








专利摘要
本发明公开的一种钟表机芯自动组装线圈机,包括一具有台面的机架以及架设在台面上右侧第一传送带机构和左侧第二传送带机构,台面前部安装一用于把机芯从第一传送带机构步进拨移到第二传送带机构上的机芯搬运装置;在机芯搬运装置右后部的台面上依序安装有一自动供应线圈的料盘供料装置、一用于批量夹取料盘中线圈的伺服机械手、一用于承接伺服机械手所搬运线圈的过渡分料装置、一用于将过渡分料装置上分料间隔的线圈转移安装到机芯搬运装置所拨移机芯中的装配机械手;在机芯搬运装置左后部还安装有机芯进行检测的检测仪和移除不良机芯的回收机械手;本发明可实现线圈自动安装到机芯中的全程自动化,可提高机芯装配效率及良品率,并降低装配成本。
权利要求
1.一种钟表机芯自动组装线圈机,包括一具有台面(11)的机架(10)以及架设在台面(11)上右侧一用于传送机芯(M)的第一传送带机构(20)和左侧用于一成品输出的第二传送带机构(30),其特征在于:
在台面(11)前部安装一用于把机芯(M)从第一传送带机构(20)步进拨移到第二传送带机构(30)上的机芯搬运装置(40);
在机芯搬运装置(40)右后部的台面(11)上依序安装有一自动供应线圈(L)的料盘供料装置(50)、一用于批量夹取料盘(P)中线圈(L)的伺服机械手(60)、一用于承接伺服机械手(60)所搬运线圈(L)的过渡分料装置(70)、一用于将过渡分料装置(70)上分料间隔的线圈(L)转移安装到机芯搬运装置(40)所拨移机芯(M)中的装配机械手(80);
在机芯搬运装置(40)左后部的台面(11)上、由右向左依序安装有对机芯搬运装置(40)所拨移机芯(M)进行电学检测的一部检测仪(90)和移除回收装配不良机芯(M)的一台回收机械手(100)。
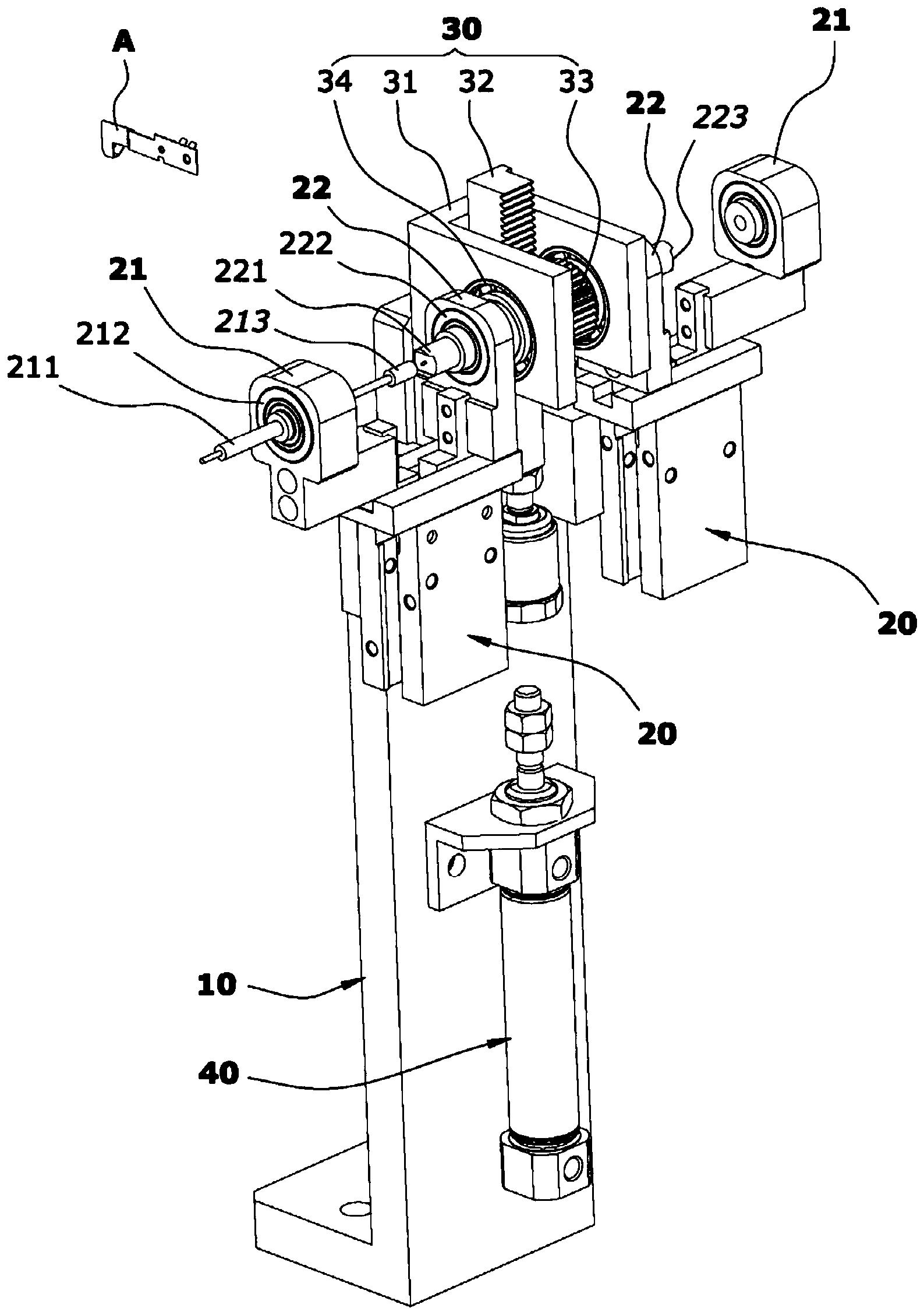
2.如权利要求1所述的一种钟表机芯自动组装线圈机,其特征在于:所述的第一传送带机构(20)上设有用于把待装配的机芯(M)均匀间隔分料的延时制动器(21);所述的机芯搬运装置(40)包括一架设在台面(11)上用于衔接第一传送带机构(20)和第二传送带机构(30)的导轨(41),所述的机芯搬运装置(40)上还包括若干用于把第一传送带机构(20)上的机芯(M)沿导轨(41)向左步进拨移到第二传送带机构(30)上的双口的拨叉(42)。
3.如权利要求2所述的一种钟表机芯自动组装线圈机,其特征在于:所述的机芯搬运装置(40)还包括导轨(41)前方的台面(11)上固定一支撑板(401),支撑板(401)上安装有由第一气缸(403)驱动前后滑移的第一基板(402),第一基板(402)上安装有由第二气缸(405)驱动左右滑移的第二基板(404),第二基板(404)上从左到右间隔安装有若干个所述的拨叉(42)。
4.如权利要求1所述的一种钟表机芯自动组装线圈机,其特征在于:所述的料盘供料装置(50)包括前后侧各一安装有输送带(52)的框架(51),框架(51)左侧底部安装一用于驱动输送带(52)向左输送料盘(P)的电动机(53),框架(51)四角安装延伸到框架(51)上下方的四根立柱(54),框架(51)上方中部前后各间隔安装有两根立柱(54),框架(51)右部四根立柱(54)形成的空间为料盘待料区(A),框架(51)左部四根立柱(54)形成的空间为空盘收集区(C),框架(51)中部四根立柱(54)形成的空间为料盘供料区(B);所有的立柱(54)上安装有用于框定料盘待料区(A)和空盘收集区(C)的料盘(P)垂直升降用的护板(541);料盘待料区(A)的料盘(P)被送到料盘供料区(B),料盘供料区(B)的料盘(P)中的线圈(L)被伺服机械手(60)取完后,料盘供料区(B)中空的料盘(P)被送到空盘收集区(C)向上堆垛收集。
5.如权利要求4所述的一种钟表机芯自动组装线圈机,其特征在于:所述的料盘待料区(A)的框架(51)底部安装有由第一分料气缸(551)和第二分料气缸(552)串接形成的料盘升降机构(55),框架(51)上安装有对料盘待料区(A)下降的料盘(P)暂定位搁置的第一销钉气缸(56),料盘升降机构(55)与第一销钉气缸(56)配合以把料盘待料区(A)层叠的料盘(P)堆垛从底部逐一分离以便其逐一被输送带(52)传送到料盘供料区(B);料盘供料区(B)的框架(51)上安装有对料盘(P)暂定位的第二销钉气缸(57),所述的伺服机械手(60)从料盘供料区(B)将料盘(P)中的线圈(L)转移到过渡分料装置(70)上;空盘收集区(C)对应的框架(51)下方安装一用于把输送带(52)上的空料盘(P)顶升的集盘升降气缸(58),且空盘收集区(C)左侧前后的立柱(54)上各安装一可自动把上升料盘(P)止回钩卡暂定位的止回棘爪(59)。
6.如权利要求5所述的一种钟表机芯自动组装线圈机,其特征在于:所述的伺服机械手(60)固定在料盘供料区(B)的顶部以将其前后悬空在输送带(52)和过渡分料装置(70)的上方,所述的伺服机械手(60)包括一转动安装在丝杆架(61)中的螺杆(63),丝杆架(61)前端固定一用于驱动螺杆(63)旋转的伺服马达(62),螺杆(63)上间隔安装两个与螺杆(63)螺纹传动配合的滑座(65),丝杆架(61)右侧固接一与滑座(65)相套以供滑座(65)前后滑移的轨板(64),所述的轨板(64)后部的滑座(65)左侧安装一用于批量夹持取放线圈(L)的过渡搬运机械手(67)。
7.如权利要求6所述的一种钟表机芯自动组装线圈机,其特征在于:所述的滑座(65)左侧固定一用于固定过渡搬运机械手(67)的角板(66),所述的过渡搬运机械手(67)包括一可上下滑动地安装在角板(66)前面的挂板(671),角板(66)后面安装一用于驱动挂板(671)上下移动的竖装气缸(672),挂板(671)前面固接一静夹板(673)和一可相对静夹板(673)前后移动的动夹板(675),挂板(671)后面安装一用于驱动动夹板(675)前后移动的横装气缸(674),所述的动夹板(675)上左右方向上嵌合固装有若干与静夹板(673)上齿对位的弹性夹指(676)。
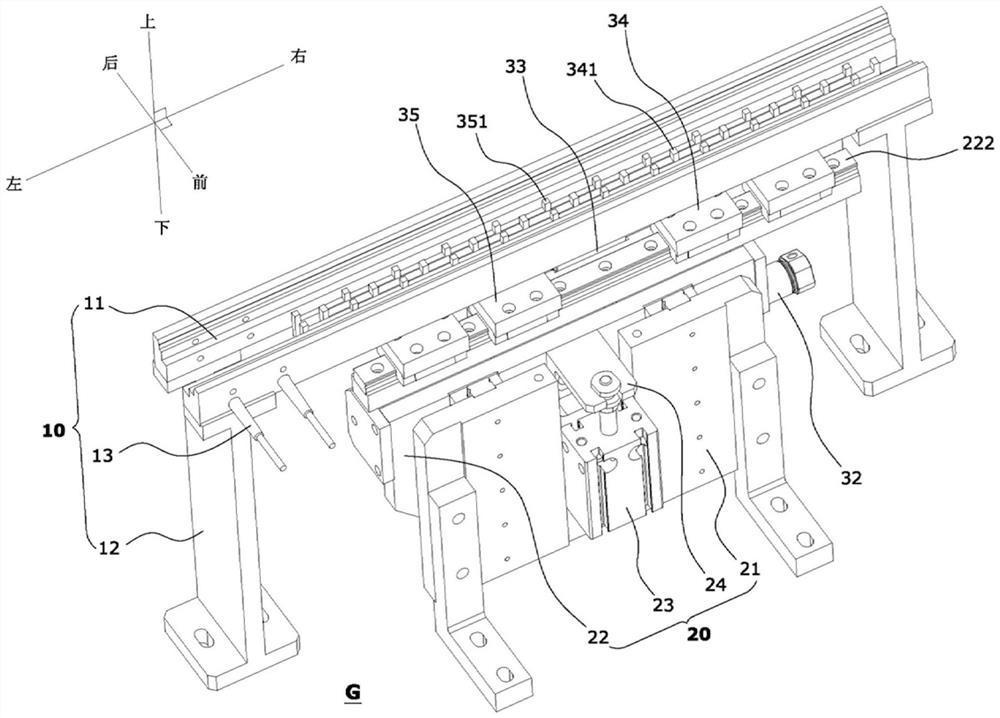
8.如权利要求1所述的一种钟表机芯自动组装线圈机,其特征在于:所述的过渡分料装置(70)包括一用于承接搁置伺服机械手(60)所批量搬运的线圈(L)的滑道(71),滑道(71)底部两端各设有一用于架空滑道(71)并固定在台面(11)上的支脚(72);滑道(71)下方两支脚(72)间的台面(11)上安装一立板(73),立板(73)后面装接一可上下移动的纵移板(74),立板(73)前面固定一用于驱动纵移板(74)上下滑移的抬升气缸(75),纵移板(74)顶端固定一与滑道(71)平行的滑轨(761),滑轨(761)上安装有可左右移动的第一齿夹板(762)和第二齿夹板(763),第一齿夹板上的夹齿(7621)和第二齿夹板上的夹齿(7631)相向运动用于夹住滑道(71)中的线圈(L),纵移板(74)后面顶部活动安装一可致动第一齿夹板(762)和第二齿夹板(763)相向或相背移动的夹指气缸(765)以及固定一可致动夹指气缸(765)左右移动的横移气缸(764);抬升气缸(75)、夹指气缸(765)和横移气缸(764)配合工作以将滑道(71)中的线圈(L)向左步进夹持拨移。
9.如权利要求8所述的一种钟表机芯自动组装线圈机,其特征在于:所述的滑道(71)左端侧面间隔固定有两个用于检测线圈(L)是否移动到位的光电感应器(711)。
10.如权利要求2所述的一种钟表机芯自动组装线圈机,其特征在于:所述的回收机械手(100)固定在导轨(41)后侧左端部的台面(11)上,回收机械手(100)的工位后侧的台面(11)上还安装一回收机芯(M)的下料道(102),回收机械手(100)上设有用于将导轨(41)上装配不良的机芯(M)抓取转移到下料道(102)上的夹爪(101)。
说明书
技术领域
本发明涉及一种钟表机芯自动组装线圈机,具体是一种将钟表机芯线圈自动安装到机芯中的钟表自动化装配设备。
背景技术
电子钟表机芯中的线圈属于电感元件,用于配合电容组件构成LC振荡电路以产生稳定的振荡脉冲电流,以驱动钟表机芯中的伺服电机带动齿轮传动系工作,是钟表机芯的核心组件之一,钟表机芯线圈在机芯型腔中的组装一般通过人工操作实现,人工装配机芯线圈所存在的问题有:①钟表机芯线圈模块有外露的电源线端,造成其无法通过振动盘有序整齐地输出,因此需要人工操作先把钟表机芯线圈排列在料盘中,然后送到人工作业的生产线上供工人取出并安装入机芯中,装配效率非常低;②钟表机芯线圈整体呈与机芯型腔中的安装槽配合的方柱形,但工人装配时,稍不留神,就可能把钟表机芯线圈有电源端的一侧安装在机芯型腔安装槽的另一端,造成机芯后续装配无法进行,即产生机芯装配的不良品,造成所生产钟表机芯良品率低;③钟表机芯线圈由磁通体缠绕细细的漆包线,一旦人工采用工具夹持时用力过猛,可能会损伤机芯线圈而造成功能失效。
发明内容
为解决上述问题,本发明旨在提出一种钟表机芯自动组装线圈机,其可实现线圈自动供料、弹性夹持批量的线圈转移并对其分料,然后把分料完成的线圈安装到由步进搬运机构上的机芯中,可自动检测线圈是否安装到位,全程自动化,可大大提高机芯线圈装配的效率及良品率,并大大降低企业装配生产钟表机芯的成本。
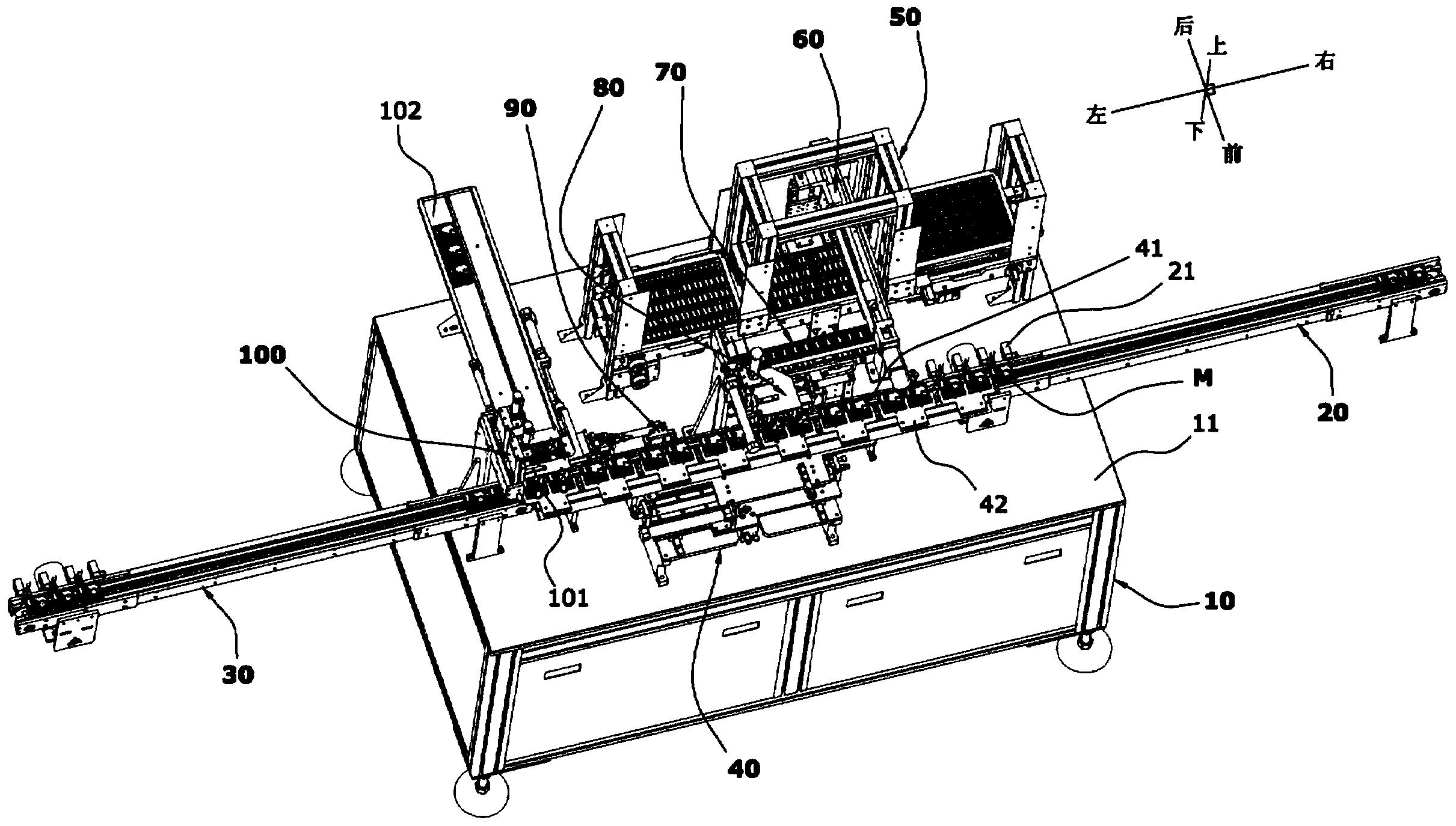
为达上述目的,本发明提供一种钟表机芯自动组装线圈机,包括一具有台面的机架以及架设在台面上右侧一用于传送机芯的第一传送带机构和左侧用于一成品输出的第二传送带机构,其特征在于:在台面前部安装一用于把机芯从第一传送带机构步进拨移到第二传送带机构上的机芯搬运装置;在机芯搬运装置右后部的台面上依序安装有一自动供应线圈的料盘供料装置、一用于批量夹取料盘中线圈的伺服机械手、一用于承接伺服机械手所搬运线圈的过渡分料装置、一用于将过渡分料装置上分料间隔的线圈转移安装到机芯搬运装置所拨移机芯中的装配机械手;在机芯搬运装置左后部的台面上、由右向左依序安装有对机芯搬运装置所拨移机芯进行电学检测的一部检测仪和移除回收装配不良机芯的一台回收机械手。
所述的第一传送带机构上设有用于把待装配的机芯均匀间隔分料的延时制动器;所述的机芯搬运装置包括一架设在台面上用于衔接第一传送带机构和第二传送带机构的导轨,所述的机芯搬运装置上还包括若干用于把第一传送带机构上的机芯沿导轨向左步进拨移到第二传送带机构上的双口的拨叉。延时制动器可把第一传送带机构上的机芯均匀间隔分料,以使相邻的两个机芯可供一个拨叉的两个开口位拨动。
所述的机芯搬运装置还包括导轨前方的台面上固定一支撑板,支撑板上安装有由第一气缸驱动前后滑移的第一基板,第一基板上安装有由第二气缸驱动左右滑移的第二基板,第二基板上从左到右间隔安装有若干个所述的拨叉。通过第一、第二气缸配合工作,使拨叉同步拨动机芯向左步进移动,在机芯被拨移的停顿期间,装配机械手把线圈压入机芯中装配,检测仪对装配有线圈的机芯进行检测,以检测线圈是否在机芯中安装到位,回收机械手将线圈装配不合格的机芯清除出机芯搬运装置回收。
所述的料盘供料装置包括前后侧各一安装有输送带的框架,框架左侧底部安装一用于驱动输送带向左输送料盘的电动机,框架四角安装延伸到框架上下方的四根立柱,框架上方中部前后各间隔安装有两根立柱,框架右部四根立柱形成的空间为料盘待料区,框架左部四根立柱形成的空间为空盘收集区,框架中部四根立柱形成的空间为料盘供料区;所有的立柱上安装有用于框定料盘待料区和空盘收集区的料盘垂直升降用的护板;料盘待料区的整叠料盘堆垛从底部开始逐一被送到料盘供料区,料盘供料区的料盘中的线圈被伺服机械手取完后,料盘供料区中空的料盘逐一被送到空盘收集区向上堆垛收集。
所述的料盘待料区的框架底部安装有由第一分料气缸和第二分料气缸串接形成的料盘升降机构,框架上安装有对料盘待料区下降的料盘暂定位搁置的第一销钉气缸,料盘升降机构与第一销钉气缸配合以把料盘待料区层叠的料盘堆垛从底部逐一分离以便其逐一被输送带传送到料盘供料区;料盘供料区的框架上安装有对料盘暂定位的第二销钉气缸,所述的伺服机械手从料盘供料区将料盘中的线圈转移到过渡分料装置上;空盘收集区对应的框架下方安装一用于把输送带上的空料盘顶升的集盘升降气缸,且空盘收集区左侧前后的立柱上各安装一可自动把上升料盘止回钩卡暂定位的止回棘爪。
所述的伺服机械手固定在料盘供料区的顶部以将其前后悬空在输送带和过渡分料装置的上方,所述的伺服机械手包括一转动安装在丝杆架中的螺杆,丝杆架前端固定一用于驱动螺杆旋转的伺服马达,螺杆上间隔安装两个与螺杆螺纹传动配合的滑座,丝杆架右侧固接一与滑座相套以供滑座前后滑移的轨板,所述的轨板后部的滑座左侧安装一用于批量夹持取放线圈的过渡搬运机械手。通过伺服马达带动螺杆上的滑座前后滑移移动,以使过渡搬运机械手在料盘供料区与过渡分料装置之间移动批量地取放转移线圈。
所述的滑座左侧固定一用于固定过渡搬运机械手的角板,所述的过渡搬运机械手包括一可上下滑动地安装在角板前面的挂板,角板后面安装一用于驱动挂板上下移动的竖装气缸,挂板前面固接一静夹板和一可相对静夹板前后移动的动夹板,挂板后面安装一用于驱动动夹板前后移动的横装气缸,所述的动夹板上左右方向上嵌合固装有若干与静夹板上齿对位的弹性夹指。弹性夹指可防止静夹板和动夹板夹伤线圈,通过竖装气缸和横装气缸配合,静夹板和动夹板批量地将线圈从料盘供料装置上的料盘中取出,然后通过伺服马达驱动螺杆带动过渡搬运机械手前移到过渡分料装置上方,通过竖装气缸下降,横装气缸致动动夹板松开线圈,即可将成排间隔均匀的线圈搁置在过渡分料装置上,以待过渡分料装置对其上的线圈进行分料。
所述的过渡分料装置包括一用于承接搁置伺服机械手所批量搬运的线圈的滑道,滑道底部两端各设有一用于架空滑道并固定在台面上的支脚;滑道下方两支脚间的台面上安装一立板,立板后面装接一可上下移动的纵移板,立板前面固定一用于驱动纵移板上下滑移的抬升气缸,纵移板顶端固定一与滑道平行的滑轨,滑轨上安装有可左右移动的第一齿夹板和第二齿夹板,第一齿夹板上的夹齿和第二齿夹板上的夹齿相向运动用于夹住滑道中的线圈,纵移板后面顶部活动安装一可致动第一齿夹板和第二齿夹板相向或相背移动的夹指气缸以及固定一可致动夹指气缸左右移动的横移气缸;抬升气缸、夹指气缸和横移气缸配合工作以将滑道中的线圈向左步进夹持拨移;使滑道上的线圈被一步步向左拨移进行分料,以等待装配机械手将滑道上的线圈转移到机芯中装入。
所述的滑道左端侧面间隔固定有两个用于检测线圈是否移动到位的光电感应器;当线圈被拨移到滑道左端就位时,以便装配机械手将滑道左端的线圈抓取转移到机芯中装入。
所述的回收机械手固定在导轨后侧左端部的台面上,回收机械手的工位后侧的台面上还安装一回收机芯的下料道,回收机械手上设有用于将导轨上装配不良的机芯抓取转移到下料道上的夹爪;以确保装配不良的机芯不会通过第二传送带机构输送到下一道机芯装配工序中。
本发明可实现线圈自动供料、弹性夹持批量的线圈转移并对其分料,然后把分料完成的线圈安装到由步进搬运机构上的机芯中,可自动检测线圈是否安装到位,并可杜绝装配不良的机芯流入到下一道装配工序中,全程自动化,可大大提高机芯线圈装配的效率及良品率,并大大降低企业装配生产钟表机芯的成本。
附图说明
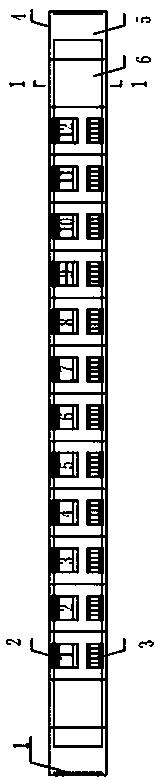
图1为本发明的立体结构示意图。
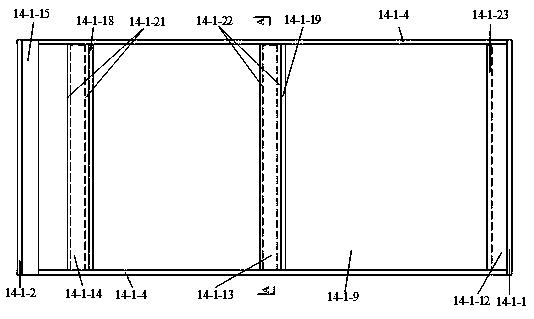
图2为本发明的立体结构局部放大的示意图。
图3为本发明的料盘供料装置的立体结构示意图。
图4为本发明的伺服机械手的立体结构示意图。
图5为本发明的过渡分料装置的立体结构示意图。
图中附图标识:10.机架;11.台面;20.第一传送带机构;30.第二传送带机构;40.机芯搬运装置;41.导轨;42.拨叉;401.支撑板;402.第一基板;403.第一气缸;404.第二基板;405.第二气缸;50.料盘供料装置;51.框架;52.输送带;53.电动机;54.立柱;541.护板;55.料盘升降机构;551.第一分料气缸;552.第二分料气缸;56.第一销钉气缸;57.第二销钉气缸;58.集盘升降气缸;59.集盘升降气缸;P.料盘;A.料盘待料区;B.料盘供料区;C.空盘收集区;60.伺服机械手;61.丝杆架;62.伺服马达;63.螺杆;64.轨板;65.滑座;66.角板;67.过渡搬运机械手;671.挂板;672.竖装气缸;673.静夹板;674.横装气缸;675.动夹板;676.弹性夹指;70.过渡分料装置;71.滑道;72.支脚;73.立板;74.纵移板;75.抬升气缸;761.滑轨;762.第一齿夹板;7621.第一齿夹板上的夹齿;763.第二齿夹板;7631.第二齿夹板上的夹齿;764.横移气缸;765.抬升气缸;80.装配机械手;90.检测仪;100回收机械手;101.夹爪;102.下料道;M.机芯;L.线圈。
具体实施方式
下面结合附图和实施例对本发明进一步说明。
如图1、图2所示的一种钟表机芯自动组装线圈机,包括一具有台面11的机架10以及架设在台面11上右侧一用于传送机芯M的第一传送带机构20和左侧用于一成品输出的第二传送带机构30,在台面11前部安装一用于把机芯M从第一传送带机构20步进拨移到第二传送带机构30上的机芯搬运装置40;如图1~图5所示,在机芯搬运装置40右后部的台面11上依序安装有一自动供应线圈L的料盘供料装置50、一用于批量夹取料盘P中线圈L的伺服机械手60、一用于承接伺服机械手60所搬运线圈L的过渡分料装置70、一用于将过渡分料装置70上分料间隔的线圈L转移安装到机芯搬运装置40所拨移机芯M中的装配机械手80;在机芯搬运装置40左后部的台面11上、由右向左依序安装有对机芯搬运装置40所拨移机芯M进行电学检测的一部检测仪90和移除回收装配不良机芯M的一台回收机械手100。
如图1和图2所示,本发明的第一传送带机构20上设有用于把待装配的机芯M均匀间隔分料的延时制动器21,通过延时制动器21对第一传送带机构20上的机芯M进行延时制动,使相邻机芯M之间间隔均匀,以待机芯搬运装置40的拨运。
如图1和图2所示,本发明的机芯搬运装置40包括一架设在台面11上用于衔接第一传送带机构20和第二传送带机构30的导轨41,机芯搬运装置40还包括导轨41前方的台面11上固定一支撑板401,支撑板401上安装有由第一气缸403驱动前后滑移的第一基板402,第一基板402上安装有由第二气缸405驱动左右滑移的第二基板404,第二基板404上从左到右间隔安装有若干个拨叉42;通过第一气缸403和第二气缸405配合动作,使所有双口的拨叉42同步动起来,以将第一传送带机构20上的机芯M沿导轨41向左步进拨移到第二传送带机构30上;机芯M沿导轨41向左步进移动的停顿期间,装配机械手80把线圈L压入机芯M中装配,检测仪90对装配有线圈L的机芯M进行检测,以检测线圈L是否在机芯M中安装到位,回收机械手100将线圈装配不合格的机芯M清除出机芯搬运装置40的轨道41回收。
在上述装配机械手80、检测仪90或/和回收机械手100对机芯M进行操作期间的同时,料盘供料装置50、伺服机械手60、过渡分料装置70、装配机械手也在同时工作,下面详细说明料盘供料装置50、伺服机械手60和过渡分料装置70的结构和工作原理。
如图1~图3所示,本发明的料盘供料装置50包括前后侧各一安装有输送带52的框架51,框架51左侧底部安装一用于驱动输送带52向左输送料盘P的电动机53,框架51四角安装延伸到框架51上下方的四根立柱54,框架51上方中部前后各间隔安装有两根立柱54,框架51右部四根立柱54形成的空间为料盘待料区A,框架51左部四根立柱54形成的空间为空盘收集区C,框架51中部四根立柱54形成的空间为料盘供料区B;所有的立柱54上安装有用于框定料盘待料区A和空盘收集区C的料盘P垂直升降用的护板541。在料盘待料区A的框架51底部安装有由第一分料气缸551和第二分料气缸552串接形成的料盘升降机构55,框架51上安装有对料盘待料区A下降的料盘P暂定位搁置的第一销钉气缸56,料盘升降机构55与第一销钉气缸56配合以把料盘待料区A层叠的料盘P堆垛从底部逐一分离以便其逐一被输送带52传送到料盘供料区B;料盘供料区B的框架51上安装有对料盘P暂定位的第二销钉气缸57,以待伺服机械手60从料盘供料区B将料盘P中的线圈L转移到过渡分料装置70上;空盘收集区C对应的框架51下方安装一用于把输送带52上的空料盘P顶升的集盘升降气缸58,且空盘收集区C左侧前后的立柱54上各安装一可自动把上升料盘P止回钩卡暂定位的止回棘爪59。
如图2和图3所示,人工将一整叠有线圈L的料盘P放置在料盘待料区A,整叠料盘P由料盘升降机构55支撑住,第一分料气缸551和第二分料气缸552抬升时,将整叠料盘P托起,料盘P和第一销钉气缸56分离,第一分料气缸551下降第一销钉气缸56顶住除最底层外的上面的所有料盘P,第二分料气缸552继续下降,完成一盘料P分离,然后启动电动机53带动输送带52,将料盘待料区A分离后的盘料P由输送带52向左传送到料盘供料区B,料盘供料区B中的料盘P由第二销钉气缸57暂定位,使伺服机械手60从料盘供料区B将料盘P中的线圈L转移到过渡分料装置70上,当料盘供料区B中料盘P里的线圈L被取完后,第二销钉气缸57动作松开空料盘P,使料盘供料区B中的空料盘P被输送带52传送到空盘收集区C,同时料盘待料区A的料盘P被传送到料盘供料区B;集盘升降气缸58把空盘收集区C的空料盘P顶升到止回棘爪59上方,然后下降,使空料盘P被止回棘爪59钩卡住,通过这种方式,可把被送到空盘收集区C的空料盘P一个个被顶升到止回棘爪59上方,形成的层叠空料盘P堆垛由其上方的止回棘爪59顶住,以便工人把空料盘P从空盘收集区C取出回用。
如图2和图4所示,本发明的伺服机械手60固定在料盘供料区B的顶部以将其前后悬空在输送带52和过渡分料装置70的上方,伺服机械手60包括一转动安装在丝杆架61中的螺杆63,丝杆架61前端固定一用于驱动螺杆63旋转的伺服马达62,螺杆63上间隔安装两个与螺杆63螺纹传动配合的滑座65,丝杆架61右侧固接一与滑座65相套以供滑座65前后滑移的轨板64,轨板64后部的滑座65左侧安装一用于批量夹持取放线圈L的过渡搬运机械手67;滑座65左侧固定一用于固定过渡搬运机械手67的角板66,过渡搬运机械手67包括一可上下滑动地安装在角板66前面的挂板671,角板66后面安装一用于驱动挂板671上下移动的竖装气缸672,挂板671前面固接一静夹板673和一可相对静夹板673前后移动的动夹板675,挂板671后面安装一用于驱动动夹板675前后移动的横装气缸674,动夹板675上左右方向上嵌合固装有若干与静夹板673上齿对位的弹性夹指676。
如图2和图4所示,通过伺服马达62驱动螺杆63带动滑座65向后移动,把过渡搬运机械手67移动到料盘供料区B的上方,通过横装气缸674致动动夹板675,使静夹板673与动夹板675相离而张开,然后通过竖装气缸672把挂板671降下,使静夹板673与动夹板675下降到料盘P中对准整排的线圈L,然后由横装气缸674致动动夹板675回缩,使静夹板673与动夹板675上的弹性夹指676合拢,弹性夹住整排的线圈L,再启动竖装气缸672把挂板671升起,把所夹持的整排线圈L提起,然后通过伺服马达62驱动螺杆63带动滑座65向前移动,把过渡搬运机械手67移到过渡分料装置70的上方,把挂板671降下张开静夹板673与动夹板675,把整排线圈L搁置在过渡分料装置70以待分料,通过这种方式,使伺服机械手60把料盘供料区B料盘P中的线圈L源源不断地转移到过渡分料装置70上。
如图2和图5所示,本发明的过渡分料装置70包括一用于承接搁置伺服机械手60所批量搬运的线圈L的滑道71,滑道71左端侧面间隔固定有两个用于检测线圈L是否移动到位的光电感应器711,滑道71底部两端各设有一用于架空滑道71并固定在台面11上的支脚72;滑道71下方两支脚72间的台面11上安装一立板73,立板73后面装接一可上下移动的纵移板74,立板73前面固定一用于驱动纵移板74上下滑移的抬升气缸75,纵移板74顶端固定一与滑道71平行的滑轨761,滑轨761上安装有可左右移动的第一齿夹板762和第二齿夹板763,第一齿夹板上的夹齿7621和第二齿夹板上的夹齿7631相向运动用于夹住滑道71中的线圈L,纵移板74后面顶部活动安装一可致动第一齿夹板762和第二齿夹板763相向或相背移动的夹指气缸765以及固定一可致动夹指气缸765左右移动的横移气缸764;抬升气缸75、夹指气缸765和横移气缸764配合工作,将滑道71中的线圈L夹持并向左步进拨移,当光电感应器711检测到线圈L到位后,由装配机械手80将滑道11左端分料间隔的线圈L转移安装其操作工位上,并把线圈L装入导轨41上步进停顿机芯M中的压入,完成线圈L在机芯M中装配,装配完线圈L的机芯M沿导轨41向左被拨移到检测仪90上进行检测,若检测仪90检测机芯M中的线圈L装配到位,则由机芯搬运装置40上的拨叉42继续将其直接步进拨移到第二传送带机构30上,以把装配有线圈的机芯M传送到下一道机芯装配工序。
如图1和图2所示,本发明的回收机械手100固定在导轨41后侧左端部的台面11上,回收机械手100的工位后侧的台面11上还安装一回收机芯M的下料道102,回收机械手100上设有用于将导轨41上装配不良的机芯M抓取转移到下料道102上的夹爪101;当检测仪90检测机芯M中的线圈L装配不到位时,等该线圈L装配不合格的机芯M被拨移到回收机械手100在导轨41上的工位时,夹爪101把装配不合格的机芯M夹送到其后的下料道102中集中存放,以待重新处理,如此,可杜绝线圈装配不合格的机芯M流入下一道机芯装配工序中。
以上实施例仅供说明本发明之用,而非对本发明的限制,本技术领域的普通技术人员,在不脱离本发明的精神和范围的情况下,还可作出各种变换或变化,因此,所有等同的技术方案也应该属于本发明的范畴,由各权利要求限定。
一种钟表机芯自动组装线圈机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。




动态评分
0.0