直线运动轴之上固定一主轴,主轴旋转轴线与旋转轴轴线垂直,待加工的辊筒工件一端固定于主轴上,随主轴旋转;而主轴随第一直线运动轴沿X轴方向作前后运动;菲涅尔结构加工的具体过程如下:
(1)将菲涅尔结构分为左右两部分,左部分包含中心第一个连续轮廓;
(2)根据左部分菲涅尔结构特点,确定金刚石切削刀具的姿态,前刀面朝Z+方向;
(3)根据微结构轮廓在X及Z(+)方向走刀和进给,实现左部分的菲涅尔结构加工;
(4)完成左部分加工后,刀具绕B轴旋转180度,到达辊筒的另外一边;
(5)切削刀具根据菲涅尔右部分轮廓,沿Z(-)方向和X方向进给和走刀,完成右部分微结构的加工;
(6)进行菲涅尔左右部分对接加工,即完成整个菲涅尔结构在辊筒柱面上的全部加工。
说明书
技术领域
本发明属于精密辊筒加工技术领域,具体涉及一种菲涅尔结构辊筒的加工方法,用于加工制造精密结构辊筒,拓展通用机床加工能力和提高加工精度,降低精密辊筒制造难度和成本。
背景技术
菲涅尔透镜在很多时候相当于红外线及可见光的凸透镜,效果较好,但成本比普通的凸透镜低很多。使用普通的凸透镜,会出现边角变暗、模糊的现象,这是因为光的折射只发生在介质的交界面,凸透镜片较厚,光在玻璃中直线传播的部分会使得光线衰减。如果可以去掉直线传播的部分,只保留发生折射的曲面,便能省下大量材料同时达到相同的聚光效果。菲涅耳透镜就是采用这种原理,如图1所示。
菲涅尔透镜是一种应用十分广泛的光学元件,目前应用于多个领域,包括:投影显示、聚光聚能、航空航海、科技研究中的激光检测系统、红外探测、照明光学、智能家居中的安防系统探测器等。其设计和制造涉及到多个技术领域。其中,采用卷对卷(Roll-to-Roll)压印技术是生产菲涅尔结构薄片或薄膜的有效手段。卷对卷精密压印是将辊筒圆周表面上的特征形状直接压印在软板的表面,其优点是将微结构直接在软板上压印成型,不会造成材料的浪费。
作为卷对卷压印过程的最核心部件-精密辊筒,其加工精度要求高,并且微结构是在柱面上加工,因此加工难度较大。有文献报导,这种微结构加工,需要专用机床,或者需要做两次刀具设置,以及超过三个运动轴参与切削过程,从而带来过程复杂、精度难以控制、耗时和代价昂贵等问题。
发明内容
针对以上问题,本发明提供一种加工精度高,加工成本低的在辊筒表面加工菲涅尔结构的方法,以提升现有机床的加工能力。
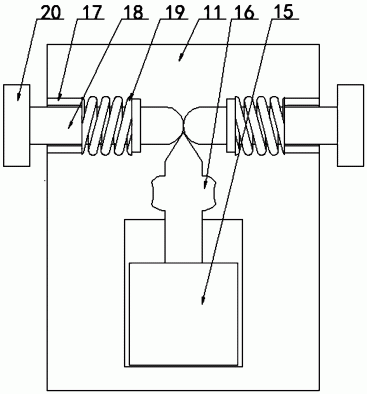
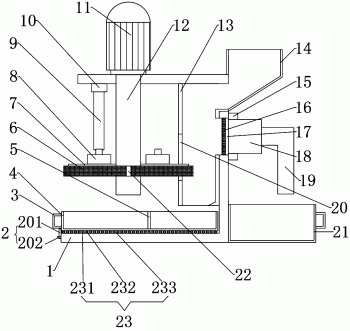
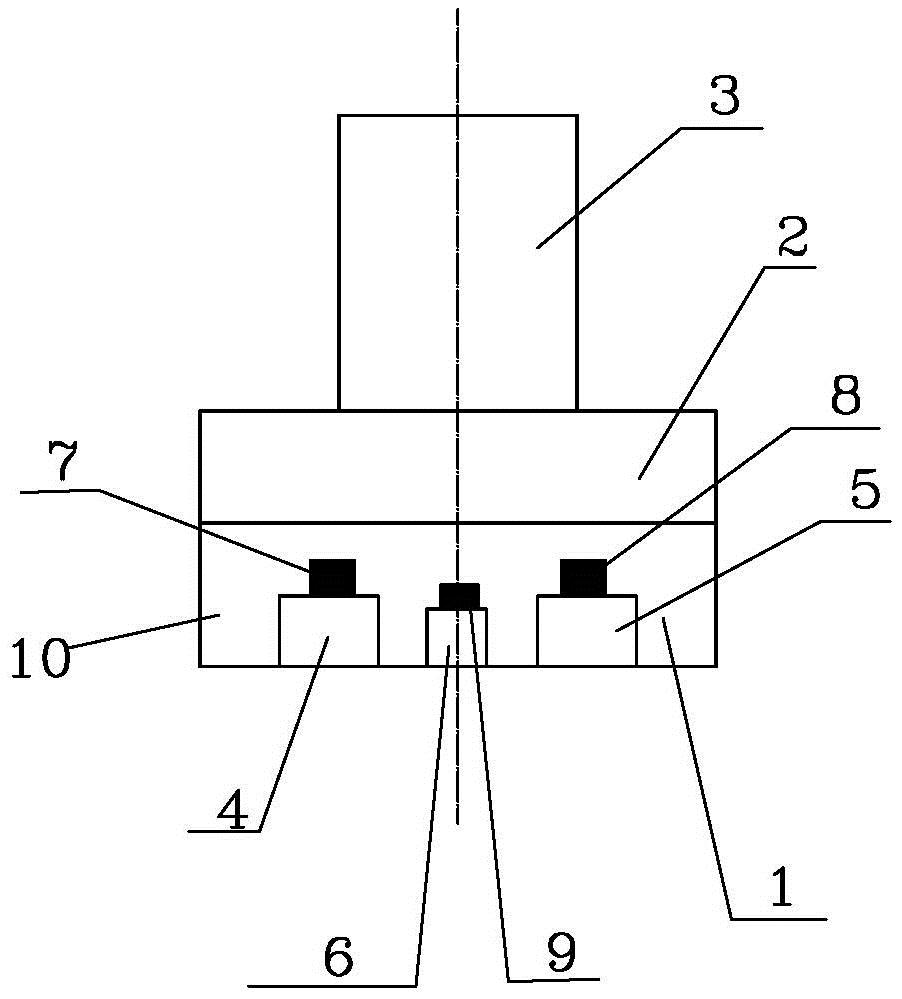
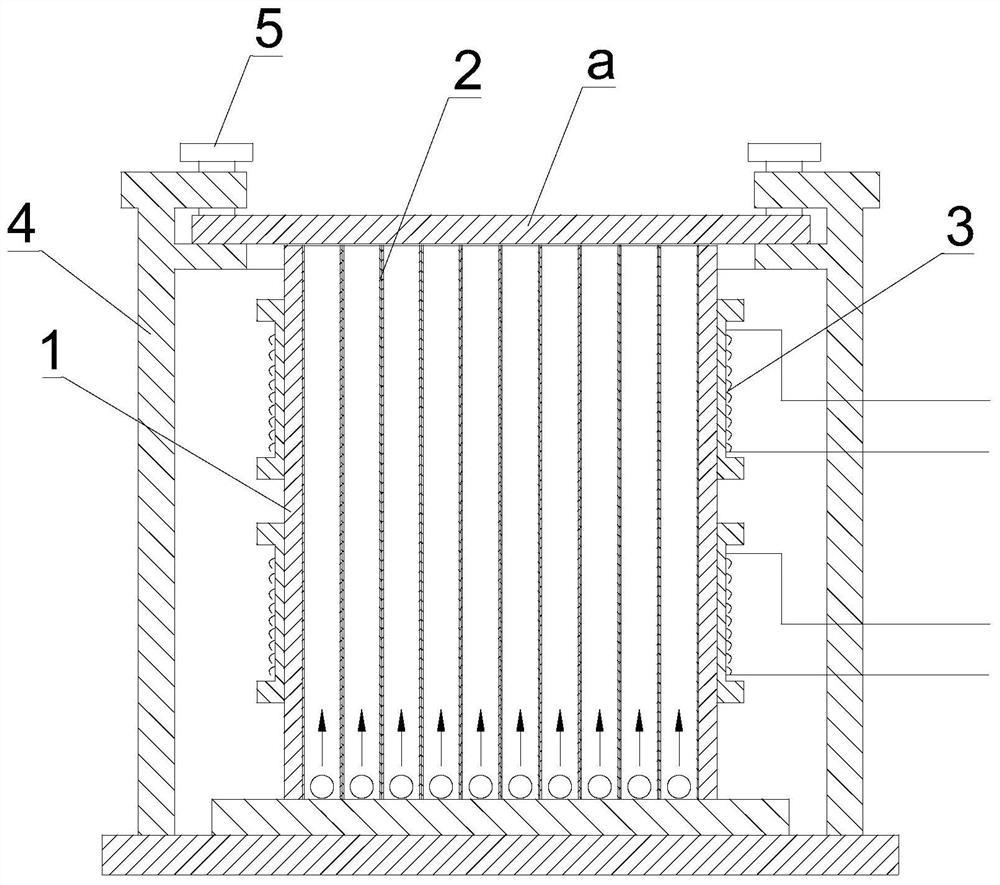
本发明提供的在辊筒表面加工菲涅尔结构的方法,采用两轴直线运动及一轴旋转实现精密辊筒表面菲涅尔结构的加工。如图2所示,设第一直线运动轴4为X轴(水平),第二直线运动轴6(水平)与第一直线运动轴4垂直,记为Z轴,旋转轴3(B轴)位于直线运动轴(Z轴)的滑块上,旋转轴线垂直于X轴和Z轴,且B轴随直线运动轴6(Z轴)移动;金刚石切削刀具5通过刀架安装在旋转轴3(B轴)的转台上,可随旋转轴3(B轴)转动;直线运动轴4(即X轴)之上固定一主轴1,主轴1旋转轴线与B轴旋转轴线垂直,待加工的辊筒工件2一端固定于主轴1上,随主轴旋转,而主轴1随直线运动轴4(X轴)沿X轴方向作前后运动;待加工的菲涅尔结构如图1(右图)所示,中图和左图展示了从曲面结构减薄后形成菲涅尔结构的过程;在辊筒柱面上加工菲涅尔微结构的流程如图3所示,加工的具体过程如下:
(1)将菲涅尔结构分为左右两部分,左部分包含中心第一个连续轮廓(如图3中8部分);
(2)根据左部分菲涅尔结构特点,确定金刚石切削刀具的姿态,前刀面52朝Z+方向;
(3)根据微结构轮廓在X及Z(+)方向走刀和进给,实现左部分的菲涅尔结构加工(第一步加工的结构,如图3中标号8的部分);
(4)完成左部分加工后,刀具绕B轴旋转180度,到达辊筒的另外一边;
(5)切削刀具根据菲涅尔右部分轮廓,沿Z(-)方向和X方向进给和走刀,完成右部分微结构的加工(第二步加工的结构,如图3中标号9的部分);
(6)进行菲涅尔左右部分对接加工,即完成整个菲涅尔结构在辊筒柱面上的全部加工。
本发明加工(即实际切削加工过程)只用到两个直线运动轴,而转动轴只用于一次刀具位置调整。比传统加工采用两个直线轴和一个参与整个切削过程的转动轴,减少了一个切削参与轴,从而减少了运动误差链;同时,相对传统加工方式需要两次刀具装夹(或需更多运动轴参与),本发明只需一次刀具装夹。因此,本发明可提高加工精度,降低刀具装夹难度,并可拓展现有机床的加工能力,降低制造成本。
附图说明
图1:菲涅尔结构示意图。
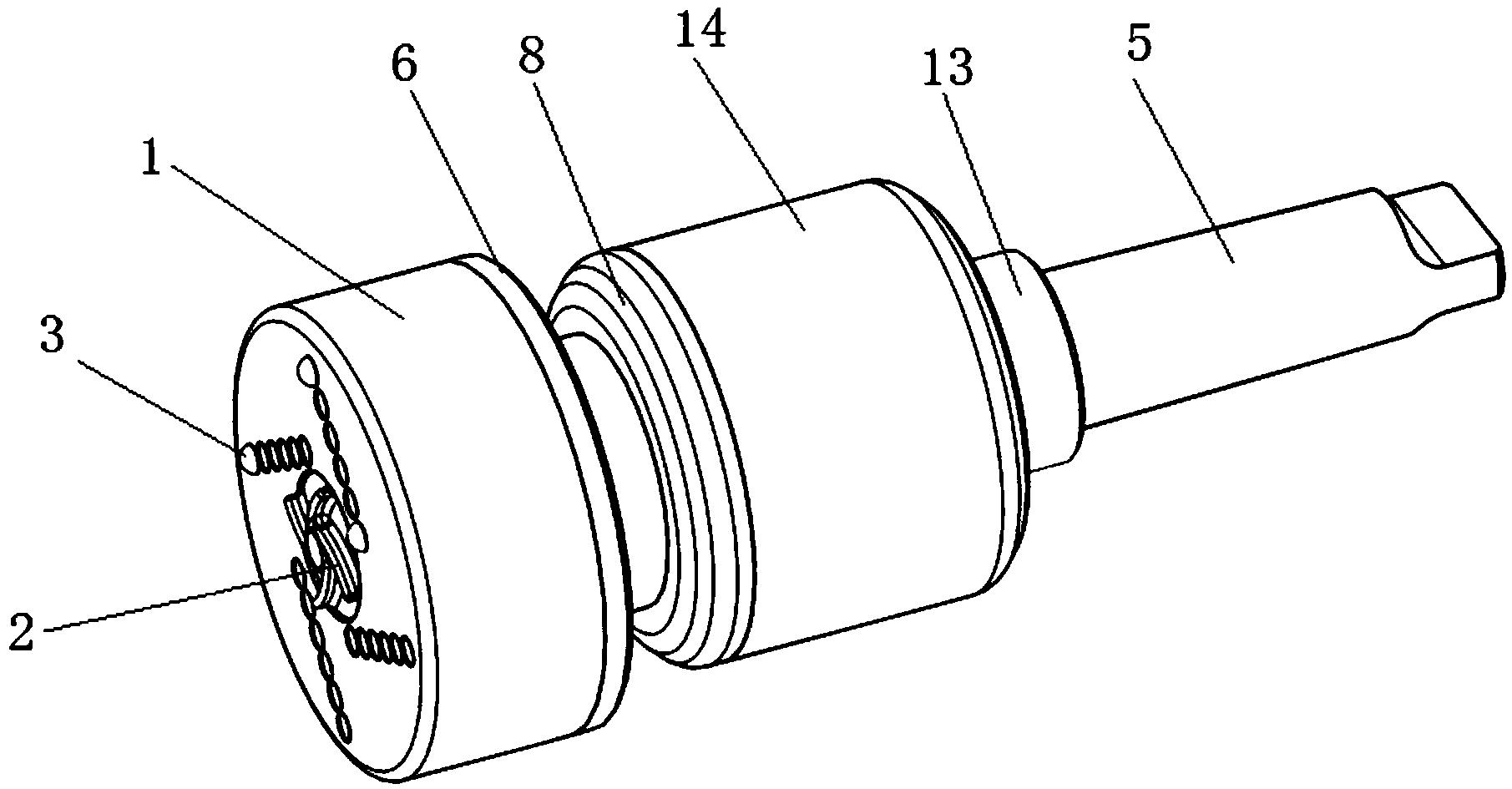
图2:辊筒表面加工菲涅尔结构的工件及刀具安装配置。
图3:辊筒表面加工菲涅尔微结构工艺示意图。
图4:设计的菲涅尔结构。
图5:菲涅尔微结构辊筒测量图。
图6:菲涅尔结构轮廓图。
图中标号:1—主轴;2—辊筒工件;3—转动轴B;4—线性运动轴(X轴);5—切削刀具;51-切削刀具后刀面;52-切削刀具前刀面;6—线性运动轴(Z轴);7—切削刀具走刀方向f;8—第一步加工的结构;9—第二步加工的结构,10—B轴旋转180°,11—主轴旋转方向S。
具体实施方式
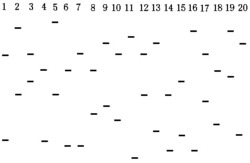
采用美国Moore公司的通用加工机床Nanotech 450,对设计的菲涅尔结构(参见图4,等高设计,高度为1微米)在一个圆柱型工件(辊筒)进行了加工实验。采用本发明的加工方法,采用两个线性运动轴(X,Z轴)配合一个旋转轴(B轴)成功实现了辊筒表面的菲涅尔结构加工;加工过程中主轴转速为1000转/分钟,金刚石刀具一次安装。利用美国Zygo NexView非接触式测量系统,对辊筒表面微结构进行了测量,得到加工的菲涅尔三维结构(参见图5,压印结构的反向结构)。对所加工的菲涅尔结构的轮廓线的进一步分析(参见图6),结果显示所加工的菲涅尔轮廓线高度均值为0.85微米,轮廓形状与设计结构基本一致。从而证实了本发明的加工方法的可行性。
在辊筒表面加工菲涅尔结构的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0