

IPC分类号 : F27D1/00,C04B35/80,D06M11/44,D06M11/45,F16L59/00




专利摘要
本发明提供一种滑道柱用绝热保护部件,是用于保护滑道柱的由无机纤维的针刺毯构成的滑道柱用绝热保护部件,在针刺毯的至少一部分设置有含浸部,所述含浸部中含氧化物前体的液体以未干燥状态附着,该含浸部的水分量相对于该含浸部的无机纤维100质量份为50~400质量份,该绝热保护部件整体的水分量相对于绝热保护部件整体的无机纤维100质量份为50~400质量份,所述含氧化物前体的液体含有通过烧成而产生含有氧化铝(Al2O3)和氧化钙(CaO)的氧化铝·氧化钙系组合物的成分,在所述含浸部,含氧化物前体的液体按照以氧化物换算量计相对于该含浸部的无机纤维100质量份为2~50质量份的方式附着,所述含浸部整体(无机纤维与附着物的整体)的Al与Ca的摩尔比率(Al/Ca)为10以上且330以下。
权利要求
1.一种滑道柱用绝热保护部件,是用于保护滑道柱的由无机纤维的针刺毯构成的滑道柱用绝热保护部件,其特征在于,
在针刺毯的至少一部分设置有含浸部,所述含浸部中含氧化物前体的液体以未干燥状态附着,
该含浸部的水分量相对于该含浸部的无机纤维100质量份为50~400质量份,
该绝热保护部件整体的水分量相对于绝热保护部件整体的无机纤维100质量份为50~400质量份,
所述含氧化物前体的液体含有通过烧成而产生含有氧化铝和氧化钙的氧化铝·氧化钙系组合物的成分,
在所述含浸部中,含氧化物前体的液体按照以氧化物换算量计相对于该含浸部的无机纤维100质量份为2~50质量份的方式附着,
所述含浸部整体的Al与Ca的摩尔比率为10以上且330以下。
2.如权利要求1所述的滑道柱用绝热保护部件,其中,所述含氧化物前体的液体为分散有氧化铝溶胶的乙酸钙水溶液。
3.如权利要求1所述的滑道柱用绝热保护部件,其中,在所述含浸部中,含氧化物前体的液体是按照以氧化物换算量计相对于该含浸部的无机纤维100质量份为5~30质量份的方式附着而成的。
4.如权利要求1所述的滑道柱用绝热保护部件,其中,在所述含浸部中,含氧化物前体的液体是按照以氧化物换算量计相对于该含浸部的无机纤维100质量份为10~25质量份的方式附着而成的。
5.如权利要求1所述的滑道柱用绝热保护部件,其中,所述含浸部整体即无机纤维与附着物的整体的Al与Ca的摩尔比率即Al/Ca为30以上且100以下。
6.如权利要求1所述的滑道柱用绝热保护部件,其中,所述含浸部整体即无机纤维与附着物的整体的Al与Ca的摩尔比率即Al/Ca为32以上且70以下。
7.如权利要求1所述的滑道柱用绝热保护部件,其中,滑道柱用绝热保护部件整体的氧化物附着量相对于滑道柱用绝热保护部件整体的无机纤维100质量份为5~40质量份。
8.如权利要求1所述的滑道柱用绝热保护部件,其中,滑道柱用绝热保护部件整体的氧化物附着量相对于滑道柱用绝热保护部件整体的无机纤维100质量份为8~30质量份。
9.如权利要求1所述的滑道柱用绝热保护部件,其中,所述含浸部整体的Al:Si:Ca摩尔比为77.2~79.5:18.9~21.6:0.9~2.2。
10.如权利要求1所述的滑道柱用绝热保护部件,其中,所述含氧化物前体的液体被着色,由此所述含浸部被着色。
11.如权利要求1所述的滑道柱用绝热保护部件,其中,所述含浸部遍及所述针刺毯的板面中1/2以上的区域连续地形成,在形成有该含浸部的区域,该含浸部遍及该无机纤维的针刺毯的整个厚度而形成。
12.如权利要求1所述的滑道柱用绝热保护部件,其中,所述无机纤维成型体为卷状。
13.一种滑道柱用绝热保护部件的施工方法,具有将滑道柱用权利要求1~12中任一项所述的滑道柱用绝热保护部件被覆并固定的工序。
说明书
技术领域
本发明涉及一种由无机纤维成型体构成的绝热保护部件,特别是涉及一种加热炉、熔矿炉中的滑道柱(skid post)的绝热保护部件。
背景技术
在钢铁业的加热炉、熔矿炉、热处理炉等高温炉等中存在具有弯曲部、角部、曲面部的高温配管、步进梁(walking beam)式的滑道柱等圆柱形状的部件,作为对这些部件进行保护、绝热的部件,使用无机纤维集合体、无机纤维成型体。其中,经针刺加工的无机纤维集合体(针刺毯(needle blanket))利用其轻量性、易加工性、耐热冲击性、耐风蚀性、低导热率性优异这样的特性而被大量使用。针刺毯通过制成将该无机纤维集合体压缩的成型体并以环状、对该环状切入切口的形状大量嵌入堆叠于保护对象物来施工。
这样的绝热保护部件存在因炉内产生的锈(scale)所致的腐蚀、因碱性气体所致的腐蚀的问题。其中,在钢铁业的加热炉中,存在如下问题:因炉内的氧化铁所致的物理损伤;以及无机纤维生成低熔点化合物并以其为起点产生侵蚀、脆性化,由此导致的早期劣化。
因此,为了解决上述课题,报告了多个对无机纤维集合体附加无机质溶胶或粘合剂等而成的无机纤维成型体。
例如,在专利文献1中记载了一种无机纤维块,该无机纤维块通过在毯(blanket)层叠方向的一面涂布以固体成分换算计为55~300g/m2的氧化铝溶胶或氧化铝溶胶与二氧化硅溶胶的混合溶胶而形成涂布层,然后进行干燥,从而提高了耐蚀性。
在专利文献2中记载了一种将耐FeO性涂敷材料喷雾于炉内的无机纤维块的表面而形成厚度2mm的涂敷层的无机纤维块。另外,记载了该涂敷层中包含CA6(CaO·6Al2O3)粒子。
在专利文献3中记载了一种在无机纤维的针刺毯中含浸无机质溶胶之后进行干燥而成的松密度为0.08~0.20g/cm3的轻量无机纤维成型体。
作为能够在具有挠性的情况下进行施工的耐火被覆材料,在专利文献4中记载了一种使水泥担载于不燃纤维的毡状垫之后进行洒水或浸于水中等而使其含有水的材料。另外,在专利文献5中记载了将使胶体二氧化硅作为无机质粘合剂含浸于无机纤维的湿润状态的纤维毡材料安装于钢架面的情况。另外,在专利文献6中记载了一种将无机纤维、粘合剂与无机粉末的水浆料成型而得到的湿润状态的耐火绝热材料。
在专利文献7中记载了一种方法,该方法在无机纤维的针刺毯中含浸无机质溶胶后,使其干燥而形成圆筒形状的无机纤维成型体,将该无机纤维成型体在筒轴芯线方向进行分割而对圆筒形状的部件进行施工。
专利文献1:日本特开平11-211357号公报
专利文献2:日本特开2011-32119号公报
专利文献3:日本特开2011-208344号公报
专利文献4:日本特开昭60-112947号公报
专利文献5:日本特开昭63-194051号公报
专利文献6:日本特开昭62-288178号公报
专利文献7:日本特开2014-5173号公报
对于专利文献1和专利文献2中记载的无机纤维块,由于通过涂布或喷雾而形成的涂布层或涂敷层存在不易渗透至纤维内部而固定于无机纤维的表面的倾向,因此,容易从无机纤维块成型体剥离。因此,例如存在因热冲击、机械冲击等而使该涂布层或涂敷层剥离,内部的无机纤维暴露的问题。进而,在专利文献2中也存在如下问题:在将无机纤维成型体施工于炉壁后,利用喷枪喷涂涂敷材料而进行施工,因此,施工作业变得繁杂。另外,在喷涂后,经过干燥烧成的工序之后,存在表面变得坚硬,耐热冲击性变低这样的问题。
专利文献3中记载的无机纤维成型体由于无机质溶胶含浸于针刺毯整体并进行干燥,因此,存在没有挠性,无法在弯曲部、角部、曲面部等没有间隙地进行施工这样的问题。
专利文献4和专利文献5中记载的耐火被覆材料由于保持湿润状态,因此,具有挠性。但是,专利文献4中,是担载水泥后使其含有水的钙耐火被覆材料,需要繁杂的作业。另外,专利文献5中,使用胶体二氧化硅作为含浸的无机质粘合剂,无法得到充分的耐锈性。
而且,这些专利文献4、5中没有进行关于含水量的研究,因此,存在耐火被覆材料的重量变重、施工性差、难以将耐火被覆材料固定于被保护部件的问题。若不对湿润状态进行控制,则存在如下问题:产生无机粘合剂在干燥中固定于表面的迁移这样的现象;由于附着量过多,表面部分的局部密度变高、加热收缩率变大;耐热冲击性降低,在表面产生龟裂、发生剥落等。另外,上述专利文献中记载的施工方法存在因加热收缩而产生间隙、绝热性能显著降低、且耐锈性(耐FeO性)低这样的问题。
专利文献6中记载的耐火绝热材料虽然通过保持浆料状而具有挠性,但存在机械强度较低,在施工时破碎这样的问题。
专利文献7中记载的无机纤维成型体虽然能够对圆筒状等的部件没有间隙地进行施工,但由于挠性低,因此,若被保护部件的圆筒形状的形状发生变化,则产生无法施工这样的问题。特别是加热炉内的被保护部件因锈的侵蚀、由热引起的变形而不会维持一定的形状,因此,产生没有挠性的无机纤维成型体无法施工这样的问题。
发明内容
本发明的目的在于解决上述现有的问题,提供一种耐锈性、挠性优异且成型品本身的使用强度和施工性优异的由无机纤维成型体构成的绝热保护部件、特别是滑道柱用绝热保护部件。
本发明的滑道柱用绝热保护部件是用于保护滑道柱的由无机纤维的针刺毯构成的滑道柱用绝热保护部件,其特征在于,
在该针刺毯的至少一部分设置有含浸部,所述含浸部中含氧化物前体的液体以未干燥状态附着,
该含浸部的水分量相对于该含浸部的无机纤维100质量份为50~400质量份,
该绝热保护部件整体的水分量相对于绝热保护部件整体的无机纤维100质量份为50~400质量份,
所述含氧化物前体的液体含有通过烧成而产生含有氧化铝(Al2O3)和氧化钙(CaO)的氧化铝·氧化钙系组合物的成分,
在所述含浸部,含氧化物前体的液体按照以氧化物换算量计相对于该含浸部之无机纤维100质量份为2~50质量份的方式附着,
所述含浸部整体(无机纤维与附着物整体)的Al与Ca的摩尔比率(Al/Ca)为10以上且330以下。
本发明的滑道柱用绝热保护部件中,含氧化物前体的液体被着色,由此含浸部也可以被着色。
本发明中,优选含浸部遍及板状的无机纤维的针刺毯的板面中1/2以上的区域连续地形成,在形成有含浸部的区域,含浸部遍及该无机纤维的针刺毯的整个厚度而形成。
关于本发明的滑道柱用绝热保护部件,由于使含氧化物前体的液体含浸于无机纤维的针刺毯,因此,耐锈性较高。
即,本发明中,通过含浸部整体的Al与Ca的摩尔比率(Al/Ca)为10~330,在烧成至高温时,适量的CaO扩散至无机纤维内部。通过在无机纤维内部存在CaO,FeO不易扩散至无机纤维中。即,无机纤维与FeO的反应得到抑制,滑道柱用绝热保护部件的耐锈性提高。
本发明的滑道柱用绝热保护部件由于使含浸的含氧化物前体的液体为未干燥状态,因此,具有挠性,特别是弯曲部、角部、曲面部的施工性以及密合性优异。本发明的滑道柱用绝热保护部件由于水分量受到控制,因此,机械强度、施工性优异。
本发明的滑道柱用绝热保护部件能够简便地被覆和固定于滑道柱。
附图说明
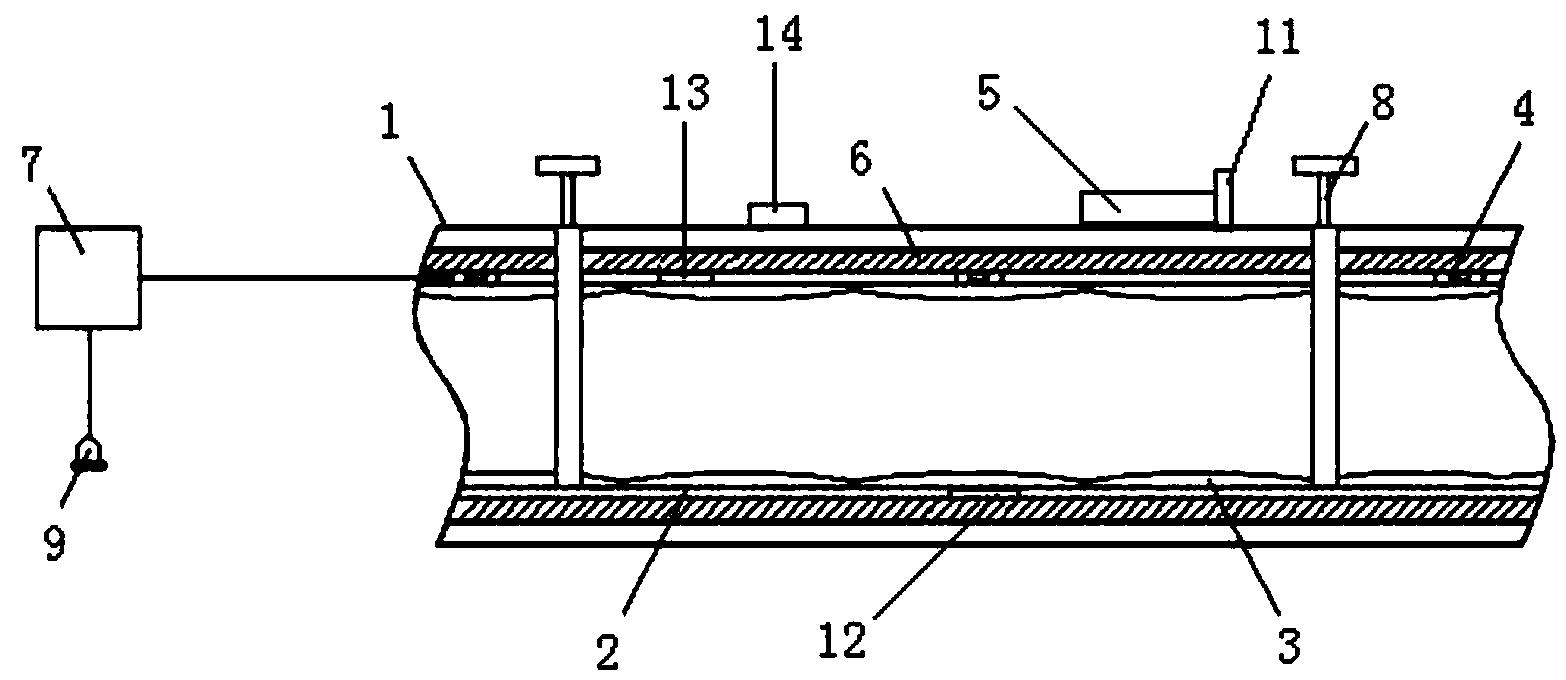
图1是实施例1中得到的滑道柱用绝热保护部件的干燥后的无机纤维表面的扫描型电子显微镜(SEM)照片。
图2是比较例8中得到的滑道柱用绝热保护部件的干燥后的无机纤维表面的扫描型电子显微镜(SEM)照片。
具体实施方式
以下,对本发明的实施方式详细地进行说明,但以下说明为本发明的实施方式的一个例子(代表例),本发明并不受这些内容特定。
本发明的滑道柱用绝热保护部件是用于保护滑道柱的由无机纤维的针刺毯构成的滑道柱用绝热保护部件,在该针刺毯的至少一部分设置有含浸部,所述含浸部中含氧化物前体的液体以未干燥状态附着,该含浸部的水分量相对于该含浸部的无机纤维100质量份为50~400质量份,该绝热保护部件整体的水分量相对于绝热保护部件整体的无机纤维100质量份为50~400质量份,上述含氧化物前体的液体含有通过烧成而产生含有氧化铝(Al2O3)和氧化钙(CaO)的氧化铝·氧化钙系组合物(Al2O3和CaO可以为单一成分,也可以为复合氧化物)的成分,在上述含浸部,含氧化物前体的液体按照以氧化物换算量计相对于该含浸部的无机纤维100质量份为2~50质量份的方式附着,上述含浸部整体(无机纤维与附着物的整体)的Al与Ca的摩尔比率(Al/Ca)为10以上且330以下。
[针刺毯]
对本发明的滑道柱用绝热保护部件中所使用的无机纤维的针刺毯(以下,有时简称为“毯”或“针刺毯”)进行说明。
该针刺毯优选为对实质上不含纤维直径3μm以下的纤维的无机纤维的纤维集合体实施针刺处理而成的针刺毯。通过使用这样的针刺毯,能够提高本发明的滑道柱用绝热保护部件的耐风蚀性。
<无机纤维>
作为构成针刺毯的无机纤维,没有特别限制,可以举出二氧化硅、氧化铝/二氧化硅、含有它们的氧化锆、尖晶石、二氧化钛和氧化钙等单独或复合纤维,从耐热性、纤维强度(韧性)、安全性的方面考虑,特别优选为氧化铝/二氧化硅系纤维,特别是多晶质氧化铝/二氧化硅系纤维。
氧化铝/二氧化硅系纤维的氧化铝/二氧化硅之组成比(质量比)优选处于65~98/35~2的被称为莫来石组成、高铝(high-alumina)组成的范围,进一步优选为70~95/30~5,特别优选为70~74/30~26的范围。
本发明中,优选无机纤维的80质量%以上,优选90质量%以上,特别优选其总量为上述莫来石组成的多晶氧化铝/二氧化硅系纤维。另外,无机纤维中的Ca相对于Al的摩尔比率(Ca/Al)优选为0.03以下,特别优选无机纤维不含Ca。
该无机纤维优选实质上不含纤维直径3μm以下的纤维。在此,实质上不含纤维直径3μm以下的纤维是指纤维直径3μm以下的纤维为总纤维重量的0.1质量%以下。
无机纤维的平均纤维直径优选为5~7μm。若无机纤维的平均纤维直径过粗,则失去纤维集合体的反弹力、韧性,若过细,则空气中浮游的起尘量变多,含有纤维直径3μm以下的纤维的概率变高。
<针刺毯的制造方法>
具有上述优选的平均纤维直径且实质上不含纤维直径3μm以下的纤维的无机纤维集合体可以在基于溶胶-凝胶法的无机纤维集合体的制造中通过纺丝液粘度的控制、用于纺丝喷嘴的空气流的控制、拉伸丝干燥的控制以及针刺的控制等而得到。
针刺毯可以通过以往公知的方法、例如如日本特开2014-5173号公报中记载那样经由如下工序来制造:通过溶胶-凝胶法得到无机纤维前体的集合体之工序;对得到的无机纤维前体的集合体实施针刺处理的工序;以及将经针刺处理的无机纤维前体的集合体进行烧成制成无机纤维集合体的烧成工序。
<针刺毯的针迹密度、松密度和厚度>
关于针刺毯的针迹密度,为2~200打/cm2,特别是2~150打/cm2,尤其是2~100打/cm2,其中,优选为2~50打/cm2。若该针迹密度过低,则存在针刺毯的厚度的均匀性降低且耐热冲击性降低等问题,若过高,则有可能损伤纤维、在烧成后容易飞散。
针刺毯的松密度优选为50~200kg/m3,更优选为80~150kg/m3。若松密度过低,则成为脆弱的无机纤维成型体,另外,若松密度过高,则无机纤维成型体的质量增大,并且失去反弹力,成为韧性低的成型体。
针刺毯的面密度优选为500~4000g/m2,特别优选为600~3800g/m2,尤其优选为1000~2000g/m2。若该针刺毯的面密度过小,则纤维量少,仅能够得到极薄的成型体,作为绝热用无机纤维成型体的有用性变低,若面密度过大,则由于纤维量过多而导致基于针刺处理的厚度控制变得困难。
针刺毯的厚度优选为2~35mm左右,如后所述,从确保含氧化物前体的液体的含浸深度为3mm以上、优选为10mm以上的观点考虑,针刺毯的厚度优选为3mm以上,特别优选为10mm以上。
应予说明,本发明中,无机纤维的针刺毯成型为板状以能够制造如后所述的尺寸的板状的本发明的无机纤维成型体。但是,板状的针刺毯在处理时也可以为卷状。
[含氧化物前体的液体]
上述针刺毯所含浸的含氧化物前体的液体含有通过烧成而产生含有氧化铝(Al2O3)和氧化钙(CaO)的氧化铝·氧化钙系组合物的成分作为氧化物前体。关于该氧化铝·氧化钙系组合物,Al2O3和CaO可以为单一成分,也可以为Al2O3与CaO的复合氧化物。作为Al2O3与CaO的复合氧化物,可例示CaO·Al2O3、CaO·2Al2O3、CaO·6Al2O3等,但并不限定于此。
作为仅对含氧化物前体的液体进行干燥和烧成时的烧成物中的氧化物的存在形态,可以为以下(i)~(v)中的任一者。
(i)Al2O3单一成分和CaO单一成分
(ii)Al2O3单一成分与CaO单一成分的复合氧化物
(iii)Al2O3单一成分和复合氧化物
(iv)CaO单一成分和复合氧化物
(v)仅复合氧化物
作为通过烧成生成CaO的成分,具体而言,可以举出钙的氢氧化物、氯化物、乙酸盐、乳酸盐、硝酸盐、碳酸盐等。它们可以在含氧化物前体的液体中仅含有1种,也可以包含2种以上。其中,从在烧成时产生的成分主要为水和二氧化碳,不会使炉内的金属部件、钢板等劣化的方面考虑,优选为钙的乙酸盐、氢氧化物或碳酸盐。
通过烧成而产生CaO的成分可以溶解于含氧化物前体的液体中,可以为溶胶状,也可以为分散状。通过使通过烧成而产生CaO的成分溶解或均匀地分散于含氧化物前体的液体中,能够将氧化物前体均匀地涂敷于构成针刺毯的无机纤维各自的表面整体,此外,能够容易地含浸至无机纤维内部,从该方面考虑优选。在通过烧成而产生CaO的成分在含氧化物前体的液体中沉淀时,有可能无法均匀地涂敷于无机纤维表面,在纤维表面产生未涂敷的部分,由此产生因锈所致的侵蚀,因此,无法充分地发挥耐锈性提高效果。
作为通过烧成而生成Al2O3的成分,具体而言,可以举出铝的氢氧化物、氯化物、乙酸盐、乳酸盐、硝酸盐、碳酸盐等。它们可以在含氧化物前体的液体中仅含有1种,也可以含有2种以上。其中,从在烧成时产生的成分主要为水和二氧化碳,不会使炉内的金属部件、钢板等劣化的方面考虑,优选为铝的乙酸盐、氢氧化物或碳酸盐。
通过烧成而产生Al2O3的成分可以溶解于含氧化物前体的液体中,可以为溶胶状,也可以为分散状。通过使通过烧成而产生Al2O3的成分溶解或均匀地分散于含氧化物前体的液体中,能够将氧化物前体均匀地涂敷于构成针刺毯的无机纤维各自的表面整体,此外,能够容易地含浸至无机纤维内部,从该方面考虑优选。在通过烧成而产生Al2O3的成分在含氧化物前体的液体中沉淀时,有可能无法均匀地涂敷于无机纤维表面,在纤维表面产生未涂敷的部分,由此产生因锈所致的侵蚀,因此,无法充分地发挥耐锈性提高效果。
作为通过烧成而生成Al2O3的成分,优选为将乙酸作为分散剂的氧化铝溶胶,该氧化铝溶胶从在烧成时产生的成分为水和二氧化碳的方面考虑优异。基于同样的理由,也可以使用将乳酸作为分散剂的氧化铝溶胶,但此时存在滑道柱用绝热保护部件的热缩率变得比使用将乙酸作为分散剂的氧化铝溶胶的滑道柱用绝热保护部件高的倾向。
在使用上述氧化铝溶胶时使用的通过烧成而生成CaO的成分优选为钙的乙酸盐。通过混合乙酸盐,能够抑制氧化铝溶胶的分散性的降低,抑制含氧化物前体的液体的粘度的上升。通过含氧化物前体的液体的粘度处于适当的范围,变得容易含浸,另外,容易控制附着量。若含氧化物前体的液体的粘度过高,则难以含浸于无机纤维,故不优选。
作为含氧化物前体的液体,优选分散有氧化铝溶胶的乙酸钙水溶液。
含氧化物前体的液体优选为以Al与Ca的摩尔比率(Al/Ca)为4以上且100以下的方式含有上述通过烧成而产生Al2O3的成分和通过烧成而产生CaO的成分,更优选为6以上且36以下,特别优选为9以上且13以下。若Al/Ca比率为该范围,则在炉内进行加热时,钙成分适度地扩散而能够抑制无机纤维与锈发生反应。另外,由于生成耐锈性高的氧化钙系氧化物,因此,耐锈性的提高效果优异。
含氧化物前体的液体的氧化物前体浓度(通过烧成而产生Al2O3的成分与通过烧成而产生CaO的成分的合计含量)优选为以氧化物换算的固体物质浓度计为2~30质量%,特别优选5~10质量%。若含氧化物前体的液体的氧化物前体浓度过低,则也有可能氧化物前体成分对针刺毯的附着量(附着量)变低。另外,若含氧化物前体的液体的氧化物前体浓度过高,则有可能含氧化物前体的液体的粘性变高,变得不易含浸。
如上所述,从能够将氧化物前体均匀地涂敷在针刺毯的各无机纤维各自的表面的方面考虑,含氧化物前体的液体优选为溶胶或溶液。
作为含氧化物前体的液体的分散介质或溶剂,可使用水、醇等有机溶剂或它们的混合物,优选使用水。另外,在含氧化物前体的液体中也可以含有聚乙烯醇等聚合物成分。另外,为了提高溶胶或溶液中的化合物的稳定性,也可以加入分散稳定剂。作为分散稳定剂,例如可以举出乙酸、乳酸、盐酸、硝酸、硫酸等。
含氧化物前体的液体可以配合着色剂。通过对含氧化物前体的液体进行着色,能够通过目视确认针刺毯的含浸部与非含浸部的区域,从该方面考虑优选佳。着色的颜色优选为黑色、蓝色。作为着色剂,可以使用水溶性油墨等。
含氧化物前体的液体在针刺毯中的优选的含浸量如后所述。
[含氧化物前体的液体的含浸方法]
为了使如上所述的含氧化物前体的液体含浸于无机纤维的针刺毯,只要将针刺毯浸在含氧化物前体的液体中,使含氧化物前体的液体渗透至针刺毯的无机纤维间即可。
如此使含氧化物前体的液体含浸于针刺毯后,可以以成为期望的含水量、氧化物前体附着量的方式根据需要通过抽吸或压缩等使剩余的液体脱离。通过抽吸使剩余的液体脱离时,优选安装覆盖于含浸部的附件(attachment)并从设置于该附件的抽吸口进行抽吸而脱液的方法。
如此含浸含氧化物前体的液体并根据需要使多余的液体脱离后,也可以进一步根据需要进行干燥直到成为规定的水分量。通过如此操作,能够在保持高的氧化物前体附着量(附着量)的情况下减少含水量。通过减少水分量,能够提高施工时的与粘接剂的粘接性。另外,通过在保持挠性的情况下减轻无机纤维成型体的质量,具有容易施工的优点。该干燥条件可以根据欲脱离的水分量在80~180℃且0.5~24小时的范围内适当设定。
含氧化物前体的液体的附着量如后所述,优选以氧化物(CaO和Al2O3)换算量计相对于无机纤维100质量份为2~50质量份。
[针刺毯的含浸部的位置]
本发明的滑道柱用绝热保护部件如上所述在无机纤维之针刺毯的至少一部分形成有含浸含氧化物前体的液体且成为未干燥状态的含浸部(以下,有时简称为“含浸部”)者。
对于该含浸部,在加热炉内使用滑道柱用绝热保护部件时,优选形成于滑道柱用绝热保护部件的炉内露出面(被加热面)。这是因为在未含浸部产生因锈所致的侵蚀,通过使被加热面全部为含浸部,能够提高耐锈性。
毯厚度方向的含浸深度优选为至少距成为炉内露出面的毯表面3mm以上,更优选为10mm以上。通过含浸深度为上述下限以上,耐锈性提高。遍及针刺毯的整个厚度进行含浸的方式由于最能够提高耐锈性,故优选。
优选含浸部在遍及板状的针刺毯的板面中1/2以上的区域连续地形成,在形成有含浸部的区域,含浸部遍及针刺毯的整个厚度而形成。
特别是含浸部优选在板状针刺毯的板面的长度方向的1/2以上的区域遍及整个宽度且整个厚度地形成,尤其优选在板状无机纤维的针刺毯的整个板面区域形成。
[含浸部和滑道柱用绝热保护部件的水分量]
本发明的滑道柱用绝热保护部件中,该含浸部的水分量相对于该含浸部的无机纤维100质量份为50~400质量份。含浸部的水分量过少时,由于粘合剂效果而失去挠性。另外,纤维的起尘也变多。相反,含浸部的水分量过多时,仅对无机纤维成型体稍微施加压力,液体就会从无机纤维漏出。另外,无机纤维成型体由于自重而被压碎,因此,存在端面的剥离变大这样的课题。另外,若含浸部的水分量过多,则因使用时之加热导致被称为迁移的伴随水的干燥的溶胶的物质移动加剧,干燥表面附近的附着量显著变高,内部的附着量降低,因此,耐热冲击性、加热收缩率变差。即,为了保持含浸部整体的均一性,重要的是含浸部的水分量不超过400质量份。优选该含浸部的水分量相对于含浸部的无机纤维100质量份为80~350质量份。
本发明的滑道柱用绝热保护部件整体所含的水分量相对于滑道柱用绝热保护部件整体的无机纤维100质量份为50~400质量份。若滑道柱用绝热保护部件中的水分量相对于无机纤维100质量份少于50质量份,则难以维持滑道柱用绝热保护部件的未干燥状态,另外,挠性变低,在施工时产生剥离、破裂的问题。若滑道柱用绝热保护部件的水分量相对于无机纤维100质量份多于400质量份,则仅对滑道柱用绝热保护部件稍微施加压力,液体就会从无机纤维漏出。另外,滑道柱用绝热保护部件由于自重而被压碎,因此,存在端面剥离变大这样的课题。滑道柱用绝热保护部件整体的水分量优选相对于滑道柱用绝热保护部件整体的无机纤维100质量份为150~300质量份。
[烧成后的氧化物之附着量]
含氧化物前体的液体在含浸部以烧成后的氧化物(CaO和Al2O3)附着量(以下,有时简称为“氧化物附着量”)相对于含浸部的无机纤维100质量份为2~50质量份的方式含浸于针刺毯。该氧化物附着量相对于含浸部的无机纤维100质量份,优选为5~30质量份,最优选为10~25质量份。氧化物附着量少时,有时无法得到期望的耐锈性。相反,若过多,则发现含浸部的密度变高、热收缩率变差、耐热冲击性、耐机械冲击性降低。另外,钙成分大量存在于纤维表面时,由钙成分和无机纤维大量地生成低熔点成分,因此,含浸部的耐热性降低。
对于滑道柱用绝热保护部件整体的氧化物附着量,从与含浸部的氧化物附着量同样的理由考虑,优选相对于滑道柱用绝热保护部件整体的无机纤维100质量份为5~40质量份,特别优选为8~30质量份。
本发明的滑道柱用绝热保护部件的含浸部整体的Al与Ca的摩尔比率(Al/Ca)为10~330,优选为30~100,特别优选为32~70。
含浸部整体表示构成含浸部的无机纤维与附着物的整体。含浸部整体的Al与Ca的摩尔比率(Al/Ca)是无机纤维中所含的Ca的摩尔量与来自含氧化物前体的液体的Ca的摩尔量之和相对于无机纤维成型体的存在于含浸部的构成针刺毯的无机纤维中所含的Al的摩尔量与来自含氧化物前体的液体的Al的摩尔量之和的比。在施工前的滑道柱用绝热保护部件与施工后通过加热进行烧成的滑道柱用绝热保护部件,Al与Ca的摩尔比率(Al/Ca)实质上相等。
从耐锈性、耐热性和耐热冲击性的观点考虑,本发明的滑道柱用绝热保护部件的含浸部整体的Al:Si:Ca摩尔比优选为77.2~79.5:18.9~21.6:0.9~2.2。在此,如上所述,含浸部整体的Al的摩尔量和Ca的摩尔量为存在于含浸部的构成针刺毯的无机纤维中所含的Al和Ca的各摩尔量与来自含氧化物前体的液体的Al和Ca的各摩尔量的合计。Si的摩尔量为构成针刺毯的无机纤维中所含的Si的摩尔量。
含浸部的Al量、Ca量和Si量可以通过荧光X射线分析进行测定。
[CaO的作用]
具有含浸部的本发明的滑道柱用绝热保护部件在炉内经过加热且含氧化物前体的液体在高温下进行烧成时,由含氧化物前体的液体生成的CaO成分的一部分扩散至无机纤维内部。通过含浸部整体的Al与Ca的摩尔比率(Al/Ca)处于上述范围,在烧成至高温时,适量的CaO扩散至无机纤维内部。通过在无机纤维内部存在适量的CaO,FeO不易扩散至无机纤维中。即,无机纤维与FeO的反应得到抑制。因此,滑道柱用绝热保护部件的耐锈性提高。含浸部的Al与Ca的摩尔比率(Al/Ca)少于10时,有可能因扩散至无机纤维和其内部的CaO而大量地生成与无机纤维的低熔点化合物,因此,耐热性、耐热冲击性降低。另外,含浸部的Al与Ca的摩尔比率(Al/Ca)多于330时,有可能因CaO的扩散不充分而耐锈性不会提高。特别是使用莫来石(3Al2O3·2SiO2)组成的无机纤维时,若在高温下进行烧成,则生成莫来石的结晶相和CaO在莫来石成分中扩散的结晶相。此时,认为由于在残留有耐热冲击性、耐热性、耐机械冲击性优异的莫来石结晶相的状态下CaO扩散至纤维内部,因此,耐FeO性提高。
该情况可以通过如下方式进行确认:将该无机纤维成型体在1400℃下烧成8小时后,作为通过X射线衍射法(XRD)检测出的峰,存在显示莫来石结晶相的峰和显示CaO-Al2O3-SiO2系结晶相的峰。
另外,Ca成分扩散至纤维内部的情况可以通过使用电子束微量分析仪(EPMA)的元素映像进行确认。
[滑道柱用绝热保护部件的尺寸]
本发明的滑道柱用绝热保护部件的尺寸没有特别限制,优选为宽度200mm×长度200mm以上。若滑道柱用绝热保护部件的尺寸小于该尺寸,则施工变得繁杂,另外,对施工对象使用多个滑道柱用绝热保护部件,因此,容易在滑道柱用绝热保护部件彼此之间产生间隙,绝热性能降低。
将本发明的滑道柱用绝热保护部件施工至柱状滑道柱时,优选至少滑道柱用绝热保护部件的1边之长度L比滑道柱的外周长度Q与该滑道柱用绝热保护部件的厚度D的2倍的合计长。由此,能够使将滑道柱用绝热保护部件卷绕于滑道柱的外周时的两端边部重叠,变得没有间隙,绝热性能提高。应予说明,可以将滑道柱用绝热保护部件多层卷绕于滑道柱。另外,也可以卷绕于已施工于滑道柱外周的现有的滑道柱用绝热保护部件之上。该现有的滑道柱用绝热保护部件可以为本发明的滑道柱用绝热保护部件,也可以为其以外的滑道柱用绝热保护部件。作为本发明的滑道柱用绝热保护部件以外的滑道柱用绝热保护部件,例如可例示日本特开2014-5173号公报中记载的绝热部件、日本特开昭55-54793号公报中记载的陶瓷纤维耐火材成型体、日本特开2011-208344号公报中记载的轻量无机纤维成型体等,但并不限定于此。
作为本发明的滑道柱用绝热保护部件的尺寸的一个例子,可以举出宽度为200~800mm且长度为1~4m、厚度为10~25mm的范围的尺寸,但并不受其任何限定。
[滑道柱用绝热保护部件的搬运、施工]
为了防止因干燥所致的水分量的减少,本发明的滑道柱用绝热保护部件优选以真空捆包、收缩捆包等进行捆包并保管、运输。保管或运输时的滑道柱用绝热保护部件的形状可以为板状,也可以为卷状。
本发明的滑道柱用绝热保护部件由于其优异的挠性而容易地施工至加热炉的圆柱形滑道柱。
将本发明的滑道柱用绝热保护部件施工至滑道柱并固定的方法可以适当选择,例如可以举出使用粘接剂、砂浆的方法、利用柱螺栓销进行固定的方法或者利用胶带、绳索等固定滑道柱用绝热保护部件的外周的方法。
将本发明的滑道柱用绝热保护部件对滑道柱卷绕2周以上进行施工、固定的情况使滑道柱用绝热保护部件不易剥落,故优选。
通过使含浸部遍及滑道柱用绝热保护部件的整个面且整个厚度而存在,能够保护已附着有锈(FeO)的滑道柱。这是由于在保护附着有FeO的滑道柱时,滑道柱用绝热保护部件从内侧也会受到因FeO所致的侵蚀。滑道柱用绝热保护部件的端面也由于暴露于炉内的可能性高,因此,优选成为含浸部。
将本发明的滑道柱用绝热保护部件施工至滑道柱时,优选以消除卷绕开始的部分与卷绕结束的部分的阶差的方式对滑道柱用绝热保护部件进行加工。
通过将滑道柱用绝热保护部件的端边部分切成锐角,在多层卷绕不会形成阶差,能够防止锈进入间隙。也可以使用2片以上的滑道柱用绝热保护部件进行施工以消除间隙。
实施例
以下列举实施例和比较例对本发明进一步具体地进行说明,但只要不超出其主旨,本发明不受以下的实施例任何限定。
以下的例子中采用的物性和特性之测定·评价方法如下所述。
[耐锈性]
将滑道柱用绝热保护部件的含浸部切成50mm见方,将得到的含浸部重叠,使厚度为25mm以上,在150℃下干燥12小时,制成试验片。在该试验片的表面载置5mm见方且厚度1mm的铁颗粒,在该状态下放入电炉中,以5小时升温至1400℃,在该温度下保持5小时,然后,降温后取出,观察外观的变化,根据因氧化铁导致的深度方向的侵蚀程度,通过下述基准进行评价。
<评价基准>
◎:侵蚀深度为5mm以下
○:侵蚀深度超过5mm且为12.5mm以下
△:侵蚀深度超过12.5mm且为25.0mm以下
×:侵蚀深度超过25.0mm
[加热收缩率]
将滑道柱用绝热保护部件的含浸部切成100mm见方,在150℃下干燥12小时后,放入电炉中,以5小时升温至1450℃,在该温度下保持8小时,然后,降温后取出,确认尺寸变化和外观,将尺寸变化小于0.5%的情况设为“○”,将0.5%以上的情况设为“△”,将收缩剧烈而产生翘曲等的情况设为“×”,将收缩进一步剧烈而产生翘曲和龟裂的情况设为“××”。
[挠性]
将滑道柱用绝热保护部件平坦地展开后,以不产生间隙的方式缠绕于 长度300mm的纸管,然后再次展开,对外观进行观察,将没有破裂、龟裂等的产生且外观上没有变化的情况设为“○”,将表面产生破裂、龟裂的情况设为“×”。
[施工性]
将滑道柱用绝热保护部件缠绕于 长度300mm的圆柱,利用无机粘接剂将滑道柱用绝热保护部件彼此的接触面固定,然后,利用牛皮纸胶带将外周固定而施工,对此时的施工性进行确认,通过以下的评价基准进行评价。
<评价基准>
○:没有含浸液的漏出、粘接不良等问题,能够良好地进行施工
×:能够进行施工,但存在含浸液的漏出、粘接不良的问题
××:没有挠性,无法施工
[滑道柱用绝热保护部件之水分量]
对于滑道柱用绝热保护部件整体的水分量,将滑道柱用绝热保护部件在150℃下干燥24小时,根据干燥前的滑道柱用绝热保护部件的质量W1与干燥后的滑道柱用绝热保护部件的质量W2之差(W1-W2)求出水分量,作为相对于无机纤维100质量份的水分的质量而算出。
对于滑道柱用绝热保护部件的含浸部的水分量,也切出该含浸部,同样地进行干燥和质量测定,求出水分量,算出相对于含浸部的无机纤维100质量份的水分量。滑道柱用绝热保护部件的含浸部是指每单位质量无机纤维的水分量为1质量%以上的部分。
[氧化物附着量]
对于滑道柱用绝热保护部件的氧化物(CaO和Al2O3)附着量,将滑道柱用绝热保护部件在1250℃下烧成2小时,然后,对质量进行测定,减去预先测得的滑道柱用绝热保护部件中的无机纤维的质量(含氧化物前体的液体含浸前的针刺毯的质量),求出氧化物量,作为相对于滑道柱用绝热保护部件中的无机纤维100质量份的氧化物的质量而算出。
对于滑道柱用绝热保护部件的含浸部的氧化物附着量,也切出含浸部并同样地进行烧成和质量测定,求出氧化物量,算出相对于含浸部的无机纤维100质量份的氧化物量。
[含浸部的Al:Si:Ca摩尔比]
含浸部的Al:Si:Ca摩尔比通过荧光X射线分析进行定量,换算为3成分的百分率。
[利用扫描型电子显微镜(SEM)的表面观察]
将滑道柱用绝热保护部件在150℃下干燥24小时,然后,对滑道柱用绝热保护部件的含浸部的无机纤维表面进行扫描型电子显微镜(SEM)观察,观察氧化物前体和由其得到的氧化物是否附着于表面整体。
[实施例1]
将平均纤维直径为5.5μm且实质上不含纤维直径3μm以下的纤维的包含氧化铝72质量%和二氧化硅28质量%的多晶质氧化铝/二氧化硅系纤维集聚并进行针刺,将得到的针刺毯(三菱树脂公司制商品名MAFTECMLS,厚度12.5mm、针迹密度5打/cm2、松密度128kg/m3、面密度1600g/m2)加工为宽度300mm×长度3000mm。
作为含氧化物前体的液体,制作在将乙酸作为分散剂的氧化铝溶胶溶液中以Al与Ca的摩尔比率(Al/Ca)为12的方式添加乙酸钙一水合物并将氧化物换算的固体成分浓度调整为8.0质量%的液体。使该液体12Kg含浸于针刺毯的整体,然后,安装长度1m的附件,使抽吸力为8.0m3/min,在长度方向每1m遍及总长度地抽吸液体,制作滑道柱用绝热保护部件。
对于该滑道柱用绝热保护部件,通过上述测定方法对滑道柱用绝热保护部件整体和含浸部的水分量、氧化物附着量、耐锈性、加热收缩率、挠性以及施工性进行评价。将结果示于表1。另外,通过扫描型电子显微镜(SEM)对无机纤维表面进行观察。将结果示于图1。
[实施例2]
实施例1中,在上述抽吸后,将滑道柱用绝热保护部件在100℃下干燥3小时,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[实施例3]
实施例1中,使长度方向的含浸范围为一半,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[实施例4]
实施例1中,使厚度方向的含浸范围为一半,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[实施例5]
实施例1中,将使用的针刺毯的长度为一半即1500mm,使使用的含氧化物前体的液体的量为6Kg,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[实施例6]
实施例1中,使液体的抽吸力为3m3/min,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[实施例7]
实施例1中,以含氧化物前体的液体中的Al与Ca的摩尔比率(Al/Ca)为35.4的方式将乙酸钙一水合物添加在氧化铝溶胶溶液中,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[实施例8]
实施例1中,以含氧化物前体的液体中的Al与Ca的摩尔比率(Al/Ca)为20.8的方式将乙酸钙一水合物添加在氧化铝溶胶溶液中,除此以外,同样制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[实施例9]
实施例1中,以含氧化物前体的液体中的Al与Ca的摩尔比率(Al/Ca)为9.9的方式将乙酸钙一水合物添加在氧化铝溶胶溶液中,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[实施例10]
实施例1中,以含氧化物前体的液体中的Al与Ca的摩尔比率(Al/Ca)为6.2的方式将乙酸钙一水合物添加在氧化铝溶胶溶液中,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[比较例1]
将与实施例1同样地加工而成的针刺毯直接作为滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[比较例2]
实施例1中,在含氧化物前体的液体含浸后,不进行抽吸,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[比较例3]
实施例2中,使干燥条件为150℃、12小时,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[比较例4]
实施例1中,使用固体成分浓度为10质量%的二氧化硅溶胶作为含氧化物前体的液体,除此以外,同样地制作滑道柱用绝热保护部件,同样地进行各种评价。将结果示于表1。
[比较例5]
将实施例1中使用的针刺毯利用柱螺栓销固定于评价了施工性的圆柱后,通过喷雾来涂布实施例1中使用的含氧化物前体的液体6Kg。然后,拆下针刺毯,同样地进行评价。将结果示于表1。
[比较例6]
比较例5中,使含氧化物前体的液体的喷雾涂布量为1Kg,除此以外,同样地进行针刺毯的评价。将结果示于表1。
上述比较例5、6成为与将无机纤维的针刺毯固定于圆柱后对无机粘合剂进行喷雾施工的情况同等的试验。
[比较例7]
将实施例1中制备的含氧化物前体的液体在150℃下干燥12小时,然后,在1300℃下烧成8小时。将得到的烧成物利用研钵研碎后,利用球磨机进行粉碎直至粒径之中央值为5μm。通过XRD对得到的粉末进行分析,结果作为结晶相确认到CaO·6Al2O3和CaO·2Al2O3。
使粉碎后的粉末以成为8.0质量%浓度的方式分散于水中,但由于立即产生沉淀,因此,尝试在即将含浸之前进行搅拌,与实施例1同样地含浸于针刺毯。但是,由于粒径大,因此,在针刺毯的无机纤维集合体表面堆积,无法含浸至内部。另外,确认到堆积于表面上的CaO·Al2O3系化合物容易被除去。
[比较例8]
将比较例7中得到的烧成物(130℃×8小时烧成物)利用球磨机进行粉碎直至粒径的中央值成为0.5μm,使粉碎后的之粉末以成为8.0质量%浓度的方式分散于水中,使用该分散液,在含浸前预先将附件安装于针刺毯,一边进行抽吸一边进行含浸,制作滑道柱用绝热保护部件。与实施例1同样地对该滑道柱用绝热保护部件进行各种评价。将结果示于表1。
另外,通过扫描型电子显微镜(SEM)对无机纤维表面进行观察。将结果示于图2。
[表1]
※相对于无机纤维100质量份的质量份
[探讨]
如表1所示,实施例1~10中制造的滑道柱用绝热保护部件的耐锈性优异,加热收缩率低(即耐热冲击性高),挠性和施工性优异。
若对实施例1中制造的滑道柱用绝热保护部件的无机纤维表面在特定干燥条件后利用SEM进行观察,则确认到由氧化物前体得到的氧化物存在于无机纤维表面整体。因此,认为制造的滑道柱用绝热保护部件的耐锈性提高。
另一方面,由于比较例1中制造的滑道柱用绝热保护部件的耐锈性差,比较例2中制造的滑道柱用绝热保护部件的水分量多,因此,由于干燥时的迁移,滑道柱用绝热保护部件表面的无机粘合剂固体成分变多。因此,比较例2中制造的滑道柱用绝热保护部件的表面附近的附着量变高。其结果,可知在滑道柱用绝热保护部件表面附近,因烧成而使大量Ca成分扩散至无机纤维内,因此,产生耐热冲击性降低、因烧成而使滑道柱用绝热保护部件的表面部分产生裂缝(产生翘曲、龟裂)这样的不良情况。
比较例3中制造的滑道柱用绝热保护部件因进行干燥而失去挠性,无法进行施工。
比较例4中制造的滑道柱用绝热保护部件(使用二氧化硅溶胶的滑道柱用绝热保护部件)的耐锈性差。
比较例5、6中制造的滑道柱用绝热保护部件通过喷涂(喷雾涂布)无机粘合剂使无机粘合剂附着,但由于在喷涂方法时在表面附近的无机粘合剂的固体成分密度变高,因此,无法在针刺毯的厚度方向均等地含浸。作为滑道柱用绝热保护部件整体以成为与实施例1相同程度的附着量的方式喷涂无机粘合剂时,仅局部存在于表面附近,表面部分的无机粘合剂固体成分密度变高。另外,由于含浸部的水分量变多,因此,因干燥时的迁移而使无机粘合剂固体成分在滑道柱用绝热保护部件的表面变多。其结果,可知产生因烧成而使滑道柱用绝热保护部件的表面部分产生裂缝(产生翘曲、龟裂)这样的不良情况。
比较例7中制造的滑道柱用绝热保护部件由于耐锈成分仅堆积在表面,因此,容易脱落,另外,无法将耐锈成分保持至内部,无法发挥耐锈性。
比较例8的方法难以将氧化物均匀且再现性良好地含浸于滑道柱用绝热保护部件表面部。若对制造之滑道柱用绝热保护部件的无机纤维表面在特定干燥条件后利用SEM进行观察,则确认到沉淀的固体成分散布于纤维表面而不是存在于纤维表面整体。因此,认为制造的滑道柱用绝热保护部件的耐锈性降低。
使用特定的方式对本发明详细地进行了说明,但对本领域技术人员而言显而易见的是能够在不脱离本发明的意图和范围的情况下进行各种变更。
本申请基于在2014年11月14日提出申请的日本专利申请2014-231461和在2015年5月13日提出申请的日本专利申请2015-098111,其整体通过引用而被援引于本说明书中。
滑道柱用绝热保护部件及滑道柱用绝热保护部件的施工方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0