

IPC分类号 : B21B37/46,B21B37/58,B21B37/78,B21B38/00,B21B38/04
![具有溶致变色和发光性质的“λ”型含溴苯并[b]芴酮化合物](https://www.zhichawang.com/images/10/CN106928076A/CN106928076A.jpg)





专利摘要
本实用新型属于金属塑性加工装备制造领域,具体涉及一种高性能难变形金属无缝管材冷轧机组。毛管通过所述上料系统进入二号进料系统,随后经过一号进料系统、二号送进系统和一号送进系统进入轧制中心进行轧制,回转送进装置用于在轧制过程中对毛管进行旋转,主传动系统用于为机组提供轧制动力,飞轮箱设置在主传动系统的输出端,实现能量储存和动力传递作用,在飞轮箱的输出轴上安装有柔性刹车系统,在二号送进系统和一号进料系统之间设置有来料检测装置。本实用新型通过设置柔性刹车系统配合飞轮箱实现轧制速度的调控,从而降低轧机的运动冲击力,也降低了冲击所产生的噪音。
权利要求
1.一种高性能难变形金属无缝管材冷轧机组,其特征在于:包括主传动系统(1)、飞轮箱(2)、轧制中心(4)、一号送进系统(5)、回转送进装置(6)、二号送进系统(7)、一号进料系统(9)、二号进料系统(10)和上料系统(11),毛管通过所述上料系统(11)进入二号进料系统(10),随后经过一号进料系统(9)、二号送进系统(7)和一号送进系统(5)进入轧制中心(4)进行轧制,所述回转送进装置(6)用于在轧制过程中对毛管进行旋转,所述主传动系统(1)用于为机组提供轧制动力,所述飞轮箱(2)设置在主传动系统(1)的输出端,实现能量储存和动力传递作用,在所述飞轮箱(2)的输出轴上安装有柔性刹车系统(3),以配合飞轮箱(2)实现轧制速度的调控,从而降低轧机的运动冲击力,在所述二号送进系统(7)和一号进料系统(9)之间设置有来料检测装置(8),用于对毛管外径尺寸和表面状态进行检测,若毛管不合格,则发出警告信息,提示人工卸料。
2.根据权利要求1所述的一种高性能难变形金属无缝管材冷轧机组,其特征在于:在所述轧制中心(4)的入口处和出口处设置有毛管检测装置(12)和荒管检测装置(13),用于检测毛管和荒管的尺寸和表面信息,所述毛管检测装置(12)和荒管检测装置(13)将检测得到的信号传递至控制台,控制台根据收到毛管检测装置(12)发出的毛管尺寸和表面信息调整辊缝,根据荒管检测装置(13)发出的荒管尺寸和表面信息,判断荒管是否因成形工艺不合理而导致表面产生裂纹或断裂情况,从而提醒工人调整工艺参数。
3.根据权利要求2所述的一种高性能难变形金属无缝管材冷轧机组,其特征在于:所述来料检测装置(8)、毛管检测装置(12)和荒管检测装置(13)为红外线测径仪或激光测径仪。
说明书
技术领域
本实用新型属于金属塑性加工装备制造领域,具体涉及一种高性能难变形金属无缝管材冷轧机组。
背景技术
目前,金属无缝管材冷加工主要方法包括冷轧、冷拔和旋压三种,主要用于生产小小直径、精密、薄壁、高强度的管材;由于冷拔生产过程极易产生表面划伤、晶粒取向一致,导致管材性能差异较大难以控制;旋压管材需要让轧辊围绕管材做周向旋转,极易引起局部应力集中,导致设备适应性差;而冷轧钢管具有表面光洁度好、尺寸精度高、强度高、截面形状种类多,可以很好的客服以上的缺点,解决了冷拔的道次变形量小、道次多、金属利用率低、变形条件差等诸多劣势,并且冷轧可以使钢材产生很大的塑性变形,提高钢材的屈服点,提升金属材料的强度等诸多优点,因此主要应用于航空、航天等高科技领域所需的精密管材生产。目前,国内常见的管材冷轧设备主要包括:多辊式冷轧管机和两辊式冷轧管机两种类型,但结构形式一致,在传动机构通过连杆带动装有轧辊的工作机架往复运动时,通过轧辊和芯棒迫使毛管的直径和壁厚产生塑性变形,由于金属在产生塑性变形时,既存在纵向延展,也存在横向辗轧,为了避免轧后荒管沿着长度方向上产生的状凸边——“凸沿”,影响荒管的圆柱度和外径尺寸,冷轧管机会配备回转送进装置,以此实现“凸沿”部位在辊中多道次往复轧制实现。往复轧制虽然很大程度上解决了“凸沿”的产生,但目前国内的现有的冷轧管机组轧制速度低,运动冲击性强、噪音大、易损坏、产品精度低,现已主要用于低端领域所需管材生产。且由于难变形金属变形量很少,毛管的尺寸和精度误差较大,从而会影响金属管材的成材率,极易出现裂纹和断裂的现象,随着我国高端行业迅猛发展,现有技术已不能满足国内的生产需求,国内的难变形金属无缝管材的加工窘境迫切需要改变。
实用新型内容
本实用新型针对上述问题提供了一种高性能难变形金属无缝管材冷轧机组。
为达到上述目的本实用新型采用了以下技术方案:
一种高性能难变形金属无缝管材冷轧机组,包括主传动系统、飞轮箱、轧制中心、一号送进系统、回转送进装置、二号送进系统、一号进料系统、二号进料系统和上料系统,毛管通过所述上料系统进入二号进料系统,随后经过一号进料系统、二号送进系统和一号送进系统进入轧制中心进行轧制,所述回转送进装置用于在轧制过程中对毛管进行旋转,所述主传动系统用于为机组提供轧制动力,所述飞轮箱设置在主传动系统的输出端,实现能量储存和动力传递作用,在所述飞轮箱的输出轴上安装有柔性刹车系统,以配合飞轮箱实现轧制速度的调控,从而降低轧机的运动冲击力,在所述二号送进系统和一号进料系统之间设置有来料检测装置,用于对毛管外径尺寸和表面状态进行检测,若毛管不合格,则发出警告信息,提示人工卸料。
进一步,在所述轧制中心的入口处和出口处设置有毛管检测装置和荒管检测装置,用于检测毛管和荒管的尺寸和表面信息,所述毛管检测装置和荒管检测装置将检测得到的信号传递至控制台,控制台根据收到毛管检测装置发出的毛管尺寸和表面信息调整辊缝,根据荒管检测装置发出的荒管尺寸和表面信息,判断荒管是否因成形工艺不合理而导致表面产生裂纹或断裂情况,从而提醒工人调整工艺参数。
再进一步,所述来料检测装置、毛管检测装置和荒管检测装置为红外线测径仪或激光测径仪。
与现有技术相比本实用新型具有以下优点:
1、本实用新型通过设置柔性刹车系统配合飞轮箱实现轧制速度的调控,从而降低轧机的运动冲击力,也降低了冲击所产生的噪音;
2、本实用新型设置了来料检测装置对毛管外径尺寸和表面状态进行检测,若毛管不合格,则发出警告信息,提示人工卸料;
3、本实用新型设置了毛管检测装置和荒管检测装置,来检测毛管和荒管的直径以及表面状态信息,并将检测到的信息传递至控制台,控制台根据接收到的毛管检测装置的信息发出辊缝调节指令,根据荒管检测装置的信息判断荒管是否因成形工艺不合理而导致表面产生裂纹或断裂情况,从而提醒工人调整工艺参数,最终提高了荒管的精度,提高了毛管的成材率。
附图说明
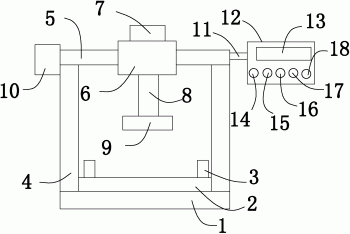
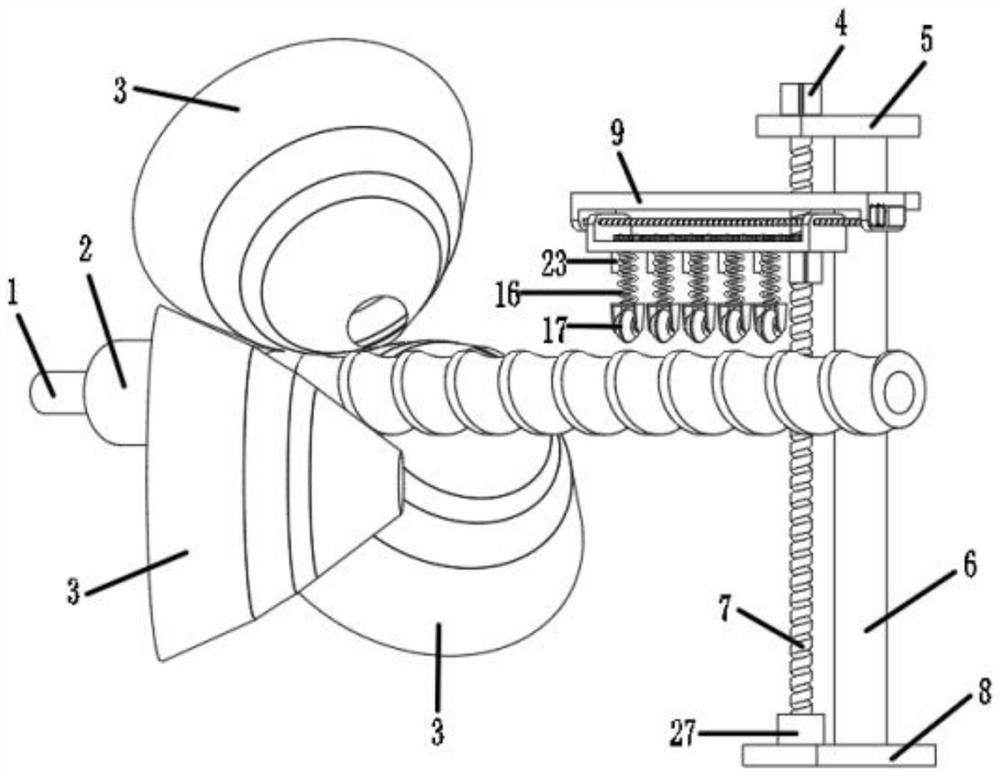
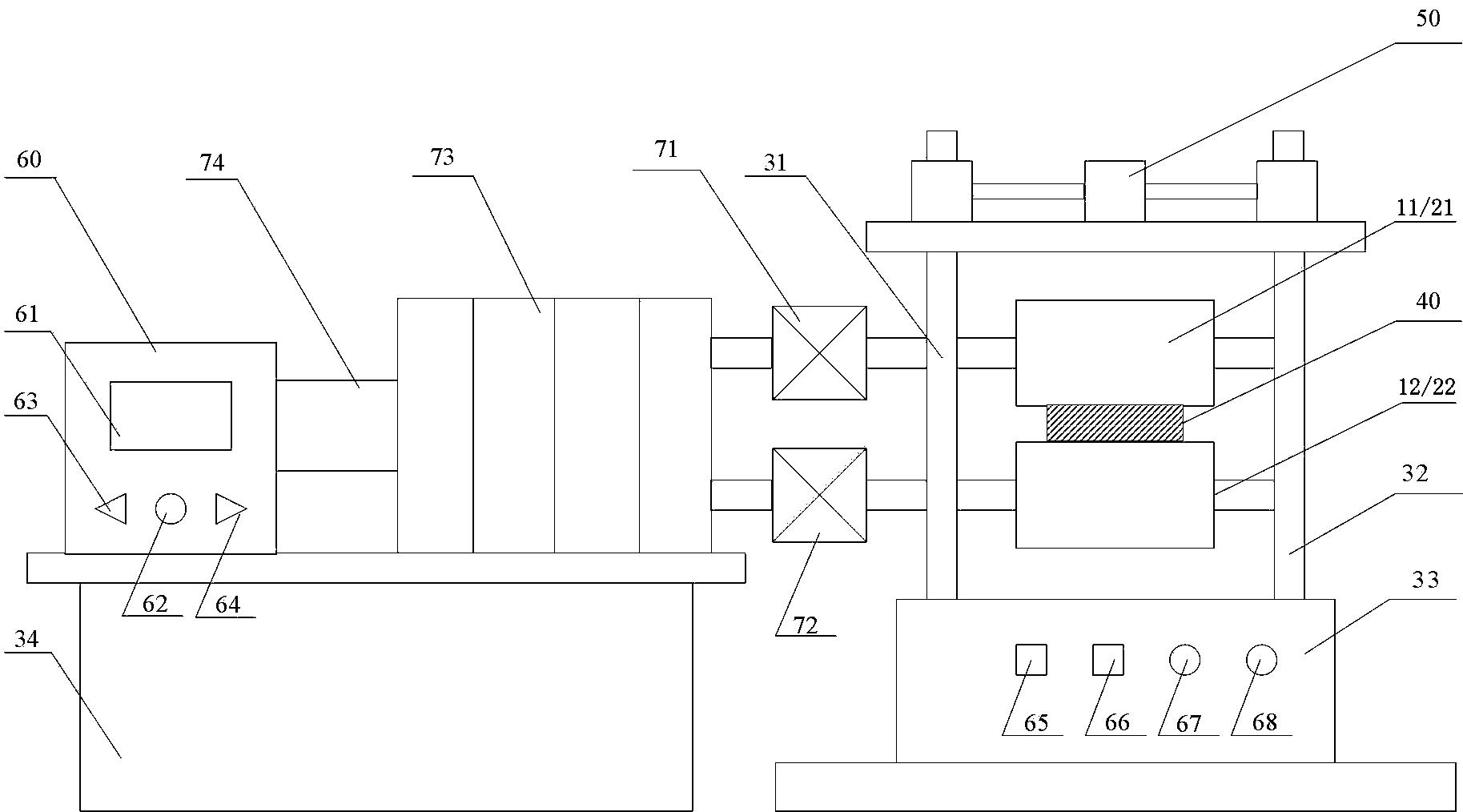
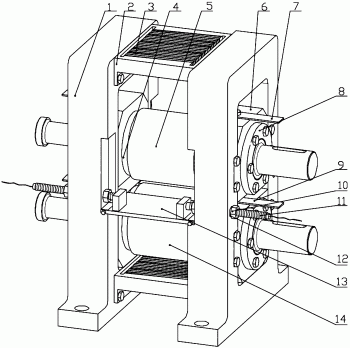
图1为本实用新型的俯视图;
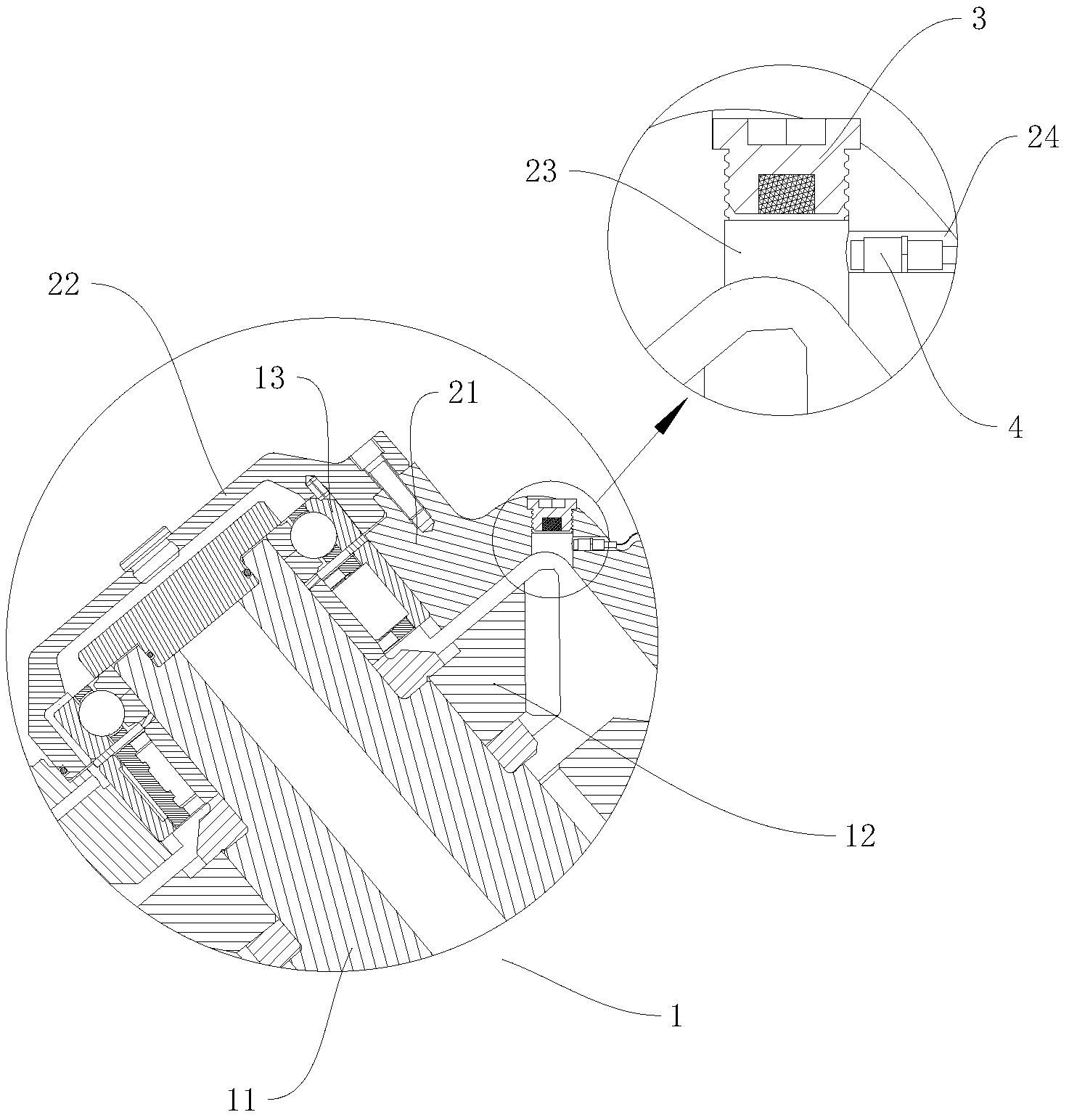
图2为本实用新型的侧视图;
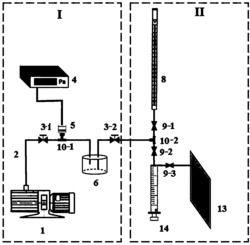
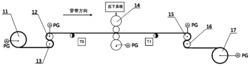
图3为本实用新型轧制工艺的速度-时间关系示意图;
图中主传动系统—1、飞轮箱—2、柔性刹车系统—3、轧制中心—4、一号送进系统—5、回转送进装置—6、二号送进系统—7、来料检测装置—8、一号进料系统—9、二号进料系统—10、上料系统—11、毛管检测装置—12、荒管检测装置—13。
具体实施方式
为了进一步阐述本实用新型的技术方案,下面通过实施例对本实用新型进行进一步说明。
一种高性能难变形金属无缝管材冷轧机组,包括主传动系统1、飞轮箱2、轧制中心4、一号送进系统5、回转送进装置6、二号送进系统7、一号进料系统9、二号进料系统10和上料系统11,毛管通过所述上料系统11进入二号进料系统10,随后经过一号进料系统9、二号送进系统7和一号送进系统5进入轧制中心4进行轧制,所述回转送进装置6用于在轧制过程中对毛管进行旋转,所述主传动系统1用于为机组提供轧制动力,所述飞轮箱2设置在主传动系统1的输出端,实现能量储存和动力传递作用,在所述飞轮箱2的输出轴上安装有柔性刹车系统3,以配合飞轮箱2实现轧制速度的调控,从而降低轧机的运动冲击力,在所述二号送进系统7和一号进料系统9之间设置有来料检测装置8,用于对毛管外径尺寸和表面状态进行检测,若毛管不合格,则发出警告信息,提示人工卸料。在所述轧制中心4的入口处和出口处设置有毛管检测装置12和荒管检测装置13,用于检测毛管和荒管的尺寸和表面信息,所述毛管检测装置12和荒管检测装置13将检测得到的信号传递至控制台,控制台根据收到毛管检测装置12发出的毛管尺寸和表面信息调整辊缝,根据荒管检测装置13发出的荒管尺寸和表面信息,判断荒管是否因成形工艺不合理而导致表面产生裂纹或断裂情况,从而提醒工人调整工艺参数。所述来料检测装置8、毛管检测装置12和荒管检测装置13为红外线测径仪或激光测径仪。
一种高性能难变形金属无缝管材冷轧机组的冷轧工艺,启动冷轧机组,上料系统11向二号进料系统10送入一根毛管,随后二号进料系统10上的推料装置将第一根毛管送至一号进料系统9,待二号进料系统10上的推料装置返回原位时上料系统11再次向二号进料系统10送料,当一号进料系统9收到毛管后,一号进料系统9上的推料装置向二号送进系统7进行送料,毛管在一号进料系统9末端经过来料检测装置8的检测,检测到毛管尺寸、精度难以满足生产要求时,来料检测装置8发出警告信息提示工人对不合格的毛管进行剔除,经检测合格的毛管继续送进,当号一进料系统9上的推料装置返回原位后二号进料系统10再次向一号进料系统9送料,当二号送进系统7收到来料后向一号送进系统5送进,随后一进料系统9再次向二号送进系统7补料,如此实现持续进料,一号送进系统5收到毛管后向轧制中心4进行进给开始毛管的轧制,轧制前毛管检测装置12将经过的毛管的尺寸和表面信息发送至控制台,控制台根据毛管检测装置12的信息调整辊缝,轧制后荒管检测装置13将经过的荒管的尺寸和表面信息发送至控制台,判断荒管是否因成形工艺不合理而导致表面产生裂纹或断裂情况,从而提醒工人调整工艺参数;第一轧制阶段为轧机从轧机的右极限位置向轧机的左极限位置的轧制,首先轧辊从空轧段中间位置正向旋转至锻轧段起始位置,在此过程中轧辊的速度由0提升至稳定轧制速度V,准备开始轧制作业,随后轧辊以稳定轧制速度V从锻轧段起始位置运动至终轧段结束位置,完成轧制作业,接着轧辊从终轧段正向旋转至空轧段,同时轧辊在刹车系统3的作用下速度从稳定轧制速度V减速至0,完成第一轧制阶段,第二轧制阶段为轧机从轧机的左极限位置向轧机的右极限位置,首先回转送进装置6对毛管进行一定角度的旋转,使“凸沿”置于轧辊轧制部位,然后轧辊从空轧段中间位置反向旋转至锻轧段起始位置,在此过程中轧辊的速度由0提升至稳定轧制速度V,准备开始轧制作业,随后轧辊以稳定轧制速度V从锻轧段起始位置运动至终轧段结束位置,完成轧制作业,接着轧辊从终轧段反向旋转至空轧段,同时轧辊在刹车系统3的作用下速度从稳定轧制速度V减速至0,完成第二轧制阶段,如此循环完成毛管的冷轧工艺,在轧制过程中控制台根据毛管检测装置12和荒管检测装置13检测到的信号,当收到不合格或者成形工艺不合理的信号时,及时发出剔除警告或工艺参数调整指令,从而保证轧制过程难变形金属管材发生变形过程中不发生裂纹和断裂。
进一步,所述实时轧制速度V0的计算公式为:
反向轧制时V0的计算公式为:
其中K为飞轮箱2的加速度,t为轧制时间。
以上显示和描述了本实用新型的主要特征和优点,对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
一种高性能难变形金属无缝管材冷轧机组专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0