

IPC分类号 : B21B1/22I,B21B9/00I,B21B45/00I,B21B47/00I



专利摘要
本发明提供一种高结合强度镁铝复合薄板差温异步轧制复合方法,采用镁、铝带卷经卷取机温态开卷的方式,并根据轧制复合需求分别对镁、铝卷在线单独加热补温,将板材分别加热到不同温度,为防止加热后的板材发生氧化,影响后续复合界面的结合效果,坯料的加热过程通有惰性气体保护;此外,镁、铝带材加热后随即进入惰性气体保护箱中,直至进入轧制区域;轧制过程采用差温‑异步的轧制方法,提高轧制过程两种金属的变形协调性,极大的提升了镁、铝板材间的界面结合强度;并充分考虑残余应力对轧后板材结合强度和板形的影响,采用在线多向弯曲微变形的方式,对复合后的板材进行轧制,极大的弱化了镁铝复合板残余应力的峰值。
权利要求
1.一种高结合强度镁铝复合薄板带差温异步轧制复合方法,其特征在于:
具体步骤包括以下流程:
S1,带材预处理,对镁、铝带材结合表面进行砂带磨削处理,磨削处理后用高压水冲洗磨削表面,并用冷风机吹干,在线卷曲成卷;
S2,带材温态开卷,将处理后的镁、铝卷材放置在卷取加热炉中,分别将铝卷加热到280℃~330℃,保温1.5h~3h,镁卷加热到300℃~350℃,保温1.5h~2.5h,带材开卷速度:0.1~0.5m/s;
S3,差温惰性气体加热炉中补温加热,铝带的加热炉中炉丝温度为320~400℃,镁带的加热炉中炉丝温度为350℃~450℃;
S4,差温异步轧制,通过四辊异步轧机对镁、铝带材进行复合轧制,同时轧辊靠近镁带侧轧辊表面温度与轧辊靠近铝带侧轧辊表面温度,存在温差;镁带侧轧辊与铝带侧轧辊速度存在速度差;
S5,多向弯曲降应力阶段,轧制后的镁铝复合薄板带通过在线弯曲微变形释放其内部残余应力;
S6,板坯平整、卷取及剪切工序,轧制后的镁铝复合薄板带通过卷取机卷曲成卷或由飞剪在线剪切成板,进入后续冲压或旋压加工工序;
其中,S4差温异步轧制镁、铝带材进行复合轧制时,轧制压下率为:40%~70%。
2.根据权利要求1所述的一种高结合强度镁铝复合薄板带差温异步轧制复合方法,其特征在于:所述S1带材预处理,所用砂带粒度为120~240,且磨削进给方向垂直带材轧制方向。
3.根据权利要求1所述的一种高结合强度镁铝复合薄板带差温异步轧制复合方法,其特征在于:所述S4差温异步轧制步骤中,轧辊靠近镁带侧轧辊表面温度为:390℃~450℃,轧辊靠近铝带侧轧辊表面温度为:360℃~420℃。
4.根据权利要求1所述的一种高结合强度镁铝复合薄板带差温异步轧制复合方法,其特征在于:镁带侧轧辊与铝带侧轧辊速度比值为1.05~1.15。
5.根据权利要求1所述的一种高结合强度镁铝复合薄板带差温异步轧制复合方法,其特征在于:所述镁、铝带材进行复合轧制时,轧制压下率为:50%~55%。
说明书
技术领域
本发明属于镁铝复合薄板轧制领域,具体涉及一种高结合强度镁铝复合薄板带差温异步轧制复合方法。
背景技术
镁及镁合金是目前工程应用中最轻的金属结构材料,具有比强度高、比刚度高、阻尼减震性好、尺寸稳定性好、电磁屏蔽性好、机加工方便、易于回收等优点,被誉为“21世纪绿色工程金属结构材料”。镁及镁合金在构件减重方面优势突出,在航空航天、汽车、高铁、电子3C等高尖端技术领域需求广泛。但是目前镁合金应用率并不高,应用进展相对缓慢,其主要制约因素是镁合金的加工变形能力差、耐腐蚀能力低;现阶段通过大塑性变形的方式已对镁合金的性能有较大提升;但镁合金活泼的化学特性,以及疏松的氧化膜,使镁合金同其他金属构件连接时往往充当负极,氧化腐蚀现象严重。为了解决上面的问题,国内外的学者和科研单位做了很多的尝试,目前人们发现是在镁合金板/卷表面包覆铝材的镁铝复合板,可较好解决上述问题。由于铝合金具有塑性好、耐腐蚀能力强的特点,同时铝合金的质量相对较轻。采用镁铝复合的方式,能够阻止镁合金与环境中的介质直接接触,同时利用铝合金氧化膜致密的特点,保证镁铝复合板材具有较好的抗氧化能力。
国内外关于制造镁铝复合板制备技术,多以爆炸复合和挤压复合为主。随着绿色化进程的推进,传统的爆炸复合的方式,危险性较高,环境危害性较大;挤压的复合方式,受制于挤压速度,往往要求大挤压比,设备负载极高,生产效率较低。到目前为止,这些方法都很难被镁铝复合板制造企业所接受。轧制作为短流程高速率的成形方式,广泛用于板带材的轧制生产,但常规的轧制手段对镁-铝直接轧制复合(现多采用钛Ti作为中间层,采用镁-钛-铝组合的方式,或焊合包覆的组坯方式)而言存在诸多问题,如下:
一、相同温度下变形过程中,镁铝层变形不协调问题,板材翘曲严重;
二、成形过程中对单层板材的复合温度较高/较低,同等温度下另一种材料的板材软化严重/塑性较差,无法复合成形;
三、以及轧制复合后,镁铝层间界面强度较低,达不到板材的后续成型要求;
四、 复合后镁、铝层板材间残余应力较大,轧后复合板/卷开裂现象严重。
发明内容
针对上述情况,本发明的目的在于:提供一种高结合强度镁铝复合薄板带差温异步轧制复合方法;以提高轧制过程的工艺精度与稳定性,提高镁-铝卷材在轧制变形区的应变协调性,且可提高复合后卷材的界面结合强度,消除轧后板材的翘曲缺陷。
为实现上述目的,本发明所采取的技术方案是:提供一种高结合强度镁铝复合薄板带差温异步轧制复合方法,其在镁、铝带材经卷取机温态开卷后,采用在线单独加热补温的方式,将板材分别加热到不同温度,为防止加热后的板材发生氧化,影响后续复合界面的结合效果,加热炉中通有惰性气体保护,并直接进入轧制区域;通过差温-异步的方法,有效保证两种材料间的变形协调性;并充分考虑对轧后板材内部的残余应力,通过弯曲降应力辊,使复合带材发生局部的微塑性变形,从而减小残余应力的峰值。
本发明提供一种高结合强度镁铝复合薄板带差温异步轧制复合方法,具体实施过程为:
S1,带材预处理,对镁、铝带材结合表面进行砂带磨削处理,磨削处理后用高压水冲洗磨削表面,并用冷风机吹干,在线卷曲成卷;
S2,带材温态开卷,将处理后的镁、铝卷材放置在卷取加热炉中,分别将铝卷加热到280℃~330℃,保温1.5h~3h,镁卷加热到300℃~350℃,保温1.5h~2.5h,带材开卷速度:0.1~0.5m/s;
S3,差温惰性气体加热炉中补温加热,铝带的加热炉中炉丝温度为320~400℃,镁带的加热炉中炉丝温度为350℃~450℃;
S4,差温异步轧制,通过四辊异步轧机对镁、铝带材进行复合轧制,同时轧辊通有加热流体,通过轧辊内流体温度和流速的控制,保证轧制过程中轧辊靠近镁带侧轧辊表面温度与轧辊铝带侧轧辊表面温度,存在温差;此外,考虑不同金属间的流动规律不同,上、下轧辊间镁带侧轧辊与铝带侧轧辊速度,存在速度差;
S5,多向弯曲降应力阶段,轧制后的镁铝复合薄板带通过在线弯曲微变形释放板材内部残余应力;其多向弯曲降应力变形过程中,径向压弯量2.5 mm~4.5mm,压弯段的压弯悬臂量为:7 cm~12cm;
S6,板坯平整、卷取及剪切工序,轧制后的镁铝复合薄板带可通过卷取机卷曲成卷或由飞剪在线剪切成板,进入后续冲压或旋压加工工序;
其中,S4差温异步轧制工序中镁、铝带材轧制压下率为40%~70%。
所述卷材磨削过程,所用砂带粒度为120~240,且磨削进给方向垂直带材轧制方向。
所述差温异步轧制步骤中,轧辊靠近镁合金侧轧辊表面温度为:390℃~450℃,轧辊靠近铝合金侧轧辊表面温度为:360℃~420℃。
所述镁合金侧轧辊与铝合金侧轧辊的速度差,且镁合金侧轧辊与铝合金侧轧辊速度比值为1.05~1.15。
所述镁、铝带材进行复合轧制时,轧制压下率为:50%~55%。
本发明的有益效果是:采用多级加热补温的方式,可极大提高板卷材轧制过程的温度控制精度,保证轧制区域中镁-铝板材间的温差相对恒定;轧辊内通有加热流体的加热方式,可以极好修正轧制区域镁-铝板材间的温差梯度;同时,采用差温-异步的轧制工艺,充分考虑两种金属同载同温状态下的应变不协调问题,通过合理调控的轧制区域温度梯度,进而调整轧制区域内轧辊与板材间的热传递量,提高两种材料间的应力-应变接近程度,且通过轧制异步比的控制,可极大提高镁-铝卷材在轧制变形区的应变协调性,有利于提高复合后卷材的界面结合强度,消除了轧后板材的翘曲缺陷;此外,通过后续的弯曲降应力工序,使复合带材发生反复的微局部塑性变形,极大的降低了残余应力的峰值,降低板材冷却后和后续成型过程的开裂风险。
附图说明
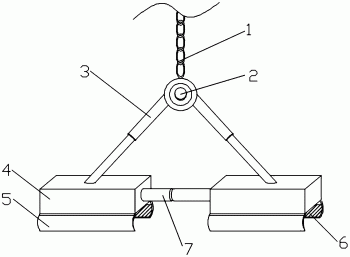
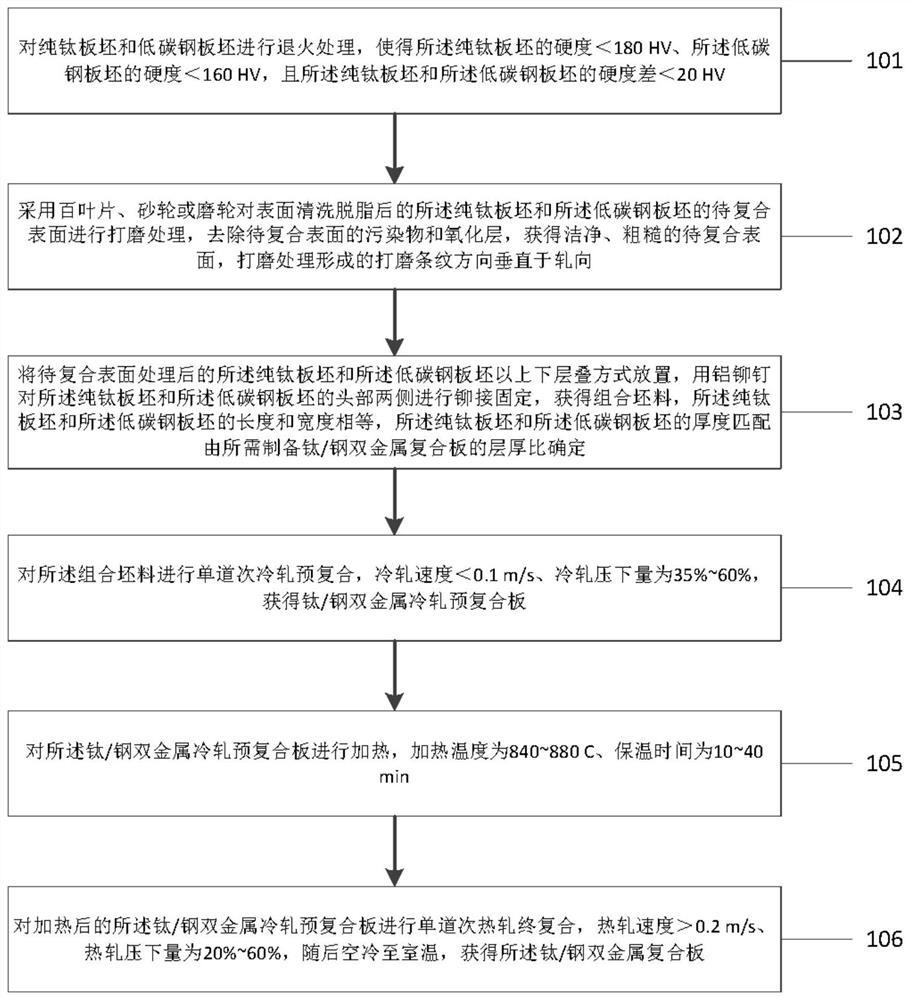
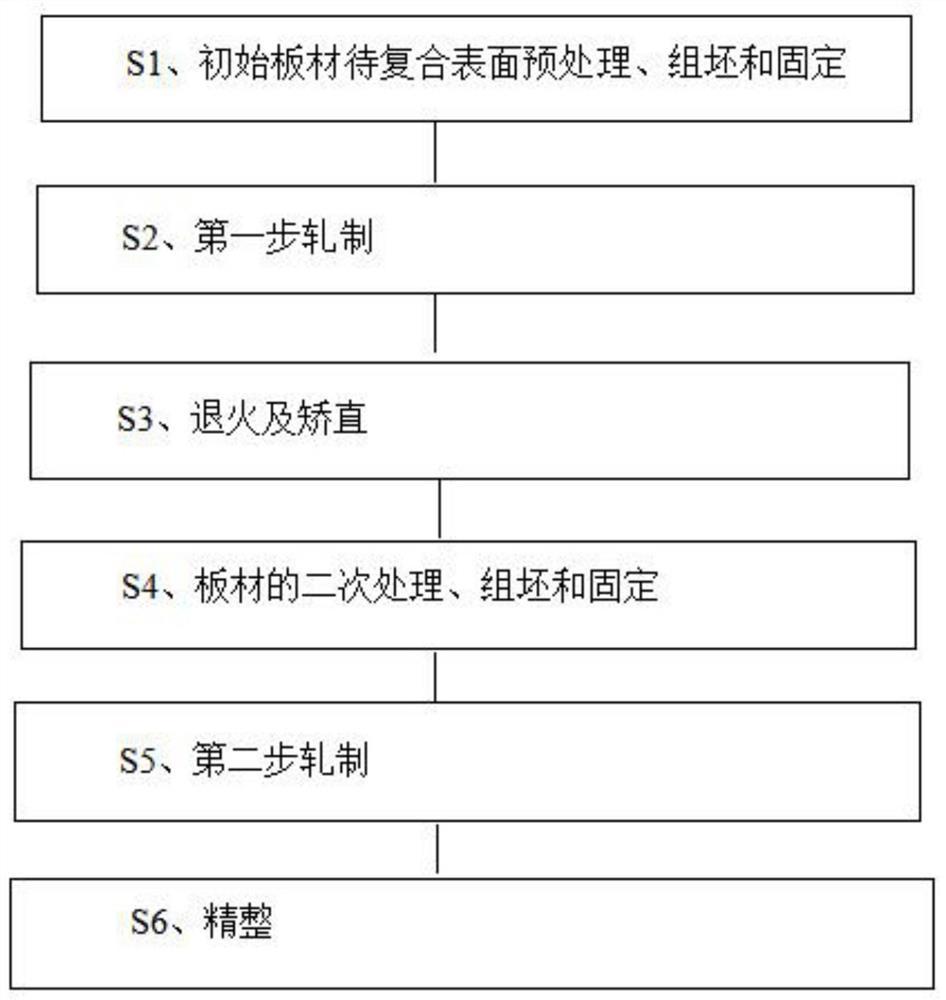
图1为本发明的工艺流程图;
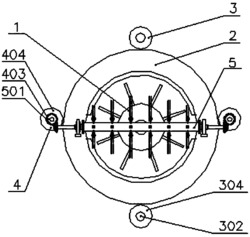
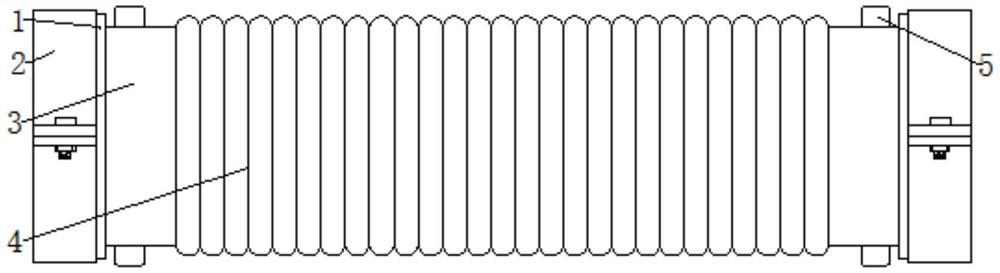
图2为差温异步轧制变形原理图;
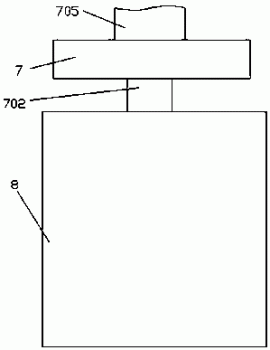
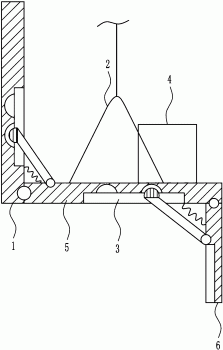
图3为多向弯曲微变形原理图;
图4为多向弯曲微变形A向视图。
具体实施方式
下面将结合附图1-4及具体实施例对本发明中的技术方案进行清楚、完整地描述,基于本发明中的方案,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它方案,都属于本发明保护的范围。
实施例一
本实施例选用的坯料为:厚度为8.5mm的AZ31B轧制态镁卷,和厚度6mm为AA6010铝卷。首先,选用砂带粒度120的砂带,以12.5m/s的速度对复合前的镁、铝合金带材进行磨削预处理,并在高压水清洗后,冷风机吹干,在线卷曲成卷。将磨削处理后的AZ31B镁卷放置在卷曲加热炉中,加热到340℃,保温2h,同时将磨削处理后的AA6010铝卷,厚度6mm,放置在卷曲加热炉中,加热到300℃,保温2h。随后上、下两台卷取机同时以0.2m/s的速度开卷,此后,镁、铝带材在差温惰性加热炉中在线加热补温后,铝带的加热炉中炉丝温度为380℃,镁带的加热炉中炉丝温度为400℃,补温后镁、铝带材直接输送到轧机前。本实施例的轧制工艺为:压下率55%,异步比1.1,轧辊靠近铝合金侧轧辊的表面温度为:400℃,轧辊靠近镁合金侧轧辊的表面温度为:440℃。轧制复合后的镁铝复合薄板带由降应力辊轧制释放残余应力后,由飞剪在线剪切成板坯。其中,多向弯曲降应力变形过程中,单道次径向压弯量4mm,压弯段的压弯悬臂量为9cm。
实施例二
如图1所示,本实施例选用的坯料为:厚度为4mm的AZ31轧制态镁卷,和厚度3mm为AA5052铝卷。以12.5m/s的线速度对复合前的镁、铝合金带材进行磨削预处理,其中砂带粒度为100,清洗后采用风冷的吹干方式,在线卷曲成卷。磨削处理后的AZ31薄卷放置在卷曲加热炉中,加热到320℃,保温1h,同时将处理后的AA5052铝卷,厚度3mm,放置在卷曲加热炉中,加热到280℃,保温1h。随后上下两台卷取机同时以0.3m/S的速度开卷,此后,镁、铝带材在差温惰性加热炉中在线加热补温后,铝带的加热炉中炉丝温度为340℃,镁带的加热炉中炉丝温度为370℃,直接进入惰性气体保护箱中,补温后镁、铝带材直接输送到轧机前。本实施例的轧制工艺为:压下率50%,异步比1.05,轧辊靠近铝合金侧轧辊的表面温度为:360℃,轧辊靠近镁合金侧轧辊的表面温度为:400℃。在随后的多向弯曲降应力变形阶段,单道次径向压弯量和压弯段的压弯悬臂量分别为2.5mm、6cm,释放应力后的镁铝复合薄板带由平整辊平整后,由卷取机在线卷曲成镁铝复合卷。
以上所述,仅为本发明中一例具体实施方式,但本发明的保护范围并不局限于此,基于本发明中的方案,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它方案,都属于本发明保护的范围。
一种高结合强度镁铝复合薄板带差温异步轧制复合方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0