







专利摘要
一种TiAl基合金蜂窝结构的制备方法,涉及一种金属蜂窝结构的制备方法。本发明是为了解决目前制备的蜂窝结构存在大量的缩松等缺陷、工序长、能耗高,成本高,且蜂窝壁存在大量焊缝,工艺稳定性差,而且目前TiAl基合金高温变形抗力大,薄板制备技术难以突破的技术问题。本发明:一、锻造;二、挤压;三、水切割;四、拉制;五、钎焊。在本发明的方法降低了成本,蜂窝单元通过高温拉伸获得,避免了精铸法的大量铸造缺陷和弯折/焊接工艺的大量焊缝,提高了其力学性能和结构稳定性;此外,本发明的蜂窝芯为整体成形,提高了结构的平整性。本发明应用于制备TiAl基合金蜂窝结构。
权利要求
1.一种TiAl基合金蜂窝结构的制备方法,其特征在于TiAl基合金蜂窝结构的制备方法是按以下步骤进行:
一、锻造:将TiAl基合金坯料电火花切割成圆柱体棒材,放置在真空多功能热压炉中,在真空度为10-3Pa和升温速度为5℃/min~15℃/min的条件下从室温升温至1150℃~1300℃,在真空度为10-3Pa和温度为1150℃~1300℃的条件下保温10min~60min,然后在真空度为10-3Pa、温度为1150℃~1300℃和应变速率为10-1S-1~10-4S-1的条件下进行开坯锻造至总变形量为30%~80%,然后在真空度为10-3Pa的条件下随炉冷却至950℃~1100℃,在真空度为10-3Pa和温度为950℃~1100℃的条件下保温2h~6h,在真空度为10-3Pa的条件下随炉冷却至室温,得到锻造完的TiAl基合金;所述的圆柱体棒材的高和直径比为1:(0.67~1);
二、挤压:将步骤一得到的锻造完的TiAl基合金电火花切割成块体,放置在真空多功能热压炉中,在真空度为10-3Pa和升温速度为10℃/min~15℃/min的条件下从室温升温至1200℃~1350℃,在真空度为10-3Pa和温度为1200℃~1350℃的条件下保温10min~60min,然后在挤压温度为1200℃~1350℃、挤压速率为5mm/min~10mm/min、挤压比为(2~8):1和挤压道次为1~4的条件下进行挤压,挤压完成后在真空度为10-3Pa的条件下随炉冷却至900℃~1150℃,在真空度为10-3Pa和温度为900℃~1150℃的条件下退火2h~6h,在真空度为10-3Pa的条件下随炉冷却至室温,精密抛光得到厚度为5mm~20mm的TiAl基合金板材;
三、水切割:将步骤二得到的厚度为5mm~20mm的TiAl基合金板材进行水切割,水切割缝宽度为1mm~2mm,切缝长度为5mm~15mm,切缝两端为180°且半径为0.5mm的圆角,然后进行清洗,将清洗完的TiAl基合金板材放在真空烘箱中,在真空度为1Pa~10Pa和温度为60℃的条件下烘干10h,得到水切割完后的TiAl基合金板材;
四、拉制:将步骤三得到的水切割完后的TiAl基合金板材放入真空高温多功能热压炉中,在真空度为10-3Pa、拉制温度为950℃~1200℃和拉制速度为0.1mm/min~10mm/min的条件下拉制至总变形量为100%~1000%,得到TiAl基合金蜂窝芯,拉制完成后在真空度为10-3Pa和退火温度为1000℃~1300℃的条件下退火2h~4h,然后在真空度为10-3Pa的条件下随炉冷却至室温,得到TiAl基合金蜂窝芯;
五、钎焊:将步骤二精密抛光得到厚度为5mm~20mm的TiAl基合金板材电火花切割出2块厚度为1mm~4mm的TiAl基合金板材,然后精密抛光,将抛光后的2块TiAl基合金板材和步骤四得到的TiAl基合金蜂窝芯进行钎焊,得到两侧为TiAl基合金板材、中间为TiAl基合金蜂窝芯的三明治结构;所述的钎焊工艺为:采用TiCuNi系钎料、钎焊温度为900℃~1100℃、钎焊压力为1MPa~5MPa、钎焊保温时间为20min~60min,最后随炉冷却至室温。
2.根据权利要求1所述的一种TiAl基合金蜂窝结构的制备方法,其特征在于步骤一所述的圆柱体棒材的高和直径比为1:0.67。
3.根据权利要求1所述的一种TiAl基合金蜂窝结构的制备方法,其特征在于步骤二所述的挤压比为2:1。
4.根据权利要求1所述的一种TiAl基合金蜂窝结构的制备方法,其特征在于步骤二所述的挤压道次为2。
5.根据权利要求1所述的一种TiAl基合金蜂窝结构的制备方法,其特征在于步骤五所述的TiCuNi系钎料为钎料Ti15Cu15Ni。
说明书
技术领域
本发明涉及一种金属蜂窝结构的制备方法。
背景技术
TiAl基合金具有密度小、高温比强度高等优点,作为一种新型轻质高强材料在航空航天领域具有巨大应用潜力。蜂窝结构具有强度高、密度小、隔音隔热等优点,在航空航天领域获得广泛应用。TiAl基合金蜂窝结构对提高飞行器的推重比具有重大意义。现有制备蜂窝结构的工艺主要包括精铸法和芯板弯折/焊接组合工艺。精铸法制备TiAl基合金蜂窝结构存在大量的缩松等缺陷,大大降低了其使用性能;芯板弯折/焊接组合工艺多需要薄板的制备、弯折、焊接等复合工艺,工序长、能耗高,大大提高了其成本,且蜂窝壁存在大量焊缝,工艺稳定性差。目前由于TiAl基合金高温变形抗力大,薄板制备技术难以突破,利用传统的制备工艺难以制备出合格的TiAl基合金蜂窝结构。因此开发一种兼顾高性能、低成本的TiAl基蜂窝结构制备工艺,推动TiAl基合金在飞行器上的应用,是目前的研究重点。
发明内容
本发明是为了解决目前制备的蜂窝结构存在大量的缩松等缺陷、工序长、能耗高,成本高,且蜂窝壁存在大量焊缝,工艺稳定性差,而且目前TiAl基合金高温变形抗力大,薄板制备技术难以突破的技术问题,而提供一种TiAl基合金蜂窝结构的制备方法。
本发明的一种TiAl基合金蜂窝结构的制备方法是按以下步骤进行:
一、锻造:将TiAl基合金坯料电火花切割成圆柱体棒材,放置在真空多功能热压炉中,在真空度为10-3Pa和升温速度为5℃/min~15℃/min的条件下从室温升温至1150℃~1300℃,在真空度为10-3Pa和温度为1150℃~1300℃的条件下保温10min~60min,然后在真空度为10-3Pa、温度为1150℃~1300℃和应变速率为10-1S-1~10-4S-1的条件下进行开坯锻造至总变形量为30%~80%,然后在真空度为10-3Pa的条件下随炉冷却至950℃~1100℃,在真空度为10-3Pa和温度为950℃~1100℃的条件下保温2h~6h,在真空度为10-3Pa的条件下随炉冷却至室温,得到锻造完的TiAl基合金;所述的圆柱体棒材的高和直径比为1:(0.67~1);
二、挤压:将步骤一得到的锻造完的TiAl基合金电火花切割成块体,放置在真空多功能热压炉中,在真空度为10-3Pa和升温速度为10℃/min~15℃/min的条件下从室温升温至1200℃~1350℃,在真空度为10-3Pa和温度为1200℃~1350℃的条件下保温10min~60min,然后在挤压温度为1200℃~1350℃、挤压速率为5mm/min~10mm/min、挤压比为(2~8):1和挤压道次为1~4的条件下进行挤压,挤压完成后在真空度为10-3Pa的条件下随炉冷却至900℃~1150℃,在真空度为10-3Pa和温度为900℃~1150℃的条件下退火2h~6h,在真空度为10-3Pa的条件下随炉冷却至室温,精密抛光得到厚度为5mm~20mm的TiAl基合金板材;
三、水切割:将步骤二得到的厚度为5mm~20mm的TiAl基合金板材进行水切割,水切割缝宽度为1mm~2mm,切缝长度为5mm~15mm,切缝两端为180°且半径为0.5mm的圆角,然后进行清洗,将清洗完的TiAl基合金板材放在真空烘箱中,在真空度为1Pa~10Pa和温度为60℃的条件下烘干10h,得到水切割完后的TiAl基合金板材;
四、拉制:将步骤三得到的水切割完后的TiAl基合金板材放入真空高温多功能热压炉中,在真空度为10-3Pa、拉制温度为950℃~1200℃和拉制速度为0.1mm/min~10mm/min的条件下拉制至总变形量为100%~1000%,得到TiAl基合金蜂窝芯,拉制完成后在真空度为10-3Pa和退火温度为1000℃~1300℃的条件下退火2h~4h,然后在真空度为10-3Pa的条件下随炉冷却至室温,得到TiAl基合金蜂窝芯;
五、钎焊:将步骤二精密抛光得到厚度为5mm~20mm的TiAl基合金板材电火花切割出2块厚度为1mm~4mm的TiAl基合金板材,然后精密抛光,将抛光后的2块TiAl基合金板材和步骤四得到的TiAl基合金蜂窝芯进行钎焊,得到两侧为TiAl基合金板材、中间为TiAl基合金蜂窝芯的三明治结构;所述的钎焊工艺为:采用TiCuNi系钎料、钎焊温度为900℃~1100℃、钎焊压力为1MPa~5MPa、钎焊保温时间为20min~60min,最后随炉冷却至室温。
本发明选用TiAl基合金为原料,经过高温锻造退火后,线切割成一定尺寸的TiAl基合金块体,在真空多功能热压炉中进行高温挤压,制得一定尺寸的TiAl基合金厚板,高温退火及机加工后进行水切割制备出TiAl基蜂窝拉伸坯料,在真空多功能热压炉中进行高温拉制成型,退火后制得TiAl基蜂窝芯,在挤压厚板上通过线切割切下TiAl基箔材机加工后与TiAl基蜂窝芯进行高温钎焊连接制得TiAl基合金蜂窝结构。
本发明的制备方法解决了现有方法在TiAl基蜂窝结构制备过程中需要薄板制备困难的难题,解决了现有方法蜂窝壁存在大量焊缝导致其力学性能差的难题,且本发明的制备方法具有生产工艺简单、生产效率高、成本低、无需大规模使用TiAl基薄板的优点,制备得到的TiAl基蜂窝结构稳定,缺陷少,可广泛应用于金属材料蜂窝结构的制备。
本发明的有益效果:在本发明的方法中TiAl基合金经过高温锻造和高温挤压后性能得到大幅度提高,通过水切割TiAl基合金厚板,避免了TiAl基合金薄板的轧制,大大降低了成本,蜂窝单元通过高温拉伸获得,避免了精铸法的大量铸造缺陷和弯折/焊接工艺的大量焊缝,本发明的方法大大提高了其力学性能和结构稳定性;此外,本发明的方法制备的蜂窝芯为整体成形,提高了结构的平整性。
附图说明
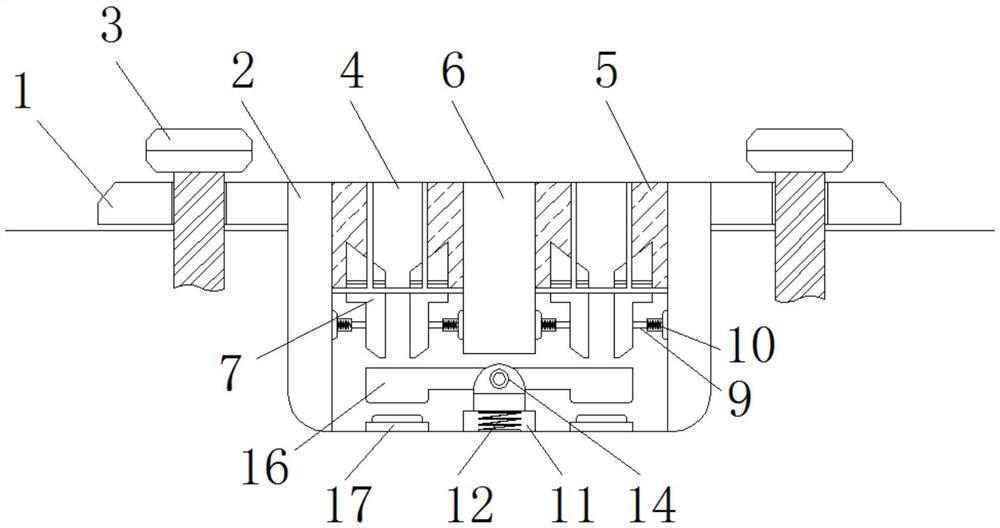
图1为本发明步骤三中水切割完后的TiAl基合金板材的切缝分布示意图;
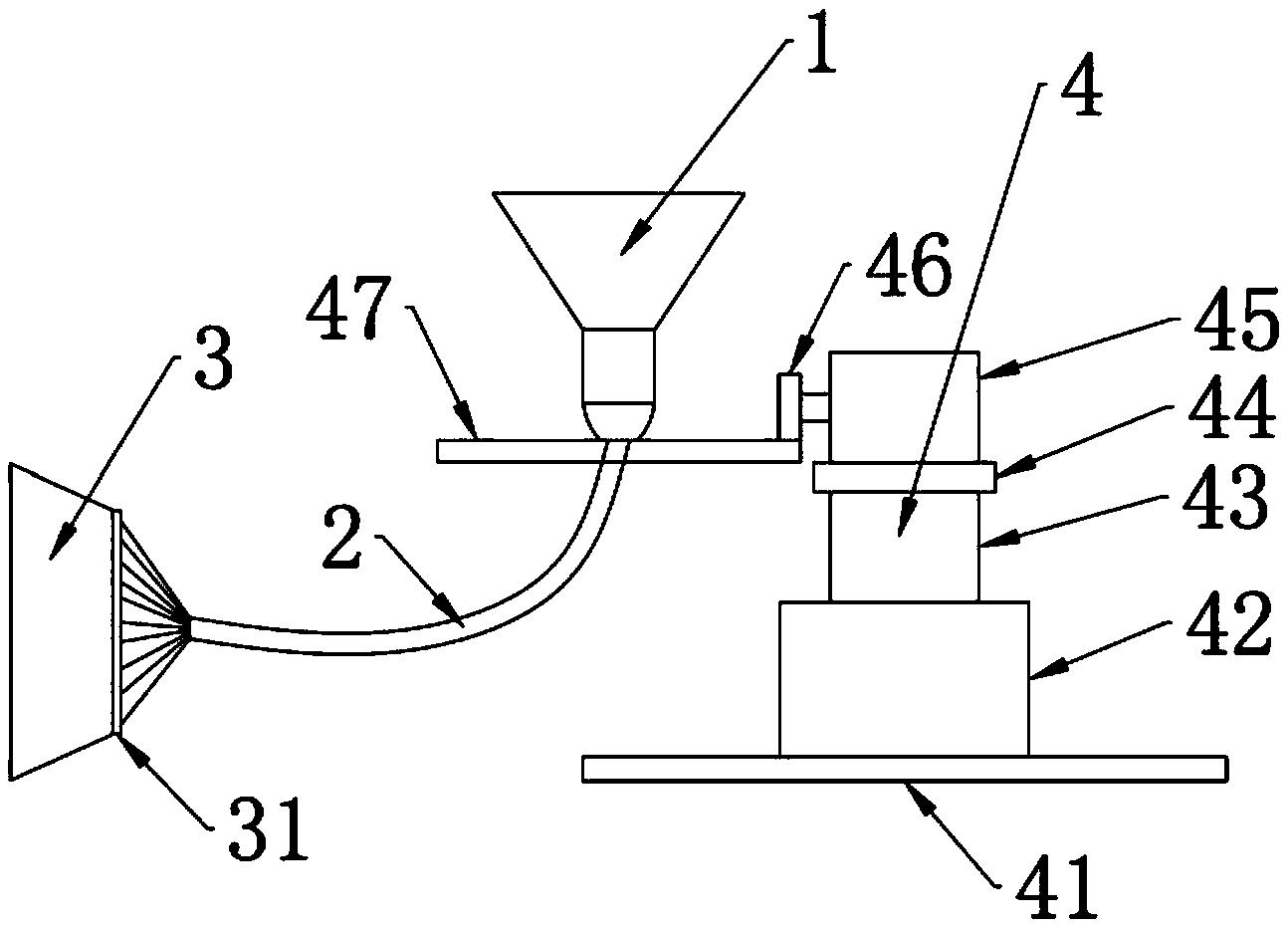
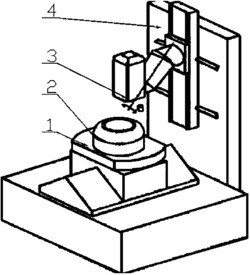
图2为本发明步骤四中TiAl基合金蜂窝芯拉制过程示意图;
图3为本发明步骤四中制备的TiAl基合金蜂窝芯的示意图;
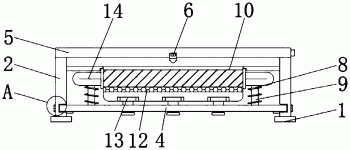
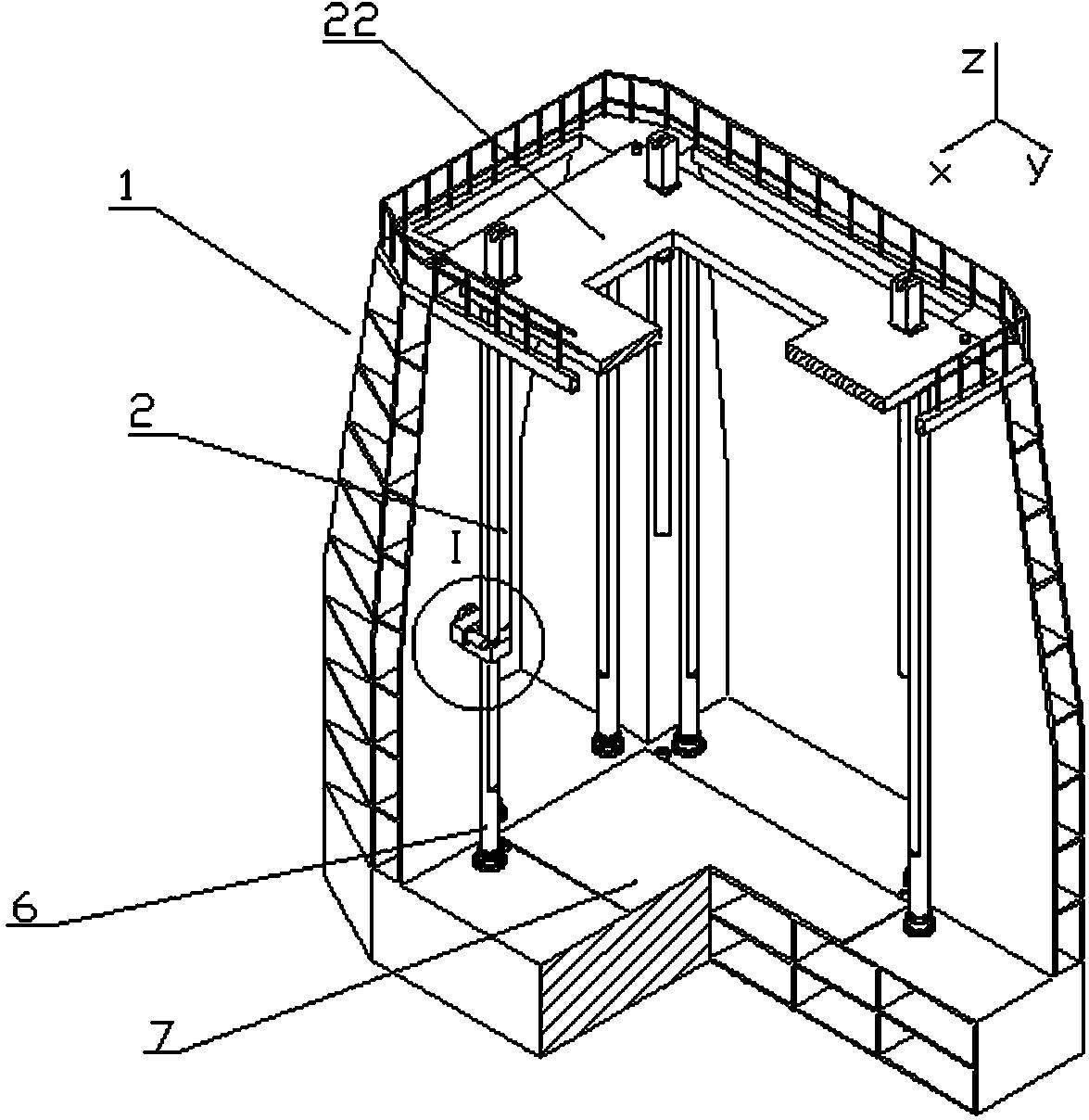
图4为本发明步骤五中钎焊示意图,1为TiAl基合金板材,2为TiAl基合金蜂窝芯。
具体实施方式
具体实施方式一:本实施方式为一种TiAl基合金蜂窝结构的制备方法,具体是按以下步骤进行:
一、锻造:将TiAl基合金坯料电火花切割成圆柱体棒材,放置在真空多功能热压炉中,在真空度为10-3Pa和升温速度为5℃/min~15℃/min的条件下从室温升温至1150℃~1300℃,在真空度为10-3Pa和温度为1150℃~1300℃的条件下保温10min~60min,然后在真空度为10-3Pa、温度为1150℃~1300℃和应变速率为10-1S-1~10-4S-1的条件下进行开坯锻造至总变形量为30%~80%,然后在真空度为10-3Pa的条件下随炉冷却至950℃~1100℃,在真空度为10-3Pa和温度为950℃~1100℃的条件下保温2h~6h,在真空度为10-3Pa的条件下随炉冷却至室温,得到锻造完的TiAl基合金;所述的圆柱体棒材的高和直径比为1:(0.67~1);
二、挤压:将步骤一得到的锻造完的TiAl基合金电火花切割成块体,放置在真空多功能热压炉中,在真空度为10-3Pa和升温速度为10℃/min~15℃/min的条件下从室温升温至1200℃~1350℃,在真空度为10-3Pa和温度为1200℃~1350℃的条件下保温10min~60min,然后在挤压温度为1200℃~1350℃、挤压速率为5mm/min~10mm/min、挤压比为(2~8):1和挤压道次为1~4的条件下进行挤压,挤压完成后在真空度为10-3Pa的条件下随炉冷却至900℃~1150℃,在真空度为10-3Pa和温度为900℃~1150℃的条件下退火2h~6h,在真空度为10-3Pa的条件下随炉冷却至室温,精密抛光得到厚度为5mm~20mm的TiAl基合金板材;
三、水切割:将步骤二得到的厚度为5mm~20mm的TiAl基合金板材进行水切割,水切割缝宽度为1mm~2mm,切缝长度为5mm~15mm,切缝两端为180°且半径为0.5mm的圆角,然后进行清洗,将清洗完的TiAl基合金板材放在真空烘箱中,在真空度为1Pa~10Pa和温度为60℃的条件下烘干10h,得到水切割完后的TiAl基合金板材;
四、拉制:将步骤三得到的水切割完后的TiAl基合金板材放入真空高温多功能热压炉中,在真空度为10-3Pa、拉制温度为950℃~1200℃和拉制速度为0.1mm/min~10mm/min的条件下拉制至总变形量为100%~1000%,得到TiAl基合金蜂窝芯,拉制完成后在真空度为10-3Pa和退火温度为1000℃~1300℃的条件下退火2h~4h,然后在真空度为10-3Pa的条件下随炉冷却至室温,得到TiAl基合金蜂窝芯;
五、钎焊:将步骤二精密抛光得到厚度为5mm~20mm的TiAl基合金板材电火花切割出2块厚度为1mm~4mm的TiAl基合金板材,然后精密抛光,将抛光后的2块TiAl基合金板材和步骤四得到的TiAl基合金蜂窝芯进行钎焊,得到两侧为TiAl基合金板材、中间为TiAl基合金蜂窝芯的三明治结构;所述的钎焊工艺为:采用TiCuNi系钎料、钎焊温度为900℃~1100℃、钎焊压力为1MPa~5MPa、钎焊保温时间为20min~60min,最后随炉冷却至室温。
具体实施方式二:本实施方式与具体实施方式一的不同点是:步骤一所述的圆柱体棒材的高和直径比为1:0.67。其他与具体实施方式一相同。
具体实施方式三:本实施方式与具体实施方式一的不同点是:步骤二所述的挤压比为2:1。其他与具体实施方式一相同。
具体实施方式四:本实施方式与具体实施方式一或二的不同点是:步骤二所述的挤压道次为2。其他与具体实施方式一相同。
具体实施方式五:本实施方式与具体实施方式一至三的不同点是:步骤五所述的TiCuNi系钎料为钎料Ti15Cu15Ni。其他与具体实施方式一相同。
通过以下试验验证本发明的有益效果:
试验一:本试验为一种TiAl基合金蜂窝结构的制备方法是按以下步骤进行:
一、锻造:将TiAl基合金坯料电火花切割成圆柱体棒材,放置在真空多功能热压炉中,在真空度为10-3Pa和升温速度为10℃/min的条件下从室温升温至1250℃,在真空度为10-3Pa和温度为1250℃的条件下保温30min,然后在真空度为10-3Pa、温度为1250℃和应变速率为10-3S-1的条件下进行开坯锻造至总变形量为70%,然后在真空度为10-3Pa的条件下随炉冷却至1100℃,在真空度为10-3Pa和温度为1100℃的条件下保温2h,在真空度为10-3Pa的条件下随炉冷却至室温,得到锻造完的TiAl基合金;所述的圆柱体棒材的高和直径比为1:0.67;
二、挤压:将步骤一得到的锻造完的TiAl基合金电火花切割成150mm×40mm×80mm的块体,放置在真空多功能热压炉中,在真空度为10-3Pa和升温速度为10℃/min的条件下从室温升温至1300℃,在真空度为10-3Pa和温度为1300℃的条件下保温60min,然后在挤压温度为1300℃、挤压速率为5mm/min~10mm/min、挤压比为2:1和挤压道次为2的条件下进行挤压,挤压完成后在真空度为10-3Pa的条件下随炉冷却至1000℃,在真空度为10-3Pa和温度为1000℃的条件下退火4h,在真空度为10-3Pa的条件下随炉冷却至室温,精密抛光得到厚度为10mm的TiAl基合金板材;
三、水切割:将步骤二得到的厚度为10mm的TiAl基合金板材进行水切割,水切割缝宽度为1mm,切缝长度为6mm,切缝两端为180°且半径为0.5mm的圆角,然后进行清洗,将清洗完的TiAl基合金板材放在真空烘箱中,在真空度为10Pa和温度为60℃的条件下烘干10h,得到水切割完后的TiAl基合金板材;
四、拉制:将步骤三得到的水切割完后的TiAl基合金板材放入真空高温多功能热压炉中,在真空度为10-3Pa、拉制温度为1000℃和拉制速度为2mm/min的条件下拉制至总变形量为300%,得到TiAl基合金蜂窝芯,拉制完成后在真空度为10-3Pa和退火温度为1000℃的条件下退火4h,然后在真空度为10-3Pa的条件下随炉冷却至室温,得到TiAl基合金蜂窝芯;
五、钎焊:将步骤二精密抛光得到厚度为10mm的TiAl基合金板材电火花切割出2块厚度为2mm的TiAl基合金板材,然后精密抛光,将抛光后的2块TiAl基合金板材和步骤四得到的TiAl基合金蜂窝芯进行钎焊,得到两侧为TiAl基合金板材、中间为TiAl基合金蜂窝芯的三明治结构;所述的钎焊工艺为:采用TiCuNi系钎料、钎焊温度为1000℃、钎焊压力为3MPa、钎焊保温时间为30min,最后随炉冷却至室温;所述的TiCuNi系钎料为钎料Ti15Cu15Ni。
一种TiAl基合金蜂窝结构的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0