







专利摘要
本发明公开了一种摩擦传动带。在以设置在皮带主体的内周侧的压缩橡胶层与皮带轮接触的方式缠绕在该皮带轮上的摩擦传动带中,得到既能谋求减小皮带行驶时的噪音又能谋求确保耐久性的结构。设定压缩橡胶层为不含短纤维的结构,并且设定该压缩橡胶层中至少皮带轮接触面的表面粗糙度为轮廓算术平均偏差在3μm以上的粗糙度。
说明书
技术领域技术领域
本发明涉及一种以设置在皮带主体的内周侧的压缩橡胶层与皮带轮接触的方式缠绕在皮带轮上并传递动力的摩擦传动带,属于一种降低噪音及实现长寿命化的技术领域。
技术背景背景技术
迄今为止,作为向被驱动侧传递发动机或马达等的驱动力的结构,下述结构已众人皆知,即:将皮带轮联结在驱动侧及被驱动侧的旋转轴上,并将摩擦传动带缠绕在这些皮带轮上。要求这种摩擦传动带具有较高的动力传递能力,另一方面,也要求这种摩擦传动带具有皮带行驶时的静音性。为了满足所述要求,需要在能够确保规定的动力传递能力的范围内降低皮带表面的摩擦系数。例如,在所述摩擦传动带为V型肋带(V-ribbed belt)的情况下,使沿皮带宽度方向已取向的短纤维混入与皮带轮接触的压缩橡胶层内,来进行增强,通过使该短纤维从皮带表面突出,来降低皮带表面的摩擦系数,这样来谋求低噪音性和耐磨损性的提高,如专利文献1等所公开。
补充说明一下,在所述专利文献1中公开了下述结构,即:使用调配有热固性树脂的粉末的橡胶组成物,以保证即使压缩橡胶层的短纤维脱落或磨掉,也能够得到降低摩擦系数的效果。
专利文献1:日本公开特许公报特开2006-266280号公报。
发明内容发明内容
-发明要解决的技术问题-
当使用如上所述在压缩橡胶层内混有短纤维的摩擦传动带时,能够借助该短纤维降低摩擦系数,另一方面,若压缩橡胶层在皮带行驶时反复进行弯曲,便在细长形短纤维的周围的橡胶层内容易产生裂缝。也就是说,在使用所述混有短纤维的摩擦传动带时,虽然能够谋求降低皮带行驶时的噪音,但是该混有短纤维的摩擦传动带的耐弯曲疲劳性比未混有短纤维的皮带的耐弯曲疲劳性差。这是一个问题。
本发明正是为解决所述问题而研究开发出来的。其目的在于:在以设置于皮带主体的内周侧的压缩橡胶层与皮带轮接触的方式缠绕在皮带轮上的摩擦传动带中,得到既能谋求减小皮带行驶时的噪音又能谋求确保耐久性的结构。
-用以解决技术问题的技术方案-
为达成所述目的,本发明所涉及的摩擦传动带采用了与皮带轮接触的压缩橡胶层不含短纤维的结构,并且设定该压缩橡胶层的皮带轮接触面的表面粗糙度为轮廓算术平均偏差(Ra)在3μm以上的粗糙度,由此既能实现提高耐久性,又能通过降低摩擦系数来减小噪音。
具体而言,在第一方面的发明中,以一种摩擦传动带为对象,该摩擦传动带以设置在皮带主体的内周侧的压缩橡胶层与皮带轮接触的方式缠绕在该皮带轮上并传递动力。在所述压缩橡胶层内不含短纤维,并且,该压缩橡胶层的至少接触皮带轮的接触面的表面粗糙度为轮廓算术平均偏差在3μm以上的粗糙度。
根据所述结构,因为在压缩橡胶层内不含短纤维,所以即使皮带由于皮带行驶而反复弯曲,也不会因短纤维而产生裂缝,因此能够提高皮带的耐弯曲疲劳性。通过设定所述压缩橡胶层的皮带轮接触面的表面粗糙度为轮廓算术平均偏差在3μm以上的粗糙度,则能够降低该压缩橡胶层的皮带轮接触面与皮带轮表面之间的摩擦系数,能够降低在皮带行驶时产生的噪音(滑动声),如后述的图表2所示。
在上述结构下,在所述压缩橡胶层内混有呈粉状的树脂粉状物(第二方面的发明)。如上所述,通过让不是现有短纤维而是呈粉状的树脂粉状物混入压缩橡胶层内,则与使用短纤维的情况相比能够抑制产生裂缝,来提高皮带的耐弯曲疲劳性,并能够很容易地实现如上述第一方面的发明那样的皮带轮接触面的表面粗糙度(轮廓算术平均偏差在3μm以上)。
另一方面,也可以是这样的,即:不是在整个所述压缩橡胶层内混有呈粉状的树脂粉状物,而是在所述压缩橡胶层的皮带轮接触面侧设置有表面层,在该表面层内混有呈粉状的树脂粉状物(第三方面的发明)。
通过设定为所述结构,则不需要使呈粉状的树脂粉状物分散在整个压缩橡胶层内部了。因此,制造很容易,并且因为在表面层以外的部分未混有树脂粉状物,所以表面层以外的部分不会因该树脂粉状物而产生裂缝,能够谋求进一步使该表面层以外的部分的弯曲疲劳寿命提高。因此,通过设定为所述结构,则与整个压缩橡胶层内混有树脂粉状物的情况相比能够提高皮带的耐久性。
还有,优选所述树脂粉状物的平均粒径在45μm以上(第四方面的发明)。这样,就如图表2所示,能够可靠地使压缩橡胶层的皮带轮接触面的表面粗糙度成为轮廓算术平均偏差在3μm以上的粗糙度,能够可靠且容易地实现所述第一方面的发明的结构。
还有,优选所述树脂粉状物的拉伸弹性模量在1000MPa以上(第五方面的发明)。为了使已混入压缩橡胶层内的树脂粉状物在表面上露出,在制造皮带时进行磨削加工。此时,通过设定所述树脂粉状物的拉伸弹性模量为上述范围内的值,则与拉伸弹性模量较低的情况相比能够使更多的树脂粉状物残存在压缩橡胶层的表面上。还有,通过使用具有如上所述的拉伸弹性模量的树脂粉状物,则与拉伸弹性模量较低的情况相比,还能够减少所述树脂粉状物当皮带行驶时与皮带轮的表面接触的情况下的磨损量。
还有,优选所述树脂粉状物为超高分子量聚乙烯(第六方面的发明)。通过如上所述使用成本比较低且摩擦系数比较低的材料,则能够谋求降低摩擦传动带的成本,并且能够更为可靠地防止在皮带行驶时产生滑动声。
还有,优选所述表面层的厚度在15μm以上(第七方面的发明)。这么一来,就即使表面层磨损一点,也能够防止该表面层都磨掉而使摩擦系数剧增,能够比较长时间地持续噪音减小效果。
而且,优选所述皮带主体为V型肋带主体(第八方面的发明)。这么一来,就能够减小一般在向汽车的发动机周边的辅助机器传递动力的情况下使用的V型肋带当皮带行驶时所产生的噪音,并能够谋求提高耐久性,是特别有用的。
-发明的效果-
综上所述,根据本发明所涉及的摩擦传动带,压缩橡胶层内不含短纤维,并使该压缩橡胶层的皮带轮接触面的表面粗糙度为轮廓算术平均偏差在3μm以上的粗糙度。因此,既能谋求提高弯曲疲劳寿命,又能谋求减小噪音。特别是因为在所述压缩橡胶层内混有平均粒径在45μm以上的树脂粉状物,所以能够可靠且容易地实现上述结构。还有,因为设定所述树脂粉状物为拉伸弹性模量在1000MPa以上的材料,所以能够在制造皮带时很容易地实现所述结构,并能够减少由于与皮带轮表面接触而产生的磨损量。而且,因为设定所述树脂粉状物为超高分子量聚乙烯,所以能够一边谋求降低成本,一边提高噪音减小效果。
另一方面,因为在所述压缩橡胶层的皮带轮接触面侧设置表面层,使树脂粉状物仅混入该表面层内,所以能够谋求提高皮带的耐久性。还有,因为使所述表面层的厚度在15μm以上,所以能够比较长时间地持续噪音减小效果。
-产业实用性-
如上所述,本发明所涉及的摩擦传动带能够一边减小噪音,一边谋求提高耐久性,因而对例如在汽车等中缠绕在皮带轮相互间并传递动力的皮带有用。
附图说明附图说明
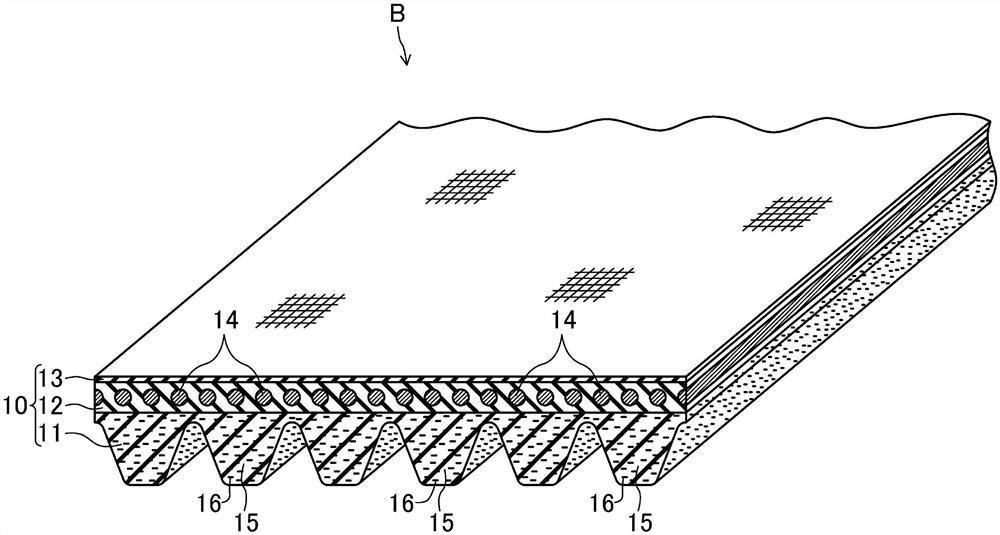
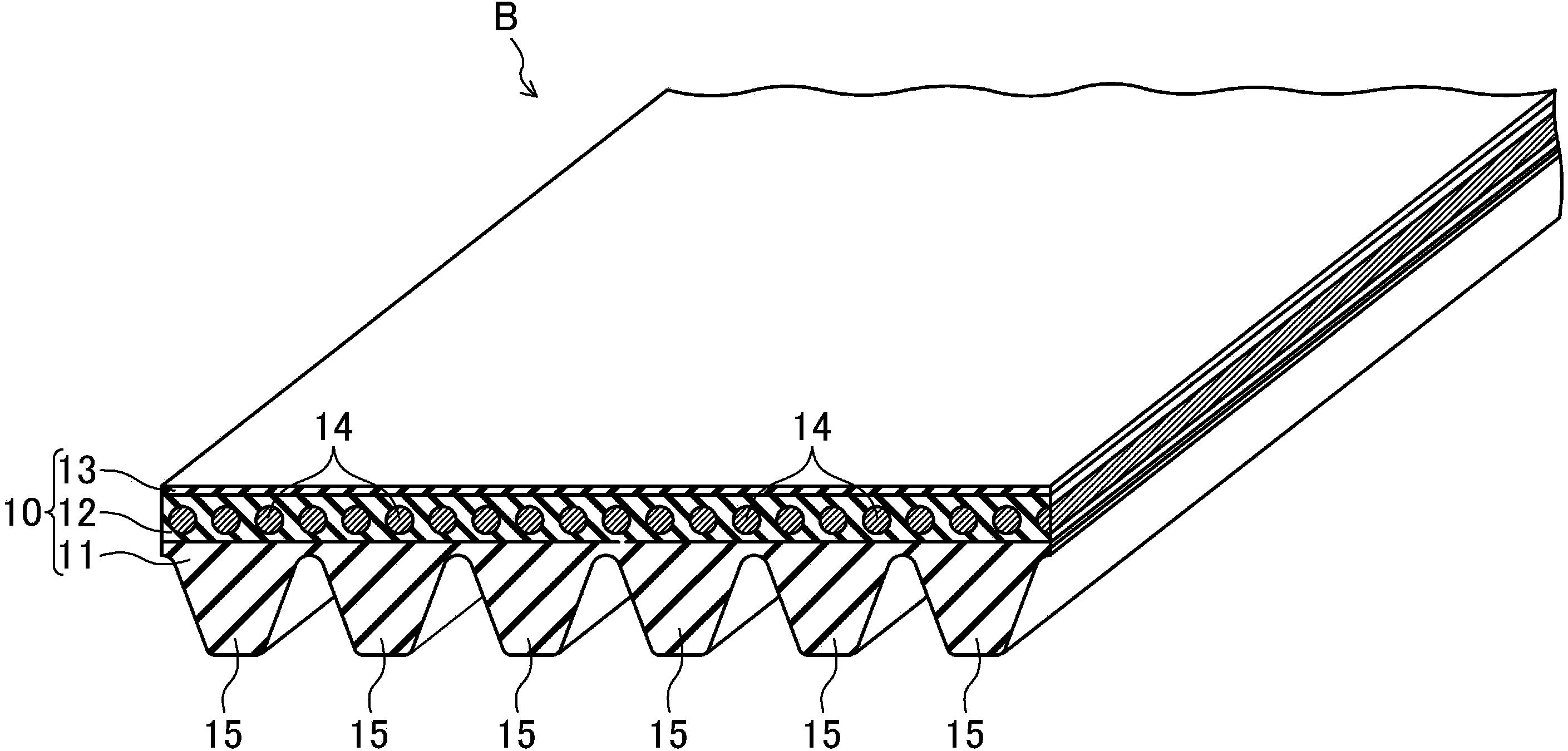
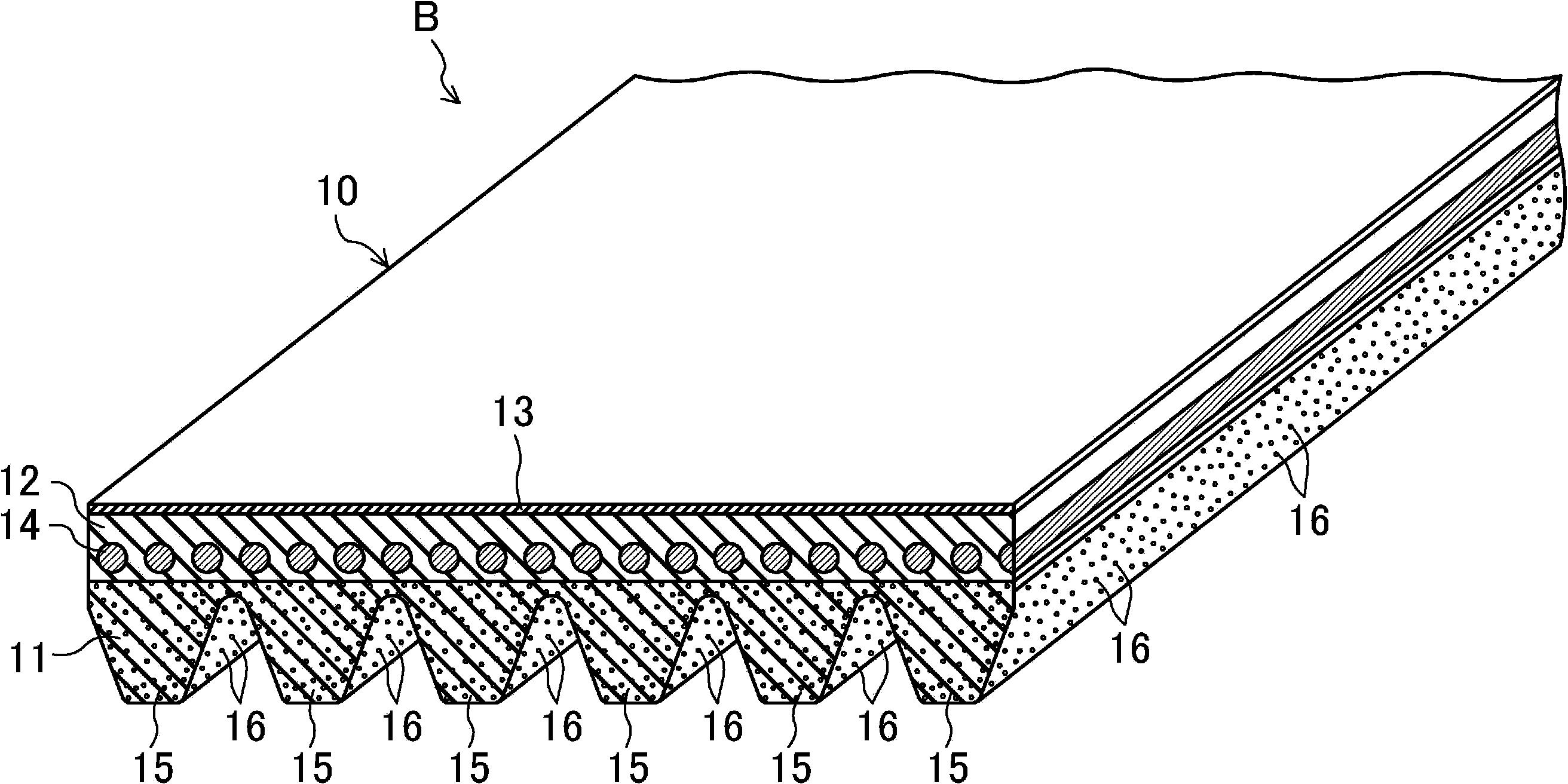
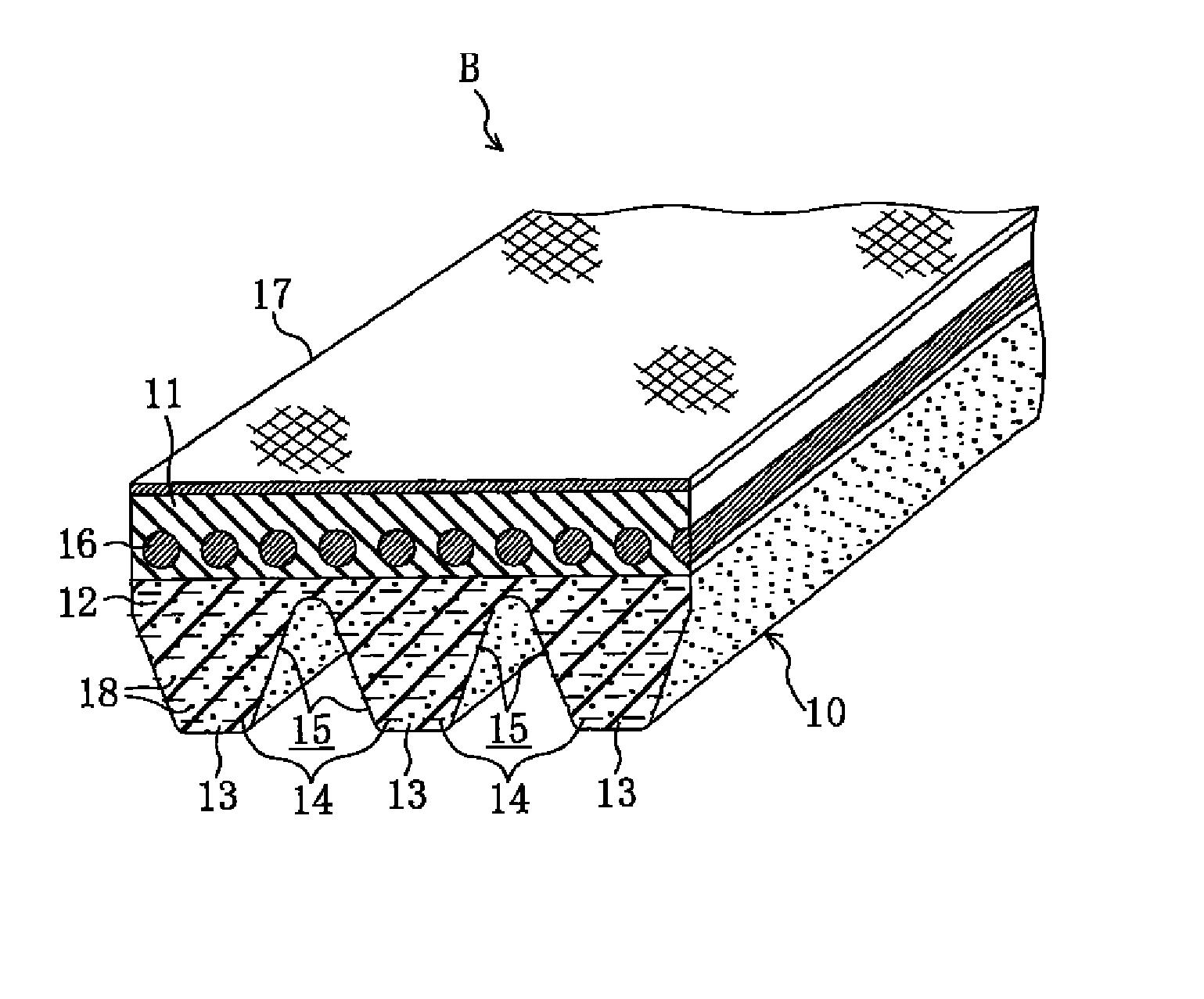
[图1]图1是表示本发明的第一实施方式所涉及的摩擦传动带之一例即V型肋带的概略结构的立体图。
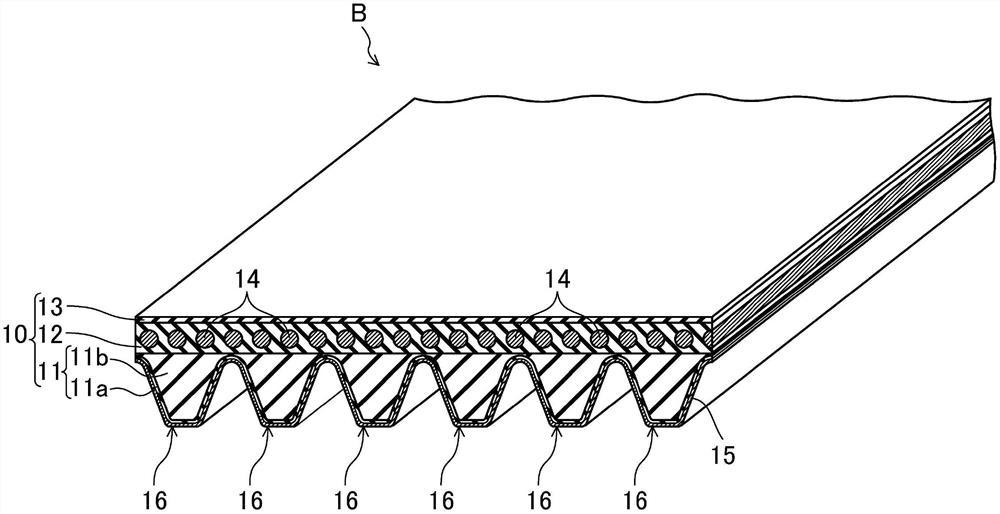
[图2]图2是第二实施方式所涉及的V型肋带的肋部的部分放大剖视图。
[图3]图3是表示耐磨损性试验用皮带行驶试验机的皮带轮布置情况的图。
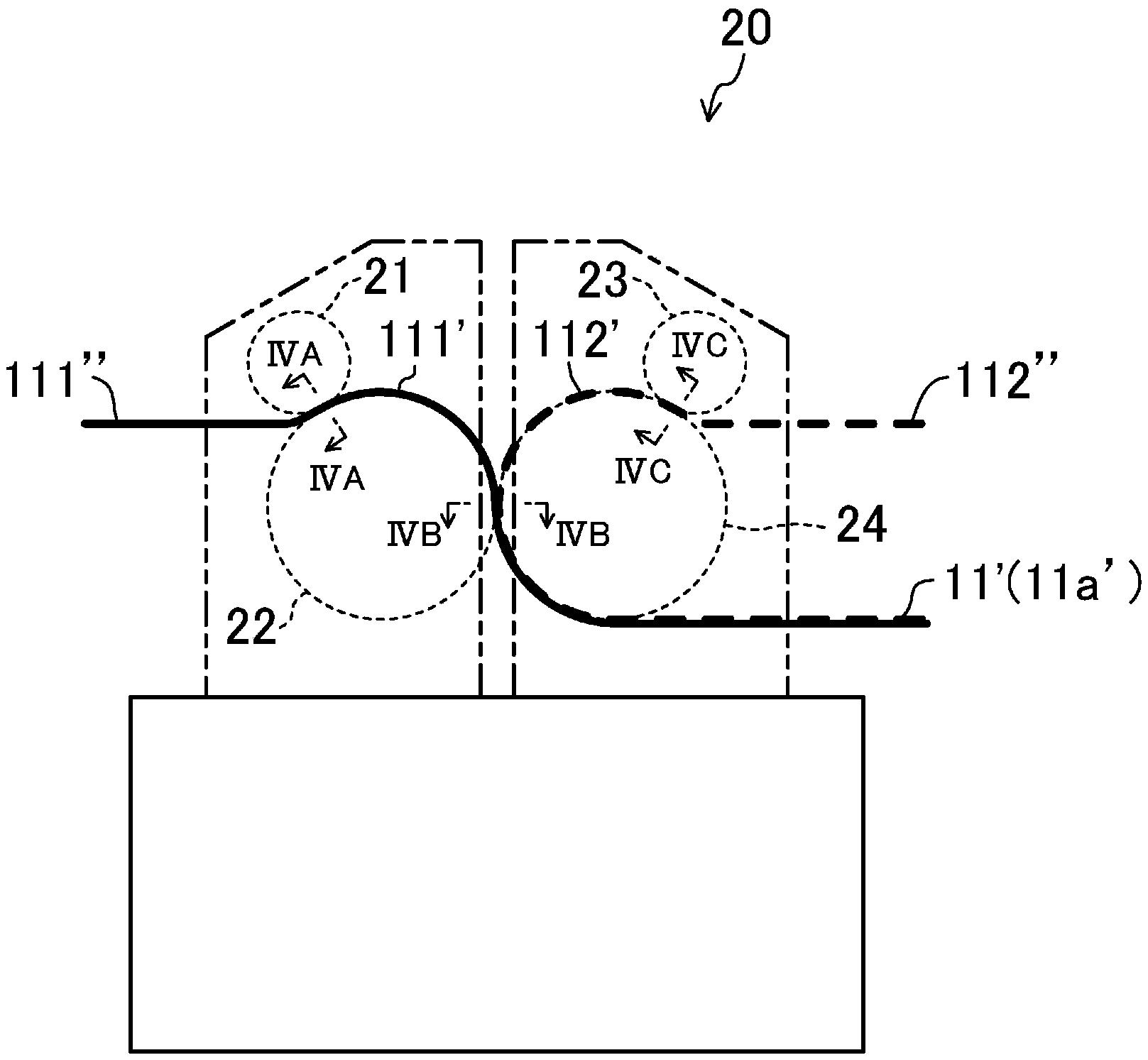
[图4]图4是表示弯曲寿命评价试验用皮带行驶试验机的皮带轮布置情况的图。
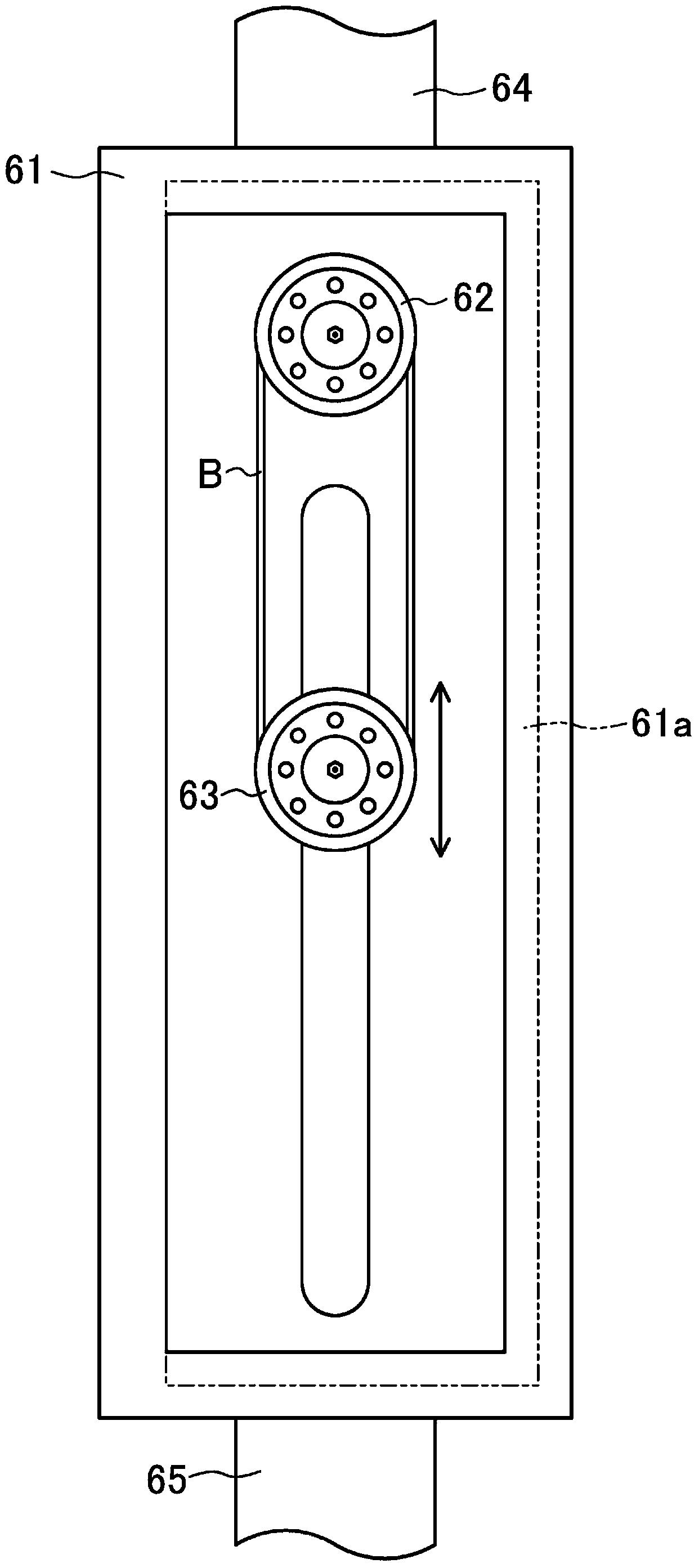
[图5]图5是表示噪音测量试验用皮带行驶试验机的皮带轮布置情况的图。
符号说明
B-V型肋带(摩擦传动带) 10-V型肋带主体
11-粘着橡胶层 12、22-压缩橡胶层
13、23-肋部 15-树脂粉状物
16-芯线 17-背面帆布层
24-表面层 25-主体层
30、40、50-皮带行驶试验机 31、41、51-驱动皮带轮
32、42、52-从动皮带轮 43-肋皮带轮
53、54-空转皮带轮。
具体实施方式具体实施方式
下面,参考附图说明本发明的实施方式。补充说明一下,以下优选的实施方式的说明只不过是本质上较佳之例,没有意图对本发明、本发明的应用对象及其用途加以限制。
<第一实施方式>
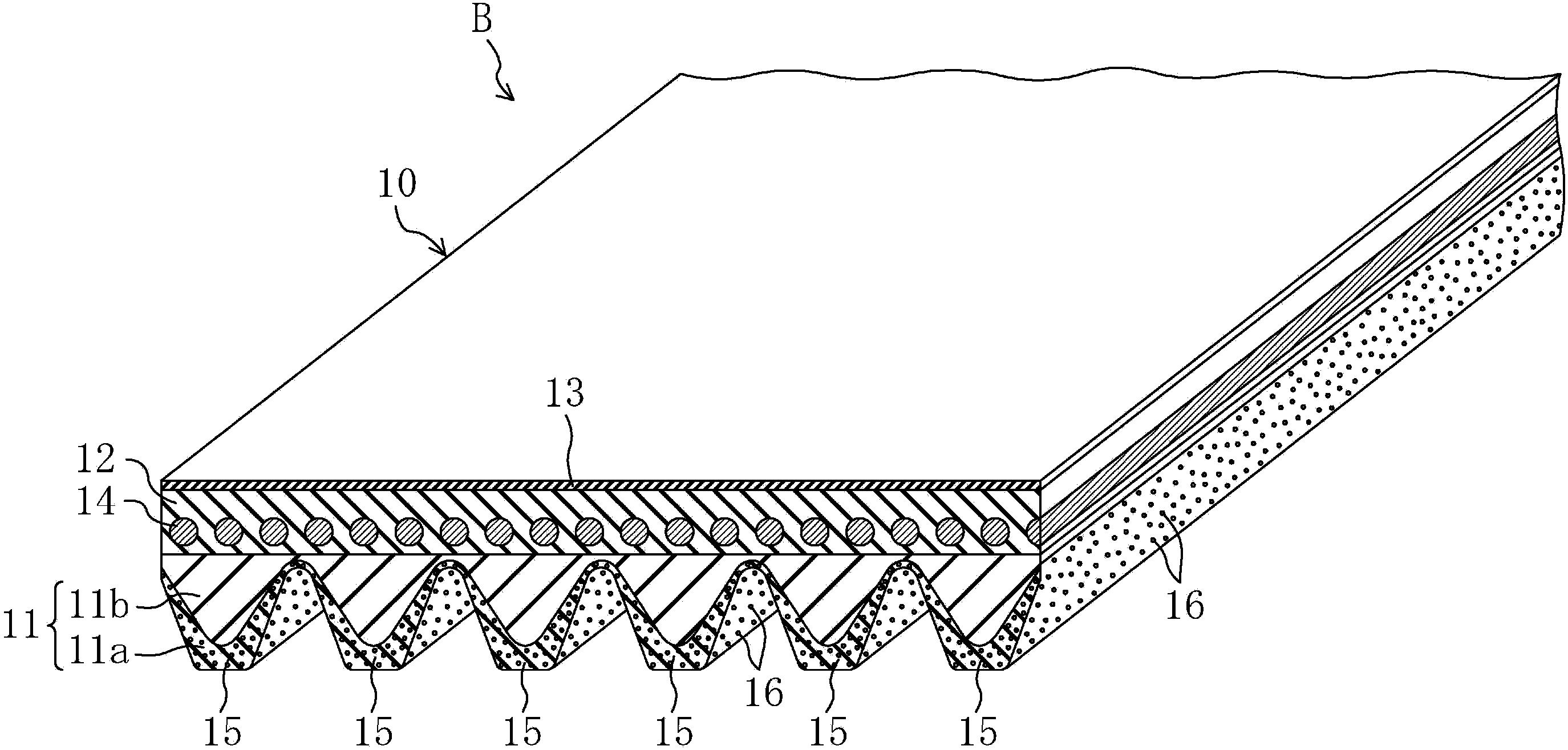
将V型肋带B作为本发明的第一实施方式所涉及的摩擦传动带之一例,在图1中示出该V型肋带B。该V型肋带B包括V型肋带主体10和背面帆布层17,该背面帆布层17层叠在该V型肋带主体10的上表面(背面、外周面)侧。所述V型肋带主体10由粘着橡胶层11和压缩橡胶层12构成,该粘着橡胶层11在横向剖面上呈近似矩形,该压缩橡胶层12层叠在该粘着橡胶层11的下表面侧,即V型肋带主体10的下表面(底面、内周面)侧。
所述背面帆布层17是这样构成的,即:用让橡胶溶于溶剂中而调配出的橡胶糊(rubber cement)对尼龙或棉等编织布(wovencloth)实施粘着处理,来使该编织布粘着在V型肋带主体10(粘着橡胶层11)的背面上。这样,所述背面帆布层17就当皮带背面抵接并缠绕在平坦的皮带轮(例如,背面空转轮等)上时负担动力传递的一部分。
另一方面,所述粘着橡胶层11由耐热性及耐气候性优良的三元乙丙橡胶(EPDM)等橡胶组成物构成,该粘着橡胶层11内埋入有多条卷成螺旋状的芯线16,该多条芯线16分别沿皮带长度方向延伸且以在皮带宽度方向上彼此留有规定间距的方式排列。补充说明一下,该芯线16是将由聚酯(PET)纤维等构成的多条单丝搓起来构成的。
所述压缩橡胶层12由含有作为主体橡胶的EPDM的橡胶组成物构成,除了碳黑等以外,还有拉伸弹性模量在1000MPa以上且平均粒径在45μm以上的呈粉状的树脂粉状物15分散混入到该压缩橡胶层12内。在本实施方式中,设定该树脂粉状物15的平均粒径在45μm以上。再说,从防止行驶寿命由于裂缝的产生而缩短的观点考虑,优选该树脂粉状物15的平均粒径在165μm以下。补充说明一下,在本实施方式所涉及的V型肋带B中未调配有现有V型肋带所含的短纤维。
以相对于100重量部的原料橡胶(EPDM)例如调配30重量部的比例调配有所述树脂粉状物15。优选该树脂粉状物15的调配量是这样的,即:以相对于100重量部的原料橡胶(EPDM)调配20~60重量部的比例调配所述树脂粉状物15。从在皮带表面实现轮廓算术平均偏差在3μm以上的表面粗糙度,并防止行驶寿命由于裂缝的产生而缩短的角度来看,在上述范围内调配所述树脂粉状物15是有利的。所述树脂粉状物15例如由尼龙、芳香族聚酰胺或超高分子量聚乙烯(UHMWPE)构成。
在此,所述树脂粉状物15的拉伸弹性模量是能够通过下述测量求出的,该测量是:按照ASTM(美国试验与材料协会)试验法D638测量用与构成该树脂粉状物15的树脂相同的树脂成形的试验片的拉伸弹性模量。
还有,在所述压缩橡胶层12的下表面侧形成有多条分别沿皮带长度方向延伸的肋部13、13、…(在本实施方式中,为三条),该多条肋部13、13、…在皮带宽度方向上彼此留着规定间距排列。由此,在将V型肋带B缠绕在皮带轮上后,所述压缩橡胶层12的各条肋部13的侧面与该皮带轮的槽的侧面抵接。
因为所述压缩橡胶层12内混有如上所述的树脂粉状物15,所以所述压缩橡胶层12的与皮带轮接触的面即所述肋部13的表面的表面粗糙度为轮廓算术平均偏差(算术平均粗糙度:Ra)在3μm以上的粗糙度。也就是说,已混入所述压缩橡胶层12内的树脂粉状物15中一部分树脂粉状物15从表面突出,因而表面粗糙度成为如上所述的规定粗糙度。补充说明一下,从防止行驶寿命由于裂缝的产生而缩短的角度来看,优选所述肋部13的侧面的表面粗糙度为轮廓算术平均偏差在70μm以下的粗糙度。
接着,简单地说明如上所述构成的V型肋带B的制造方法之一例。
在制造所述V型肋带B时,使用内模具和橡胶套筒,该内模具在外周面上包括将皮带背面形成为规定形状的成型面,该橡胶套筒在内周面上包括将皮带内表面形成为规定形状的成型面。
首先,用已进行使胶粘剂附着的处理的编织布即背面帆布覆盖所述内模具的外周,然后将用来形成粘着橡胶层11的背面侧部分的未交联橡胶薄片缠绕在该背面帆布上。
接着,将已进行使胶粘剂附着的处理的芯线16螺旋状地缠绕在该未交联橡胶薄片上,然后将用来形成粘着橡胶层11的内表面侧部分的未交联橡胶薄片缠绕在该芯线16上。之后,还将除了碳黑等填充材料、增塑剂等橡胶调配药品以外还有树脂粉状物15混入原料橡胶中而构成的材料重叠在所述未交联橡胶薄片上,用该材料作为用来形成压缩橡胶层12的未交联橡胶薄片。补充说明一下,在使各个未交联橡胶薄片缠绕时,不使各个未交联橡胶薄片的缠绕方向的两端部彼此重叠,而使该两端部的顶端面接触。
然后,将橡胶套筒从外侧套在所述内模具上的成形体上后安装在高压釜(autoclave)中,用高热水蒸气等对内模具进行加热,并以高压向半径方向内侧对橡胶套筒进行推压。此时,橡胶成分流动而逐渐进行交联反应,芯线16和背面帆布对橡胶粘着的粘着反应也进展。这么一来,筒状皮带胶块(slab)就成形完了。
之后,从内模具上取出皮带胶块,再将该皮带胶块沿筒长方向分割为数个后,对各自的外周面进行磨削,来形成肋部13。此时,对肋部13的侧面进行磨削,来使该肋部13的侧面的表面粗糙度成为轮廓算术平均偏差在3μm以上的粗糙度。在此,优选在磨削时以尽量使树脂粉状物15不脱落而残存在肋部13上的方式进行磨削。这样,就能够在肋部13的侧面更为可靠地形成具有轮廓算术平均偏差在3μm以上的表面粗糙度的面。
在此,为了控制所述肋部13的侧面的表面粗糙度,只要例如适当地选择在对肋部13进行磨削加工时使用的磨削用磨石的型号或磨削时的接触压力等磨削加工条件,或者适当地选择所述树脂粉状物15的平均粒径就可以。
最后,将在分割后在外周面上形成了肋部13的皮带胶块剪切为各自有规定的宽度,再使各自的表里翻过来。这样,就能够得到V型肋带B。
补充说明一下,所述V型肋带B的制造方法并不局限于上述方法,也可以采用下述制造方法,即:在形成有肋部的形状的内模具上,从压缩橡胶层12开始依次进行层叠,一边在内模具与外模具之间进行加热,一边进行推压。在这种情况下,对所述V型肋带B的肋部13的侧面也进行磨削,来使树脂粉状物15露出,由此使表面粗糙度成为轮廓算术平均偏差在3μm以上的粗糙度。
根据以上结构,使树脂粉状物15混入压缩橡胶层12中,来代替使现有短纤维混入压缩橡胶层12中。因此,能够防止如使用短纤维的情况那样由于皮带行驶时的弯曲而产生裂缝,能够谋求提高皮带B的耐久性。而且,所述树脂粉状物15从所述压缩橡胶层12的肋部13的表面突出,使得该肋部13的表面粗糙度为规定粗糙度(轮廓算术平均偏差在3μm以上),因而能够使该肋部13与皮带轮表面接触时的摩擦系数减小。由此,能够使皮带行驶时的滑动声减小。
再说,当所述树脂粉状物15的平均粒径在45μm以上时,能够可靠且容易地实现如上所述的所述压缩橡胶层12的肋部13的表面粗糙度。还有,当所述树脂粉状物15为拉伸弹性模量在1000MPa以上的树脂粉状物时,特别是当所述树脂粉状物15为由UHMWPE构成的树脂粉状物时,即使不采用特殊的磨削条件,树脂粉状物15也几乎不会因磨削而从肋部13上脱落。因此,在所述皮带制造步骤中,能够通过磨削仅除去表面附近的橡胶部分,来使更多的树脂粉状物15残存下来,并且能够使在皮带行驶时与皮带轮接触而磨损的量减少,能够谋求提高耐久性。
而且,通过由成本比芳香族聚酰胺的成本低并且摩擦系数比尼龙的摩擦系数低的超高分子量聚乙烯构成所述树脂粉状物15,则能够得到成本较低且噪音减小效果较高的V型肋带B。
补充说明一下,在所述实施方式中以V型肋带为对象,但并不局限于此。只要是V型皮带或平皮带等橡胶层与皮带轮接触的皮带,则让树脂粉状物15混入任何皮带的橡胶层中都可以。
<第二实施方式>
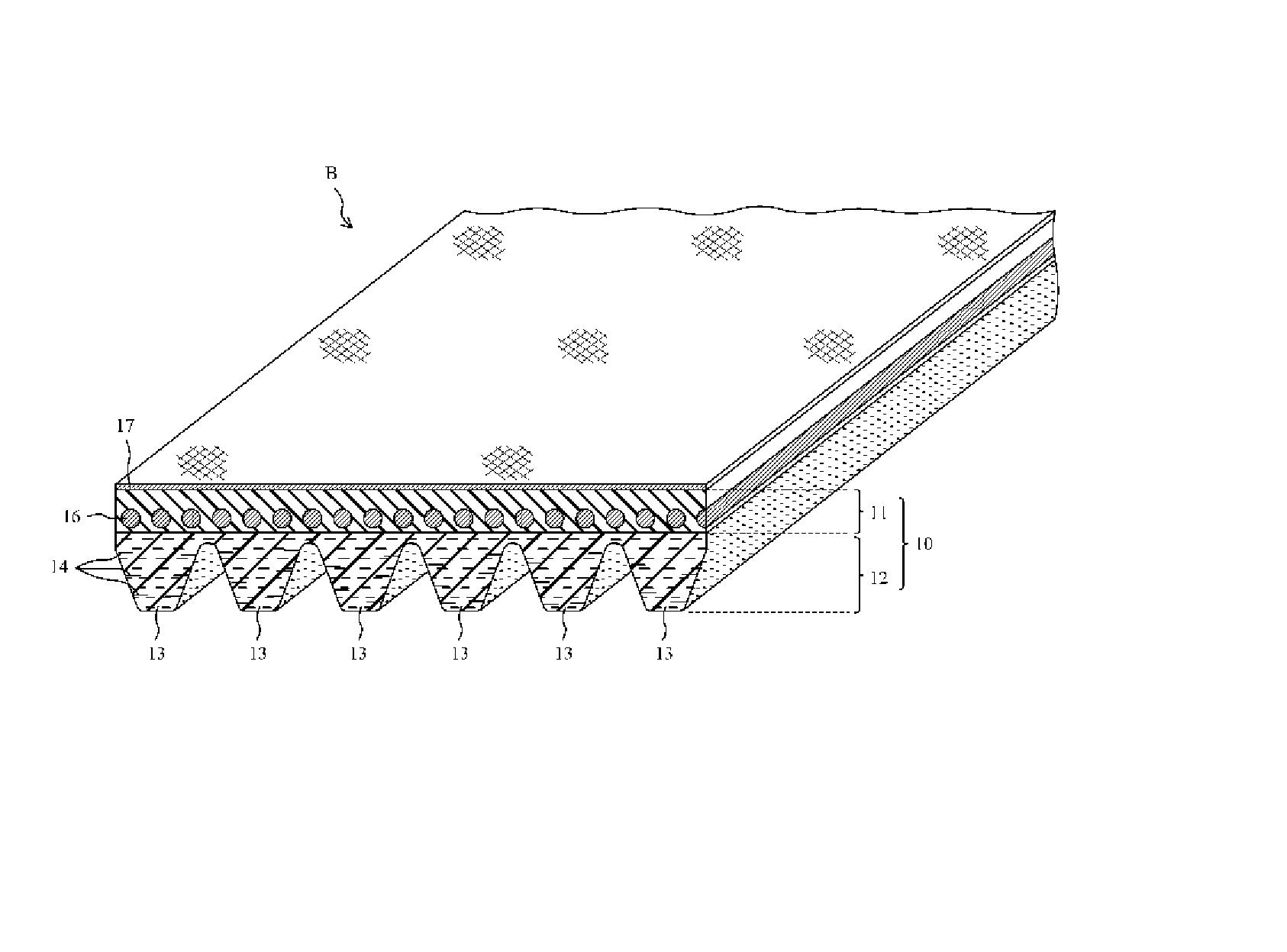
接着,参考图2说明本发明的第二实施方式所涉及的V型肋带的结构。如图2所示,在该第二实施方式所涉及的V型肋带中,压缩橡胶层22的肋部23由表面层24和主体层25构成,仅有该表面层24中混有树脂粉状物15。补充说明一下,其它结构与所述第一实施方式的结构相同,因而在图2中仅放大示出了肋部23的剖面,在以下说明中也对与所述第一实施方式相同的部分使用相同的符号。
具体而言,压缩橡胶层22的肋部23由位于表面侧的表面层24和主体层25构成。该表面层24,是树脂粉状物15混入含有作为主体橡胶的EPDM的橡胶组成物中而成的。该表面层24设置为覆盖不含该树脂粉状物15的主体层25。如上所述,通过使树脂粉状物15仅混入压缩橡胶层22的表面侧,则能够可靠地防止在该压缩橡胶层22的内部因树脂粉状物而产生裂缝。因此,与整个所述压缩橡胶层22中混有树脂粉状物15的情况相比能够提高该压缩橡胶层22内部的耐久性,能够谋求提高整个该压缩橡胶层22的耐久性。
还有,与所述第一实施方式一样,所述表面层24的表面也形成为:表面粗糙度为轮廓算术平均偏差在3μm以上的粗糙度。这样,就能够使表面层24与皮带轮表面接触时的摩擦系数减小,能够抑制在皮带行驶时产生滑动声。补充说明一下,在本实施方式中,也从防止行驶寿命由于裂缝的产生而缩短这个观点考虑,优选所述肋部23的侧面的表面粗糙度为轮廓算术平均偏差在70μm以下的粗糙度。再说,通过不是使短纤维而是使与所述第一实施方式一样的树脂粉状物15混入所述表面层24内,则能够抑制皮带B在皮带行驶时反复弯曲而产生裂缝,能够提高皮带B的弯曲疲劳寿命。
还有,优选所述表面层24形成为:该表面层24的厚度在15μm以上。这样,就即使表面层24磨损一点,也能够防止混有树脂粉状物15的表面层24全部磨掉,能够比较长时间地持续该表面层24所带来的与皮带轮摩擦时的摩擦减小效果,即皮带行驶时的滑动声减小效果。补充说明一下,优选该表面层24的厚度在15μm~320μm,特别优选的是在20μm~150μm。一方面有下述倾向,即如果表面层24过薄,滑动声减小效果和耐磨损的耐久性就比较差,另一方面有下述倾向,即如果表面层24过厚,行驶寿命由于裂缝的产生而缩短。因此,优选所述表面层24的厚度在上述范围内。
补充说明一下,具有上述结构的V型肋带的制造方法也可以是下述制造方法,即:在所述第一实施方式的V型肋带B的制造方法中,在使与表面层24相对应的未交联橡胶薄片及与主体层25相对应的未交联橡胶薄片重叠起来的状态下,用具有肋形状的模具进行加热及推压。此外,具有上述结构的V型肋带的制造方法也可以是下述制造方法,即:在所述第一实施方式的V型肋带B的制造方法中,对与压缩橡胶层的主体层25相对应的未交联橡胶薄片涂敷与表面层24相对应的胶粘剂,然后喷射树脂粉状物来使树脂粉状物附着,在该状态下进行加热及推压。
-实施例-
下面说明对V型肋带进行的试验及其评价结果。
<试验评价用皮带>
制作了以下第一到第十二实施例以及第一到第三比较例的V型肋带。在图表1中总括地示出了这些皮带的调配内容。补充说明一下,制作出的V型肋带都是这样的,即:周长为1000mm、肋数为3、肋高度为2.0mm、横剖面的V形角度为40度并且间距为3.56mm。
<第一实施例>
用EPDM作橡胶成分即原料橡胶,对100重量部的该EPDM调入20重量部的碳黑(HAF)、40重量部的碳黑(GPF)、14重量部的软化剂、5重量部的氧化锌、1重量部的硬脂酸、2.5重量部的抗老化剂、2重量部的用作交联剂的硫以及4重量部的硫化促进剂,来构成橡胶组成物。以由该橡胶组成物形成压缩橡胶层且结构与所述第一实施方式中的结构相同的V型肋带作为第一实施例。
<第二实施例>
以除下述部分以外结构都与第一实施例的结构相同的V型肋带作为第二实施例,该结构不同的部分是:设定碳黑(HAF)的量为60重量部,来代替使用40重量部的碳黑(GPF),并且还调配了30重量部的用作树脂粉状物的尼龙粉而构成橡胶组成物,由该橡胶组成物形成压缩橡胶层。
<第三实施例>
以除下述部分以外结构都与第二实施例的结构相同的V型肋带作为第三实施例,该结构不同的部分是:调入30重量部的用作树脂粉状物的芳香族聚酰胺粉来代替尼龙粉,由此构成橡胶组成物,由该橡胶组成物形成压缩橡胶层。
<第四实施例>
以除下述部分以外结构都与第二实施例的结构相同的V型肋带作为第四实施例,该结构不同的部分是:调入30重量部的用作树脂粉状物的UHMWPE粉C来代替尼龙粉,由此构成橡胶组成物,由该橡胶组成物形成压缩橡胶层。
<第五实施例>
以除下述部分以外结构都与第二实施例的结构相同的V型肋带作为第五实施例,该结构不同的部分是:调入30重量部的用作树脂粉状物的UHMWPE粉A来代替尼龙粉,由此构成橡胶组成物,由该橡胶组成物形成压缩橡胶层。
<第六实施例>
以在压缩橡胶层上形成有厚度为15μm的表面层(调配内容与第五实施例的调配内容相同)且结构与所述第二实施方式的结构相同的V型肋带作为第六实施例。此时,压缩橡胶层的主体层的调配内容设定为:除不调入树脂粉状物这一点以外都与表面层的调配内容相同。还有,作为皮带制造方法采用了下述方法,即:在使与表面层相对应的未交联橡胶薄片及与主体层相对应的未交联橡胶薄片重叠起来的状态下,用具有肋形状的模具进行加热及推压,还对肋的侧面进行磨削,以得到所希望的表面粗糙度。
<第七实施例>
以除下述部分以外结构都与第六实施例的结构相同的V型肋带作为第七实施例,该结构不同的部分是:表面层的厚度为20μm。
<第八实施例>
以除下述部分以外结构都与第六实施例的结构相同的V型肋带作为第八实施例,该结构不同的部分是:表面层的厚度为100μm。
<第九实施例>
以除下述部分以外结构都与第六实施例的结构相同的V型肋带作为第九实施例,该结构不同的部分是:表面层的厚度为200μm。
<第十实施例>
以除下述部分以外结构都与第六实施例的结构相同的V型肋带作为第十实施例,该结构不同的部分是:表面层的厚度为300μm。
<第十一实施例>
以除下述部分以外结构都与第六实施例的结构相同的V型肋带作为第十一实施例,该结构不同的部分是:表面层的厚度为320μm。
<第十二实施例>
以除下述部分以外结构都与第八实施例的结构相同的V型肋带作为第十二实施例,该结构不同的部分是:表面层的表面粗糙度的轮廓算术平均偏差不同。在此,在该第十二实施例中,用型号为#40的磨削用磨石对肋的侧面进行了磨削。补充说明一下,在该第十二实施例以外的实施例即第一到第十一实施例以及第一到第三比较例中,用型号为#120的磨削用磨石对肋的侧面进行磨削。
<第一比较例>
以除下述部分以外结构都与第二实施例的结构相同的V型肋带作为第一比较例,该结构不同的部分是:调入25重量部的尼龙短纤维来代替尼龙粉,由此构成橡胶组成物,由该橡胶组成物形成压缩橡胶层。
<第二比较例>
以除下述部分以外结构都与第一比较例的结构相同的V型肋带作为第二比较例,该结构不同的部分是:由不含尼龙短纤维的橡胶组成物形成压缩橡胶层。
<第三比较例>
以除下述部分以外结构都与第一实施例的结构相同的V型肋带作为第三比较例,该结构不同的部分是:调入30重量部的用作树脂粉状物的UHMWPE粉B,由此构成橡胶组成物,由该橡胶组成物形成压缩橡胶层。
[图表1]
在此,用陶氏化学公司(The Dow Chemical Company)的NordelIP4640(商品名称)作所述EPDM;用东海碳素株式会社(TOKAICARBON CO.,LTD.)的SEAST 3(商品名称)作为所述碳黑(HAF);用东海碳素株式会社的SEAST V(商品名称)作为所述碳黑(GPF)。用日本太阳石油株式会社(JAPAN SUN OIL COMPANY,LTD.)的Sunflex 2280(商品名称)作为所述软化剂;用界化学工业株式会社(Sakai Chemical Industry Co.,Ltd.)的亚铅华1号(商品名称)作为所述氧化锌;用日本油脂株式会社的小球状硬脂酸椿(Beadstearic acid“Tsubaki”)(商品名称)作为所述硬脂酸;用大内新兴化学工业株式会社的NOCRAC 224(商品名称)作为所述抗老化剂;用鹤见化学工业株式会社(Tsurumi Chemical Industry Co.,Ltd.)的油硫(oil sulfur)(商品名称)作为所述硫;用大内新兴化学工业株式会社的EP-150(商品名称)作为所述硫化促进剂。用旭化成株式会社的Leona 66(商品名称)(已剪成1mm的产品)作为所述尼龙短纤维;用尤尼吉可株式会社(UNITIKA.LTD.)的A1020LP(商品名称)作为所述尼龙粉;用三井化学株式会社的HI-ZEXMILLION 240S(商品名称)作为所述UHMWPE粉A;用三井化学株式会社的MIPELON XM220(商品名称)作为所述UHMWPE粉B;用Fluoro-Seal,Ltd.(公司名称)的Inhance UH-1500(商品名称)作为所述UHMWPE粉C;用帝人高科技产品株式会社(TEIJIN TECHNO PRODUCTS LIMITED)的TW5011(商品名称)作为所述芳香族聚酰胺粉。
<试验评价方法>
<耐磨损性试验>
图3表示用于V型肋带的耐磨损性试验评价的皮带行驶试验机30的布置情况。该皮带行驶试验机30包括驱动皮带轮31和从动皮带轮32,该驱动皮带轮31和该从动皮带轮32都由皮带轮直径为60mm的肋皮带轮构成。
在对所述第一到第十二实施例以及所述第一到第三比较例中的各个V型肋带测量皮带重量后,将V型肋带缠绕在皮带轮31、32上,来使肋部13、23与该皮带轮31、32接触。此时,以向驱动皮带轮31施加1177N的静负荷的方式向侧边拉该驱动皮带轮31,向从动皮带轮32施加7W的旋转负荷。在该状态下,进行了在室温(23℃)下让驱动皮带轮31以3500rpm的转速旋转24个小时的皮带行驶试验。
测量皮带行驶后的皮带重量,按照下述算式求出了损失磨损量(%)。
损失磨损量(%)=(初期重量-行驶后重量)/初期重量×100
<弯曲寿命评价试验>
图4表示用于V型肋带的弯曲寿命评价的皮带行驶试验机40的布置情况。该皮带行驶试验机40包括驱动皮带轮41及从动皮带轮42以及肋皮带轮43,该驱动皮带轮41及该从动皮带轮42是上下配置的,分别由皮带轮直径为120mm的肋皮带轮构成,该肋皮带轮43配置在该驱动皮带轮41及从动皮带轮42的上下方向的中间位置的侧边,该肋皮带轮43的皮带轮直径为45mm。详细地说,在所述驱动皮带轮41的上方配置有所述从动皮带轮42,从正面来看在这些皮带轮41、42的上下方向的中间位置的右侧边(图4中的图纸面右侧)配置有所述肋皮带轮43,皮带缠绕在该肋皮带轮43上的角度为90°。
将所述第一到第十二实施例以及所述第一到第三比较例中的各个V型肋带缠绕在所述三个皮带轮41~43上,以向肋皮带轮43施加834N的初期设定负荷(set weight)的方式向侧边拉该肋皮带轮43,进行了在23℃的气体环境温度下让驱动皮带轮41以4900rpm的转速旋转的皮带行驶试验。
然后,测量了到在V型肋带B的肋部13产生裂缝时为止的皮带行驶时间。该时间相当于皮带的弯曲寿命。
<噪音测量试验>
图5表示用于V型肋带的噪音测量的皮带行驶试验机50的布置情况。该皮带行驶试验机50包括驱动皮带轮51及从动皮带轮52、空转皮带轮53以及空转皮带轮54,该驱动皮带轮51及该从动皮带轮52是上下配置的,分别由皮带轮直径为120mm的肋皮带轮构成,该空转皮带轮53配置在该驱动皮带轮51及从动皮带轮52的上下方向的中间位置,该空转皮带轮53的皮带轮直径为70mm,该空转皮带轮54配置在该驱动皮带轮51及从动皮带轮52的上下方向的中间位置的侧边,该空转皮带轮54的皮带轮直径为55mm。详细地说,在所述驱动皮带轮51的上方配置有所述从动皮带轮52,从正面来看在这些皮带轮51、52的上下方向的中间位置配置有所述空转皮带轮53,从正面来看在该空转皮带轮53的右侧边(图5中的图纸面右侧)配置有空转皮带轮54。所述空转皮带轮53、54分别配置为:皮带缠绕在该空转皮带轮53、54上的角度为90°。
将所述第一到第十二实施例以及所述第一到第三比较例中的各个V型肋带缠绕在所述四个皮带轮51~54上,以向所述从动皮带轮52施加各个肋的负荷量分别为2.5kW的负荷,并且向所述空转皮带轮54施加各个肋的初期设定负荷分别为277N的负荷的方式安装所述空转皮带轮53、54,进行了让所述驱动皮带轮51以4900rpm的转速旋转的皮带行驶试验。
还有,在从皮带接触所述空转皮带轮53的位置算起向侧边偏移10cm左右的位置设置噪音测量仪(理音公司(RION CO.,LTD.)制造,型号名称为“NA-40”)的麦克风,测量了在皮带行驶试验时产生的噪音。
在此,作为皮带行驶过程中的噪音测量了在使所述驱动皮带轮51行驶一定的距离后向该驱动皮带轮51浇水(200cc/分)时产生的滑动声。
<试验评价结果>
图表2表示试验结果。
[图表2]
由所述试验结果能够得知下述事情,即:在压缩橡胶层22中含有树脂粉状物15的例子(第二到第十二实施例以及第三比较例)中,与压缩橡胶层22中含有短纤维的例子(第一比较例)相比到产生裂缝时为止的皮带行驶时间更长,皮带的弯曲寿命更长。而且,在混有树脂粉状物15的例子中,与混有短纤维的例子相比损失磨损量更小,耐久性得以提高。
还有,能够得知下述事情,即:在压缩橡胶层22的肋部23表面(与皮带轮接触的接触面)的表面粗糙度为轮廓算术平均偏差小于3μm的粗糙度的例子(第二及第三比较例)中,与轮廓算术平均偏差在3μm以上的粗糙度的例子(第一到第十二实施例以及第一比较例)相比皮带的滑动声更大。在此,用株式会社三丰公司(MITUTOYO CORPORATION)制造的S-3000(型号名称)测量了上述图表2中的轮廓算术平均偏差。
再说,还能够得知下述事情,即:在未混入短纤维和树脂粉状物的例子(第一实施例)中,即使所述肋部23的表面粗糙度为轮廓算术平均偏差在3μm以上的粗糙度,也与混有短纤维或树脂粉状物的例子(第二到第十二实施例以及第一比较例)相比损失磨损量更大。其原因是:在所述第一实施例中使用粒径较大的碳黑(GPF),以让轮廓算术平均偏差成为3μm以上的值,而粒径较大的碳黑的增强性能较差,以致耐磨损性和抗裂缝寿命下降。补充说明一下,若使用粒径较小的碳黑(HAF)(第二比较例),便能够提高这些性能,但是表面粗糙度如上所述成为轮廓算术平均偏差小于3μm的粗糙度,滑动声会增大。
还有,由所述图表2可以看出,为了如上所述使表面粗糙度成为轮廓算术平均偏差在3μm以上的粗糙度,设定树脂粉状物的平均粒径在45μm以上是有利的。在此,平均粒径是这样求出的,即:用基恩士公司(KEYENCE CORPORATION)制造的数码显微镜VHX-200(型号名称)以450倍的放大倍率观察粉状物,以其中的30个粒子的平均粒径作所述树脂粉状物的平均粒径。
综上所述,为了使皮带的滑动声(皮带行驶时的噪音)减小,并延长皮带的弯曲寿命,需要以不使用短纤维的方式使压缩橡胶层22的肋部23表面的表面粗糙度成为轮廓算术平均偏差在3μm以上的粗糙度。为了实现所述轮廓算术平均偏差在3μm以上的表面粗糙度,将平均粒径在45μm以上的呈粉状的粒子部件15混入到所述压缩橡胶层22内即可。这样,就能够可靠且容易地实现轮廓算术平均偏差在3μm以上的表面粗糙度,并能够借助粒子部件15减小损失磨损量,能够谋求提高耐久性。
还有,在不是整个所述压缩橡胶层12中混有树脂粉状物15,而是在该压缩橡胶层22的表面侧设置表面层24,仅在该表面层24内混有树脂粉状物15的情况下(第六到第十二实施例),因为表面层24以外的肋部23内未混有树脂粉状物15,所以在该肋部23的内部不易产生裂缝,如上述图表2所示。因此,通过将树脂粉状物15仅混入压缩橡胶层22的表面层24内,则与将树脂粉状物15混入整个压缩橡胶层12(肋部)内的情况相比能够延长抗裂缝寿命,能够谋求改善皮带的弯曲寿命。
再说,可以看出,在如上所述仅在表面层24内混有树脂粉状物15的情况下,与表面层24的厚度小于20μm的例子(第六实施例)相比,该表面层24的厚度在20μm以上的例子(第七到第十二实施例)当皮带行驶时的滑动声更小,损失磨损量也更小。因此,优选设定所述表面层24的厚度为20μm以上的值。在此,用上述显微镜以450倍的放大倍率观察表面层24,根据该观察图像测得了表面层24的厚度。
再说,若树脂粉状物的拉伸弹性模量如在本实施例中使用的树脂粉状物那样在1000MPa以上,则即使在制造皮带时进行磨削,也能够使大部分树脂粉状物15残存在肋部23的表面上,能够确保轮廓算术平均偏差在3μm以上的表面粗糙度,并与在压缩橡胶层22内混有短纤维的现有例相比能够谋求提高耐久性。在此,按照ASTM试验法D638对由与构成树脂粉状物的树脂相同的树脂构成的试验片求出了所述图表2所示的拉伸弹性模量。
摩擦传动带专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0