









专利摘要
本发明涉及一种海藻生物质板材,为解决现有技术中生物质板材强度底和添加添加剂带来的难降解和不安全问题而提供一种纯天然、易降解、强度高的海藻生物质板材。它以海藻为原料,经过破碎、热压成型和干燥三道工艺制成主要成分是海藻植物纤维素、半纤维素和果胶质的海藻生物质板材。本发明还提供一种包括破碎、热压成型和干燥三道工艺的海藻生物质板材的加工方法和包括带有滤水孔的压板和凹槽体的专用模具。本发明提供的海藻生物质板材强度高、结构致密、易降解,而且纯天然,无毒安全。
说明书
技术领域
本发明涉及一种生物质板材,尤其是一种海藻生物质板材。
背景技术
现有的许多包装材料不易降解,处理这些材料不仅会对环境造成污染,而且危害人体健康。尤其是近年来,环境污染所带来的危害越来越明显,社会对于环保包装材料的呼声越来越高。生物质板材是用天然原料加工而成,具有易降解的特点,而且降解产物不会污染环境,也不会危害人体健康,成为很多环保人士的首选。许多生产商也积极开发生物质板材,如申请号为CN201010217190.4的发明专利申请提供了一种通过挤压生物质材料制成生物质板材的方法;申请号为CN200910176757.5的发明专利申请提出了一种加工复合生物质板材的方法,是将生物质材料进行碳化处理,再把碳粉和PE树脂按一定比例共混,经过挤压、裁板、表面砂光、开槽等工艺制成胚板,最后滚出油漆及印刷出木纹装饰层。
但是现有生物质板材的生产工艺复杂,部分生物质板材在制作过程中因添加了过多的添加剂,导致板材的可降解性下降或机械强度不够,同还会对人体健康造成危害。
发明内容
本发明的第一个目的是提供一种纯天然、易降解、强度高的海藻生物质板材。
为实现上述发明目的,采取的技术方案是:以海藻为原料,经过破碎、热压成型和干燥三道工艺制成主要成分是海藻植物纤维素、半纤维素和果胶质的海藻生物质板材。该海藻可以是孔石莼、大叶藻、凤眼莲、浒苔。
本发明的第二个目的是提供一种工艺简单的海藻生物质板材的加工方法。
为实现上述发明目的,采取的技术方案是:该加工方法包括破碎、热压成型和干燥三道工艺,其中,
(1)破碎:将洗净的海藻在水中破碎成小颗粒,形成海藻浆。
(2)热压成型:将上述海藻浆注入包括带有渗水孔的压板和凹槽体的专用模具的凹槽体中,并将海藻浆加热到 80℃~110℃,用3MPa以上的压力向下挤压覆盖在海藻浆上的压板,使海藻浆中的水分和水蒸汽从凹槽体和压板上的渗水孔中逸出,并保持80℃~110℃和3MPa以上压力至海藻述浆的含水量在30%以下,形成海藻生物质板材。
(3)干燥:从凹槽体中取出上述海藻生物质板材并烘干到海藻生物质板材的含水量低于8%。
破碎的目的是将海藻长纤维打断成短纤维,使海藻纤维上羟基充分暴露。为了使板材更美观,最好是将海藻破碎到6mm以下。
加温的目的是使海藻纤维与水分子间的氢键断裂,使水分子在压力作用下从滤水孔中逸出,纤维分子间重新形成网络状分子间氢键,提高海藻生物质板材的强度。热压成型时,温度为100℃、压力为5MPa时,制成的海藻生物质板材强度最高、结构最致密,其破坏强度可达到80MPa,是一般聚乙烯发泡板材的6倍。
上述加温和加压操作可以由热压力机完成,方法是:
(1)将压板和凹槽体分别固定在热压力机的上加热板和下加热板上,并加热压板和凹槽体至80℃~110℃;
(2)将海藻浆注入凹槽体,压板下降并以3MPa以上的压力压入凹槽体,使海藻浆中的水分通过凹槽体和压板上的渗水孔排出,并保持80℃~110℃和3MPa以上的压力至海藻浆的含水量在30%以下,形成海藻生物质板材。
(3)压板上升复位,取出海藻生物质板材并烘干到海藻生物质板材的含水量在8%以下。
上述热压成型工艺前还可以包括纤维离解工艺,即将海藻浆置于20℃~60℃吸水溶胀,最好是在35℃条件下离解72小时。
纤维离解工艺是使水分子充分渗透到海藻浆中仍以分子间氢键连接在一起的海藻纤维分子之间,使海藻纤维成为离散的溶胀状态。用离解过的纤维制作板材,板材的结构更致密、强度更高。
本发明的第三个目的是提供一种加工上述海藻生物质板材的专用模具。
该专用模具包括压板和凹槽体,该压板和凹槽体上设有若干渗水孔。凹槽体上的渗水孔最好是在底面。
该专用模具还可以包括脱模装置。该脱模装置包括至少一根顶杆和设有若干渗水孔的活动板。为与该脱模装置配合使用,上述凹槽体的底上设有可供该顶杆穿过且与顶杆位置相应的通孔;使用时,先将活动板置于凹槽体的底面,再将海藻浆注入凹槽体中,海藻浆被挤压成型后,顶杆穿过凹槽体底上的通孔,将活动板、海藻生物质板材顶出凹槽体,便于取出海藻生物质板材。
上述顶杆最好垂直固定在底座上。
该模具使用的是高导热性材料,最好是铝合金。
由于纤维素具有强度高、耐腐蚀、高回弹和耐冲击等特性,半纤维素能降低板材使用时的形变度,能增大负荷能力,而果胶质则可以在板材热压成型时起到胶黏作用,因此用海藻制作的生物质板材不需要添加任何粘结剂,就可以形成强度高、结构致密、易降解的纯天然、无毒安全的板材。
附图说明
图1为海藻生物质板材的实体图。
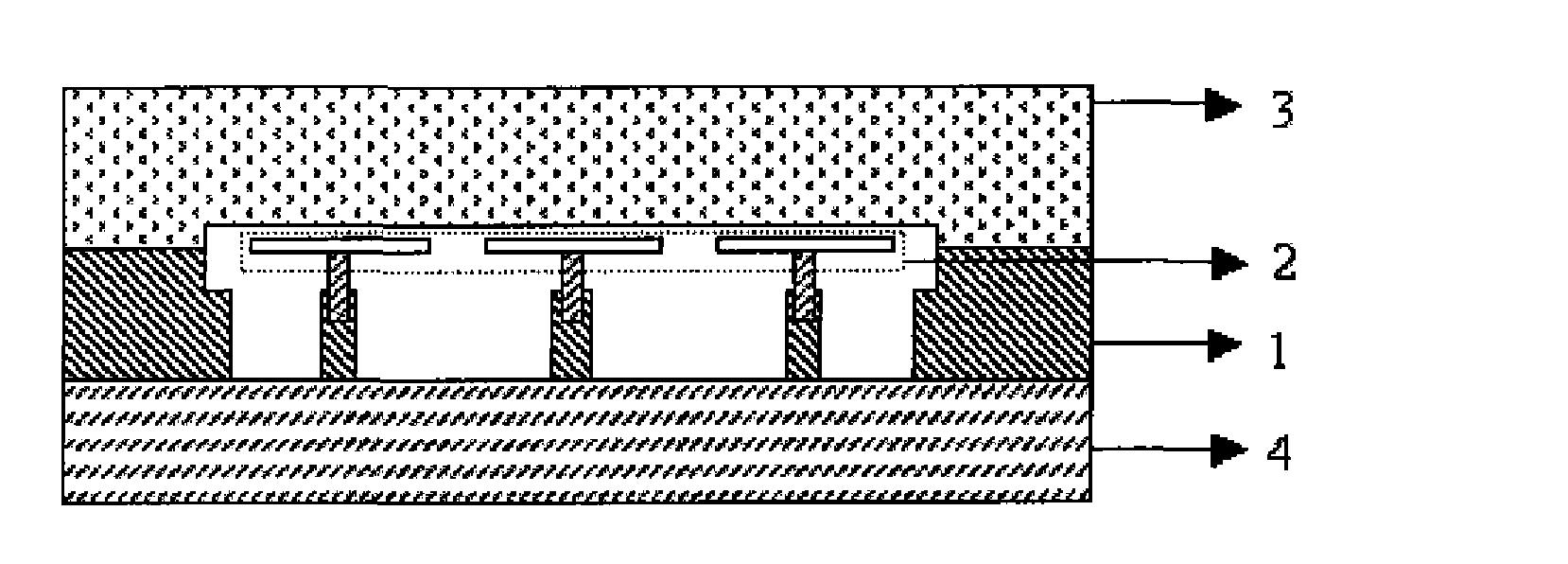
图2为专用模具的结构示意图。
图3为专用模具压制成型状态图。
图4为脱模装置使用状态图。
图5为凹槽体的结构示意图。
具体实施方式
下面结合附图和具体实施例对本发明作进一步说明。
制作海藻生物质板材需用专用模具。该专用模具用铝合金制成,结构如图2所示,包括压板2、凹槽体4和脱模装置,该脱模装置由底座5、垂直固定在底座5上的两根顶杆6和活动板3,其中压板2、活动板3和凹槽体4的底上设有若干渗水孔8(图5所示),为了与脱模装置能配合使用,凹槽体4上设置与两根顶杆6位置相应的通孔7。
使用该专用模具制作孔石莼生物质板材的方法如下:
(1)原料预处理:将孔石莼打捞上岸,用自来水清洗,并去除杂藻、无脊椎生物、砂石和表面盐等杂质,再将孔石莼放在盛有水的破碎机中破碎1分钟,将孔石莼破碎到6mm以下的浓浆。
(2)纤维离解:将预处理好的孔石莼浓浆放在调至35℃的恒温机中处理72小时。
(3)热压成型:将图2所示的专用模具的压板2固定在热压力机的上加热板上,凹槽体4固定在热压力机的下加热板上,并将活动板3放入凹槽体4的底壁,将压板2和凹槽体4加热至100℃后将上述孔石莼浓浆注入凹槽体4中,压板下降并以5MPa的压力压入凹槽体4中(图3所示),使孔石莼浓浆中的水分和水受热形成的水蒸汽通过凹槽体4、压板2、活动板3上的渗水孔8排出,并一直保持100℃的温度和5MPa的压力,直至孔石莼的含水量在30%以下。
(4)干燥:将专用模具从热压力机中取出,利用凹槽体4、压板2和活动板3上的余温将孔石莼生物质板材取烘干到含水量在8%以下。
(5)取板材:如图4所示,将脱模装置的两顶杆6通过通孔7将活动板3、板材1和压板2从凹槽体4中顶出,取下压板2和活动板3后,即制得孔石莼生物质板材1。
图1是孔石莼生物质板材1的实体图,主要成分是孔石莼纤维素、半纤维素和果胶质。
由于纤维素具有强度高、耐腐蚀、高回弹和耐冲击等特性,半纤维素能降低板材使用时的形变度,能增大负荷能力,而果胶质则可以在板材热压成型时起到胶黏作用,因此用孔石莼制作的生物质板材不需要添加任何粘结剂,就可以形成强度高、结构致密、易降解的纯天然板材。孔石莼按照上述方法制作的生物质板材的强度可达80MPa,是一般聚乙烯发泡板材的6倍。
海藻生物质板材及其加工方法和专用模具专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0