

IPC分类号 : B27K5/00,B27K5/04,B27K1/00,B27K3/08,B27K3/34,B27K3/38







专利摘要
本发明公开了一种增强型高温热处理木材及其制造方法,制造方法包括以下步骤:1)高温热处理:以人工林木材为原材料,对人工林木材进行高温热处理,得热处理材;2)浸渍增强处理:将步骤1)所得热处理材浸渍于树脂胶黏剂中,得浸渍材;3)固化定型处理:将步骤2)所得浸渍材进行固化定型处理,得增强型高温热处理木材。本发明的制造方法既能提高木材力学强度又能改善木材尺寸稳定性且绿色环保,制得的增强型高温热处理木材以人工林木材为原材料、力学强度高、尺寸稳定性优异。
权利要求
1.一种增强型高温热处理木材的制造方法,包括以下步骤:
1)高温热处理:以人工林木材为原材料,对人工林木材进行高温热处理,得热处理材;
2)浸渍增强处理:将步骤1)所得热处理材浸渍于树脂胶黏剂中,得浸渍材;
3)固化定型处理:将步骤2)所得浸渍材进行固化定型处理,得增强型高温热处理木材。
2.根据权利要求1所述的制造方法,其特征在于,所述步骤1)的高温热处理包括如下步骤:
1.1)一次干燥:将人工林木材置于高温热处理罐中,先以15℃/h~20℃/h的升温速率升温至100℃,再以5℃/h~10℃/h的升温速率升温至130℃,保温1h~5h;
1.2)保温热处理:将一次干燥后的木材由130℃升温至160℃~260℃,升温速率为10℃/h~15℃/h,保温时间为1h~4h,木材的含氧量控制在≤2%范围内;
1.3)降温调湿:将保温热处理后的木材进行喷蒸处理,待高温热处理罐内温度降至100℃时,停止喷蒸处理,待木材温度降至室温后出罐,得热处理材。
3.根据权利要求1所述的制造方法,其特征在于,所述步骤2)的浸渍增强处理包括如下步骤:
2.1)抽真空:将步骤1)所得热处理材置于浸渍罐中进行抽真空处理,真空度为0.06MPa~0.095MPa,保压时间为0.25h~1h;
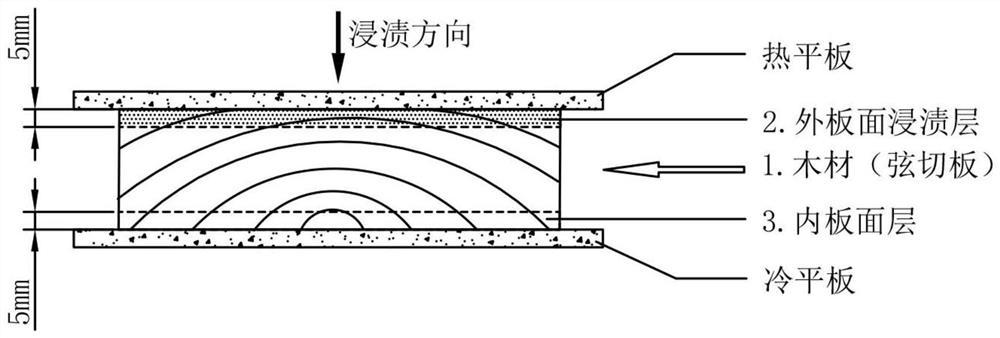
2.2)加压浸渍:向浸渍罐内加入树脂胶黏剂,对抽真空处理后的热处理材进行加压浸渍处理,浸渍压力为0.5MPa~2.5MPa,浸渍时间为30min~120min;
2.3)二次干燥:将加压浸渍后的热处理材进行二次干燥,至最终含水率为10%~15%,得浸渍材。
4.根据权利要求1所述的制造方法,其特征在于,所述步骤3)的固化定型处理包括如下步骤:
3.1)固化成型:将步骤2)所得浸渍材置于高温热处理罐中,以5℃/h~10℃/h的升温速率升温至105℃~130℃,保温6h~12h;
3.2)降温调湿:对固化成型后的浸渍材进行喷蒸调湿处理,至最终含水率为5%~8%,得增强型高温热处理木材。
5.根据权利要求1~4中任一项所述的制造方法,其特征在于,所述制造方法还包括平衡处理,具体步骤为:将步骤3)所得增强型高温热处理木材置于室内环境中密堆陈放14天~30天。
6.根据权利要求1~4中任一项所述的制造方法,其特征在于,所述树脂胶黏剂为低分子量树脂胶黏剂,所述低分子量树脂胶黏剂的固含量为35%~50%,所述低分子量树脂胶黏剂的动力粘度为10MPa·s~20MPa·s。
7.根据权利要求6所述的制造方法,其特征在于,所述低分子量树脂胶黏剂包括脲醛树脂胶黏剂或水溶性酚醛树脂胶黏剂。
8.根据权利要求1~4中任一项所述的制造方法,其特征在于,所述人工林木材为人工林速生杨木或人工林速生杉木;所述人工林木材的初含水率为12%~20%。
9.一种如权利要求1~8中任一项所述的制造方法制得的增强型高温热处理木材。
10.根据权利要求9所述的增强型高温热处理木材,其特征在于,所述增强型高温热处理木材的密度为0.55g/cm3~0.7g/cm3;
所述增强型高温热处理木材的抗弯强度相比于所述原材料、所述步骤1)得到的热处理材的抗弯强度分别提高72.7%~90.9%、84.2%~137.5%;
所述增强型高温热处理木材的抗弯弹性模量相比于所述原材料、所述步骤1)得到的热处理材的抗弯弹性模量分别提高51.7%~78.5%、66.7%~112.5%;
所述增强型高温热处理木材的径向干缩率相比于所述原材料的径向干缩率降低33.3%~70%;
所述增强型高温热处理木材的弦向干缩率相比于所述原材料的弦向干缩率降低38.2%~65%;
所述增强型高温热处理木材的径向湿胀率相比于所述原材料的径向湿胀率降低25.3%~90.6%;
所述增强型高温热处理木材的弦向湿胀率相比于所述原材料的弦向湿胀率降低35.5%~90.7%。
说明书
技术领域
本发明属于木材加工领域的木材功能性改良范畴,具体涉及一种增强型高温热处理木材及其制造方法。
背景技术
木材热处理的基本原理主要是利用160-260℃的温度条件对木材处理一定时间,木材细胞壁物质发生热解和分子结构重组,木材组分发生永久性化学改变,使处理木材吸湿性降低、尺寸稳定性、耐候性提高,从而适用于户外地板、户外装饰墙板、庭院家具、木栅栏等,另一方面,木材热处理又会导致木材力学强度降低和重量减轻,成为其主要缺点。
木材热处理技术的商业化应用主要始于欧洲国家,但近些年来国内热处理技术及商业化推广应用有明显提升,热处理技术或工艺渐进成熟。因国内天然林资源严重短缺,部分木材加工企业开始将目光转向资源丰富的人工林速生木材的开发利用,但人工林木材因生长速度快导致密度较低、强度等级差、尺寸稳定性低,热处理技术虽然可以改善其尺寸稳定性,但若直接对其进行热处理则木材强度会进一步降低,无法很好的满足使用要求。针对人工林木材密度低、强度差、不宜直接用于热处理改性的问题,催生了木材热处理与化学增强改性技术或热处理与物理增强改性技术联合改性的一体化技术,如树脂浸渍增强-热处理一体化技术,热处理-压缩增强一体化技术。对于前者,木材经树脂浸渍之后强度有明显增强,但后续的热处理会在一定程度上导致树脂失效,材料脆性增加,部分破坏了已经得到的增强效果;对于后者,木材进行热处理后塑性明显降低,后续通过压缩增强的难度显著增加,且压缩处理不仅在一定程度上会造成木材材积的损失,还存在压缩处理后的回弹问题。
人工林速生材在我国资源非常丰富,通过更加科学的改性处理,寻求合理高效利用方法以解决其强度和尺寸稳定性等问题,对于提高产品附加值,拓宽其应用领域,缓解天然林资源严重短缺等问题具有非常重要的意义。
发明内容
本发明要解决的技术问题是克服现有技术的不足,提供一种既能提高木材力学强度又能改善木材尺寸稳定性且绿色环保的增强型高温热处理木材的制造方法,还提供一种以人工林木材为原材料、力学强度高、尺寸稳定性优异且绿色环保的增强型高温热处理木材。
为解决上述技术问题,本发明采用以下技术方案:
一种增强型高温热处理木材的制造方法,包括以下步骤:
1)高温热处理:以人工林木材为原材料,对人工林木材进行高温热处理,得热处理材;
2)浸渍增强处理:将步骤1)所得热处理材浸渍于树脂胶黏剂中,得浸渍材;
3)固化定型处理:将步骤2)所得浸渍材进行固化定型处理,得增强型高温热处理木材。
上述的制造方法中,优选的,所述步骤1)的高温热处理包括如下步骤:
1.1)一次干燥:将人工林木材置于高温热处理罐中,先以15℃/h~20℃/h的升温速率升温至100℃,再以5℃/h~10℃/h的升温速率升温至130℃,保温1h~5h;
1.2)保温热处理:将一次干燥后的木材由130℃升温至160℃~260℃,升温速率为10℃/h~15℃/h,保温时间为1h~4h,木材的含氧量控制在≤2%范围内;
1.3)降温调湿:将保温热处理后的木材进行喷蒸处理,待高温热处理罐内温度降至100℃时,停止喷蒸处理,待木材温度降至室温后出罐,得热处理材。
上述的制造方法中,优选的,所述步骤2)的浸渍增强处理包括如下步骤:
2.1)抽真空:将步骤1)所得热处理材置于浸渍罐中进行抽真空处理,真空度为0.06MPa~0.095MPa,保压时间为0.25h~1h;
2.2)加压浸渍:向浸渍罐内加入树脂胶黏剂,对抽真空处理后的热处理材进行加压浸渍处理,浸渍压力为0.5MPa~2.5MPa,浸渍时间为30min~120min;
2.3)二次干燥:将加压浸渍后的热处理材进行二次干燥,至最终含水率为10%~15%,得浸渍材。
上述的制造方法中,优选的,所述步骤3)的固化定型处理包括如下步骤:
3.1)固化成型:将步骤2)所得浸渍材置于高温热处理罐中,以5℃/h~10℃/h的升温速率升温至105℃~130℃,保温6h~12h;
3.2)降温调湿:对固化成型后的浸渍材进行喷蒸调湿处理,至最终含水率为5%~8%,得增强型高温热处理木材。
上述的制造方法中,优选的,所述制造方法还包括平衡处理,具体步骤为:将步骤3)所得增强型高温热处理木材置于室内环境中密堆陈放14天~30天。
上述的制造方法中,优选的,所述树脂胶黏剂为低分子量树脂胶黏剂,所述低分子量树脂胶黏剂的固含量为35%~50%,所述低分子量树脂胶黏剂的动力粘度为10MPa·s~20MPa·s。(本发明中低分子量是指粘均分子量的平均值基本在300~500内)。
上述的制造方法中,优选的,所述低分子量树脂胶黏剂包括脲醛树脂胶黏剂或水溶性酚醛树脂胶黏剂。
上述的制造方法中,优选的,所述人工林木材为人工林速生杨木或人工林速生杉木;所述人工林木材的初含水率为12%~20%。
作为一个总的技术构思,本发明还提供一种上述的制造方法制得的增强型高温热处理木材。
上述的增强型高温热处理木材中,优选的,所述增强型高温热处理木材的密度为0.55g/cm3~0.7g/cm3;
所述增强型高温热处理木材的抗弯强度相比于所述原材料、所述步骤1)得到的热处理材的抗弯强度分别提高72.7%~90.9%、84.2%~137.5%;
所述增强型高温热处理木材的抗弯弹性模量相比于所述原材料、所述步骤1)得到的热处理材的抗弯弹性模量分别提高51.7%~78.5%、66.7%~112.5%;
所述增强型高温热处理木材的径向干缩率相比于所述原材料的径向干缩率降低33.3%~70%;
所述增强型高温热处理木材的弦向干缩率相比于所述原材料的弦向干缩率降低38.2%~65%;
所述增强型高温热处理木材的径向湿胀率相比于所述原材料的径向湿胀率降低25.3%~90.6%;
所述增强型高温热处理木材的弦向湿胀率相比于所述原材料的弦向湿胀率降低35.5%~90.7%。
本发明中,二次干燥包括自然干燥和人工干燥。
与现有技术相比,本发明的优点在于:
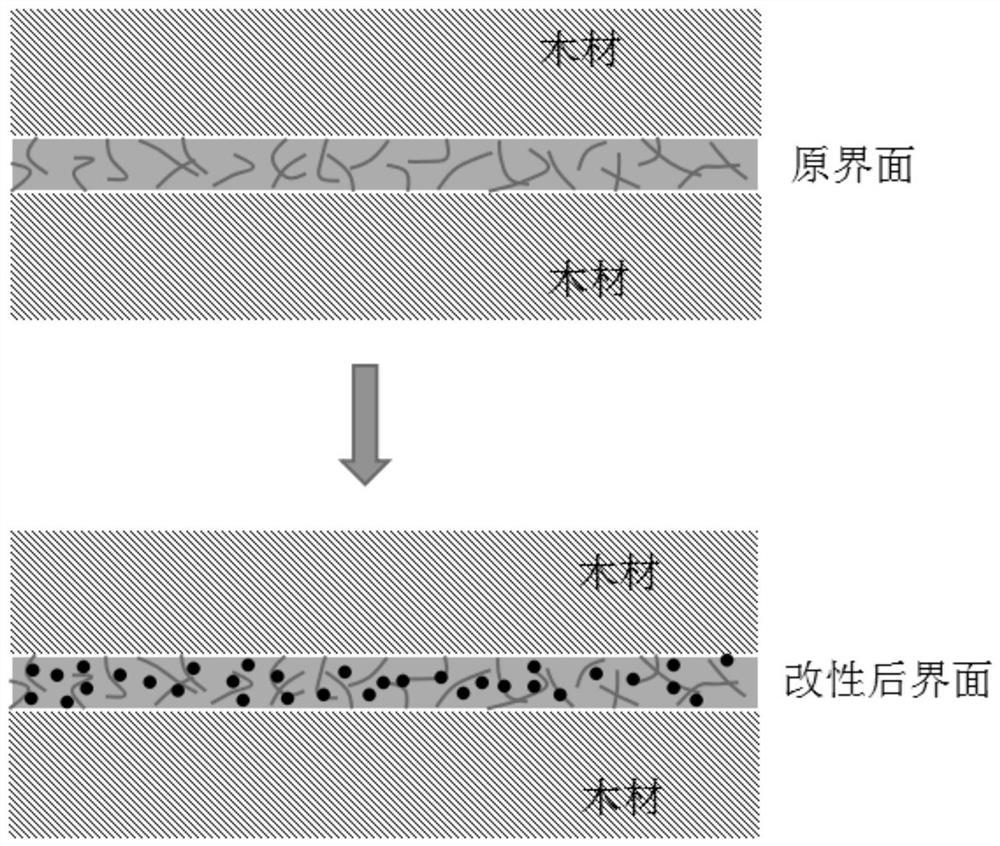
(1)本发明的增强型高温热处理木材的制造方法,其原理是首先对木材进行高温热处理以降低其吸湿吸水性,提高其尺寸稳定性,再利用低分子量树脂对热处理材进行浸渍增强处理,以弥补热处理对力学强度造成的负面影响,并进一步提高其尺寸稳定性,最后通过一定温度的固化成型处理,使树脂完全固化并与木材细胞壁物质形成稳定化学键结合而不会流失,且释放掉固化阶段未完全反应的游离甲醛和游离苯酚,使得处理材更加安全环保。
(2)本发明的制造方法相比于木材热处理技术、浸渍增强-热处理技术、热处理-压缩增强技术等,本发明的热处理-浸渍增强一体化技术很好的解决了热处理材力学强度降等的问题,亦可以避免先浸渍树脂后高温热处理致使树脂失效的问题,充分发挥了树脂浸渍增强的处理效果,处理后木材的力学强度、尺寸稳定性更优异,且不存在物理压缩所致的回弹问题。
(3)本发明的增强型高温热处理木材,以人工林木材为原料,经本发明的制造方法处理后各项性能均有明显改善。其密度约为0.55g/cm3~0.7g/cm3,相比于素材(即原材料)提高了57%~100%;抗弯强度相比于素材、热处理材、常规浸渍-热处理方法制备的浸渍-热处理材分别提高了72.7%~90.9%、84.2%~137.5%、14.1%~58.3%;抗弯弹性模量相比于素材、热处理材、常规浸渍-热处理方法制备的浸渍-热处理材分别提高了51.7%~78.5%、66.7%~112.5%、21.9%~63.4%;径向、弦向干缩率(湿材至绝干)分别比素材降低了33.3%~70%、38.2%~65%;径向、弦向湿胀率(绝干至吸水稳定)分别比素材降低了25.3%~90.6%、35.5%~90.7%。
具体实施方式
以下利用具体优选的实施例对本发明作进一步描述和说明,但并不因此而限制本发明的保护范围。
实施例:
一种本发明的增强型高温热处理木材的制造方法,以人工林速生杨木为原材料,包括以下步骤:
1)高温热处理:
1.1)一次干燥:将初含水率为12%的杨木放入高温热处理罐中,首先将温度快速升至100℃,升温速率为15℃/h,使木材表面温度和内部温度趋于一致;再将温度平稳升至130℃,升温速率为10℃/h,保温5小时,使木材含水率降至约为0;
1.2)保温热处理:将一次干燥后的杨木由130℃快速升温至180℃,升温速率为15℃/h,保温时间为4h,含氧量控制在小于或等于2%范围内;
1.3)降温调湿:保温热处理后,关闭加热设备,对保温热处理后的杨木进行喷蒸处理,待高温热处理罐内温度降至100℃时,停止喷蒸处理,直至木材温度降至室温时出罐,得热处理材。
2)浸渍增强处理:
2.1)抽真空:将步骤1.3)所得的热处理材置于浸渍罐中,进行抽真空处理,真空度为0.095MPa,保压时间0. 5h;
2.2)加压浸渍:抽真空处理后,向浸渍罐内加入脲醛树脂胶黏剂,脲醛树脂胶黏剂的固含量为35%,脲醛树脂胶黏剂的动力粘度为13MPa·s,对抽真空处理后的热处理材进行加压浸渍处理,浸渍压力为0.8MPa,浸渍时间为120min,最后缓慢泄压,得到加压浸渍后的热处理材;
2.3)二次干燥:将加压浸渍后的热处理材置于大气环境中,使水分自然蒸发一段时间,再进行人工干燥,至最终含水率为15%,得浸渍材。
3)固化定型处理:
3.1)固化成型:将步骤2.3)所得的浸渍材置于高温热处理罐中,以5℃/h的升温速率平稳升温至105℃,保温12h,使树脂完全固化,并释放掉树脂中未完全反应的游离甲醛;
3.2)降温调湿:固化成型结束后,对固化成型后的浸渍材进行喷蒸调湿处理,至最终含水率在6%内,得增强型高温热处理木材。
4)平衡处理:将步骤3)所得增强型高温热处理木材置于室内环境中密堆陈放14天。
经检测,上述本实施例的方法制造的增强型高温热处理木材,密度达0.6g/cm3,相比于原材料(即素材)提高了71.4%;抗弯强度为100MPa,相比于原材料、步骤1.3)得到的热处理材、常规浸渍-热处理方法制备的浸渍-热处理材分别提高了81.8%、92.3%、20.2%;抗弯弹性模量为8800MPa,相比于原材料、步骤1.3)得到的热处理材、常规浸渍-热处理方法制备的浸渍-热处理材分别提高了57.1%、72.1%、28.1%;径向干缩率、弦向干缩率(湿材至绝干)分别为1.8%、4.2%,相比于原材料分别降低了66.4%、61.3%;径向湿胀率、弦向湿胀率(绝干至吸水稳定)分别为0.8%、2.1%,相比于原材料分别降低了73.3%、73.1%。
本实施例制造的增强型高温热处理木材,力学强度和尺寸稳定性优异,可广泛用于户外地板、户外装饰结构材等领域。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例。凡属于本发明思路下的技术方案均属于本发明的保护范围。应该指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下的改进和润饰,这些改进和润饰也应视为本发明的保护范围。
增强型高温热处理木材及其制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0