





专利摘要
本发明提供一种大口径薄壁无缝管旋转挤压成形方法,管材坯料外径D0、内径d0在芯棒的作用下,产生以角速度ω的旋转运动和向左以速度υ的轴向运动,管材坯料依次通过中心形成圆形通道的挤压轮的挤压变形和校形轮的校正变形,获得外径为D、内径为d的高精度管材,挤压轮通过挤压轮用推力轴承与挤压轮用滚动轴承安装在右固定座上,挤压轮用推力轴承承受管材变形时的轴向推力,挤压轮用滚动轴承保证挤压轮在管材成形时能被动旋转;校形轮通过校形轮用推力轴承与校形轮用滚动轴承安装在左固定座上,校形轮用推力轴承承受管材变形时的轴向推力,校形轮用滚动轴承保证校形轮在管材成形时能被动旋转。本发明继承了挤压工艺三向压应力状态成形的优点。
权利要求
1.一种大口径薄壁无缝管旋转挤压成形方法,其特征在于:管材坯料外径D
D
管材挤压成形用的挤压轮通过挤压轮用推力轴承与挤压轮用滚动轴承安装在右固定座上,挤压轮用推力轴承承受管材变形时的轴向推力,挤压轮用滚动轴承保证挤压轮在管材成形时能被动旋转,所述的挤压轮的圆形通道,在进给端的圆形通道内壁径向凸起挤压部,其中挤压部的内斜面角度α
α
管材挤压成形用的校形轮通过校形轮用推力轴承与校形轮用滚动轴承安装在左固定座上,校形轮用推力轴承承受管材变形时的轴向推力,校形轮用滚动轴承保证校形轮在管材成形时能被动旋转。
2.根据权利要求1所述的一种大口径薄壁无缝管旋转挤压成形方法,其特征在于:所述的校形轮的中心形成内圆形通道,在内圆形通道进给端的内圆形通道内壁径向凸起校形部,其中校形部的内斜面角度α
α
说明书
技术领域
本发明涉及无缝管制造技术领域,具体涉及一种大口径薄壁无缝管的省力挤压成形和无缝管后续的精加工方法。
背景技术
目前,无缝钢管、不锈钢管及铜管的精加工,普遍采用冷轧工艺,也就是把表面粗糙的大壁厚管材加工成表面光洁的薄壁管材。常用无缝管的冷轧工艺,基本都是基于“罗克莱特冷轧管机(Rockright Mill)”的发明专利,利用该工艺冷轧大直径薄壁无缝管材是相当困难的。
随着航空航天、能源化工、船舶交通的快速发展,对高精度大口径薄壁管材的需求越来越迫切,例如我国核能用管90%以上依赖进口。高精度大口径薄壁管材目前可采用的生产方法(设备)主要有:大型罗克莱特冷轧管机、大型拉拔机、热轧厚壁管的内镗外车法、强力旋压法。大型罗克莱特冷轧管机投资成本巨大且轧辊凹形辊道中部与端部的线速度差别大易造成管坯开裂和大的壁厚差;大型拉拔机生产效率低且对材料的塑性要求严格、周期长成本高;热轧厚壁管的内镗外车法材料利用率与生产效率低下,刀杆长度太长刚度差,造成工件精度无法保证;强力旋压法管材长度较短,直径大于500mm长度大于8m的薄壁管材的强力旋压,目前国内正处于攻关阶段。
目前,高端无缝管制造过程中包含大量反复的冷轧、冷拔工艺过程,且受设备本身的影响,钢管产品的口径和质量都有很大的局限性。为此,研究开发适用于更为宽广金属材质低成本高效率大口径薄壁管新型加工制造方法,意义重大。
发明内容
本发明的目的是提供一种大口径薄壁无缝管旋转挤压成形方法,它能有效缩短工艺流程,配合目前现有的穿孔、挤压开坯机组将发挥最大的效益。
为了解决背景技术所存在的问题,本发明是采用以下技术方案:
一种大口径薄壁无缝管旋转挤压成形方法,管材坯料外径D0、内径d0在芯棒进给率η=(0.5~1)mm/r的作用下,产生以角速度ω的旋转运动,与向左以速度υ的轴向运动,其中 υ=(200~300)mm/min,管材坯料依次通过中心形成圆形通道的挤压轮的挤压变形和校形轮的校正变形,获得外径为D、内径为d的高精度管材,所述的圆形通道内壁的内径D1,所述的管材坯料尺寸与成形的管材之间的尺寸关系满足如下关系:
D1-D0=(0.1~0.2)mm,d0-d=(0.05~0.15)mm;
管材挤压成形用的挤压轮通过挤压轮用推力轴承与挤压轮用滚动轴承安装在右固定座上,挤压轮用推力轴承承受管材变形时的轴向推力,挤压轮用滚动轴承保证挤压轮在管材成形时能被动旋转;
管材挤压成形用的校形轮通过校形轮用推力轴承与校形轮用滚动轴承安装在左固定座上,校形轮用推力轴承承受管材变形时的轴向推力,校形轮用滚动轴承保证校形轮在管材成形时能被动旋转。
作为本发明的进一步改进,所述的挤压轮的圆形通道,在进给端的圆形通道内壁径向凸起挤压部,其中挤压部的内斜面角度α1,挤压部的外斜面角度α11,挤压部的顶部宽度n1,挤压部的顶部内倒角半径r1,挤压部的顶部外倒角半径r11,挤压部与圆形通道内壁的连接倒角半径r12,挤压部的内径d1,圆形通道内壁的内径D1,其结构尺寸如下:
α1=45°~60°,α11=α1+(3°~5°),D-d1=(0.05~0.15)mm, n1=(5~10)mm,r1=(3~5)mm,r11=r1+(1~2)mm,r12=r1+(2~5)mm;
作为本发明的进一步改进,所述的校形轮的中心形成内圆形通道,在内圆形通道进给端的内圆形通道内壁径向凸起校形部,其中校形部的内斜面角度α21,校形部的外斜面角度α2,校形部的顶部宽度n2,校形部的外斜面宽度n21,校形部的顶部外倒角半径r2,校形部的顶部内倒角半径r21,校形部与内圆形通道内壁的连接倒角半径r22,其结构尺寸如下:
α2=α1+(2°~3°),α21=α2+(3°~5°),n2=(5~10)mm,n21=(10~15)mm,r2=r11+(1~2)mm,r21=r2+(1~2)mm,r22=r2+(2~5)mm。
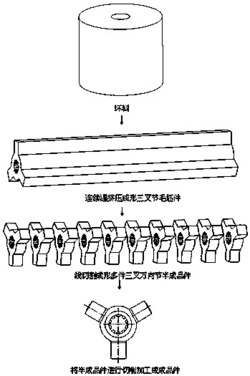
本发明的成形原理为:连续局部塑性变形,此工艺继承了挤压工艺三向压应力状态成形的优点,适用于更为宽广的金属材质范围,适用于锻坯、轧坯及离心铸坯。
采用上述技术方案后,本发明具有以下有益效果:
用本方法生产的铁素体合金钢管的强度,通常还要比用一般方法挤压出来的钢管高一些,因为通过冷加工和随后的再结晶,会得到更为细小的晶粒(晶粒度6~8级);无切削加工、高尺寸精度(<0.1mm)、高内外表面质量(Ra<6.3),细化晶粒等;适用于更大的口径(>φ500mm)。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
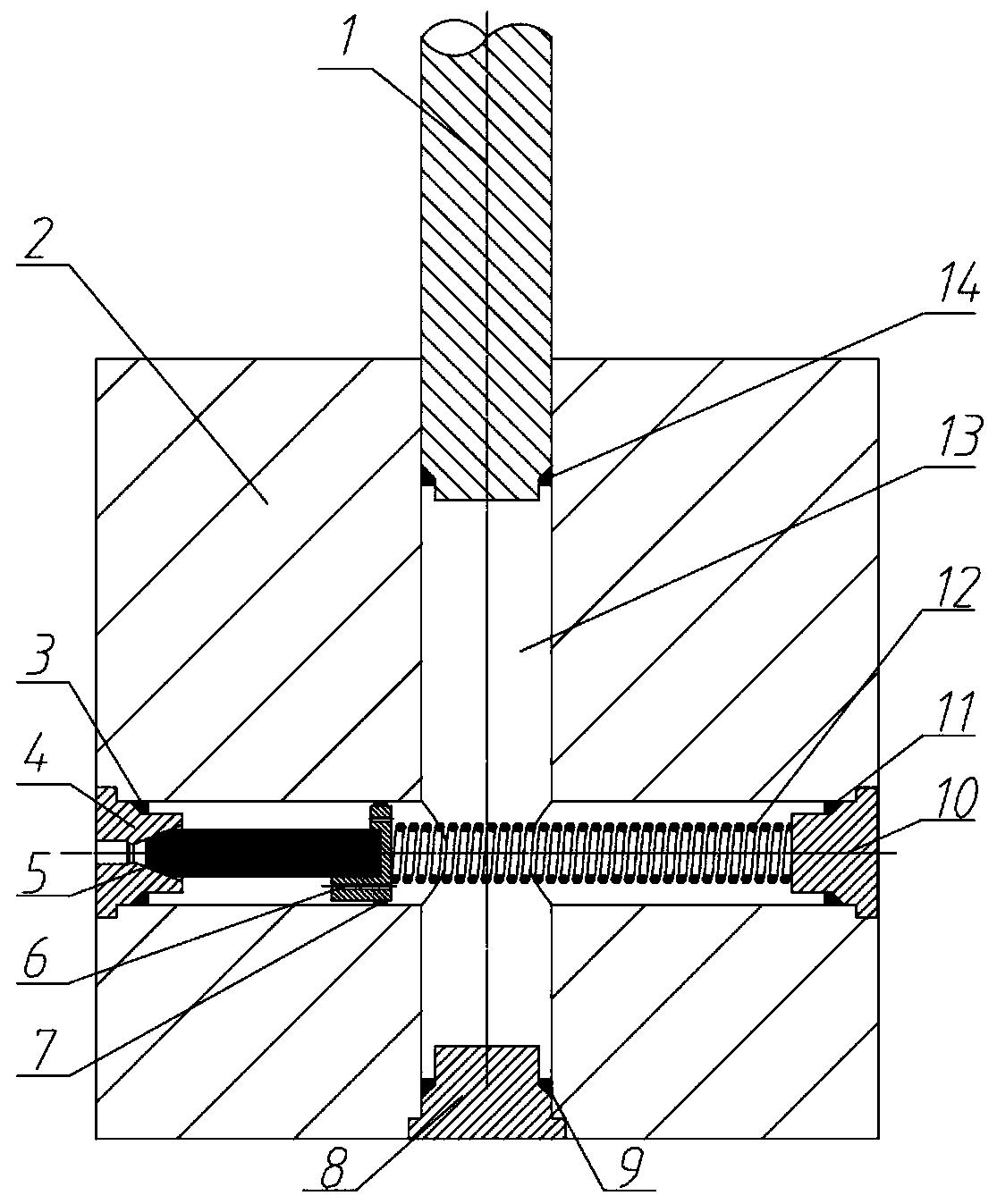
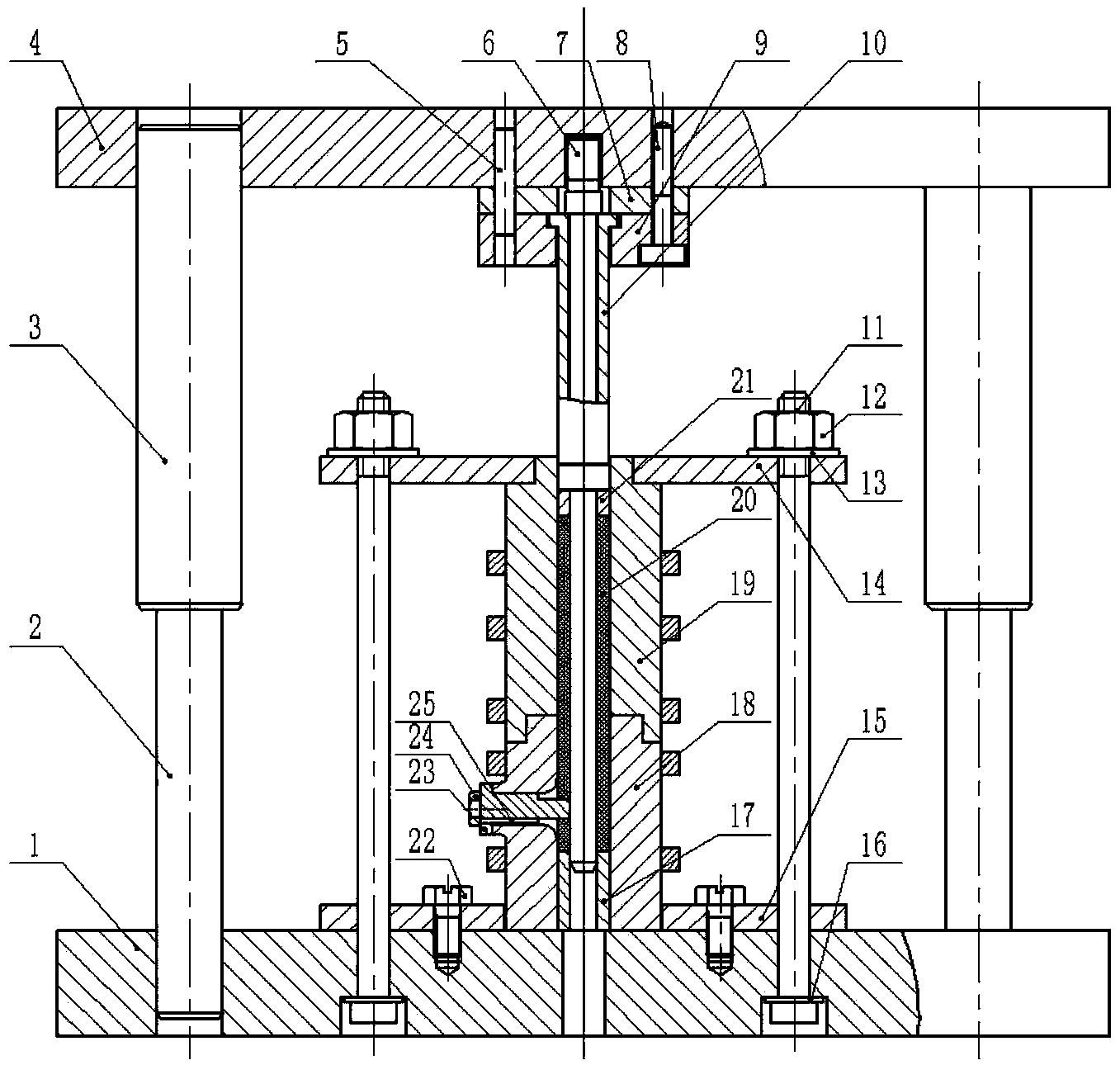
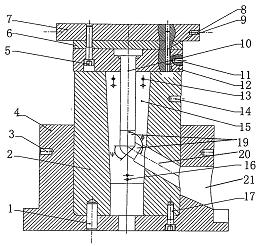
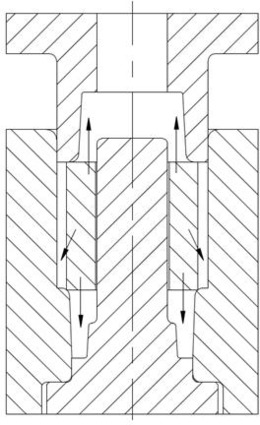
图1为本发明所提供的实施例中整体组合模具旋转挤压成形示意图;
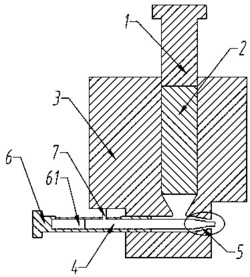
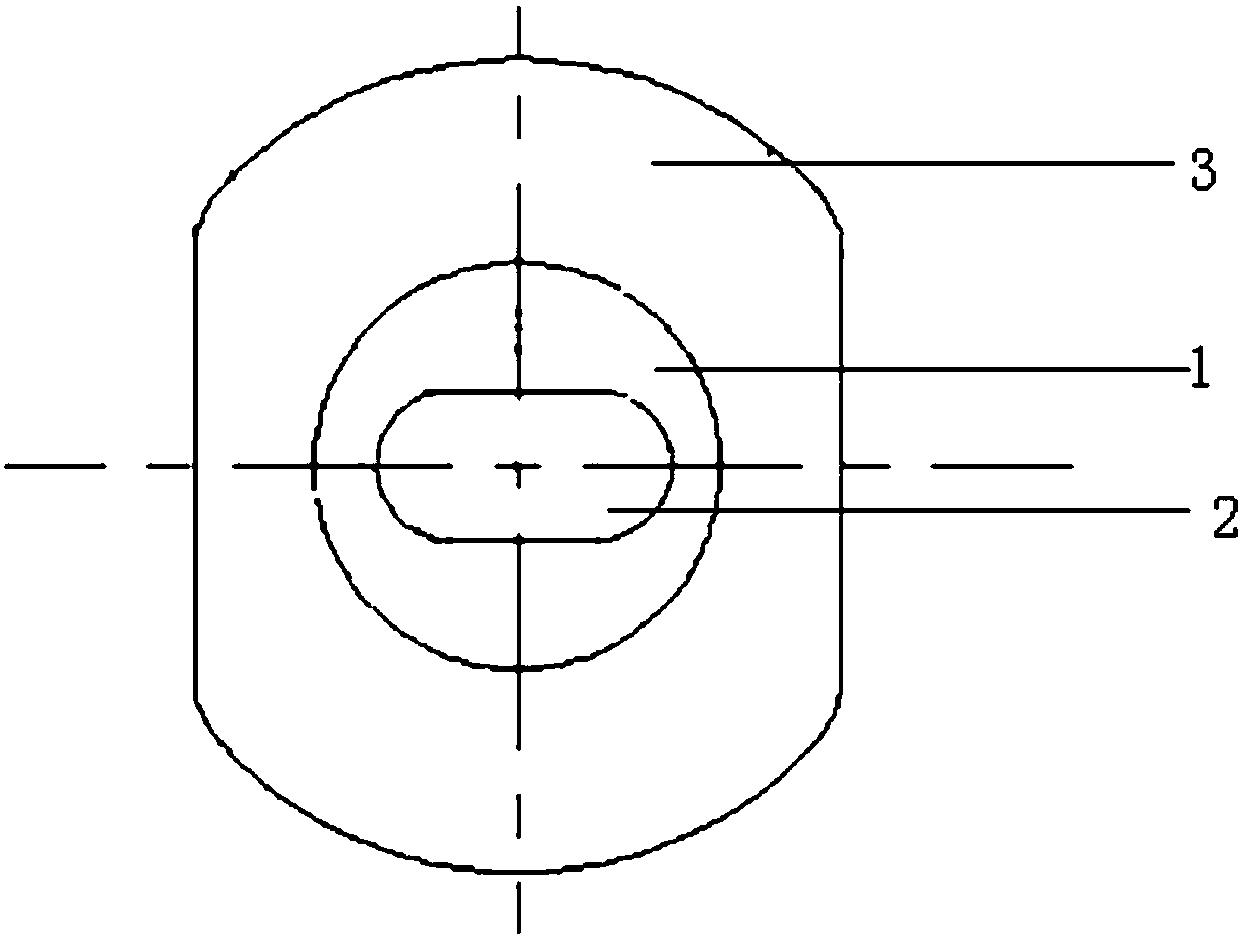
图2为本发明所提供的实施例中坯料的纵截面图;
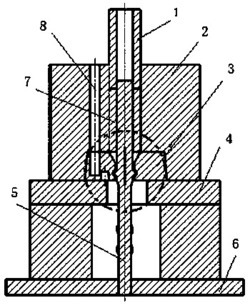
图3为本发明所提供的实施例中校形轮的纵截面图;
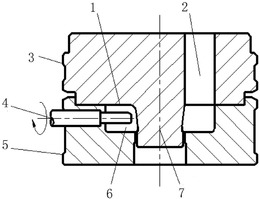
图4为本发明所提供的实施例中挤压轮的纵截面图;
附图标记:
1-右固定座;2-挤压轮用推力轴承;3-挤压轮;4-挤压轮用滚动轴承;5-校形轮;6-管材坯料;7-芯棒;8-校形轮用滚动轴承;9-校形轮用推力轴承;10-左固定座。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合具体实施方式,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施方式仅用以解释本发明,并不用于限定本发明。
请参阅图1-图4,本具体实施方式采用以下技术方案:一种大口径薄壁无缝管旋转挤压成形方法,其具体实施步骤为:
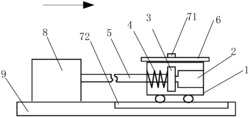
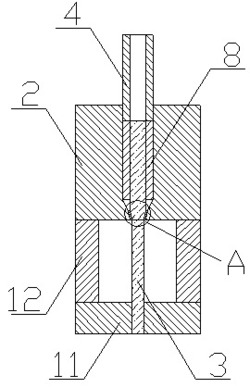
将空心的管材坯料6(如图2所示)套在一种大口径薄壁无缝管旋转挤压成形模具的芯棒7上,再把它们放入挤压轮3中,所述的模具(如图1所示)主要包括右固定座1、挤压轮用推力轴承2、挤压轮3、挤压轮用滚动轴承4、校形轮5、管材坯料6、芯棒7、校形轮用滚动轴承8、校形轮用推力轴承9、左固定座10;挤压轮3通过挤压轮用推力轴承2和挤压轮用滚动轴承4安装在右固定座1上,校形轮5通过校形轮用推力轴承9和校形轮用滚动轴承8安装在左固定座10上。其中,校形轮的作用:一是径向力的平衡考虑;二是校形作用。
对于外径D=550mm管材的旋转挤压:管材坯料6(外径D0=574.8mm,内径d0=530.1mm)在芯棒7进给率η=1mm/r的作用下,产生旋转运动(角速度ω, )与向左的轴向运动(速度υ,υ=250mm/min),管材坯料6依次通过挤压轮3的挤压变形和校形轮5的校正变形,获得外径D=550mm、内径d=530mm的高精度管材。
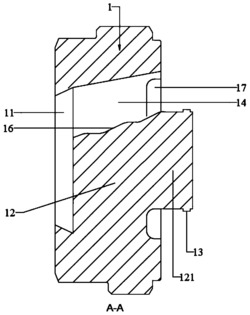
如图4所示,挤压轮3的中心形成圆形通道31,在进给端32的圆形通道内壁33径向凸起挤压部34,其中挤压部34的内斜面角度α1,挤压部34的外斜面角度α11,挤压部34的顶部宽度n1,挤压部34的顶部内倒角半径r1,挤压部34的顶部外倒角半径r11,挤压部34与圆形通道内壁33的连接倒角半径r12,挤压部34的内径d1,圆形通道内壁33的内径D1,其结构尺寸如下:
α1=50°,α11=55°,n1=10mm,r1=3mm,r11=4mm,r12=6mm,d1=549.9mm,D1=575mm。
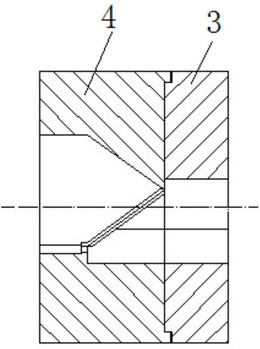
如图3所示,校形轮5的中心形成内圆形通道51,在内圆形通道进给端52的内圆形通道内壁53径向凸起校形部54,其中校形部54的内斜面角度α21,校形部54的外斜面角度α2,校形部54的顶部宽度n2,校形部54的外斜面宽度n21,校形部54的顶部外倒角半径r2,校形部54的顶部内倒角半径r21,校形部54与内圆形通道内壁53的连接倒角半径r22,其结构尺寸如下:
α2=52°,α21=57°,n2=8mm,n21=12mm,r2=5mm,r21=6mm,r22=8mm。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
一种大口径薄壁无缝管旋转挤压成形方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0