

IPC分类号 : F16C19/02,F16C33/00,F16C33/44,F16C33/58,F16C33/64,F16C33/66,F16C43/04,C23C12/02






专利摘要
本发明公开了一种低速式自润滑高温滚动轴承,包括轴承内圈、第一高温自润滑耐磨层、保持架、滚动体、第二高温自润滑耐磨层及轴承外圈;第一高温自润滑耐磨层设于轴承内圈外壁上,保持架设于第一高温自润滑耐磨层外壁上,第二高温自润滑耐磨层设于轴承外圈内壁上。本发明还提供了一种低速式自润滑高温滚动轴承的制造方法。本发明制备出的轴承具备强耐高温能力、耐疲劳性能、耐腐蚀性能、高硬度及较好的不沾黏性能。此外,轴承内圈外壁及轴承外圈内壁上的高温自润滑耐磨层与相邻滚动体摩擦产生固体粉末润滑剂,在高温工况下呈现熔融状态,进而在摩擦表面间起到良好的自润滑作用,保持架表面包裹一层固体润滑材料,进一步增强了轴承的自润滑性能。
权利要求
1.一种低速式自润滑高温滚动轴承,其特征在于,包括由内到外依次设置的轴承内圈(1)、第一高温自润滑耐磨层(2)、保持架(3)、滚动体(4)、第二高温自润滑耐磨层(5)以及轴承外圈(6);所述轴承内圈(1)设于所述轴承外圈(6)内,所述第一高温自润滑耐磨层(2)设置于所述轴承内圈(1)的外壁上,所述保持架(3)设于所述第一高温自润滑耐磨层(2)的外壁上,所述滚动体(4)设置于所述保持架(3)上,所述第二高温自润滑耐磨层(5)设置于所述轴承外圈(6)的内壁上。
2.根据权利要求1所述的低速式自润滑高温滚动轴承的制造方法,其特征在于,具体按照以下步骤实施:
步骤1,轴承外圈(6)和轴承内圈(1)的表面渗化处理
步骤1.1,将轴承外圈(6)和轴承内圈(1)置于丙酮中超声清洗10-15min,清洗完毕后再用乙醇冲洗、吹干,得到预处理轴承外圈(6)和预处理轴承内圈(1);
步骤1.2,将铬钛硼多元共渗剂加热熔化,得到盐浴;将预处理轴承外圈(6)和预处理轴承内圈(1)放入盐浴中,于500-600℃保温2-5h,使轴承外圈(6)和轴承内圈(1)表面形成共渗层,保温完毕取出空冷,得到表面渗化处理的轴承外圈(6)和表面渗化处理的轴承内圈(1);
其中,所述铬钛硼多元共渗剂由以下质量份数的组分组成:供铬钛剂3-5份、氟化钠0.5-1份、硼酸钠5-10份、氢氧化钠1-3份、氰酸钠70-90份;
所述供铬钛剂包含铬-铁合金和钛-铁合金,且所述供铬钛剂中所含铁、铬、钛质量比为1:3-5:1-2;
步骤2,制备第一高温自润滑耐磨层(2)和第二高温自润滑耐磨层(5)
步骤2.1,按照重量份称取组成高温自润滑耐磨层材料的原料,其中,所述高温自润滑耐磨层材料由以下重量份数的组分组成:铜粉20-30份、钛粉20-25份、碳粉20-25份、石墨3-5份、二氧化钼3-5份、氮化硼3-5份、纳米陶瓷粉3-5份、纳米聚四氟乙烯5-10份、全氟烷基聚醚油3-5份;
步骤2.2,将步骤2.1中称取的铜粉、钛粉、碳粉、石墨、二氧化钼、氮化硼混合后粉碎,过300目筛,然后往其中加入步骤2.1中称取的纳米陶瓷粉,混合均匀后得到混合原料粉;
步骤2.3,将步骤2.1中称取的纳米聚四氟乙烯与非离子表面活性剂按照1g:5ml的比例分散均匀,得到聚四氟乙烯分散液;
步骤2.4,将步骤2.1中称取的全氟烷基聚醚油、步骤2.2中的原料粉、步骤2.3中的聚四氟乙烯分散液混合并搅拌均匀,得到镀层材料;
步骤2.5,将表面渗化处理的轴承外圈(6)和表面渗化处理的轴承内圈(1)置于真空镀膜仪中,然后将步骤2.4中得到镀层材料的分别镀到轴承内圈(1)的外壁上以及轴承外圈(6)的内壁上,再将镀有镀层材料的轴承外圈(6)和轴承内圈(1)置于氢气气氛炉内,在氢气气氛下升温速率控制在10-20℃/min升温至400-1000℃,保温时间为2-6h,随炉冷却,得到镀有第一高温自润滑耐磨层(2)的轴承内圈(1)和镀有第二高温自润滑耐磨层(5)的轴承外圈(6);
步骤3,保持架(3)的塑化定型处理
步骤3.1,按照重量份称取组成固体润滑材料的原料,其中,所述固体润滑材料由以下重量份数的组分组成:石墨3-5份、二氧化钨3-5份、氮化硼3-5份、聚四氟乙烯5-10份、聚苯硫醚3-5份、聚醚酰亚胺3-5份;
步骤3.2,将步骤3.1中称取的聚四氟乙烯、聚苯硫醚、聚醚酰亚胺混合、粉碎后过100目筛,得到混合有机原料,将混合有机原料于300-350℃下熔融,得到熔融有机原料;
步骤3.3,将步骤3.1中称取的石墨、二氧化钨、氮化硼混合后粉碎,过300目筛,得到混合无机原料,将混合无机原料加入步骤3.2制备出的熔融有机原料中,然后以1000-1500r/min的转速搅拌20-30min,得到处理好的固体润滑材料;
步骤3.4,将保持架(3)浸入处理好的固体润滑材料中,于300-350℃下保温10-15min,然后冷却至室温,使固体润滑材料包裹保持架(3),得到塑化定型处理的保持架(3);
步骤4,轴承的组装
将步骤2.5得到的轴承外圈(6)、轴承内圈(1)、步骤3.4得到的保持架(3)以及滚珠按常规工艺装配,得到低速式自润滑高温滚动轴承。
3.根据权利要求2所述的低速式自润滑高温滚动轴承的制造方法,其特征在于,所述轴承外圈(6)、所述轴承内圈(1)、所述保持架(3)、所述滚动体(4)均由高碳铬轴承钢制备而成。
4.根据权利要求2所述的低速式自润滑高温滚动轴承的制造方法,其特征在于,所述步骤2.3中所用非离子表面活性剂为辛基酚聚氧乙烯醚、壬基酚聚氧乙烯醚或聚乙二醇。
5.根据权利要求2所述的低速式自润滑高温滚动轴承的制造方法,其特征在于,所述第一高温自润滑耐磨层(2)和所述第二高温自润滑耐磨层(5)的厚度均为0.1-0.2mm。
6.根据权利要求2所述的低速式自润滑高温滚动轴承的制造方法,其特征在于,包裹所述保持架(3)的固体润滑材料厚度为10-100μm。
说明书
技术领域
本发明属于轴承技术领域,具体涉及一种低速式自润滑高温滚动轴承及其制造方法。
背景技术
轴承是在机械传动过程中起固定和减小载荷摩擦系数的部件。也可以说,当其它机件在轴上彼此产生相对运动时,用来降低动力传递过程中的摩擦系数和保持轴中心位置固定的机件。轴承是当代机械设备中一种举足轻重的零部件。它的主要功能是支撑机械旋转体,用以降低设备在传动过程中的机械载荷摩擦系数。
为了提高滚动轴承的承载能力,现有的低速高温滚动轴承为去掉保持架的满装滚动体结构,通常采用高温润滑脂润滑。低速高温滚动轴承在高温环境下工作,最初加注的高温润滑脂中的油脂成分首先蒸发,仅仅残留固体成分起到润滑作用,该固体成分量较少,不足以维持低速高温滚动轴承长时间的良好润滑,故短期内需要再次加注高温润滑脂,由于特殊结构和高温密封等原因,导致加注操作不便,必要时还需停产等轴承降温后才能加注,使得维护成本较高。如果不加注高温润滑脂继续使用,将导致低速高温滚动轴承早期失效,更换轴承成本更高。由于轴承自身结构和位置的影响,部分低速高温滚动轴承不能采用固体粉末润滑,当轴承能够采用固体粉末润滑时,固体粉末润滑在滚道内留存量有限,且在轴承运转过程中,固体粉末容易被推出轴承外,固体粉末消耗快,润滑效果仍然较差。
发明内容
本发明提供了一种低速式自润滑高温滚动轴承,解决了现有技术中低速高温滚动轴承使用高温润滑脂时,润滑脂中的油脂成分易蒸发,仅仅残留固体成分起到润滑作用,该固体成分量较少,不足以维持低速高温滚动轴承长时间良好润滑的问题,还解决了使用固体粉末润滑时,固体粉末润滑在滚道内留存量有限,且在轴承运转过程中,固体粉末容易被推出轴承外,固体粉末消耗快,润滑效果仍然较差的问题。
本发明的第一个目的是提供一种低速式自润滑高温滚动轴承,包括由内到外依次设置的轴承内圈、第一高温自润滑耐磨层、保持架、滚动体、第二高温自润滑耐磨层以及轴承外圈;所述轴承内圈设于所述轴承外圈内,所述第一高温自润滑耐磨层设置于所述轴承内圈的外壁上,所述保持架设于所述第一高温自润滑耐磨层的外壁上,所述滚动体设置于所述保持架上,所述第二高温自润滑耐磨层设置于所述轴承外圈的内壁上。
本发明的第二个目的是提供一种低速式自润滑高温滚动轴承的制造方法,具体按照以下步骤实施:
步骤1,轴承外圈和轴承内圈的表面渗化处理
步骤1.1,将轴承外圈和轴承内圈置于丙酮中超声清洗10-15min,清洗完毕后再用乙醇冲洗、吹干,得到预处理轴承外圈和预处理轴承内圈;
步骤1.2,将铬钛硼碳多元共渗剂加热熔化,得到盐浴;将预处理轴承外圈和预处理轴承内圈放入盐浴中,于500-600℃保温2-5h,使轴承外圈和轴承内圈表面形成共渗层,保温完毕取出空冷,得到表面渗化处理的轴承外圈和表面渗化处理的轴承内圈;
其中,所述铬钛硼多元共渗剂由以下质量份数的组分组成:供铬钛剂3-5份、氟化钠0.5-1份、硼酸钠5-10份、氢氧化钠1-3份、氰酸钠70-90份;
所述供铬钛剂包含铬-铁合金和钛-铁合金,且所述供铬钛剂中所含铁、铬、钛质量比为1:3-5:1-2;
步骤2,制备第一高温自润滑耐磨层和第二高温自润滑耐磨层
步骤2.1,按照重量份称取组成高温自润滑耐磨层材料的原料,其中,所述高温自润滑耐磨层材料由以下重量份数的组分组成:铜粉20-30份、钛粉20-25份、碳粉20-25份、石墨3-5份、二氧化钼3-5份、氮化硼3-5份、纳米陶瓷粉3-5份、纳米聚四氟乙烯5-10份、全氟烷基聚醚油3-5份;
步骤2.2,将步骤2.1中称取的铜粉、钛粉、碳粉、石墨、二氧化钼、氮化硼混合后粉碎,过300目筛,然后往其中加入步骤2.1中称取的纳米陶瓷粉,混合均匀后得到混合原料粉;
步骤2.3,将步骤2.1中称取的纳米聚四氟乙烯与非离子表面活性剂按照1g:5ml的比例分散均匀,得到聚四氟乙烯分散液;
步骤2.4,将步骤2.1中称取的全氟烷基聚醚油、步骤2.2中的原料粉、步骤2.3中的聚四氟乙烯分散液混合并搅拌均匀,得到镀层材料;
步骤2.5,将表面渗化处理的轴承外圈和表面渗化处理的轴承内圈置于真空镀膜仪中,然后将步骤2.4中得到镀层材料的分别镀到轴承内圈的外壁上以及轴承外圈的内壁上,再将镀有镀层材料的轴承外圈和轴承内圈置于氢气气氛炉内,在氢气气氛下升温速率控制在10-20℃/min升温至400-1000℃,保温时间为2-6h,随炉冷却,得到镀有第一高温自润滑耐磨层的轴承内圈和镀有第二高温自润滑耐磨层的轴承外圈;
步骤3,保持架的塑化定型处理
步骤3.1,按照重量份称取组成固体润滑材料的原料,其中,所述固体润滑材料由以下重量份数的组分组成:石墨3-5份、二氧化钨3-5份、氮化硼3-5份、聚四氟乙烯5-10份、聚苯硫醚3-5份、聚醚酰亚胺3-5份;
步骤3.2,将步骤3.1中称取的聚四氟乙烯、聚苯硫醚、聚醚酰亚胺混合、粉碎后过100目筛,得到混合有机原料,将混合有机原料于300-350℃下熔融,得到熔融有机原料;
步骤3.3,将步骤3.1中称取的石墨、二氧化钨、氮化硼混合后粉碎,过300目筛,得到混合无机原料,将混合无机原料加入步骤3.2制备出的熔融有机原料中,然后以1000-1500r/min的转速搅拌20-30min,得到处理好的固体润滑材料;
步骤3.4,将保持架浸入处理好的固体润滑材料中,于300-350℃下保温10-15min,然后冷却至室温,使固体润滑材料包裹保持架,得到塑化定型处理的保持架;
步骤4,轴承的组装
将步骤2.5得到的轴承外圈、轴承内圈、步骤3.4的保持架以及滚珠按常规工艺装配,得到低速式自润滑高温滚动轴承。
优选的,所述轴承外圈、所述轴承内圈、所述保持架、所述滚动体均由高碳铬轴承钢制备而成。
优选的,所述步骤2.3中所用非离子表面活性剂为辛基酚聚氧乙烯醚、壬基酚聚氧乙烯醚或聚乙二醇。
优选的,所述第一高温自润滑耐磨层和所述第二高温自润滑耐磨层的厚度均为0.1-0.2mm。
优选的,包裹所述保持架的固体润滑材料厚度为10-100μm。
一般来说,当轴承在高温下工作时,高温将造成合金中弥散析出的硬化相的回溶,引起轴承材料的硬度急剧下降,从而造成轴承的过早失效。如常用的高碳铬轴承钢最高实际使用温度仅为170℃,其改型的轴承钢号的最高使用温度也只有250℃,当工作温度超过170℃或250℃时,轴承套圈和滚动体的硬度往往降低到58HRC以下,这对轴承的耐磨性和使用寿命都有严重影响。因此,本发明首先对轴承外圈和轴承内圈表面进行渗化处理,通过铬钛硼多元中温盐浴共渗,使得工件具备更好的耐高温能力、耐疲劳性能、耐腐蚀性能、更强的硬度和较好的不沾黏性能。经过渗化处理后,轴承表面形成大于200μm的共渗层,共渗层最高硬度Hv1.0可达2500。
本发明在制备高温自润滑耐磨层时,选用铜、钛作为金属相材料,由于铜、钛具有很高的导热性能,可以有效降低轴承摩擦产生的温升,而且铜、钛具有良好的塑性,可使高温自润滑耐磨层具有良好的韧性;纳米陶瓷粉的存在使得本发明的高温自润滑耐磨层在600℃以下具有足够的强度、硬度来维持轴承的运转;而且由于纳米陶瓷粉在金属基体中的溶解度很小,温度的上升不会引起高温自润滑耐磨层强度、硬度的显著下降;碳粉、石墨作为固体润滑剂,在摩擦时,碳粉、石墨既能够有效地降低摩擦系数,减少摩擦热量的产生,又能够减少和防止滚动体和内外圈之间的粘着,从而有效地延长轴承的高温使用性能;由于碳粉、石墨具有不浸润的特性,为了提高高温自润滑耐磨层的烧结性能,添加少量组份的二氧化钼和氮化硼,一方面可以有效改善高温自润滑耐磨层的烧结性能,另一方面可以显著提高其机械性能。
本发明采用固体润滑材料对保持架进行塑化定型处理,塑化定型体包裹住保持架,并随保持架一起运转,与滚动体、保持架、轴承外圈和轴承内圈接触碰撞,促使塑化定型体中的固体润滑材料脱落,在轴承零件的工作表面形成固体转移润滑膜,使轴承免于磨损和失效;此外,塑化定型体不会干扰轴承保持架和滚动体的正常运转,且本发明的滚动轴承无需轴向限位装置,是一个非常具有工程实际意义的发明。
与现有技术相比,本发明的有益效果在于:
1)本发明对轴承外圈和轴承内圈进行表面渗化处理,使得轴承外圈和轴承内圈具备更好的耐高温能力、耐疲劳性能、耐腐蚀性能、更强的硬度和较好的不沾黏性能。
2)本发明制备的低速自润滑高温滚动轴承在运转过程中,轴承内圈外壁以及轴承外圈内壁上设置的高温自润滑耐磨层与相邻滚动体摩擦较均匀产生固体粉末润滑剂,固体粉末润滑剂留存于滚道内,起到润滑作用。此外,由于滚动体以及轴承内外圈光滑度较高,一次性高温自润滑耐磨层磨损量较少,故高温自润滑耐磨层能够长期不间断地为轴承提供固体粉末润滑剂,当轴承不工作时,高温自润滑耐磨层也相应地停止磨损,不会发生损耗。
3)本发明对保持架进行塑化定型处理,在其表面包裹一层固体润滑材料,进一步增强了轴承的自润滑性能。
附图说明
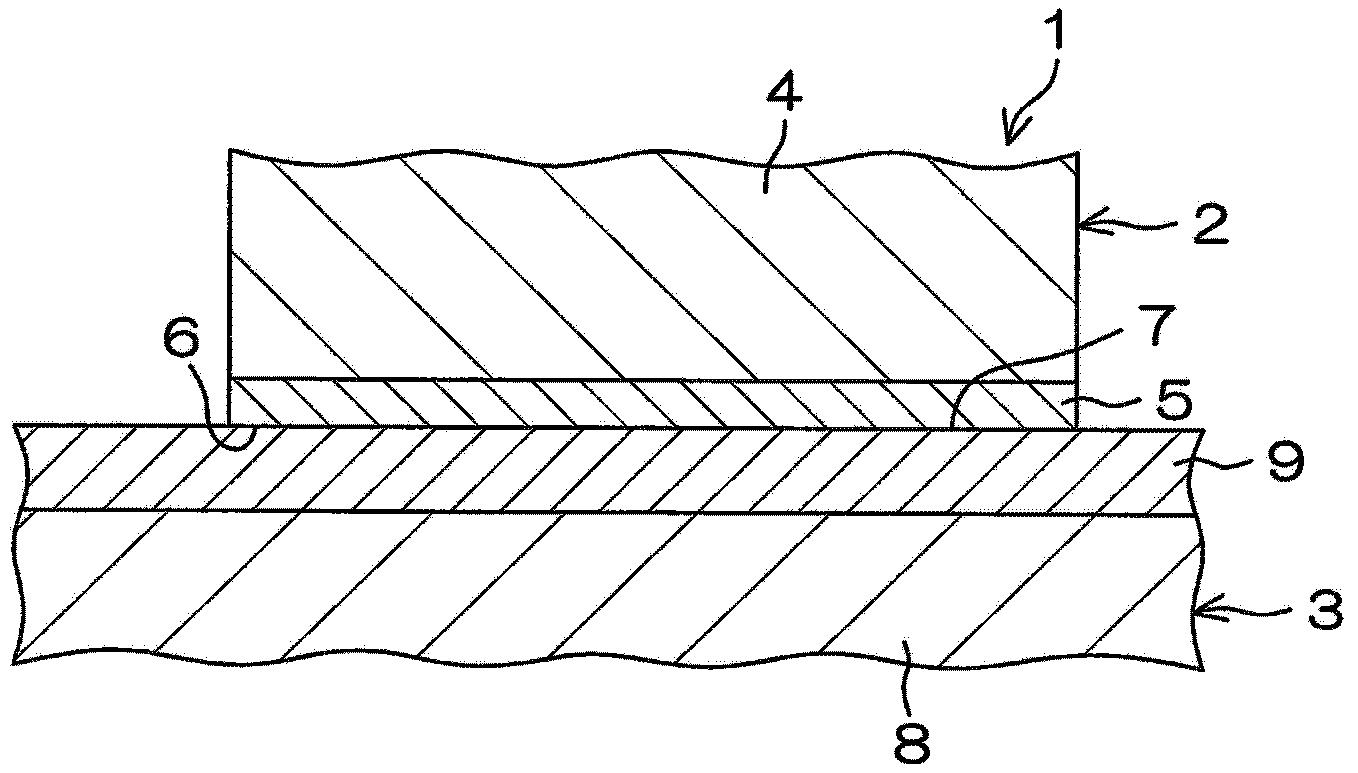
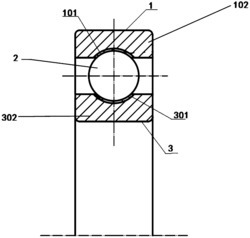
图1是本发明低速式自润滑高温滚动轴承的结构示意图。
附图标记说明:1-轴承内圈,2-第一高温自润滑耐磨层,3-保持架,4-滚动体,5-第二高温自润滑耐磨层,6-轴承外圈。
具体实施方式
为了使本领域技术人员更好地理解本发明的技术方案能予以实施,下面结合附图和具体实施例对本发明作进一步说明,但所举实施例不作为对本发明的限定。
下面各实施例中未注明具体条件的试验方法,均按照本领域的常规方法和条件进行,所用的材料若无特殊说明均为市售。
实施例1
一种低速式自润滑高温滚动轴承,具体如图1所示,包括由内到外依次设置的轴承内圈1、第一高温自润滑耐磨层2、保持架3、滚动体4、第二高温自润滑耐磨层5以及轴承外圈6;轴承内圈1设于轴承外圈6内,第一高温自润滑耐磨层2设置于轴承内圈1的外壁上,保持架3设于第一高温自润滑耐磨层2的外壁上,滚动体4设置于保持架3上,第二高温自润滑耐磨层5设置于轴承外圈6的内壁上。
轴承内圈1的外壁上设有第一高温自润滑耐磨层2,轴承外圈6的内壁上设有第二高温自润滑耐磨层5,运行时,轴承内圈1外壁以及轴承外圈6内壁上设置的高温自润滑耐磨层与相邻滚动体4摩擦较均匀产生固体粉末润滑剂,固体粉末润滑剂留存于滚道内,起到润滑作用。此外,由于滚动体4以及轴承内外圈光滑度较高,一次性高温自润滑耐磨层磨损量较少,故高温自润滑耐磨层能够长期不间断地为轴承提供固体粉末润滑剂,当轴承不工作时,高温自润滑耐磨层也相应地停止磨损,不会发生损耗。
实施例2
一种低速式自润滑高温滚动轴承的制造方法,具体按照以下步骤实施:
步骤1,轴承外圈6和轴承内圈1的表面渗化处理
步骤1.1,将轴承外圈6和轴承内圈1置于丙酮中超声清洗10min,清洗完毕后再用乙醇冲洗、吹干,得到预处理轴承外圈6和预处理轴承内圈1;
步骤1.2,将铬钛硼多元共渗剂加热熔化,得到盐浴;将预处理轴承外圈6和预处理轴承内圈1放入盐浴中,于600℃保温2h,使轴承外圈6和轴承内圈1表面形成共渗层,保温完毕取出空冷,得到表面渗化处理的轴承外圈6和表面渗化处理的轴承内圈1;
其中,铬钛硼多元共渗剂由以下质量份数的组分组成:供铬钛剂3份、氟化钠0.5份、硼酸钠10份、氢氧化钠2份、氰酸钠80份;
供铬钛剂包含铬-铁合金和钛-铁合金,且供铬钛剂中所含铁、铬、钛质量比为1:3:2;
步骤2,制备第一高温自润滑耐磨层2和第二高温自润滑耐磨层5
步骤2.1,按照重量份称取组成高温自润滑耐磨层材料的原料,其中,高温自润滑耐磨层材料由以下重量份数的组分组成:铜粉20份、钛粉25份、碳粉20份、石墨3份、二氧化钼5份、氮化硼3份、纳米陶瓷粉4份、纳米聚四氟乙烯5份、全氟烷基聚醚油5份;
步骤2.2,将步骤2.1中称取的铜粉、钛粉、碳粉、石墨、二氧化钼、氮化硼混合后粉碎,过300目筛,然后往其中加入步骤2.1中称取的纳米陶瓷粉,混合均匀后得到混合原料粉;
步骤2.3,将步骤2.1中称取的纳米聚四氟乙烯与辛基酚聚氧乙烯醚按照1g:5ml的比例分散均匀,得到聚四氟乙烯分散液;
步骤2.4,将步骤2.1中称取的全氟烷基聚醚油、步骤2.2中的原料粉、步骤2.3中的聚四氟乙烯分散液混合并搅拌均匀,得到镀层材料;
步骤2.5,将表面渗化处理的轴承外圈6和表面渗化处理的轴承内圈1置于真空镀膜仪中,然后将步骤2.4中得到镀层材料的分别镀到轴承内圈1的外壁上以及轴承外圈6的内壁上,再将镀有镀层材料的轴承外圈6和轴承内圈1置于氢气气氛炉内,在氢气气氛下升温速率控制在10℃/min升温至400℃,保温时间为6h,随炉冷却,得到镀有第一高温自润滑耐磨层2的轴承内圈1和镀有第二高温自润滑耐磨层5的轴承外圈6;
其中,第一高温自润滑耐磨层2和第二高温自润滑耐磨层5的厚度均为0.1mm;
步骤3,保持架3的塑化定型处理
步骤3.1,按照重量份称取组成固体润滑材料的原料,其中,固体润滑材料由以下重量份数的组分组成:石墨3份、二氧化钨5份、氮化硼4份、聚四氟乙烯5份、聚苯硫醚4份、聚醚酰亚胺4份;
步骤3.2,将步骤3.1中称取的聚四氟乙烯、聚苯硫醚、聚醚酰亚胺混合、粉碎后过100目筛,得到混合有机原料,将混合有机原料于330℃下熔融,得到熔融有机原料;
步骤3.3,将步骤3.1中称取的石墨、二氧化钨、氮化硼混合后粉碎,过300目筛,得到混合无机原料,将混合无机原料加入步骤3.2制备出的熔融有机原料中,然后以1200r/min的转速搅拌25min,得到处理好的固体润滑材料;
步骤3.4,将保持架3浸入处理好的固体润滑材料中,于300℃下保温15min,然后冷却至室温,使固体润滑材料包裹保持架3,得到塑化定型处理的保持架3;
其中,包裹保持架3的固体润滑材料厚度为10μm;
步骤4,轴承的组装
将步骤2.5得到的轴承外圈6、轴承内圈1、步骤3.4的保持架3以及滚珠按常规工艺装配,得到低速式自润滑高温滚动轴承。
实施例3
一种低速式自润滑高温滚动轴承的制造方法,具体按照以下步骤实施:
步骤1,轴承外圈6和轴承内圈1的表面渗化处理
步骤1.1,将轴承外圈6和轴承内圈1置于丙酮中超声清洗12min,清洗完毕后再用乙醇冲洗、吹干,得到预处理轴承外圈6和预处理轴承内圈1;
步骤1.2,将铬钛硼多元共渗剂加热熔化,得到盐浴;将预处理轴承外圈6和预处理轴承内圈1放入盐浴中,于550℃保温4h,使轴承外圈6和轴承内圈1表面形成共渗层,保温完毕取出空冷,得到表面渗化处理的轴承外圈6和表面渗化处理的轴承内圈1;
其中,铬钛硼多元共渗剂由以下质量份数的组分组成:供铬钛剂4份、氟化钠1份、硼酸钠8份、氢氧化钠3份、氰酸钠70份;
供铬钛剂包含铬-铁合金和钛-铁合金,且供铬钛剂中所含铁、铬、钛质量比为1:5:1.5;
步骤2,制备第一高温自润滑耐磨层2和第二高温自润滑耐磨层5
步骤2.1,按照重量份称取组成高温自润滑耐磨层材料的原料,其中,高温自润滑耐磨层材料由以下重量份数的组分组成:铜粉30份、钛粉20份、碳粉22份、石墨4份、二氧化钼4份、氮化硼4份、纳米陶瓷粉3份、纳米聚四氟乙烯8份、全氟烷基聚醚油3份;
步骤2.2,将步骤2.1中称取的铜粉、钛粉、碳粉、石墨、二氧化钼、氮化硼混合后粉碎,过300目筛,然后往其中加入步骤2.1中称取的纳米陶瓷粉,混合均匀后得到混合原料粉;
步骤2.3,将步骤2.1中称取的纳米聚四氟乙烯与壬基酚聚氧乙烯醚按照1g:5ml的比例分散均匀,得到聚四氟乙烯分散液;
步骤2.4,将步骤2.1中称取的全氟烷基聚醚油、步骤2.2中的原料粉、步骤2.3中的聚四氟乙烯分散液混合并搅拌均匀,得到镀层材料;
步骤2.5,将表面渗化处理的轴承外圈6和表面渗化处理的轴承内圈1置于真空镀膜仪中,然后将步骤2.4中得到镀层材料的分别镀到轴承内圈1的外壁上以及轴承外圈6的内壁上,再将镀有镀层材料的轴承外圈6和轴承内圈1置于氢气气氛炉内,在氢气气氛下升温速率控制在15℃/min升温至600℃,保温时间为4h,随炉冷却,得到镀有第一高温自润滑耐磨层2的轴承内圈1和镀有第二高温自润滑耐磨层5的轴承外圈6;
其中,第一高温自润滑耐磨层2和第二高温自润滑耐磨层5的厚度均为0.15mm;
步骤3,保持架3的塑化定型处理
步骤3.1,按照重量份称取组成固体润滑材料的原料,其中,所述固体润滑材料由以下重量份数的组分组成:石墨4份、二氧化钨4份、氮化硼3份、聚四氟乙烯10份、聚苯硫醚5份、聚醚酰亚胺3份;
步骤3.2,将步骤3.1中称取的聚四氟乙烯、聚苯硫醚、聚醚酰亚胺混合、粉碎后过100目筛,得到混合有机原料,将混合有机原料于350℃下熔融,得到熔融有机原料;
步骤3.3,将步骤3.1中称取的石墨、二氧化钨、氮化硼混合后粉碎,过300目筛,得到混合无机原料,将混合无机原料加入步骤3.2制备出的熔融有机原料中,然后以1500r/min的转速搅拌20min,得到处理好的固体润滑材料;
步骤3.4,将保持架3浸入处理好的固体润滑材料中,于320℃下保温12min,然后冷却至室温,使固体润滑材料包裹保持架3,得到塑化定型处理的保持架3;
其中,包裹保持架3的固体润滑材料厚度为50μm;
步骤4,轴承的组装
将步骤2.5得到的轴承外圈6、轴承内圈1、步骤3.4的保持架3以及滚珠按常规工艺装配,得到低速式自润滑高温滚动轴承。
实施例4
一种低速式自润滑高温滚动轴承的制造方法,具体按照以下步骤实施:
步骤1,轴承外圈6和轴承内圈1的表面渗化处理
步骤1.1,将轴承外圈6和轴承内圈1置于丙酮中超声清洗15min,清洗完毕后再用乙醇冲洗、吹干,得到预处理轴承外圈6和预处理轴承内圈1;
步骤1.2,将铬钛硼多元共渗剂加热熔化,得到盐浴;将预处理轴承外圈6和预处理轴承内圈1放入盐浴中,于500℃保温5h,使轴承外圈6和轴承内圈1表面形成共渗层,保温完毕取出空冷,得到表面渗化处理的轴承外圈6和表面渗化处理的轴承内圈1;
其中,铬钛硼多元共渗剂由以下质量份数的组分组成:供铬钛剂5份、氟化钠0.8份、硼酸钠5份、氢氧化钠1份、氰酸钠90份;
供铬钛剂包含铬-铁合金和钛-铁合金,且供铬钛剂中所含铁、铬、钛质量比为1:4:1;
步骤2,制备第一高温自润滑耐磨层2和第二高温自润滑耐磨层5
步骤2.1,按照重量份称取组成高温自润滑耐磨层材料的原料,其中,高温自润滑耐磨层材料由以下重量份数的组分组成:铜粉25份、钛粉22份、碳粉25份、石墨5份、二氧化钼3份、氮化硼5份、纳米陶瓷粉5份、纳米聚四氟乙烯10份、全氟烷基聚醚油4份;
步骤2.2,将步骤2.1中称取的铜粉、钛粉、碳粉、石墨、二氧化钼、氮化硼混合后粉碎,过300目筛,然后往其中加入步骤2.1中称取的纳米陶瓷粉,混合均匀后得到混合原料粉;
步骤2.3,将步骤2.1中称取的纳米聚四氟乙烯与聚乙二醇按照1g:5ml的比例分散均匀,得到聚四氟乙烯分散液;
步骤2.4,将步骤2.1中称取的全氟烷基聚醚油、步骤2.2中的原料粉、步骤2.3中的聚四氟乙烯分散液混合并搅拌均匀,得到镀层材料;
步骤2.5,将表面渗化处理的轴承外圈6和表面渗化处理的轴承内圈1置于真空镀膜仪中,然后将步骤2.4中得到镀层材料的分别镀到轴承内圈1的外壁上以及轴承外圈6的内壁上,再将镀有镀层材料的轴承外圈6和轴承内圈1置于氢气气氛炉内,在氢气气氛下升温速率控制在20℃/min升温至1000℃,保温时间为2h,随炉冷却,得到镀有第一高温自润滑耐磨层2的轴承内圈1和镀有第二高温自润滑耐磨层5的轴承外圈6;
其中,第一高温自润滑耐磨层2和第二高温自润滑耐磨层5的厚度均为0.2mm;
步骤3,保持架3的塑化定型处理
步骤3.1,按照重量份称取组成固体润滑材料的原料,其中,所述固体润滑材料由以下重量份数的组分组成:石墨5份、二氧化钨3份、氮化硼5份、聚四氟乙烯8份、聚苯硫醚3份、聚醚酰亚胺5份;
步骤3.2,将步骤3.1中称取的聚四氟乙烯、聚苯硫醚、聚醚酰亚胺混合、粉碎后过100目筛,得到混合有机原料,将混合有机原料于300℃下熔融,得到熔融有机原料;
步骤3.3,将步骤3.1中称取的石墨、二氧化钨、氮化硼混合后粉碎,过300目筛,得到混合无机原料,将混合无机原料加入步骤3.2制备出的熔融有机原料中,然后以1000r/min的转速搅拌30min,得到处理好的固体润滑材料;
步骤3.4,将保持架3浸入处理好的固体润滑材料中,于350℃下保温10min,然后冷却至室温,使固体润滑材料包裹保持架3,得到塑化定型处理的保持架3;
其中,包裹保持架3的固体润滑材料厚度为100μm;
步骤4,轴承的组装
将步骤2.5得到的轴承外圈6、轴承内圈1、步骤3.4的保持架3以及滚珠按常规工艺装配,得到低速式自润滑高温滚动轴承。
需要说明的是,轴承外圈6、轴承内圈1、保持架3、滚动体4均由高碳铬轴承钢制备而成。
实施例2-4均制备出了性能良好的低速式自润滑高温滚动轴承,对实施例2-4的步骤1中表面渗化处理过的轴承外圈和轴承内圈的性能进行测试,以说明实施例2-4的效果,具体实验结果见表1。
表1表面渗化处理后的性能测试结果
从表1中可以看出,实施例2-4的步骤1中表面渗化处理过的轴承外圈和轴承内圈的表面均形成200μm厚度左右的共渗层,共渗层表面显微硬度可达2500HV以上。由此可见,渗化处理后,该轴承表面具备很好的硬度、耐高温能力、耐疲劳性能,能够满足高温条件下的性能要求。
将实施例2-4制得的轴承进行性能测试,其中摩擦磨损实验条件为:负载19.6MPa,摇摆频率27次/min,摇摆角度±30°,摩擦时间50h,测试结果如表2所示。
表2轴承性能测试结果
从表2可以看出,本发明制得的轴承材料力学性能好,自润滑性能优异,并且在实验中还发现,该轴承能够承受600℃左右的高温。
需要说明的是,本发明权利要求书中涉及数值范围时,应理解为每个数值范围的两个端点以及两个端点之间任何一个数值均可选用,由于采用的步骤方法与实施例1-4相同,为了防止赘述,本发明的描述了优选的实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
一种低速式自润滑高温滚动轴承及其制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0