








![N-[(二氢苯并呋喃-7-氧基)烷基]-2-芳氧基酰胺衍生物](https://www.zhichawang.com/images/faming.png)

专利摘要
一种环面蜗杆多轴联动加工位置标定方法,属于机械技术领域。该方法采用两步定位,借助机床参数,在轴承档位初定位,用以求解蜗杆中心坐标和转台回转半径。把参数输入程序后,运行程序,大小滑台和转台运动到指定位置。然后沿垂直于蜗杆轴向方向移动小滑台,并交替转动蜗杆,最终使砂轮转动边缘与蜗杆齿根相接触,砂轮产形面与齿面相接触,完成第二步定位,实现蜗杆转角与其它三轴的位置匹配,最终完成四联动轴的定位。
权利要求
1.多轴联动加工装置,其特征在于:环面蜗杆(2)夹持在顶尖(1)和主轴(3)之间,磨削头(5)、回转台(6)、大滑台(7)、小滑台(8)为机床的主要部件;砂轮产形面(4)为砂轮的工作面。
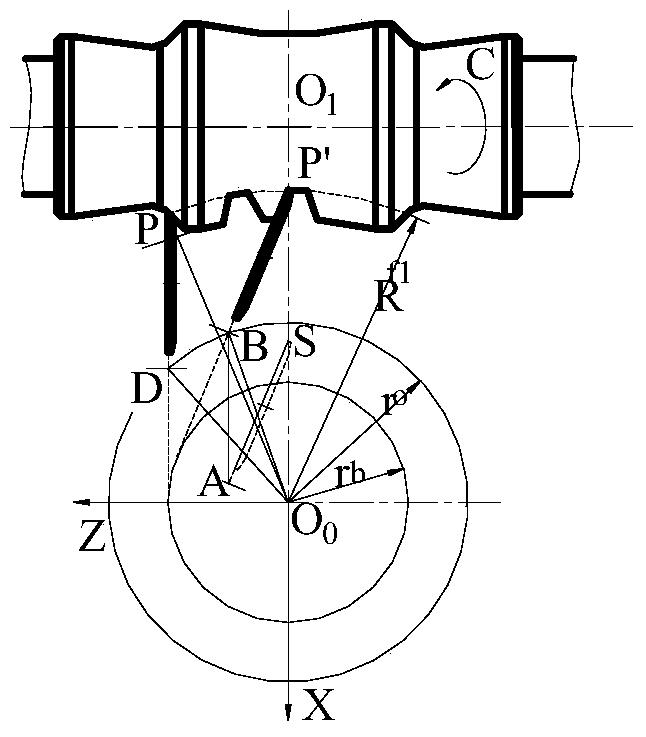
2.环面蜗杆多轴联动加工位置标定方法,其特征在于:该方法包括下述流程,记蜗杆回转轴线和砂轮产形面转动中心构成的平面为中间平面;在中间平面内O’为机床坐标系原点、O0为基圆圆心、O1为蜗杆中心、O2为回转台回转中心、O3为砂轮产形面转动中心、a为蜗杆的中心距、rb为基圆半径、Rf1为蜗杆齿根圆弧半径,L1为轴承档两端轴肩距离、l为轴承档直径;机床坐标系原点O’到蜗杆回转轴的距离为L,L为机床参数;记O1的坐标为(XO1,ZO1),则XO1=-L;
在机床设计过程中已经实现砂轮产形面垂直于蜗杆轴向时Y向坐标为零;把砂轮产形面调至竖直位置;转动回转台使Y轴回零;移动大小滑台把砂轮转动边缘移至K点,使砂轮边缘和蜗杆轴承档相接触,砂轮产形面与轴承档端面接触;砂轮上电转动,当砂轮转动边缘和砂轮产形面均见火花时,记回转台回转中心O2的坐标为((XO2,ZO2),则完成第一步定位:
当回转台位于D点时,其相对于基圆圆心O0点的坐标为:
插补半径:
根据砂轮产形面运动轨迹可知,存在着一位置,砂轮转动边缘在O0O1连线上P'点,回转台位于B点;根据运动原理:
∠PO0P'=∠DO0B (5)
则B点坐标为:
调整磨削头使砂轮产形面倾斜角β;运行程序X、Y、Z三轴运动,使回转台位于A点,砂轮转动边缘位于S点;沿X负方向移动小滑台,使砂轮转动边缘靠近蜗杆,再转动C轴,使砂轮产形面靠近左侧齿面;交替调整X、C轴,最终使回转台位于B点,砂轮转动边缘位于P’点,砂轮转动边缘与蜗杆齿根相接触,砂轮产形面与齿面相接触,实现了蜗杆转角与其它三轴的位置的匹配,完成第二步定位;记此时的C轴坐标为CB,并把其输入到程序中;这样就完全确定了四轴的位置关系。
3.根据权利要求2所述的环面蜗杆多轴联动加工位置标定方法,其特征在于:磨削前已经进行了齿面螺旋槽的粗切。
4.根据权利要求2所述的环面蜗杆多轴联动加工位置标定方法,其特征在于:在加工前通过定位的方法确定转台回转半径。
5.根据权利要求2所述的环面蜗杆多轴联动加工位置标定方法,其特征在于:蜗杆中心Z向坐标和和转台回转半径,同步确定。
6.根据权利要求2所述的环面蜗杆多轴联动加工位置标定方法,其特征在于:X、Z、Y三轴参数确定后再进行C轴定位。
7.根据权利要求2所述的环面蜗杆多轴联动加工位置标定方法,其特征在于:以蜗杆中间齿面为准进行对参数标定。
8.根据权利要求2所述的环面蜗杆多轴联动加工位置标定方法,其特征在于:中间平面内机床坐标系原点到蜗杆回转轴的距离作为参数输入程序。
9.根据权利要求2所述的环面蜗杆多轴联动加工位置标定方法,其特征在于:对出入口修缘后的蜗杆同样适用。
说明书
技术领域
本发明属于蜗杆加工技术领域,有关环面蜗杆的多轴联动数控加工,具体的说是一种加工前确定联动轴相对位置的方法。
背景技术
国内专利公开号:CN1907615A,公开了一种能虚拟中心距的环面蜗杆数控机床,该机床具有四个可联动坐标运动。可以实现以小中心距的机床加工大中心距凹、凸环面蜗杆。造价降低,结构紧凑,占用空间小。该机床配以不同的附件,可分别用于车削、铣削、磨削加工,功能强。
国内专利公开号:CN102107300A,公开了一种四联动环面蜗杆数控车磨复合机床及其加工方法,一次装夹即可完成两侧齿面的切削、修型及入口出口的倒坡修缘。
上述两种方法都从理论上论述了四轴联动加工的原理,但是没有指出加工前如何实现四联动轴位置的匹配。四联动轴的运动轨迹需要根据蜗杆参数、机床参数和四联动轴的初始定位关系来确定。加工前需要对四联动轴进行定位,使砂轮顶部与蜗杆齿根相接触,砂轮产形面与齿面相接触,从而避免程序运行过程中出现干涉。
磨削蜗杆后砂轮不可避免的存在磨损。为保证基圆半径正确,砂轮产形面磨损后有补偿机构,但是砂轮边缘磨损后,无砂轮半径补偿机构。所以每次磨削前需确定转台的回转半径。
对于接触面不好的蜗轮副,需要对蜗杆进行修磨。此时的蜗杆出入口进行了修缘,已不是理论齿形。若以出入口为准进行联动轴定位,在程序执行中就会出现磨削量过大现象,导致蜗杆过热,砂轮磨损加剧甚至破损。
本发明解决了上述问题,适用于任何型号的环面蜗杆,降低了加工前的调试准备时间,有效避免了机床干涉。
发明内容
本发明目的在于克服现有技术的不足,提出无需考虑砂轮半径的多轴联动磨削前的联动轴定位方法。
本发明所涉及的多轴联动加工装置,环面蜗杆(2)夹持在顶尖(1)和主轴(3)之间,磨削头(5)、回转台(6)、大滑台(7)、小滑台(8)为机床的主要部件。砂轮产形面(4)为砂轮的工作面。
该方法包括下述流程,记蜗杆回转轴线和砂轮产形面转动中心构成的平面为中间平面。在中间平面内O’为机床坐标系原点、O0为基圆圆心、O1为蜗杆中心、O2为回转台回转中心、O3为砂轮产形面转动中心、a为蜗杆的中心距、rb为基圆半径、Rf1为蜗杆齿根圆弧半径,L1为轴承档两端轴肩距离、l为轴承档直径。机床坐标系原点O’到蜗杆回转轴的距离为L,L为机床参数。记O1的坐标为(XO1,ZO1),则XO1=-L。
在机床设计过程中已经实现砂轮产形面垂直于蜗杆轴向时Y向坐标为零。把砂轮产形面调至竖直位置;转动回转台使Y轴回零;移动大小滑台把砂轮转动边缘移至K点,使砂轮边缘和蜗杆轴承档相接触,砂轮产形面与轴承档端面接触。砂轮上电转动,当砂轮转动边缘和砂轮产形面均见火花时,记回转台回转中心O2的坐标为(XO2,ZO2),则完成第一步定位:
当回转台位于D点时,其相对于基圆圆心O0点的坐标为:
插补半径:
根据砂轮产形面运动轨迹可知,存在着一位置,砂轮转动边缘在O0O1连线上P'点,回转台位于B点。根据运动原理:
∠PO0P'=∠DO0B (5)
则B点坐标为:
调整磨削头使砂轮产形面倾斜角β。运行程序X、Y、Z三轴运动,使回转台位于A点,砂轮转动边缘位于S点。沿X负方向移动小滑台,使砂轮转动边缘靠近蜗杆,再转动C轴,使砂轮产形面靠近左侧齿面。交替调整X、C轴,最终使回转台位于B点,砂轮转动边缘位于P’点,砂轮转动边缘与蜗杆齿根相接触,砂轮产形面与齿面相接触,实现了蜗杆转角与其它三轴的位置的匹配,完成第二步定位。记此时的C轴坐标为CB,并把其输入到程序中。这样就完全确定了四轴的位置关系。
磨削前已经进行了齿面螺旋槽的粗切。
在加工前通过定位的方法确定转台回转半径。
蜗杆中心Z向坐标和和转台回转半径,同步确定。
X、Z、Y三轴参数确定后再进行C轴定位。
以蜗杆中间齿面为准进行对参数标定。
中间平面内机床坐标系原点到蜗杆回转轴的距离作为参数输入程序。
对出入口修缘后的蜗杆同样适用。
本发明的有益效果是:实现四联动轴位置的快速定位,有效避免机床干涉。减少机床调整时间,提高加工效率。
附图说明
图1为本发明的磨削加工示意图。
图2为本发明的第一步定位示意图。
图3为本发明的第二步定位示意图。
图中:1、顶尖,2、环面蜗杆,3、主轴,4、砂轮产形面,5、磨削头,6、回转台,7、大滑台,8、小滑台。
具体实施方式
如图1-3所示,以中心距a=125mm,速比i=40、基圆半径rb=40mm、蜗杆齿根圆弧半径Rf1=103.87mm,轴承档两端轴肩距离L1=154mm,轴承档直径l=45mm的平面包络环面蜗杆为例。机床参数L=130mm,则X01=-130mm。
把砂轮产形面调至竖直位置,转动回转台使Y轴回零,移动大小滑台把砂轮转动边缘移至K点,使砂轮边缘和蜗杆轴承档相接触,砂轮产形面与轴承档端面接触。砂轮上电转动,当砂轮转动边缘和砂轮产形面均见火花时,记录回转台回转中心O2的坐标XO2=112,ZO2=340mm。则:ZO1=263mm,r=219.5mm,ro=129.95mm。于是YB=22.65°,ZB=178.47mm,XB=93.70mm。
调整磨削头使砂轮产形面倾斜角β=9°。运行程序X、Y、Z三轴联动,使回转台位A点,砂轮转动边缘位于S点,此时坐标XB=143.70mm,YB=22.65°,ZB=178.47mm。沿X负方向移动小滑台,使砂轮转动边缘靠近蜗杆,再转动C轴,使砂轮产形面靠近左侧齿面。交替调整X、C轴,最终使XB=93.70mm,砂轮转动边缘与蜗杆齿根相接触,再转动C轴砂轮产形面与齿面相接触,则实现了蜗杆转角与其它三轴的位置的匹配。记此时的C轴坐标为CB,并把其输入到程序中。这样就完全确定了四轴的位置关系,重新运行程序进行多轴联动磨削加工。
环面蜗杆多轴联动加工位置标定方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0