

IPC分类号 : C22C21/02,B22D18/00,B22D17/00,B22D21/04,C22F1/043









专利摘要
本发明提供一种高韧性Al-Si系压铸铝合金的加工方法,先将Al-Si系铝合金熔体压铸成型,控制压铸模具温度在350~400℃,保压时间为1~60秒;开模后快速取出放入循环冷却水中淬火,控制转移时间小于5秒钟,淬火温度在350~550℃,冷却水水温低于30℃,待完全冷却后,从循环冷却水中取出,去毛刺;去毛刺后在50~250℃退火保温2~3小时。本发明大大提高Al-Si系合金压铸件的强度和韧性,工件组织均匀,力学性能优良,安全可靠性好,扩大了Al-Si系合金压铸件的应用范围。
权利要求
1.高韧性Al-Si系压铸铝合金的加工方法,其特征在于:包括以下步骤——
①压铸:将Al-Si系铝合金熔体压铸成型,控制压铸模具温度在350~400℃,保压时间为1~60秒;
②淬火处理:开模后快速取出放入循环冷却水中淬火,控制转移时间小于5秒钟,淬火温度在350~550℃,冷却水水温低于30℃,待完全冷却后,从循环冷却水中取出,去毛刺;
③退火处理:去毛刺后在50~250℃退火保温2~3小时。
2.根据权利要求1所述的高韧性Al-Si系压铸铝合金的加工方法,其特征在于:步骤①控制压铸模具温度在380℃,保压时间为5秒钟。
3.根据权利要求1所述的高韧性Al-Si系压铸铝合金的加工方法,其特征在于:步骤②淬火温度在380~450℃。
4.根据权利要求1所述的高韧性Al-Si系压铸铝合金的加工方法,其特征在于:步骤③在125~175℃退火保温2.5小时。
说明书
技术领域
本发明涉及一种高韧性Al-Si系压铸铝合金的加工方法,属于有色金属加工技术领域。
背景技术
Al-Si系合金的流动性好、铸件致密、不易产生铸造裂纹,具有良好的铸造性能、抗蚀性能和中等的切削加工性能,是比较理想的铸造合金,已成为制造业中最受重视的结构材料之一。但目前铸造Al-Si系合金的力学性能不尽如人意,强度和硬度一般,韧性较低。随着现代工业的发展,传统的铸造技术和铸造Al-Si系合金已经不能满足日益增长的社会需求,因此发展先进的压铸技术和高强韧的铸造Al-Si系合金是未来铝合金及其制造技术的发展方向。
目前,压铸用Al-Si系合金的强化手段主要有以下几种:熔体的净化、变质及细化,热处理强化等。
熔体净化方法有吸附净化、非吸附净化和过滤净化三类。吸附净化主要是向熔体中吹入气体,比如氮气、氩气、混合气或加入熔剂,通过与铝液的反应,获得气泡,然后利用这些小气泡在上浮过程中吸附氢气和夹杂物,并带到液面实现除气和去渣;非吸附净化主要利用铝合金溶液的氢在真空下的强烈的析出和上浮过程将夹杂带出液面进入浮渣而被除去,从而达到净化的目的。主要有真空净化法、超声波净化法和电磁净化法;过滤净化则是利用过滤器过滤,采用的过滤器有玻璃纤维过滤器,陶瓷板,陶瓷管、泡沫陶瓷过滤器等。吸附净化和非吸附净化是在炉内完成的,存在二次污染的可能性,增加了铸锭质量的不稳定因素,为了弥补炉内处理的不足,炉外在线连续处理净化技术得到了迅速发展。压铸Al-Si合金中的共晶硅呈粗大的针状或板状,会显著降低合金的强度和塑性,所以一般都要进行变质处理,以达到改变共晶硅和初生铝晶粒形貌,使合金性能得到提高的目的。
变质方式可以分为添加变质剂的化学方法和电磁振荡法、激光变质处理、快速凝固技术、热速处理等物理方法,当前常用的变质剂主要有:钠、钾、锑、锶、硫、磷、砷、铋等纯金属及其盐类;Al-Ba、Al-P、Al-5%Ti-1%B、Al-Sr、Al-Sb及Al-Bi等中间合金以稀土变质剂等。合金的晶粒尺寸对力学性能有着极其显著的影响。Hall-Petch公式定量地描述了晶粒大小与金属强度的关系,晶粒尺寸越小,强度越高,塑性越高。根据晶粒细化的定义,晶粒细化的方法可概括为内生形核质点法和外来形核质点法。内生形核质点法是通过一定的手段,如电磁作用、超声波振动、快速凝固法等,改变合金内晶核的数量或阻碍晶体的长大来实现晶粒细化。外来形核质点法是通过向铝合金熔体中加入Al-Ti(-B)、Al-Ti-C等中间合金晶粒细化剂,产生大量的有效异质形核核心,提高晶体的形核率,从而细化晶粒。
对于熔体处理后的铝合金,要想提高其力学性能,还可以向其添加合金元素,以实现合金强化。目前,铸造铝合金中的主要合金化元素有Si、Mg、Cu、RE、Zn、Mn、Ni、Cd、Cr、V、Be、Ti、B、Zr、Fe等,在这些元素中,Zn、Mg、Cu在Al中的固溶度大,其次是Mn、Si、Ti、Cr、Zr、V,而RE、Be、Ni、Cd、Fe的固溶度很小。所以铸造铝合金中,Zn、Mg、Cu可作为热处理强化元素,是高强度铸造铝合金中的主要添加元素。Si在铝合金中形成二元或多元共晶组织,提高了合金的铸造性能,改善了流动性,降低了热裂倾向性,减少了缩松提高了气密性,可获得组织致密的铸件。Mn可以提高合金的高温持久强度和硬度;同时,Mn还可与Fe化合形成圆形的或汉字形的Al-Si-Fe-Mn相,减少Fe的有害作用。Ti、B、Zr在铝合金中形成细小的化合物,可作为铝固溶体的结晶核心,有强烈细化铝固溶体晶粒的作用。Fe在目前使用的铸造铝合金中是一种有害杂质,由于Fe在铝合金中形成粗大的针状或片状的化合物,降低合金的机械性能。
改善压铸铝合金件强韧性可以通过控制冶金质量降低Fe、Si等杂质含量,保留变形组织、微量元素合金化以及改善热加工及热处理工艺的方式加以实现。但对于一定冶金质量、一定化学成分和一定加工工艺的铝合金,要提高其强韧性水平,只有通过控制后期热处理工艺来实现。
对于一定成分的析出强化型铝合金,时效过程中造成的晶界和晶内析出相的性质、尺寸大小、分布状态以及形貌演变对合金强韧性具有重要影响。其中,晶内析出相特征是控制合金强度的主要因素。晶内析出相尺寸小密度高且不易被滑移位错切割,则有利于合金获得高强度;而晶界析出相特征则是影响合金韧性的关键因素,晶界析出相数量少、不连续分布以及呈球状,这都有利于改善合金的韧性。因此如何控制时效过程中晶界和晶内析出相特征演变,使其成最佳分布,对于提高合金强韧性至关重要。
目前常采用的热处理工艺是固溶处理后进行人工时效,但该工艺对于某些合金存在工艺窗口时间短,特别是对共晶硅形貌的改善作用不大;同时该工艺需要对压铸工件重新加热、保温较长时间,工艺繁琐,能源浪费严重,对工件的尺寸控制也不利。近年来开发出的回归再时效热处理工艺也由于工艺回归时间很短,(通常只有几十秒至十几分钟),不利于工业应用,并且由于初始状态为T6状态,晶界析出相体积分数较大,随后粗化过程也不能改善合金的韧性。
发明内容
本发明的目的是克服现有技术存在的不足,提供一种高韧性Al-Si系压铸铝合金的加工方法,在不改变现有压铸工艺,不增加成本的前提下,提高Al-Si系合金压铸件的强度和韧性,扩大Al-Si系合金压铸件的应用范围。
本发明的目的通过以下技术方案来实现:
高韧性Al-Si系压铸铝合金的加工方法,包括以下步骤——
①压铸:将Al-Si系铝合金熔体压铸成型,控制压铸模具温度在350~400℃,保压时间为1~60秒;
②淬火处理:开模后快速取出放入循环冷却水中淬火,控制转移时间小于5秒钟,淬火温度在350~550℃,冷却水水温低于30℃,待完全冷却后,从循环冷却水中取出,去毛刺;
③退火处理:去毛刺后在50~250℃退火保温2~3小时。
进一步地,上述的高韧性Al-Si系压铸铝合金的加工方法,步骤①控制压铸模具温度在380℃,保压时间为5秒钟。
更进一步地,上述的高韧性Al-Si系压铸铝合金的加工方法,步骤②淬火温度在380~450℃。
再进一步地,上述的高韧性Al-Si系压铸铝合金的加工方法,步骤③在125~175℃退火保温2.5小时。
本发明技术方案突出的实质性特点和显著的进步主要体现在:
从铝合金凝固原理、压铸工艺以及热处理原理出发,通过压铸件的直接淬火,控制铝硅合金中硅在凝固过程中的析出,从而改善压铸件中硅的形貌,改善压铸件的力学性能,同时使合金中的合金元素固溶于基体中形成过饱和固溶体,提高力学性能;同时对淬火件进行低温退火处理,消除工件淬火热处理后的热应力,提高其韧性。本发明直接利用现有压铸工艺的便利,对压铸Al-Si-Cu系或Al-Si-Mg系铝合金进行强韧化,既节约能源又提高其力学性能,扩大了铝合金压铸件的应用范围。堪称具有新颖性、创造性、实用性的好技术。
附图说明
下面结合附图对本发明技术方案作进一步说明:
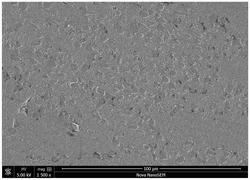
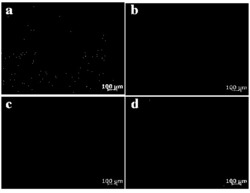
图1:现有工艺的工件的断口扫描照片;
图2:现有工艺的工件的断口局部放大扫描照片;
图3:本发明工艺的工件的拉伸断口扫描照片;
图4:本发明工艺的工件的拉伸断口局部放大扫描照片。
具体实施方式
本发明从铝合金凝固原理、压铸工艺以及热处理原理出发,通过对压铸件的直接淬火,控制铝硅合金中硅在凝固过程中的析出,从而改善压铸件中硅的形貌,改善压铸件的力学性能。同时,在此淬火过程中,Al-Si系合金的强化元素(如Mg、Cu等)来不及从a(Al)晶体中析出,从而形成过饱和固溶体,提高合金强度,另外,少量的析出相来不及长大,弥散分布于基体上,起到弥散强化的效果。淬火后,对工件进行低温退火,消除淬火过程中产生的热应力,从而提高工件的韧性和疲劳强度。
Al-Si系铝合金成分的质量比为:Si:1~25%,Cu:0~10%,Mg:0~10%,Mn:0~3%,Ti:0~7%,Zn:0~15%,Sn:0~2%,B:0~2%,Ni:0~3%,Cr:0~2%,Zr:0~3%,Pb:0~2%,V:0~3%,Be:0~2%,RE:0~3%,Fe:<3%,杂质<2.0%,Al余量。
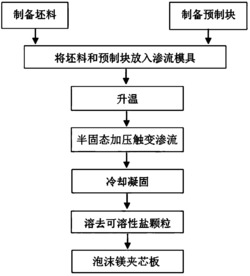
具体的制备工艺是:首先,根据现有压铸工艺,将经充分处理的铝合金熔体在一定的温度下压铸成型,控制压铸模具温度在350~400℃,保压时间为1~60秒,然后开模。开模后快速取出放入循环冷却水中淬火,控制转移时间小于5秒钟,淬火温度在350~550℃,冷却水水温低于30℃,冷却水体积与工件体积比大于5,待完全冷却后,从循环冷却水中取出,去毛刺。去毛刺后在50~250℃退火保温2~3小时,使淬火过程中产生的热应力消除,提高工件的韧性和疲劳强度。
其中,优选控制压铸模具温度在380℃,保压时间为5秒钟;优选淬火温度在380~450℃;优选在125~175℃退火保温2.5小时。
实施例1:
以ADC12合金压铸洗衣机7kg三角支架为例,ADC12合金化学成分为Al-余量Si-10.8 Cu-2.5 Mg-0.3 Mn-0.5 Fe-0.9 Zn-1.0 Sn-0.2 Ni-0.5。
1)熔炼:采用天然气反射炉熔炼,熔炼温度650℃;
2)熔体处理:对熔化后的ADC12合金熔体进行净化、变质、细化处理,然后在630℃保温,净化方式为吹Ar气吸附净化,采用复合变质剂进行变质细化;
3)压铸:将熔体处理过的ADC12合金去除表面氧化层后,加入压铸机,铝熔体温度为630℃,模具温度380℃;压铸机活塞推进速度为7米/秒,保压5秒钟开模;
4)淬火:开模后快速取出工件,放入水温低于30℃的循环冷却水淬火,淬火温度在380~450℃,完全冷却后,去除工件毛刺;
5)退火:将工件放入气氛保护电阻炉进行低温退火,温度为150℃,时间为2.5小时。
另外,现有工艺(比较例1)制备工件的过程是:先压铸,压铸后,工件先去毛刺,然后自然冷却至室温。
利用CBT228-2002中规定的压铸铝合金拉伸试样进行拉伸试样,测试其抗拉强度等力学性能;然后通过疲劳测试试验机测试工件的疲劳性能。选取现有工艺对应产品,将本发明(实施例1)工艺产品与现有工艺(比较例1)对应产品的力学性能和疲劳性能进行比较,结果如表1:
表1
从表1可以看出,采用本发明工艺实施例1的ADC12合金的抗拉强度、屈服强度、延伸率以及采用该合金7kg洗衣机三角支架的疲劳断裂时间分别比现有工艺状态提高17.9%、21.4%、33.3%、20.4%。可见,采用本发明工艺在增加生产成本、不大规模改动生产线的情况下可显著提高ADC12合金压铸件的力学性能。
图1和图2是现有工艺的工件的断口扫描照片,从图1中可以发现,在该工艺条件下样品中含有大片状的共晶硅(图1中圆圈中所示),这些片状的Si片大大降低材料的抗拉强度和塑韧性,从图2中可以看出,片状的Si表面光滑,说明发生断裂时,Si片处发生脆断,降低材料的韧性。
图3和图4是采用发明工艺实施例1的工件的拉伸断口扫描照片,在图3中没有明显的大片状的Si存在,说明经过直接淬火,合金在凝固时,Si没有来得及从a(Al)晶体中析出,形成了过饱和的a(Al)固溶体,提高了材料的强度,从图4中发现了大量的韧性断裂时留下的韧窝,说明材料在断裂时发生的韧性断裂。
实施例2:
以AlSi12Cu合金为例,合金化学成分为Al-余量Si-11 Cu-1.2 Mg-0.4Mn-0.2 Fe-1.2 Zn-0.5 Sn-0.1 Ni-0.2。
1)熔炼:采用天然气反射炉熔炼,熔炼温度650℃;
2)熔体处理:对熔化后的合金熔体进行净化、变质、细化处理,然后在630℃保温,净化方式为吹Ar气吸附净化,采用复合变质剂进行变质细化;
3)压铸:将熔体处理过的合金去除表面氧化层后,加入压铸机,铝熔体温度为630℃,模具温度350℃;压铸机活塞推进速度为7米/秒,保压5秒钟开模;
4)淬火:开模后快速取出工件,放入水温低于30℃的循环冷却水淬火,淬火温度在350℃,完全冷却后,去除工件毛刺;
5)退火:将工件放入气氛保护电阻炉进行低温退火,温度为50℃,时间为3小时。
另外,现有工艺(比较例2)制备工件的过程是:先压铸,压铸后,工件先去毛刺,然后自然冷却至室温。
将本发明(实施例2)工艺产品与现有工艺(比较例2)对应产品的力学性能和疲劳性能进行比较,结果如表2:
表2
从表2可以看出,采用本发明工艺实施例2的合金的抗拉强度、屈服强度、延伸率以及采用该合金的疲劳断裂时间分别比现有工艺状态提高21%、19%、20%、24%。
实施例3:
以AlSi8Cu3Fe合金为例,合金化学成分为Al-余量Si-8.5 Cu-3.5 Mg-0.3Mn-0.6 Fe-1.0 Zn-1.2 Sn-0.2 Ni-0.5。
1)熔炼:采用天然气反射炉熔炼,熔炼温度650℃;
2)熔体处理:对熔化后的合金熔体进行净化、变质、细化处理,然后在630℃保温,净化方式为吹Ar气吸附净化,采用复合变质剂进行变质细化;
3)压铸:将熔体处理过的合金去除表面氧化层后,加入压铸机,铝熔体温度为630℃,模具温度400℃;压铸机活塞推进速度为7米/秒,保压5秒钟开模;
4)淬火:开模后快速取出工件,放入水温低于30℃的循环冷却水淬火,淬火温度在550℃,完全冷却后,去除工件毛刺;
5)退火:将工件放入气氛保护电阻炉进行低温退火,温度为250℃,时间为2小时。
另外,现有工艺(比较例3)制备工件的过程是:先压铸,压铸后,工件先去毛刺,然后自然冷却至室温。
将本发明(实施例3)工艺产品与现有工艺(比较例3)对应产品的力学性能和疲劳性能进行比较,结果如表3:
表3
从表3可以看出,采用本发明工艺实施例3的合金的抗拉强度、屈服强度、延伸率以及采用该合金的疲劳断裂时间分别比现有工艺状态提高24%、21%、20%、21.6%。
综上所述,本发明针对目前Al-Si系合金压铸件强度和韧性较差这一问题,研究了一种新型的热处理工艺,在不改变现有压铸工艺,不增加成本的前提下,提高Al-Si系合金压铸件的强度和韧性,工件组织均匀,力学性能优良,安全可靠性好,扩大了Al-Si系合金压铸件的应用范围,同时该热处理工艺满足现有的工业生产要求,可以在现有压铸生产线上快速实现,无需大量投资。
需要理解到的是:上述说明并非是对本发明的限制,在本发明构思范围内,所进行的添加、变换、替换等,也应属于本发明的保护范围。
高韧性Al-Si系压铸铝合金的加工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0