

IPC分类号 : C22F1/18,B21J1/04,B21J1/06,B21J1/00,C22C27/02







专利摘要
本发明提供一种其钒合金复合材料及其制备方法,根据本发明的钒合金复合材料,将钒合金棒封入钛金属套筒内以构成锻造构件,对锻造构件进行预热处理,对预热处理之后的锻造构件进行热锻处理,对完成热锻处理的锻造构件进行锻后热处理,从而在钛金属基体与钒合金基体之间形成一层扩散结合层。利用本发明的钒合金复合材料,可以在钛金属表面形成性能更好的绝缘层,进而可以减轻当钒合金用于氚增殖包层的结构材料时所面临的MHD压力损失,从而可以提供可用作核聚变堆氚增殖包层的结构材料以及其他高温结构材料的钒合金复合材料。
权利要求
1.一种钒合金复合材料的制备方法,其特征在于,所述方法将钒合金棒封入钛金属套筒内以构成锻造构件,通过对所述锻造构件进行预热处理、锻压处理及锻后热处理,形成一层扩散结合层,所述扩散结合层位于钛金属基体与钒合金基体之间;
所述方法包括:
S1:将钒合金棒放入钛金属套筒内,将钛金属板焊接在钛金属套筒的两端,完成密封,形成锻造构件;
S2:对S1中所述锻造构件进行预热处理;
S3:对S2中所述锻造构件进行锻压处理;
S4:对S3中所述的锻造构件进行锻后热处理;
S2中所述预热处理的温度为950-1200℃,预热处理时间为30分钟到3小时;
S3中所述锻压处理的温度为950-1200℃,锻压变形量为5-20%;
S4中所述锻后热处理的温度为850-1300℃,锻后热处理时间为1-5小时,锻后热处理之后进行缓冷或空冷至室温。
2.根据权利要求1所述的方法,其特征在于,S1中所述钒合金棒的外径略大于钛金属套筒的内径。
3.根据权利要求1所述的方法,其特征在于,S1中所述钒合金棒和钛金属套筒的端面先利用机械加工方法面修平。
4.根据权利要求1所述的方法,其特征在于,进行S4前,可反复进行S2和S3,直至获得具有一定宽度的扩散结合层或一定形状的锻件。
5.一种钒合金复合材料,基于上述权利要求1-4之一所述的方法,其特征在于,所述钒合金复合材料通过上述锻压处理和锻后热处理,在钒合金基体与钛金属基体之间形成扩散结合层,进而形成所述钒合金复合材料。
6.根据权利要求5所述的材料,其特征在于,所述钒合金基体为V-Cr-Ti合金,其中Cr含量为0-20wt%,Ti含量为0-20wt%。
说明书
技术领域
本发明属于钒合金复合材料制备技术领域,具体涉及一种钒合金复合材料及其制备方法。
背景技术
核聚变能的开发将能够给人类提供近乎无限的能源,世界各先进国家均在该领域投入了巨大力量。以参加国际热核实验装置(International Thermal-nuclearExperimental Reactor, ITER)计划为主要标志,我国的核聚变研究也日趋活跃。另一方面,材料问题是制约核聚变能开发成功与否的关键问题,其中液态锂氚增殖包层的结构材料由于其所处的高通量辐照、高服役温度以及与液态锂的相互作用等问题,引起人们的极大关注。
钒合金由于其具有的特点,例如低活化性、700℃附近的高温强度、耐辐照肿胀等,被认为是液态锂氚增殖包层的结构材料的有力候选之一。尤其是钒合金与液态锂的良好相容特性,使得在采用液态锂作为氚增殖剂的核聚变堆氚增殖包层设计中,钒合金是首选的结构材料。但是,为了降低液态金属在磁场中运动所带来的磁流体动力学(Magneto-Hydro-Dynamics, MHD)压力损失,必须在增殖包层的结构材料表面形成导电绝缘层,而如何在钒合金表面形成稳定的绝缘覆盖层,又是一个重要的问题。钒合金难以像钢铁那样在表面形成稳定的钝化膜。同时,钒的氧化物熔点较低,在高温下,随着钒氧化物的不断形成和熔化,从而加速了钒合金的腐蚀,以致人们怀疑在高氧分压的环境下使用钒合金的可能性。
发明内容
为了解决上述问题,本发明提供一种钒合金复合材料的制备方法,所述方法将钒合金棒封入钛金属套筒内以构成锻造构件,通过对所述锻造构件进行预热处理、热锻处理及锻后热处理,形成一层扩散结合层,所述扩散结合层位于钛金属基体与钒合金基体之间;
进一步地,所述方法包括:
S1:将钒合金棒放入钛金属套筒内,将钛金属板焊接在钛金属套筒的两端,完成密封,形成锻造构件;
S2:对S1中所述锻造构件进行预热处理;
S3:对S2中所述锻造构件进行锻压处理;
S4:对S3中所述的锻造构建进行锻后热处理;
进一步地,S1中所述钒合金棒的外径略大于钛金属套筒的内径;
进一步地,S1中所述钒合金棒和钛金属套筒的端面先利用机械加工方法面修平;
进一步地,S2中所述预热处理的温度为950-1200℃,预热处理时间为30分钟到3小时;
进一步地,S3中所述锻压处理的温度为950-1200℃,锻压变形量为5-20%;
进一步地,进行S4前,可反复进行S2和S3复数次,直至获得具有一定宽度的扩散结合层或一定形状的锻件;
进一步地,S4中所述锻后热处理的温度为850-1300℃,锻后热处理时间为1-5小时,锻后热处理之后进行缓冷或空冷至室温;
进一步地,一种钒合金复合材料,所述钒合金复合材料通过上述热锻处理和锻后热处理,在钒合金基体与钛金属基体之间形成牢固的扩散结合层,进而形成所述钒合金复合材料;
进一步地,一个实施例中,所述钒合金基体为V-Cr-Ti合金,其中Cr含量为0-20wt%,Ti含量为0-20 wt%;
进一步地,一个实施例中,所述钒合金基体为V-Cr-Ti合金,其中Cr含量为3-6wt%,Ti含量为3-6 wt%;
进一步地,一个实施例中,所述钛金属为纯钛金属,或为钛合金;
本发明的有益效果如下:
1)利用本发明的钒合金复合材料,可以在钛金属表面形成性能更好的绝缘层,进而可以减轻当钒合金用于氚增殖包层的结构材料时所面临的MHD压力损失,从而可以提供可用作核聚变堆氚增殖包层的结构材料以及其他高温结构材料的钒合金复合材料;
2)本发明所述方法对上述锻造构件进行预热处理,然后对预热处理后的上述锻造构件进行热锻处理,以及,对完成热锻处理的上述锻造构件进行锻后热处理,从而在钛金属基体与钒合金基体之间形成一层牢固的扩散结合层。
附图说明
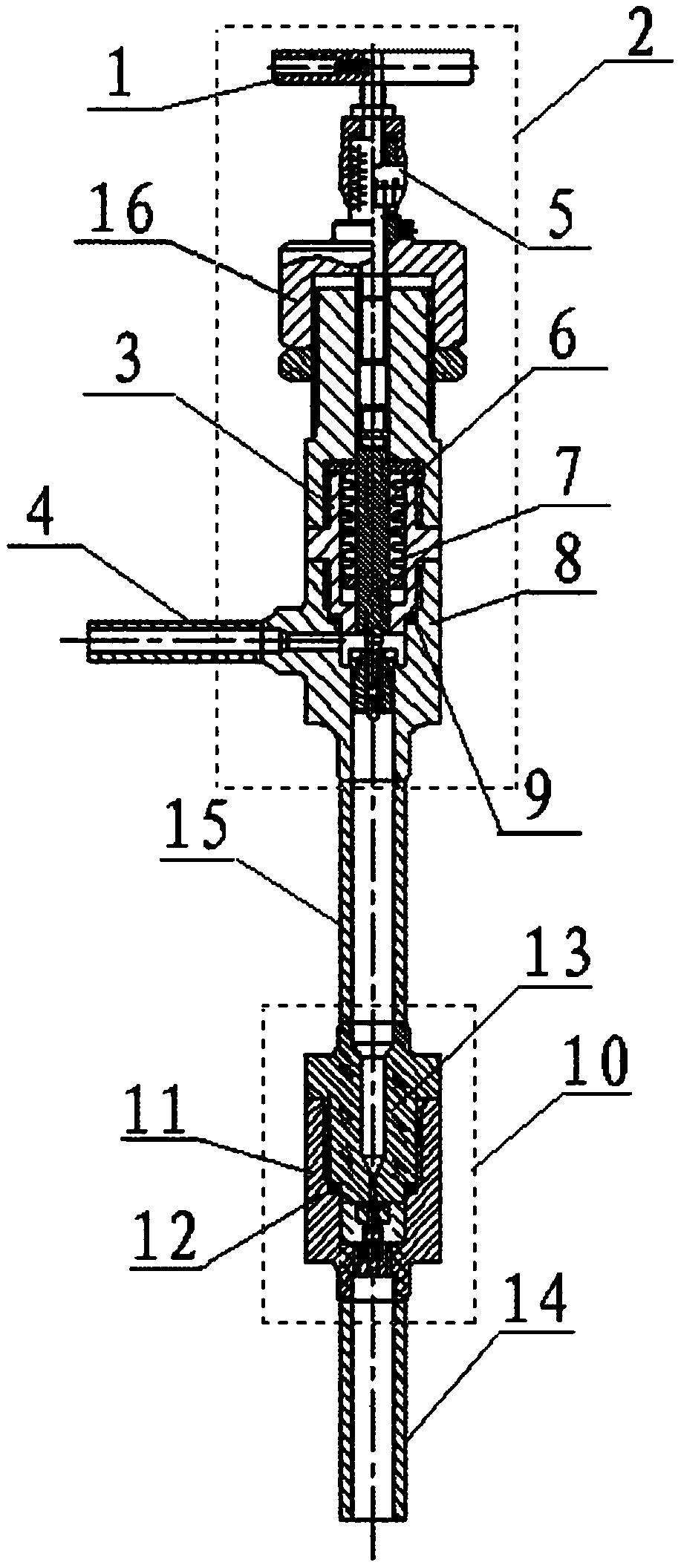
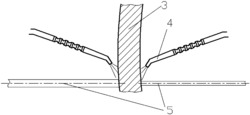
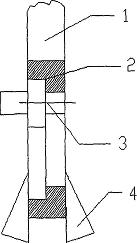
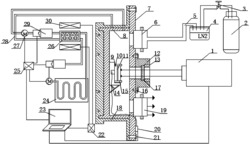
图1为本发明中所述钒合金复合材料的锻造构件的结构示意图;
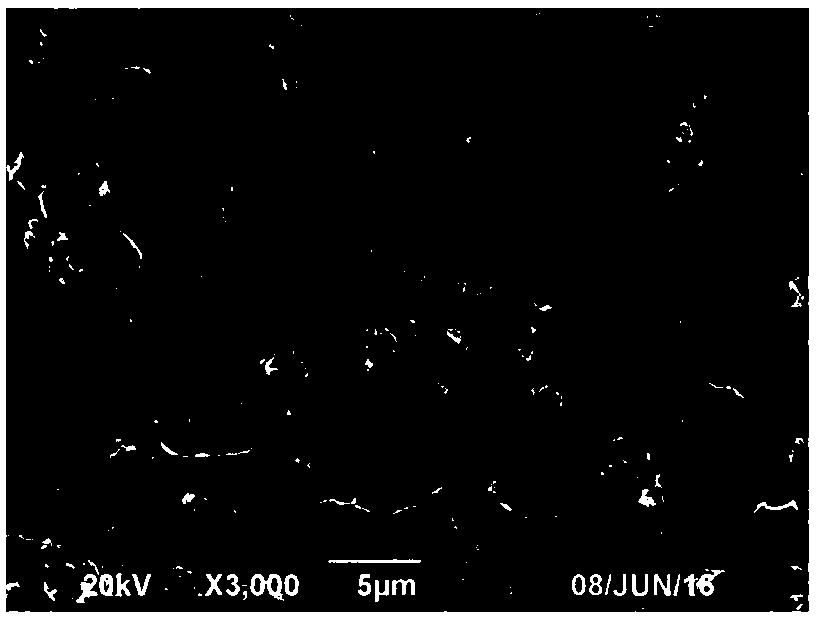
图2为本发明中所述钒合金复合材料中的钛金属基体与钒合金基体之间的扩散结合层的微观结构的金相照片;
图3为本发明中所述钒合金复合材料的制备方法流程图;
附图标记:1钛金属圆板;2 钒合金棒;3钛金属套筒。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细描述。应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。相反,本发明涵盖任何由权利要求定义的在本发明的精髓和范围上做的替代、修改、等效方法以及方案。进一步,为了使公众对本发明有更好的了解,在下文对本发明的细节描述中,详尽描述了一些特定的细节部分。对本领域技术人员来说没有这些细节部分的描述也可以完全理解本发明。
下面结合附图和具体实施例对本发明作进一步说明,但不作为对本发明的限定。下面为本发明的举出最佳实施例:
如图1-图3所示,本发明提供一种钒合金复合材料的制备方法,所述方法将钒合金棒封入钛金属套筒内以构成锻造构件,通过对所述锻造构件进行预热处理、热锻处理及锻后热处理,形成一层扩散结合层,所述扩散结合层位于钛金属基体与钒合金基体之间,所述方法包括:
S1:将钒合金棒放入钛金属套筒内,将钛金属板焊接在钛金属套筒的两端,完成密封,形成锻造构件;
S2:对S1中所述锻造构件进行预热处理;
S3:对S2中所述锻造构件进行锻压处理;
S4:对S3中所述的锻造构建进行锻后热处理。
S1中所述钒合金棒的外径略大于钛金属套筒的内径,所述钒合金棒和钛金属套筒的端面先利用机械加工方法面修平,S2中所述预热处理的温度为950-1200℃,预热处理时间为30分钟到3小时,S3中所述锻压处理的温度为950-1200℃,锻压变形量为5-20%,进行S4前,可反复进行S2和S3复数次,直至获得具有一定宽度的扩散结合层或一定形状的锻件,S4中所述锻后热处理的温度为850-1300℃,锻后热处理时间为1-5小时,锻后热处理之后进行缓冷或空冷至室温。
一种钒合金复合材料,所述钒合金复合材料通过上述热锻处理和锻后热处理,在钒合金基体与钛金属基体之间形成扩散结合层,进而形成所述钒合金复合材料,所述钒合金基体为V-Cr-Ti合金,其中Cr含量为0-20 wt%,Ti含量为0-20 wt%。
图1中,1是钛金属圆板,2是由V-4Cr-4Ti钒合金材料车削加工而成的表面光洁的棒材,3为由钛金属加工而成为的套筒。钛金属套筒3的内径略小于钒合金棒材2的外径。对钛金属套筒3的内壁和钒合金棒材2的表面进行清洁处理后,将钒合金棒材2放入钛金属套筒3内,将钛金属圆板1焊接在钛金属套筒3的两端,从而对钒合金棒2进行密封,形成图1下部所示结构的锻造构件。接着,对该锻造构件进行预热处理。预热温度为1150℃,预热时间为1小时。预热之后对锻造构件进行锻造,锻造温度区间为950℃~1150℃,锻造变形量为10%。锻造之后对锻造构件在900℃进行锻后热处理,锻后热处理时间为1小时,最后将锻造构件空冷至室温。该锻造构件即成为所需的钒合金复合材料。
在图2中,左侧为钛金属基体,右侧为钒合金基体,在二者之间的带状区域就是扩散结合层。由于该扩散结合层的存在,能够将钒合金与钛金属牢固地结合在一起,从而得到具有钛金属-扩散结合层-钒合金这样三层组织的钒合金复合材料。
根据本发明的钒合金复合材料,在钒合金外面包覆了一层高温耐氧化的钛金属,从而可以将钒合金与空气隔离开来,因此即使在高温下使用,也不用担心因为钒合金的氧化而消耗掉钒合金。另外,本发明采用热处理和锻造方法,在钒合金基体与钛金属基体形成一层扩散结合层,从而将钒合金与钛金属牢固地结合在一起,增强了钒合金与钛金属之间的结合强度。
根据本发明的钒合金复合材料,在钒合金表面包覆了一层钛金属,之后可以在钛金属表面形成氧化物层或氮化物层等绝缘层,从而可以减轻当钒合金用于氚增殖包层的结构材料时存在的MHD压力损失。
根据本发明的实施例,当锻造温度低于1000℃后,需要停止锻造,再次对材料进行预热处理。另外,如果预热处理时间过短,锻造后的材料的形变硬化得不到回复,则难以再进行锻造,所以预热处理时间需要30分钟到3个小时。另外,根据本发明的实施例,希望通过锻后热处理促进钒合金基体与钛金属基体之间的扩散结合层的形成,因此希望锻后热处理的温度高于850℃。
在步骤S1中,将加工好的钒合金棒放入钛金属制成的套筒内。为了使钒合金棒与钛金属套筒紧密接触,希望钒合金棒的外径略大于钛金属套筒的内径。然后,将钛金属圆板焊接在钛金属套筒的两端,从而对钒合金棒材进行密封,构成锻造构件。为了保证钛金属圆板与钒合金棒紧密接触,可以先利用机械加工方法面将钒合金棒和钛金属套筒的端面修平。
在步骤S2中,对锻造构件进行预热处理。预热处理的温度在950-1200℃之间,预热处理时间为30分钟到3个小时。
在步骤S3中,对锻造构件进行锻压处理。上述热锻处理的锻压温度为950-1200℃,锻压变形量为5-20%。
为了获得具有一定宽度的扩散结合层,或者,为了获得一定形状的锻件,步骤S3可以反复进行复数次。
在步骤S4中,对锻造构件进行锻后热处理。上述锻后热处理的温度为850-1300℃,锻后热处理时间为1-5小时,锻后热处理之后进行缓冷或空冷至室温。
通过步骤S4的锻后热处理,促进钛金属与钒合金之间的扩散结合层的形成。
以上所述的实施例,只是本发明较优选的具体实施方式的一种,本领域的技术人员在本发明技术方案范围内进行的通常变化和替换都应包含在本发明的保护范围内。
一种钒合金复合材料及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0