
、改进轧制合金坯料中粒度均匀性的方法")
IPC分类号 : G01N3/08,B21B27/00,B21B27/02,G01N3/00,G01N3/10





专利摘要
提供一种提高轧制金属中晶粒均匀性的方法,包括向轧制金属部分施加轴向拉力,其中轧制金属部分在第一末端固定并在第二末端固定,并向第一末端和第二末端之间的轧制金属部分施加横向载荷,其中,横向载荷使轧制金属部分发生移位,其中,横向载荷构造为引起轧制金属部分中的应力分布,其中,应力分布将轧制金属部分的芯体改变为超过其弹性极限并将轧制金属部分的外层改变为低于或接近其弹性极限,其中,轴向拉力、横向载荷和移位引起轧制金属部分中的平均粒度得以改善。
权利要求
1.一种提高轧制金属中晶粒均匀性和细化的方法,其包括:
a.向轧制金属部分施加轴向拉力,其中,所述轧制金属部分在第一末端固定并且在第二末端固定;以及
b.向所述第一末端和所述第二末端之间的轧制金属部分施加横向载荷,其中,所述横向载荷使所述轧制金属部分发生移位,
c.控制轧制位置处发生的压下比率,通过将应力保持在高于弹性极限而在轧制横截面中引起纵向剪切和轴向拉力,追踪在中间轴附近所引起的纵向剪切以及在表面层附近所引起的法向应力,并确保它们适当地进行平衡,
其中,所述横向载荷构造为引起所述轧制金属部分中的应力分布,
其中,所述应力分布将所述轧制金属部分的芯体改变为超过其弹性极限并将所述轧制金属部分的外层改变为低于或接近其弹性极限,其中,所述轴向拉力、所述横向载荷和所述移位引起更均匀地分布在所述轧制金属部分中的较小平均粒度,
其中,所述轧制金属部分包含服从霍尔-佩奇关系的材料组合物,
其中,中间辊处由弯曲引起的横向剪切力V为:
轴向拉力T为:
c是半截面高度;t是截面厚度;k是霍尔-佩奇等式的平方根依赖因子;δ
在中间辊x
其中,α为横向剪切力与竖直轴线之间的角。
2.如权利要求1所述的提高轧制金属中晶粒均匀性和细化的方法,其特征在于,所述轴向拉力使用选自下组的源诱发:液压、气动、机械、磁力和电源。
3.如权利要求1所述的提高轧制金属中晶粒均匀性和细化的方法,其特征在于,所述横向载荷使用选自下组的源诱发:液压、气动、机械、磁力和电源。
4.如权利要求1所述的提高轧制金属中晶粒均匀性和细化的方法,其特征在于,所述横向载荷通过在所述轧制金属部分的所述第一末端和所述第二末端处进行移动或固定支撑来进行平衡。
5.如权利要求4所述的提高轧制金属中晶粒均匀性和细化的方法,其特征在于,所述移动或固定支撑使用选自下组的源诱发:液压、气动、机械、磁力和电源。
6.如权利要求1所述的提高轧制金属中晶粒均匀性和细化的方法,其特征在于,所述横向载荷包括:在所述轧制金属部分的至少一个表面上或通过所述至少一个表面的固定跨距、固定轮廓、固定强度和固定持续时间,或者在所述轧制金属部分的至少一个表面上或通过所述至少一个表面的可变跨距、可变轮廓、可变强度和可变持续时间。
7.如权利要求1所述的提高轧制金属中晶粒均匀性和细化的方法,其特征在于,所述横向载荷的持续时间延续直至或超过以下所述的时刻:所述轧制金属部分的芯体塑性变形并提高晶粒均匀性的时刻。
8.如权利要求1所述的提高轧制金属中晶粒均匀性和细化的方法,其特征在于,将所述轧制金属部分置于第一辊对和第二辊对之间,其中,所述第一辊对包括第一顶部辊和第一底部辊,其中,所述第一顶部辊的底部表面与所述第一底部辊的顶部表面相对,其中,所述第二辊对包括第二顶部辊和第二底部辊,其中所述第二顶部辊的底部表面与所述第二底部辊的顶部表面相对,第三辊位于所述第一辊对和第二辊对的跨中,其中所述第一辊对、所述第二辊对、和所述第三辊是彼此平行的圆柱体,其中,根据所述轧制金属部分截面中所需的平均粒度向所述轧制金属部分施加所述轴向拉力,其中,所述移位通过第三辊施加到所述轧制金属部分上,其中,所述移位对应于根据所述金属部分截面的所述所需平均粒度具体施加的力和距离,其中,所述金属部分的应力将所述轧制金属部分的芯体改变为超过其弹性极限,其中,所述轧制金属部分的所述应力将所述轧制金属部分中远离芯体的层设置为低于或接近其弹性极限,其中,在所述金属部分中实现了提高的粒度均匀性。
说明书
发明领域
本发明一般涉及轧制部分。更具体地说,本发明涉及一种改进整个坯料横截面的粒度均匀性和晶粒细化的方法。
发明背景
在与材料成本和交付时间线匹配时,改进金属加工和构建的轧制坯料质量是一个实际问题。所需要的是一种低成本且高效的方法,其提高坯料芯体中剪切的程度大于表面处剪切的提高,从而抵消由辊引起的表面处的大量剪切。
发明内容
为了满足本领域的需要,提供了一种提高轧制金属中晶粒均匀性的方法,包括:向轧制金属部分施加轴向拉力,其中轧制金属部分在第一末端固定并在第二末端固定,并向第一末端和第二末端之间的轧制金属部分施加横向载荷,其中,横向载荷使轧制金属部分发生移位,其中,横向载荷构造为引起轧制金属部分中的应力分布,其中,应力分布将轧制金属部分的芯体改变为超过其弹性极限并将轧制金属部分的外层改变为接近其弹性极限,其中,轴向拉力、横向载荷和移位引起所述轧制金属部分中较小的平均粒度以及横截面中更均匀的粒度分布。
根据发明的一个方面,轴向拉力使用包括如下的源诱发:液压、气动、机械、磁力或电源。
根据发明的另一方面,横向载荷使用包括如下的源诱发:液压、气动、机械、磁力或电源。
在一方面中,横向载荷通过在轧制金属部分的第一末端和第二末端处进行移动或固定支撑来进行平衡。此处,移动或固定支撑使用包括如下的源诱发:液压、气动、机械、磁力或电源。
在发明的另一方面中,所述横向载荷包括:在轧制金属部分的至少一个表面上的固定跨距、固定轮廓、固定强度和固定持续时间,或者在轧制金属部分的至少一个表面上的可变跨距、可变轮廓、可变强度和可变持续时间。
在发明的另一方面,轧制金属部分具有服从霍尔-佩奇关系的材料组成。
根据发明的另一方面,横向载荷的持续时间延续到以下所述的时刻:直至轧制金属部分的芯体塑性变形并提高晶粒均匀性的时刻。
在发明的另一方面中,将轧制金属部分置于第一辊对和第二辊对之间,其中,第一辊对包括第一顶部辊和第一底部辊,其中,第一顶部辊的底部表面与第一底部辊的顶部表面相对,其中,第二辊对包括第二顶部辊和第二底部辊,其中第二顶部辊的底部表面与第二底部辊的顶部表面相对,其中,第三辊位于第一辊对和第二辊对之间的跨中(mid-span),其中第一辊对、第二辊对、和第三辊是彼此平行的圆柱体,其中,根据轧制金属部分截面中所需的平均粒度向轧制金属部分施加拉力,其中,移位通过第三辊施加到轧制金属部分上,其中,移位对应于根据金属部分截面中的所需平均粒度具体施加的力和距离,其中,金属部分的应力将轧制金属部分的芯体改变为超过其弹性极限,其中,轧制金属部分的应力将轧制金属部分的外层设置为低于或接近其弹性极限,其中,在金属部分中实现了提高的粒度均匀性。
附图简述
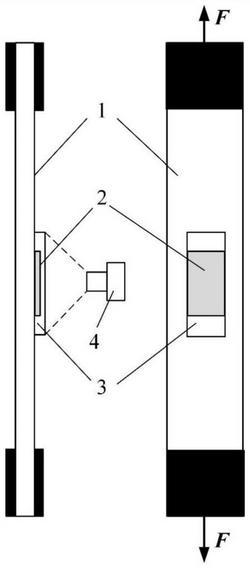
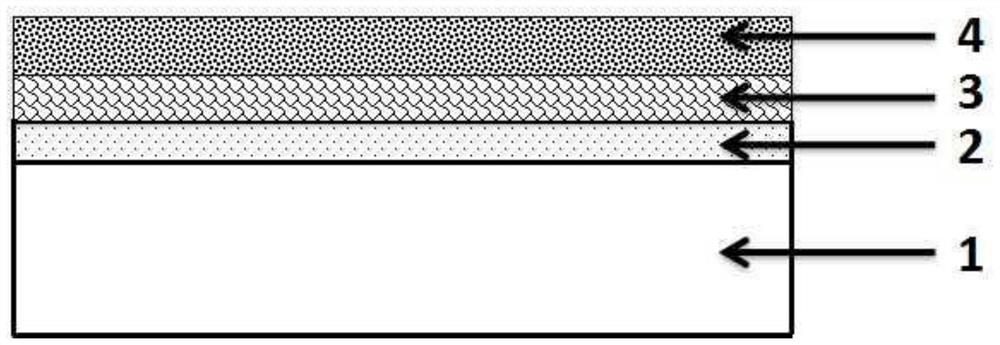
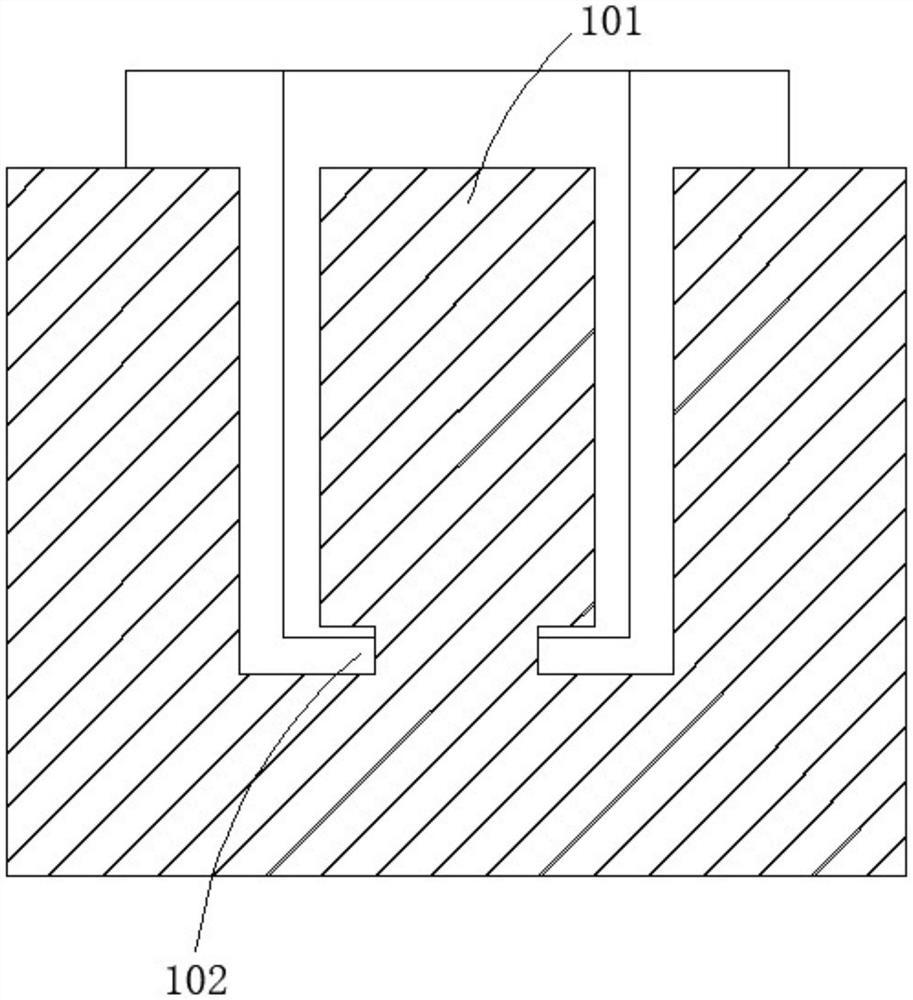
图1图1显示了本发明的一个示例,其中,部分(1)表示轧制的不均匀微结构,以及(2)微结构后剪切增强微结构(microstructure post shear enhancementmicrostructure),表明芯体被精制到与表面附近相当的水平和较小的平均粒度。机理依赖于横向和纵向载荷的相互作用,所述横向和轴向载荷可相对于轧制金属移动或静止,并且具有固定或可变的空间和/或时间曲线。根据本发明一实施方式,剪切增强可以在轧制阶段之间或最后进行,并且可以输送最终的轧制产品或者通过另外的加工操作来补充。
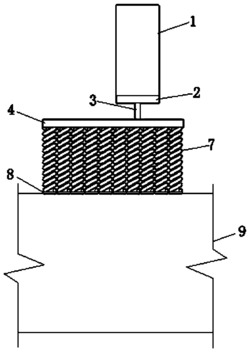
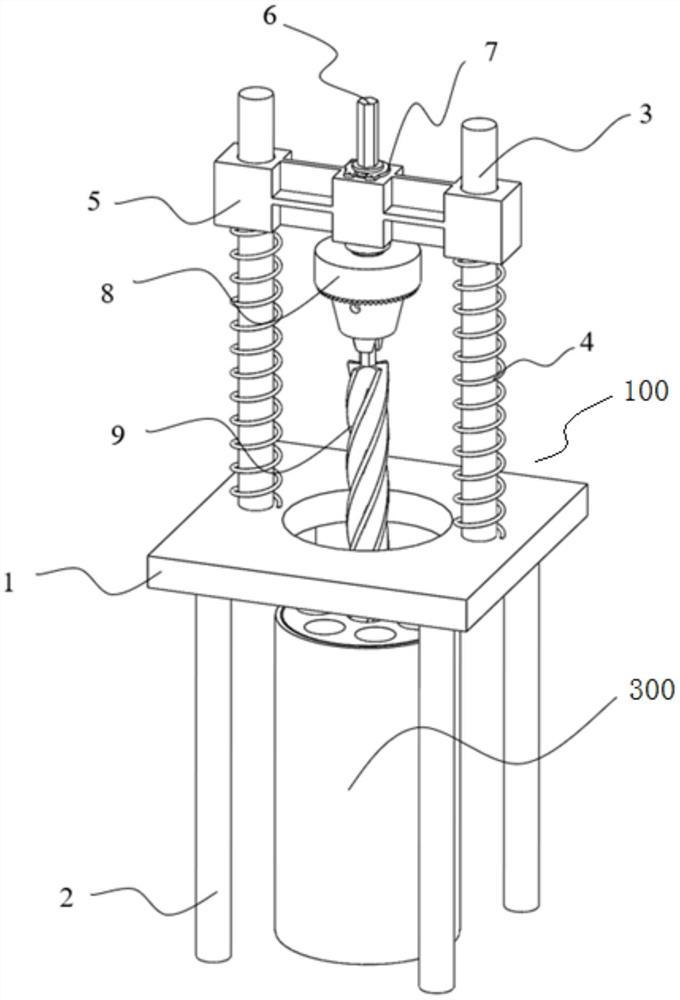
图2显示出通过纯机械手段施加横向加载(TL)以诱导剪切增强(SE)的示例。例如,可以基于需要使用各种SE辊设置,并且TL可以沿着方向xj的任意组合引发。还可以使用多个SE阶段,并且与热处理组合。所有辊(是静置或是移动的)必须共同控制横向载荷和轴向拉力。根据本发明的一个实施方式,根据每个辊装置的设计,剪切增强部分可以保持其直度,或允许将每个辊弯曲。
图3显示了在中间(neutral)层和表面层的应力-应变性质的视图。部分的芯体中较粗的晶粒结构预期会导致较小的屈服强度(根据霍尔-佩奇关系)。轧制材料中引发的轴向拉力水平可以控制从最左边的辊流出的材料中的应力卸荷。然后,根据本发明一实施方式,与表面层(通过法向弯曲应力)相比,SER横向加载更容易在芯体中引发塑性(通过纵向剪切应力),即使在剪切应力的大小小于法向应力的情况下也是如此。
图4显示出图2的SER设置的预期的粒度δ细化,显示为从左侧的辊测定的轴向位置s的函数。在我们的分析研究中,根据本发明的一实施方式中,为了简单,我们用指数趋势(虚线)取近似。
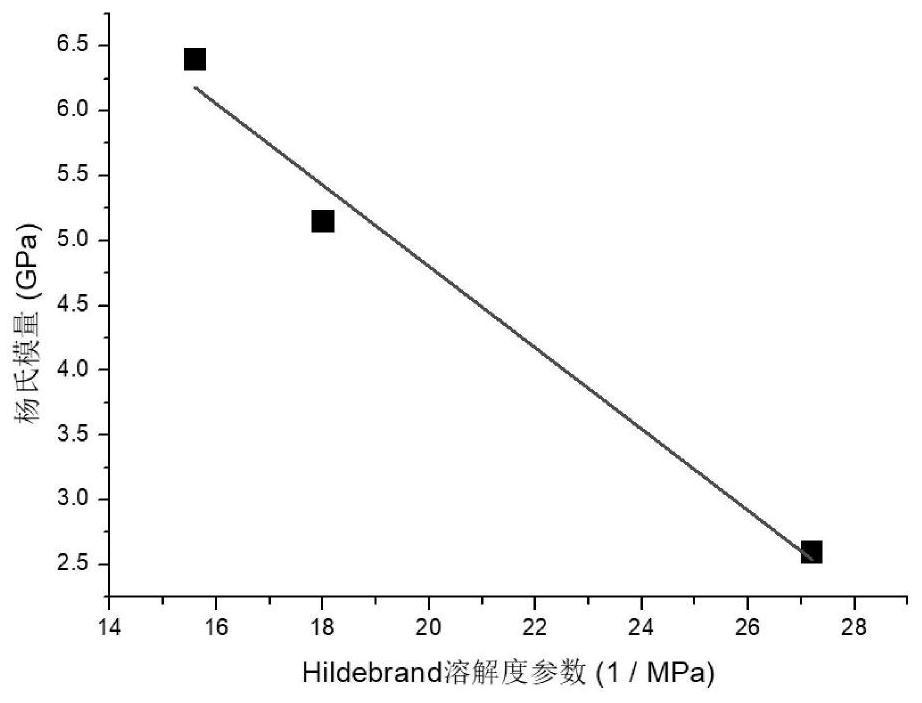
图5显示出服从霍尔-佩奇关系的微结构的曲线非常适合SER加工。材料塑性范围内的小应力增量(Δσ1)将导致粗晶粒的显著细化,如在轧制部分的芯体处的情况。根据本发明的一实施方式,假设轧制部分的表面层在SER期间也处于塑性范围内,需要大得多的应力增量(Δσ2)以引发沿着轧制部分的表面层的细晶粒细化。
图6A-6D显示了:(6A)分析中的假定静态确定设置,其中各辊承载了居中的SER横向载荷P的P/2;(6B)当俯视与pp'平行的截面时,假定变形和力场是对称性的,在SE辊的两侧进行分段,将轴向拉力T和横向剪切力V视为平衡施加的载荷P的内部力;(6C)SER跨距s上的理论横向内部力V的分布,以及假定的恒定轴向拉力T,T模拟为接近或等于轧制部分芯体的屈服强度的有效应力值,从而以最小的弯曲在芯体中引发塑性和晶粒细化;(6D)多粒度用于区域A的分析SER模型识别,其自由地位于左辊和SE辊之间,根据本发明的实施方式,区域B的下表面层与SE辊完全接触,并且是V翻转标记处。
图7显示了中间辊的净垂直力(实线)和挠度(虚线)作为其位置相对于左辊的距离的函数的曲线图。根据本发明实施方式,当施加的载荷P在距离左棍225mm处时,其值应当为24kN,并且相应中间辊升高应为23mm。
图8显示了中间层(虚线)和表面层(实线)之间的屈服归一化有效应力的比较。控制SER的轴向拉力允许中间层处的有效应力立即超过~11%,高于其屈服强度,驱使晶粒细化以及芯体的相应强化。相反,当表面层离开最左侧辊并进入SER阶段时,表面层部分卸荷。然后,SER中的表面层弯曲将这些层中的有效应力提高到表面屈服强度的约82%(由更细的晶粒组成)。因此,根据本发明的实施方式,表面层将不会参与SER阶段中的塑性变形或晶粒细化,允许芯体中的目标晶粒细化。
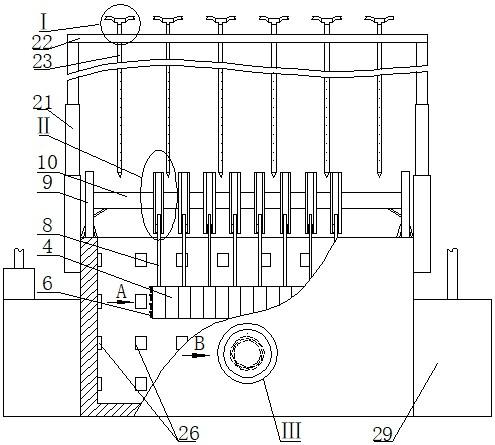
图9显示了有限元模拟的3D SER设定。关键尺寸如图所示。10mm×40mm×2000mm的矩形杆在该模型中进行轧制。此处使用5个分析刚性辊。最左侧一对导致截面减少10%。最右侧一对导致了另外减少10%。中间辊(最初与矩形杆相切)在0.5秒内上升10mm,但仅在矩形截面穿过最右侧的一对之后如此,以产生所需的拉力。根据本发明的实施方式,对左辊和右辊分配π弧度/秒的角速度,以拖拉矩形杆。
图10A-10B中显示了在中间辊上升之前和之后所预测的剪切应力(Pa)分布,表现出在施加横向载荷之后轧制材料中的剪切应力增加。此外,根据本发明实施方式,还可以看到跨中间辊的剪切应力的清晰翻转标志,与剪切力的分析模型(图6C)一致。
图11穿过最左侧辊(顶部曲线)、离开该辊(中间曲线)、和经过中间辊(底部曲线)的横截面深度上的粒度分布。SER后的较平坦晶粒分布表明横截面中更均匀的晶粒结构,并且其曲线越低意味着平均粒度越小;根据本发明的实施方式,两者都通过施加剪切增强来实现。
图12显示了计算预测的中间辊施加的垂直力,其由于数值伪像(numericalartifact)和代表辊的分析刚性主体的刻面离散而波动。中间辊上升10mm,值波动约92kN。显然,根据本发明的实施方式,完备的计算(fully-fledged computation)表明刚性更高的模型,其主要是由于在分析模型中所忽略的残余应力的影响。
具体实施方式
根据本发明的实施方式,本发明涉及剪切增强轧制(SER),并总结于图1中,并且图2中显示了的基本形式。SER的实用性是引发轧制横截面的芯体中目标晶粒细化,以提供与表面层附近晶粒细化的更好匹配。SER可提升轧制横截面的粒度均匀性,并降低平均粒度。通过SER操作的方法依赖于通过横向加载和轴向拉力的任意机理在横截面中引起纵向剪切应力。
根据本发明,横向载荷和拉力可以通过机械、液压、气动、电力、或磁力方式实施。例如,在图2中仅显示了基本机械方式,其中,可以使用自由旋转的辊或柱塞来产生横向载荷,而拉力可以通过在轧制位置处发生的压下比率来调节。如图2所示,多个SER阶段可以使用相似或不同的横向加载源,并且这些阶段可以是连续的,也可以不是连续的。
可以控制轴向拉力,例如,如图3所示,仅允许在轧制位置后中间轴处轻微卸荷。在这种情况下,当材料流通过SE-TL辊左侧的轧制位置时(图2),促进在中间层中和附近的塑性开始,用于小SE-TL引起的弯曲和横向移位。由此,中间层附近的即刻晶粒细化将在SER跨距上继而发生。该单一SE-Tl辊的剪切增强阶段中的晶粒细化预计将遵循图4中的趋势。
当SER横向载荷设计成在其较高的屈服值之下引起弯曲应力时,表面层附近较细的晶粒可能不会参与所给定的SER构型的晶粒细化,如图3所示。如果SE-TL引起的曲率半径足够小、以及/或者轴向拉力足够大,那么对于给定的应力增量,遵循霍尔-佩奇关系的微结构(图5)相对于表面层还将更容易在核心附近细化。在所有情况下,通过由中间层附近引起的横向载荷和纵向剪切应力来保持对表面层附近引起的法向应力的追踪对于SER过程中确立适当晶粒细化目标是必不可少的。
本文公开的程序特别针对使用图6所示的简单设置的矩形轧制横截面的SER,忽略了以下因素:残余应力;速率效应;热软化;损伤演化或惯性效应,用于SER概念的最直接说明。这些被忽略的效应并不包括在计算模型中,然而,用于在更实际的条件下进一步验证我们的SER方法。
因此,分析模型的第一步是简化SER跨距s上的粒度变化。替代图3的预期分布,叠加指数衰减函数。此外,替代跨距的轴向参数s,在推导中假定小挠度,并且仅使用x分量。
表1.分析模型参数,假定设在室温下SER的矩形钢截面。
因此,左辊和右辊之间(图6)的任意横截面x处的平均粒度 可以按如下给出:
其中,xf=2xp,即,假设SE-TL辊位于跨中处,即从左辊到中间辊的距离的两倍。式1中的其它参数如表1限定。类似地,中间层上的粒度δ(x)也可以写成:
其中,粒度参数也如表1中限定。
其次,请注意遵循霍尔-佩关系的材料的任意两点之间屈服强度之差可写为:
第三,我们试图找到由于在中间辊处施加的横向载荷(图6)而在中间层处所引起的最大剪切应力。请注意,SE辊的弯曲会导致如下形式的轴向应力:
其中,σ
在SER跨距中的轧制材料的层(y)之间出现水平剪切力ΔH,其可以在任何两个横截面之间按如下计算:
其中t是横截面的厚度,并且Δx是所选横截面之间的轴向间距。关注中间层,发现中间层处(最大)相应引发的平均剪切应力(Δτ)可以按如下计算:
其中,我们分化了式4,并将其插入式5以获得式6。曲率半径最终通过组合式6和式3,假设特莱斯卡准则限定剪切强度差值,并在x上积分来求解。
其中,
Q(x)≡Δ(x)-Δ(x0), (式9)
其中
并且,
此外,假设1/ρα→0(即,图6中的区域A)开始是平坦的,虽然其是倾斜的。还要注意的是,由于将获得第n个根以寻找曲率,因此需要存在;因此我们需要
第四,按如下来求解中间辊(位于xp处)的横向挠度:
其中θ0和y0是初始值,如表1中限定。
第五,求解中间辊处由弯曲引起的横向剪切力(V)和用于确定所需施加载荷(P)的轴向拉力(T),以产生由式12预测的挠度。因此,可以假设V(x)在区域A上是恒定的,并且由如下确定:
其中c如表1中限定。轴向拉力T可以从最右侧辊处的强度估算。即,
其中,图6D中,横截面b和a是相等的。此处的粒度可以通过将a和b的任一侧上所限定的粒度进行平均来计算。最后,由如下式发现在中间辊处所施加的载荷:
其中,α如在图6B中所限定,并且可以使用由式12预测的挠度y以及从最左侧辊开始测定的中间辊的位置xp进行近似。
式12的预测和净横向力绘制在图7中。据预测,如果SE-TL辊位于距离最左侧辊225mm处(图6),并且中间层处需要~17%的晶粒细化(13.2μm→11μm),那么SE-TL辊处需要23mm的横向位移和24kN的施加力。这用于10mm厚、40mm宽的矩形横截面杆,并且假设施加~200MPa的拉伸应力,即最左侧和最右侧辊之间中间层的屈服强度。
对于所选择的轴向拉力值(其由最右侧辊的粒度(因此由压下比)确定),我们在图8中对中间层和表面层的有效应力进行进一步跟踪,所述有效应力各自通过其自身屈服强度归一化(依赖粒度,根据霍尔-佩奇关系)。因此,对于图6的设置,在剪切强化期间(82%的屈服强度)表面层不会发生塑性,但中间层会发生塑性(初始屈服强度的11%过应力),并且层通过预期的晶粒细化而硬化,使得剪切增强阶段结束时应力比降至100%。
式1到式15概述的过程当然可以适用于任意横截面形状,以确定SER中所需的载荷和挠度。然而,难以包括残余应力、速率效应、热效应和/或损坏的变化。残余应力与实际加工特别相关。预计它们会以两种方式增加轧制材料的刚度(增加力和减少横向挠度):(a)通过使NL移动远离形心,使得弯曲应力不会消失,并且有助于轴向拉力,以及(b)通过在预施加应力的变形期间提高材料的硬化。
因此,进行计算研究(包括我们在分析研究中所忽略的影响),以进一步研究SER晶粒细化和均匀性的可行性。
为了验证上述分析并放宽在矩形横截面SER的分析研究中引入的一些约束,即,在速率独立性、无热塑性和准静态条件下,以及为了更好地解释残余应力和应力三轴性的影响,通过动态显式有限元模拟进行SER的计算研究。图9显示了计算模型的设置,并且标示描述了模拟条件的详情。使用由增强应变沙漏控制的3,000降阶积分的8节点六面体元件的网格。为了减少由于轧制的强烈变形引起的网格扭曲问题,采用ALE(任意拉格朗日欧拉(Arbitrary Lagrangian Eulerian))方法在ABAQUS\Explicit上实现。为了更方便的计算,使用域分解并行。研发了约翰逊-库克(Johnson-Cook,JC)材料法(material law),其写为VUMAT,并与ABAQUS\Explicit相关。JC考虑了应变硬化、速率依赖性和热软化;所有使用的材料参数列于表2中。在10%的塑性功时,温度上升近似为绝热,与相当慢的轧制速度一致。
表2:计算模型中使用的材料性质
在中间辊上升之前和之后的预测剪切应力分如图10所示,由于来自中间辊施加的横向载荷,在最左侧辊和最右侧辊之间的SER区域中表现出剪切应力增加。还可以看到跨越中间辊的剪切应力的翻转标志,这与横向剪切载荷的分析预测一致(图6C)。SER区域中的该剪切增强设计成针对轧制杆芯层中(而不是表面层中)的额外晶粒细化。对于分析模型的相同水平的晶粒细化,在该模拟中记录了仅10mm的中间辊的最大位移。该差值被认为是合理的,并且是由于在计算模拟中计算在内的更详细的机械行为,并且特别是由于计算在内的残余应力。
图11中预测的粒度与分析模型的表1中列出的那些相当。当SE-TL辊处于最高位置时,预测计算力在90kN和94kN之间波动。这高于分析模型,同样主要是由于现在计算在内的残余应力效应。
最后,从图11中注意到,在SER阶段期间没有发生表面层内晶粒细化;在最左侧辊和最右侧辊之间的任何地方,所给定的曲率半径和轴向拉力引起的应力完全在表面屈服面(yield surface)下方。这在计算上证实了分析预测,并且表明在精心设计的SER工艺中晶粒细化可以完全针对轧制材料的芯体。
本发明提供了一种轧制微结构的新方法,其在整个横截面具有增强的粒度均匀性,并且具有较小的平均粒度,这被称为剪切增强轧制。本文所示的是用于矩形横截面的SER运行中的示例性细节,用于置于SER区域跨中的单个SE-TL辊,但是本文概述的概念和方法适用于任意横截面形状,并且具有环境热梯度。SER依赖于通过将应力保持在高于弹性极限,在轧制横截面中引起纵向剪切和轴向拉力,而导致那里目标晶粒细化。表面层中产生的相应应力可以用适当的曲率和轴向张力控制保持在低于其弹性极限;但即使如上所述,遵循霍尔-佩奇关系的材料仍然可以在其芯体中进行更大的晶粒细化。SER通常需要追踪在中间轴附近所引起的纵向剪切,以及在表面层附近所引起的法向应力,并确保它们适当地进行平衡,用于需要且合适的晶粒细化方案。
本发明证明了当在轧制期间或之后在轧制部分中引发纵向剪切应力时,将针对在截面芯体处和附近进行晶粒细化,使得横截面上的晶粒均匀性增加,并且截面中的平均粒度减小。根据本发明,纵向剪切最容易通过施加横向载荷引起,其可以容易地从SER之前和之后的实际芯体粒度和所需芯体粒度之间的差值以及截面平均粒度进行近似。在一实施方式中,如果在轧制位置之间沿横向方向逐渐移位,则被动旋转的辊可以作为横向加载源。此外,被动SER辊在轧制期间为材料流动提供最小的阻力,需要最小的SER机械能和力。根据一实施方式,横向SER移位可以沿着轴的任何组合,并且还可能与实际芯体粒度和所需芯体粒度之间的差值相关。此外,控制在围绕SER的轧制位置之间材料中的轴向拉力可以限制应力卸荷的程度,以有利于材料芯体中的晶粒细化。在本发明的另一方面中,具有遵循霍尔-佩奇关系的微结构长度尺度的材料特别适用于SER处理。在SER的应用中可以利用受控和/或自然的热梯度,以更好地控制晶粒细化和均匀性。此处,SER可以应用于连续或非连续的多个阶段。在另一个实施方式中,SER可以应用于待轧制的任意横截面形状。
本发明现在根据多个示例性实施方式进行描述,这些实施方式应被认为是说明性而非限制性的。因此,本发明的具体实施方式能够有多种变化,可由本领域技术人员由本文中的描述得到。例如,将轴向拉力限制在可变长度的轧制金属段上、将轴向拉力引至横截面的一部分(例如,引至网,而不是梁(beam)的凸缘)、允许轴向拉力控制剪切(包括零剪切作为限制条件)在本发明的众多变型中,所有这些变型都允许控制轧制金属部分芯体的细化达到不同于表面附近的程度。
应认为所有这种变化形式都在本发明的精神和范围内且由下述权利要求及其等同形式涵盖。
剪切强化轧制(SER)、改进轧制合金坯料中粒度均匀性的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0