

IPC分类号 : B22F5/00,C22C26/00,B22F3/10,B22F3/14,E21B10/00







专利摘要
本发明提供了一种孕镶金刚石钻头胎体材料,它的各组份含量按重量百分比计为:YG8占16~24%,FJT‑06占42~52%,FJT‑A4占16~20%,FJT‑A2占12~18%以及不可避免的杂质。利用其制造高适应性孕镶金刚石钻头的方法,它包括对胎体材料升温进行无压烧结处理;将孕镶金刚石钻头坯体冷却;对孕镶金刚石钻头坯体进行超强热压处理;将孕镶金刚石钻头坯体冷却出炉;孕镶金刚石钻头坯体冷却至室温的步骤。本发明通过合理设计孕镶金刚石钻头胎体材料组分和采用与所述组份相匹配的特殊无压烧结加超强热压复式制造方法,有效地提高了孕镶金刚石钻头胎体的综合力学性能,可以实现高效、长寿命的钻进目标。
权利要求
1.一种高适应性孕镶金刚石钻头的制造方法,它包括以下步骤:
1)对胎体进行无压烧结处理,所述烧结温度为940~950℃,保温3.5~4.5min,形成孕镶金刚石钻头坯体;
2)对孕镶金刚石钻头坯体冷却至500~550℃;
3)对孕镶金刚石钻头坯体进行超强热压处理,所述超强热压处理时,温度为1100~1250℃,压力为35~55MPa,保温、保压9.0~12.0min;
4)将孕镶金刚石钻头坯体冷却至700~750℃后出炉;
5)孕镶金刚石钻头坯体冷却至室温,即可得到孕镶金刚石钻头;
其中,孕镶金刚石钻头胎体材料的各组份含量按重量百分比计为:YG8占16~24%,FJT-06占42~52%,FJT-A4占16~20%,FJT-A2占12~18%以及不可避免的杂质。
2.根据权利要求1所述高适应性孕镶金刚石钻头的制造方法,其特征在于:所述胎体的各组份含量按重量百分比计为:YG8占18~22%,FJT-06占45~50%,FJT-A4占18~19%,FJT-A2占14~16%以及不可避免的杂质。
3.根据权利要求1所述高适应性孕镶金刚石钻头的制造方法,其特征在于:所述胎体的各组份原材料的粒度为320~400目。
4.根据权利要求1所述高适应性孕镶金刚石钻头的制造方法,其特征在于:步骤1)中所述无压烧结时,升温速度为90~110℃/min。
5.根据权利要求4所述高适应性孕镶金刚石钻头的制造方法,其特征在于:所述升温时,前0~4min升温速度为90~100℃/min,之后以100~110℃/min速度升温至设定的烧结温度。
6.根据权利要求1所述高适应性孕镶金刚石钻头的制造方法,其特征在于:步骤3)中,所述超强热压处理时,升温速度为90~100℃/min,升压速度为6~8MPa/min。
说明书
技术领域
本发明属于地质勘探与钻探工程领域,具体是指一种孕镶金刚石钻头胎体材料及利用其制造高适应性金刚石钻头的方法。
背景技术
随着地质勘探、地热勘探和页岩气新能源勘探的工作迅速发展以及深部钻探和深部地学研究的迅速发展,钻遇的岩层变化多样,岩性复杂多变,需要高性能的金刚石钻头适应现代钻探的变化;特别是深部岩层的硬度高,研磨性强,钻头磨耗快,钻头的使用寿命短,给钻探施工造成成本高。
本发明之前,制造孕镶金刚石钻头的方法有热压方法、无压浸渍方法、等主要几种常用方法。其中,热压方法是目前制造孕镶金刚石钻头的主要方法,多采用中频电炉或电阻炉进行热压烧结;受传统设计方法与固有思想的束缚、影响,热压参数中所加压力一般都在14~18MPa范围,所设计的烧结温度一般都在940~980℃范围。在这样的热压工艺与参数条件下,钻头的胎体只能采用较低含量的骨架材料(WC、YG8等),配合采用Fe、Ni、Mn、Co等单金属硬质粘结材料,同时配备较高含量的软质粘结金属材料(Cu-Sn合金或Cu-Sn-Zn合金)。但是,胎体各材料的物理力学性质相差很大,最硬的、熔点最高的是骨架材料(WC、YG8);最软的、熔点最低的是Cu合金材料;物理力学性质相差这么大的金属材料混合在一起,热压工艺参数难以合理设计。温度与压力高对骨架材料和Fe、Ni、Mn、Co等金属的烧结有利,但是对Cu合金烧结不利,Cu合金熔点低在高温和高压下流失大,钻头胎体性能必然发生改变;采用较低温度与压力,虽然对Cu合金热压烧结有利,但对于胎体的整体力学性能难以达到,钻头的质量变差。因此,热压参数只能采用实验方法试验确定,在保证Cu合金不流失或流失尽量少和金刚石钻头具备一定的力学性能的前提下设计与确定热压参数,因此,温度最高不超过980℃,压力最大不超过18MPa,这种热压参数极难实现工艺参数的优化,必然谈不上金刚石钻头的性能稳定和孕镶金刚石钻头质量提升。同时,采用这类胎体材料与热压工艺参数,金属粉末之间以及金属粉末与金刚石之间难以实现有效的交互作用和融合,难以制造出具有普适性能的金刚石钻头,钻头的使用范围受到明显的限制,制造出的钻头难以实现高效、长寿命的钻进目标。
无压浸渍方法属于无压烧结方法范畴,制造孕镶金刚石钻头不加压力。无压浸渍法制造孕镶金刚石钻头规范和精度较高;同时,由于属无压烧结,带入胎体材料中的空气和还原性的气体比较容易从粉末颗粒间排出,对孕镶金刚石钻头胎体致密化会产生一定效果。但由于制造钻头过程中不加压力,因此钻头胎体的致密性和力学性能会受到直接影响,硬度与耐磨性较低,钻头对岩石的选择性很敏感,钻头的钻进速度与使用寿命很难同时兼顾。这种方法多用于制造钻进硬而致密岩石的钻头,以求取得较快的钻进速度;多数情况下用于制造表镶金刚石扩孔器。
由上述分析可知,应用较普遍的热压方法具有较多的优势,但很难制造出高性能、高质量和具有普适性能的的孕镶金刚石钻头。孕镶金刚石钻头的性能和质量的现状,成为了制约孕镶金刚石钻头高效、长寿命钻进的瓶颈。因此,必须综合各种方法的优势,从胎体材料体系以及与它相匹配的制造方法和工艺技术方向上寻找突破口,才能达到理想的目标。
发明内容
本发明提供了一种孕镶金刚石钻头胎体材料及利用其制造高适应性金刚石钻头的方法,通过合理设计孕镶金刚石钻头胎体材料组分和采用与所述组份相匹配的特殊无压烧结加超强热压复式制造方法,有效地提高了孕镶金刚石钻头胎体的综合力学性能,可以实现高效、长寿命的钻进目标。
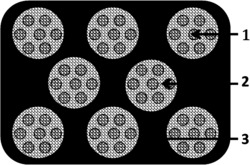
为实现上述目的,本发明的孕镶金刚石钻头胎体材料,其特征在于:它的各组份含量按重量百分比计为:YG8(WC92Co8)占16~24%,FJT-06(Fe58Ni30Cr5B3Si4)占42~52%,FJT-A4(Fe23Co27Cu50)占16~20%,FJT-A2(Fe70Cu30)占12~18%以及不可避免的杂质。
优选的,所述的孕镶金刚石钻头胎体材料的各组份含量按重量百分比计为:YG8占18~22%,FJT-06占45~50%,FJT-A4占18~19%,FJT-A2占14~16%以及不可避免的杂质。
更优选的,它的各组份原材料的粒度为320~400目。
本发明还提供了利用所述孕镶金刚石钻头胎体材料制造高适应性孕镶金刚石钻头的方法,它包括以下步骤:
1)对胎体材料升温进行无压烧结处理,所述烧结温度为940~950℃,保温3.5~4.5min,形成孕镶金刚石钻头坯体;
2)将孕镶金刚石钻头坯体冷却至500~550℃;
3)对孕镶金刚石钻头坯体进行超强热压处理,所述超强热压处理时,温度为1100~1250℃,压力为35~55MPa,保温、保压9.0~12.0min;
4)将孕镶金刚石钻头坯体冷却至700~750℃,出炉;
5)孕镶金刚石钻头坯体冷却至室温,即可得到孕镶金刚石钻头。
优选的,步骤1)中所述无压烧结时,升温速度为90~110℃/min。进一步优选的,步骤1)中所述升温时,前0~4min升温速度为90~100℃/min,之后以100~110℃/min速度升温至设定的烧结温度。
再优选的,步骤3)中,所述超强热压处理时,升温速度为90~100℃/min,升压速度为6~8MPa/min。
本发明所述孕镶金刚石钻头的胎体骨架材料选择YG8(WC92Co8)预合金粉料,其在钻头胎体中起着骨架和支撑作用,承受钻进过程中所施加的钻进压力;同时确保钻头胎体的硬度与耐磨性,胎体硬质粘结金属材料选择了:FJT-06(Fe58Ni30Cr5B3Si4)、FJT-A4(Fe23Co27Cu50)、FJT-A2(Fe70Cu30),在胎体中主要起着粘结骨架材料和金刚石的作用,提高胎体综合机械性能。骨架材料YG8及硬质粘结预合金粉材料FJT-06、FJT-A4、FJT-A2共同起着既提高胎体耐磨性作用,又能确保金刚石随着胎体适时磨损而有效自锐出刃,明显提高本发明孕镶金刚石钻头的整体性能和胎体组织结构均匀而致密的优势。本发明的胎体材料不采用普通热压等方法必须采用的Cu-Sn或Cu-Sn-Zn软质粘结合金材料;在超强热压工艺条件下,不会出现粘结金属Cu-Sn或Cu-Sn-Zn合金的偏析或流失,不会导致胎体材料成分比的改变和胎体性能的变化。
相应地,针对上述特殊选配的原材料组份,本发明的制造高适应性孕镶金刚石钻头采用了无压烧结加超强热压复式的方法。其中,无压烧结方法装料采用不加压的松装方法。混料和装料过程中,带入金属粉末中的空气在无压烧结的初期与金属粉末发生预氧化,实质上起着促进活化烧结的作用,烧结中金属原子的迁移和重排,气孔等缺陷得以较好消除,有利于提高烧结胎体(即孕镶金刚石钻头坯体)的致密性和均质性,可实现本发明孕镶金刚石钻头的尺寸规范和高精度要求,也为超强热压提供良好的孕镶金刚石钻头坯体条件。
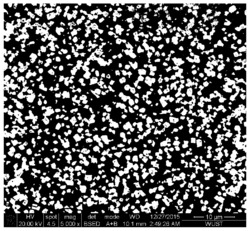
超强热压处理大大提高了对无压烧结孕镶金刚石钻头坯体的高温与高压作用,提高粉末颗粒的相对滑动、破碎和塑性变形,加快颗粒的重排、体积扩散机制,有效加速胎体的致密化进程,因而加强了金属粉末之间以及金属粉末与金刚石之间的交互作用和有效融合。通过1100~1250℃和35~55MPa的超强热压,配合优选的超细预合金粉末条件,金属粉末之间以及金属粉末与金刚石之间可以实现高温、高压下的交互作用和有效融合,实现粉末塑性变形、流动机制和扩散变形机制,钻头胎体致密化可达到理论密度的99.4~99.5%,从而有效提高了胎体的机械力学性能。
具体实施方式
下面结合具体实施例对本发明孕镶金刚石钻头胎体材料及利用其制造高适应性金刚石钻头的方法作进一步说明。
实施例1
一种新型孕镶金刚石钻头的胎体材料,包括骨架材料YG8和硬质粘结金属材料:FJT-06、FJT-A4、FJT-A2预合金粉;其重量百分比依次分别为18%、49%、17%与16%;胎体材料全部为超细320~400目预合金粉材料;所选择金刚石参数:粒度30/40目占35%,40/50目占45%,50/60占20%,金刚石百分比浓度90%,金刚石品级全部MBD40型。对胎体材料进行球磨混料,确保金刚石在金属粉末中分布均匀,备用。
采用无压烧结加超强热压复式制造孕镶金刚石钻头方法,包括以下步骤:
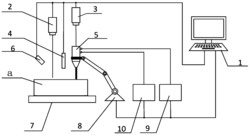
1)组装好无压烧结孕镶金刚石钻头的模具,将备好的钻头胎体材料装入模具内,压上钻头钢体,置于自控中频电炉中,并启动自控中频电炉,进入无压烧结孕镶金刚石钻头坯体的程序,无压烧结中,升温速度前4min为90℃/min,之后以105℃/min速度升温至设定的温度950℃,保温3.5min后停电;
2)将孕镶金刚石钻头坯体随炉冷却至550℃;
3)对孕镶金刚石钻头坯体升温加压进行超强热压处理,中频电炉自动启动升温,进入超强热压程序,超强热压工艺参数:温度1150℃,压力45MPa,保温;超强热压工艺过程中,升温速度为110℃/min,增压速度为9MPa/min;保温、保压9.5min后停电;
4)将孕镶金刚石钻头坯体随炉冷却至720℃,出炉;
5)孕镶金刚石钻头坯体冷却至室温,后进行机械加工即可得到孕镶金刚石钻头。
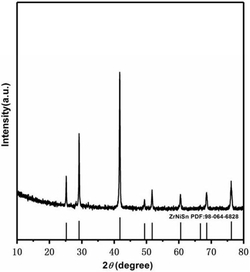
对钻头胎体中的金刚石进行了回收和初步检测,检测到金刚石表面与胎体金属间出现了MeC(金属碳化物)层,即C-MeC-Me结合过渡层,表明金刚石与胎体材料实现了化学结合,而并非都是机械包镶结合。这也为本方法制造的孕镶金刚石钻头的耐磨性提高、使用寿命延长提供了科学依据。
对本实施例所得的孕镶金刚石钻头,检测孕镶金刚石钻头的胎体密度达到理论密度99.3%。利用张力环检测本实施例所制造的孕镶金刚石钻头胎体包镶金刚石的强度,比相同胎体材料采用普通热压方法制造的孕镶金刚石钻头胎体包镶金刚石的强度,提高了约29%;利用HR-150A硬度计测试钻头胎体硬度达到HRC47;利用MPx-2000摩擦磨损试验机测试耐磨性为17mg;这是普通热压钻头所不能实现的性能指标。本实施例钻头与同矿区的市售金刚石钻头进行对比性试验,本实施例制的钻头钻进效率提高17%,钻头的使用寿命提高约25%。
实施例2
一种新型孕镶金刚石钻头的胎体材料,包括骨架材料YG8及硬质粘结金属粉FJT-06、FJT-A4、FJT-A2预合金粉;其重量百分比依次分别为22%、43%、19%与16%;胎体材料全部为超细320~400目预合金粉材料;所选择金刚石参数:粒度30/40目占45%,40/50目占40%,50/60占15%,金刚石百分比浓度95%,金刚石品级全部MBD40型。对胎体材料进行球磨混料,确保金刚石在金属粉末中分布均匀,备用;
采用无压烧结加超强热压复式制造孕镶金刚石钻头方法,包括以下步骤:
1)组装好无压烧结孕镶金刚石钻头的模具,将备好的钻头胎体材料装入模具内,压上钻头钢体,置于自控中频电炉中,并启动自控中频电炉,进入无压烧结孕镶金刚石钻头坯体的程序,无压烧结中,升温速度前4min为100℃/min,之后以110℃/min速度升温至设定的温度945℃,保温4.0min后停电;
2)将孕镶金刚石钻头坯体随炉冷却至500℃;
3)对孕镶金刚石钻头坯体升温加压进行超强热压处理,中频电炉自动启动升温,进入超强热压程序,超强热压工艺参数:温度1220℃,压力50MPa;超强热压过程中,升温速度为105℃/min,增压速度为10MPa/min,达到设定的温度与压力时,进入保温、保压程序;保温、保压10.5min后停电,
4)将孕镶金刚石钻头坯体随炉冷却至750℃,出炉。
5)孕镶金刚石钻头坯体冷却至室温,后进行机械加工即可得到孕镶金刚石钻头。
对本实施例所得的孕镶金刚石钻头,检测孕镶金刚石钻头的胎体密度达到理论密度99.4%,利用张力环检测本实施例所制造的孕镶金刚石钻头胎体包镶金刚石的强度,比相同胎体材料采用普通热压方法制造的孕镶金刚石钻头胎体包镶金刚石的强度,提高了约31%;利用HR-150A硬度计测试钻头胎体硬度达到HRC49;利用MPx-2000摩擦磨损试验机测试耐磨性为16mg;这是普通热压钻头所不能实现的性能指标。本实施例钻头与同矿区的市售金刚石钻头进行对比性试验,本实施例制的钻头钻进效率提高18%,钻头的使用寿命提高约27%。
实施例3
一种新型孕镶金刚石钻头的胎体材料,包括骨架材料YG8和硬质粘结金属材料:FJT-06、FJT-A4、FJT-A2预合金粉;其重量百分比依次分别为20%、44%、20%与16%;胎体材料全部为超细320~400目预合金粉材料;所选择金刚石参数:粒度30/40目占35%,40/50目占45%,50/60占20%,金刚石百分比浓度90%,金刚石品级全部MBD40型。对胎体材料进行球磨混料,确保金刚石在金属粉末中分布均匀,备用。
采用无压烧结加超强热压复式制造孕镶金刚石钻头方法,包括以下步骤:
1)组装好无压烧结孕镶金刚石钻头的模具,将备好的钻头胎体材料装入模具内,压上钻头钢体,置于自控中频电炉中,并启动自控中频电炉,进入无压烧结孕镶金刚石钻头坯体的程序,无压烧结中,升温速度前4min为90℃/min,之后以105℃/min速度升温至设定的温度950℃,保温3.5min后停电;
2)将孕镶金刚石钻头坯体随炉冷却至550℃;
3)对孕镶金刚石钻头坯体升温加压进行超强热压处理,中频电炉自动启动升温,进入超强热压程序,超强热压工艺参数:温度1220℃,压力55MPa,保温保压;超强热压工艺过程中,升温速度为110℃/min,增压速度为9MPa/min;保温、保压9.5min后停电;
4)将孕镶金刚石钻头坯体随炉冷却至720℃,出炉;
5)孕镶金刚石钻头坯体冷却至室温,后进行机械加工即可得到孕镶金刚石钻头。
对本实施例所得的孕镶金刚石钻头,检测孕镶金刚石钻头的胎体密度达到理论密度99.5%。利用张力环检测本实施例所制造的孕镶金刚石钻头胎体包镶金刚石的强度,比相同胎体材料采用普通热压方法制造的孕镶金刚石钻头胎体包镶金刚石的强度,提高了约32%;利用HR-150A硬度计测试钻头胎体硬度达到HRC50;利用MPx-2000摩擦磨损试验机测试耐磨性为17mg;这是普通热压钻头所不能实现的性能指标。本实施例钻头与同矿区的市售金刚石钻头进行对比性试验,本实施例制的钻头钻进效率提高19%,钻头的使用寿命提高约29%。
本说明书中若有未作详细描述的内容,则属于本领域专业技术人员公知的技术,此处不再赘述。
孕镶金刚石钻头胎体材料及利用其制造高适应性金刚石钻头的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0