









专利摘要
摩擦传动带(B)的带主体(10)的至少与带轮接触的部分(15)由橡胶组合物形成。在带主体(10)的与带轮接触的部分(15)的表面形成有大量小孔(16),并且在该表面形成有平均高度为4μm~40μm的大量小突起(17)。
权利要求
1.一种摩擦传动带,该摩擦传动带的带主体的至少与带轮接触的部分由橡胶组合物形成,其特征在于:
在所述带主体的所述与带轮接触的部分的表面形成有大量小孔,并且在该表面形成有平均高度为4μm~40μm的大量小突起。
2.根据权利要求1所述的摩擦传动带,其特征在于:
所述小孔,通过将已添加在形成所述与带轮接触的部分的橡胶组合物中的空心粒子的一部分切掉而形成。
3.根据权利要求1所述的摩擦传动带,其特征在于:
所述小孔,通过用已添加在形成所述与带轮接触的部分的橡胶组合物中的起泡剂起泡形成空心部分,再将该空心部分的一部分切掉而形成。
4.根据权利要求1到3中任一项所述的摩擦传动带,其特征在于:
所述小孔的平均孔径为70μm~l2Oμm。
5.根据权利要求1到4中任一项所述的摩擦传动带,其特征在于:
所述小突起,通过使已添加在形成所述与带轮接触的部分的橡胶组合物中的实心粒子从该与带轮接触的部分的表面上露出而形成。
6.根据权利要求5所述的摩擦传动带,其特征在于:
所述实心粒子由树脂粒子构成。
7.根据权利要求6所述的摩擦传动带,其特征在于:
所述实心粒子由超高分子量聚乙烯树脂粒子构成。
8.根据权利要求1到7中任一项所述的摩擦传动带,其特征在于:
所述小孔与所述小突起的最大凹凸差在45μm以上。
9.根据权利要求1到8中任一项所述的摩擦传动带,其特征在于:
形成所述与带轮接触的部分的橡胶组合物的橡胶成分为乙烯-α-烯烃弹性体。
10.根据权利要求1到9中任一项所述的摩擦传动带,其特征在于:
在形成所述与带轮接触的部分的橡胶组合物中未添加短纤维。
11.根据权利要求1到10中任一项所述的摩擦传动带,其特征在于:
所述带主体为V型肋带主体。
12.一种带传动装置,其特征在于:
所述带传动装置通过使权利要求1到11中任一项所述的摩擦传动带缠绕在多个带轮上而构成。
说明书
技术领域
本发明涉及一种摩擦传动带。
背景技术
在与带轮接触的表面形成有大量小孔的V型肋带已为众人所知。
例如,在专利文献1中公开了下述摩擦传动带,即:该摩擦传动带的摩擦传动面由含有作为润滑剂的超高分子量聚乙烯且气泡率为5%~20%的多孔橡胶组合物形成。
在专利文献2中公开了下述摩擦传动带,即:该摩擦传动带的摩擦传动面由添加有未经过表面处理的短纤维的橡胶组合物形成,在该摩擦传动面的表面存在由于短纤维的脱落而形成的空孔及/或短纤维与橡胶之间的间隙。
在专利文献3中公开了下述摩擦传动带,即:该摩擦传动带的带主体的至少与带轮接触的部分由弹性体组合物形成,在与带轮接触的表面形成有大量由于空心粒子而形成的细胞状小孔。
在专利文献4中公开了下述摩擦传动带,即:该摩擦传动带的带主体的设置在内周一侧的压缩橡胶层接触并缠绕在带轮上以传递动力,在该压缩橡胶层中由于空心粒子而形成有平均孔径5μm~120μm的多个小孔,使得该压缩橡胶层的气泡率为5%~40%。
专利文献1:日本公开特许公报特开2007-255635号公报
专利文献2:日本公开特许公报特开2006-064015号公报
专利文献3:日本再公表特许公报再表2008/007647号公报
专利文献4:日本再公表特许公报再表2009/101799号公报
发明内容
本发明涉及一种摩擦传动带,该摩擦传动带的带主体的至少与带轮接触的部分由橡胶组合物形成,在所述带主体的所述与带轮接触的部分的表面形成有大量小孔,并且在该表面形成有平均高度为4μm~40μm的大量小突起。
附图说明
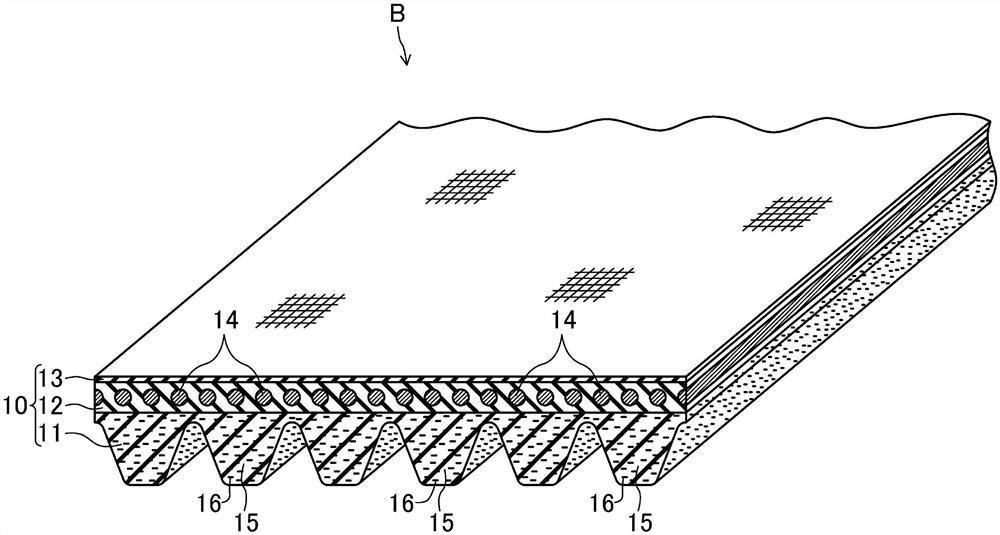
图1是实施方式所涉及的V型肋带的立体图。
图2是利用实施方式所涉及的V型肋带所带来的作用和效果的说明图。
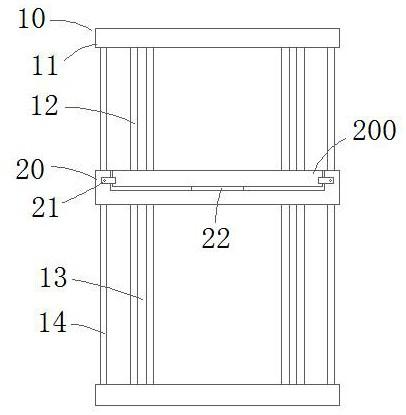
图3是带成形模的纵向剖视图。
图4是放大地显示带成形模的局部的纵向剖视图。
图5是显示形成叠层体的工序的说明图。
图6是显示将叠层体放置在外模上的工序的说明图。
图7是显示将外模放置在内模的外侧的工序的说明图。
图8是显示对带坯进行成型的工序的说明图。
图9是显示实施方式所涉及的汽车的辅助机器驱动带传动装置的带轮布置情况的图。
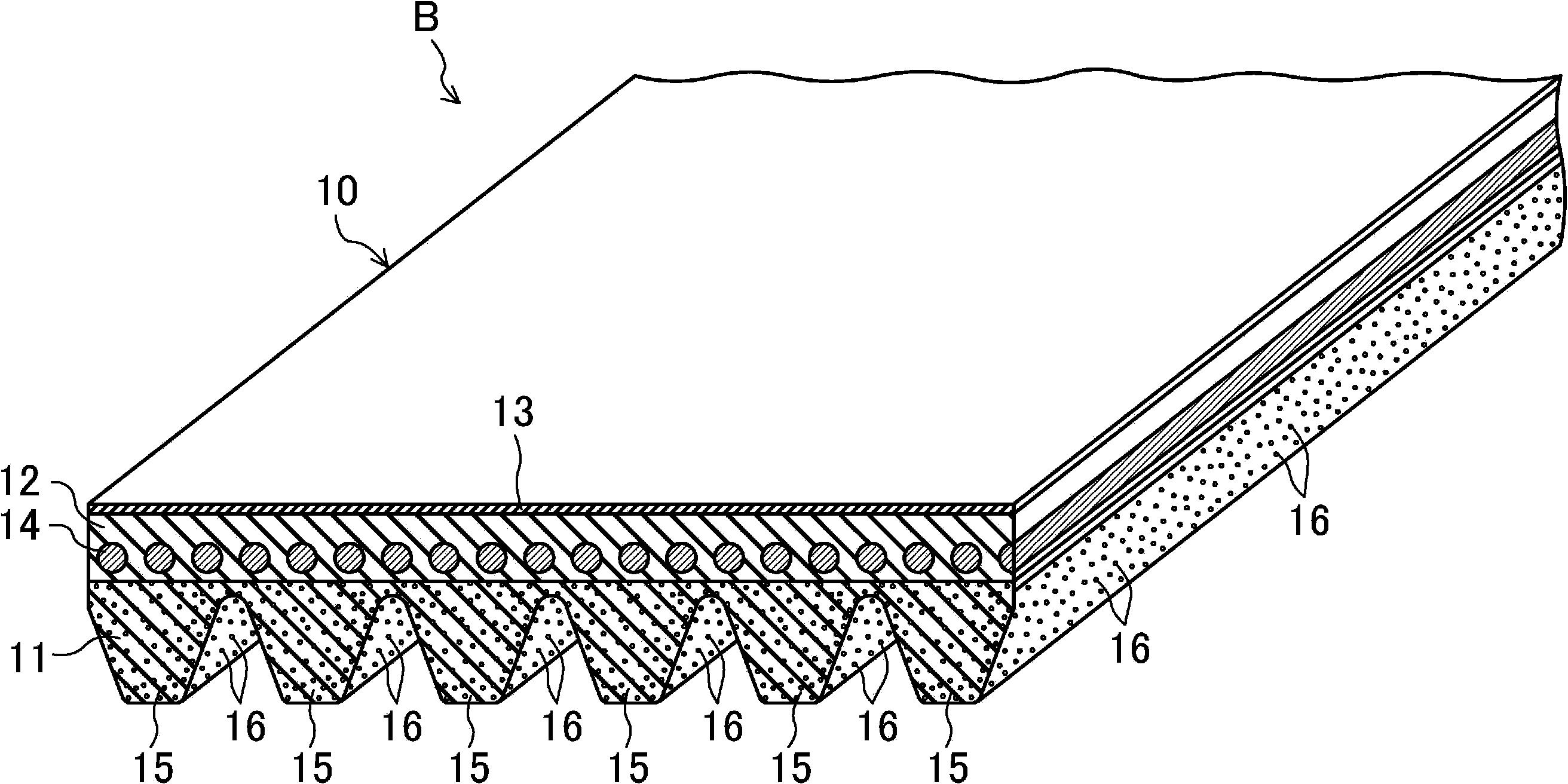
图10是显示实施方式所涉及的V型肋带的变形例的立体图。
图11是显示实施方式所涉及的V型肋带的其它变形例的立体图。
图12是显示用来评价溅水时异音的带走行试验机的带轮布置情况的图。
图13是显示用来评价耐热耐久性的带走行试验机的带轮布置情况的图。
图14是表示小突起的平均高度与溅水时异音的关系的图表。
图15是表示小突起的平均高度与耐热耐久性的关系的图表。
具体实施方式
以下,参照附图对实施方式加以详细的说明。
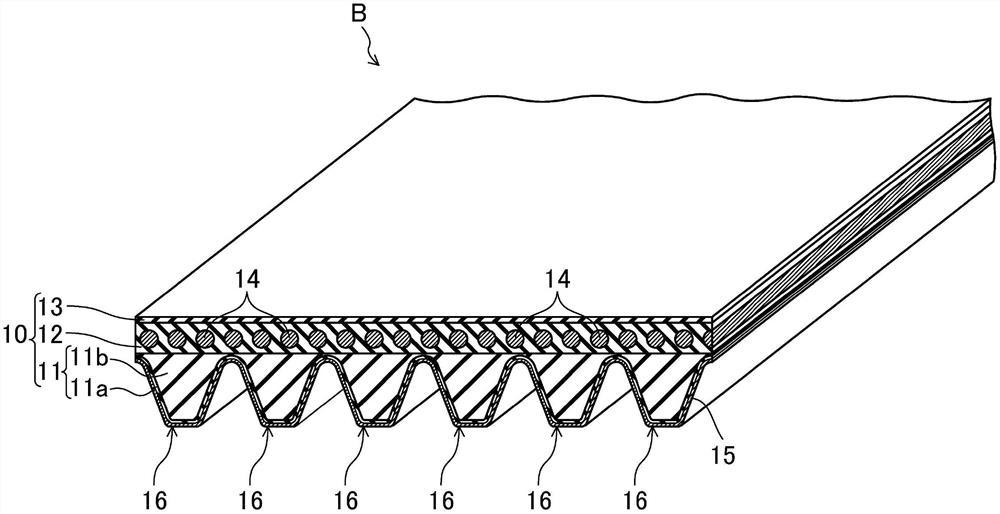
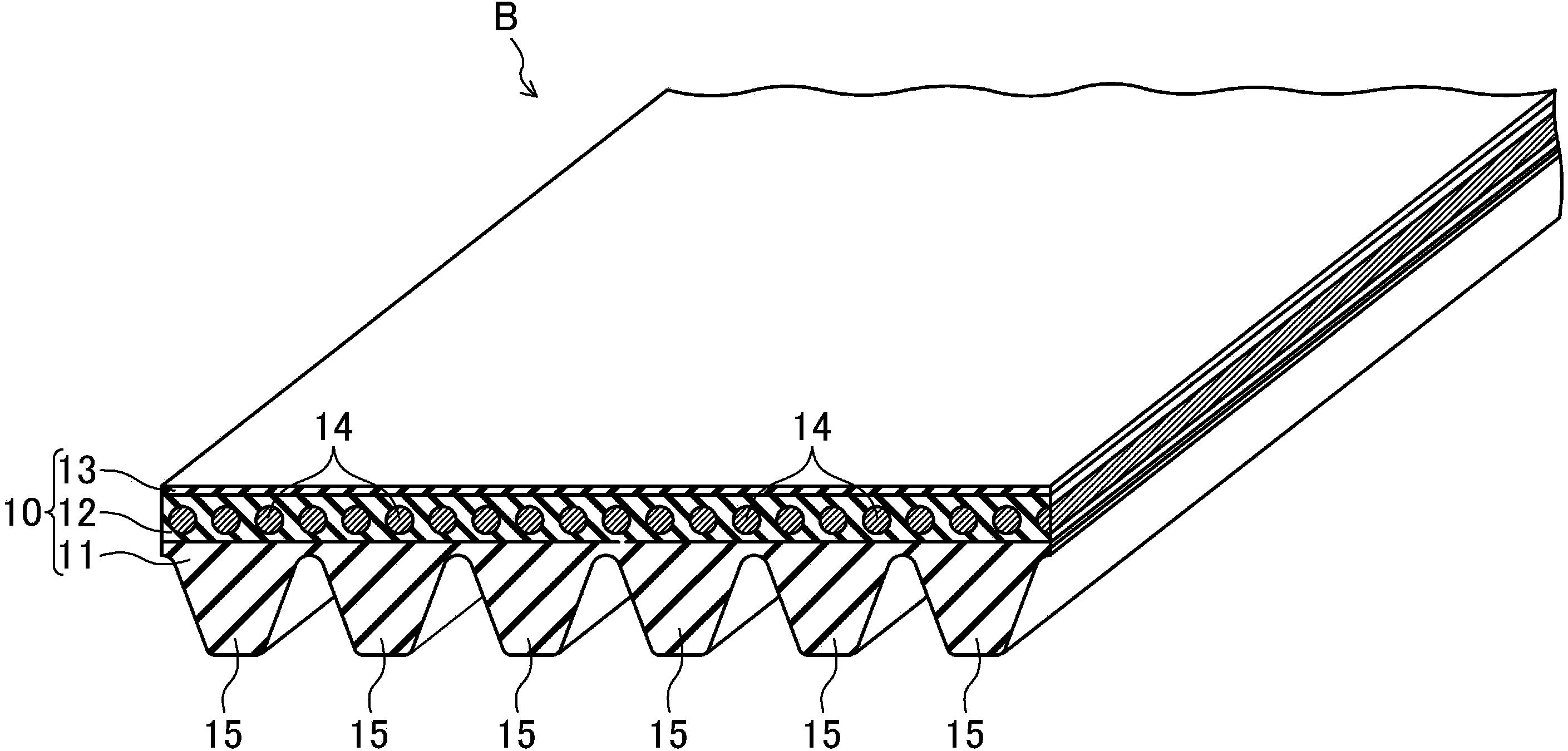
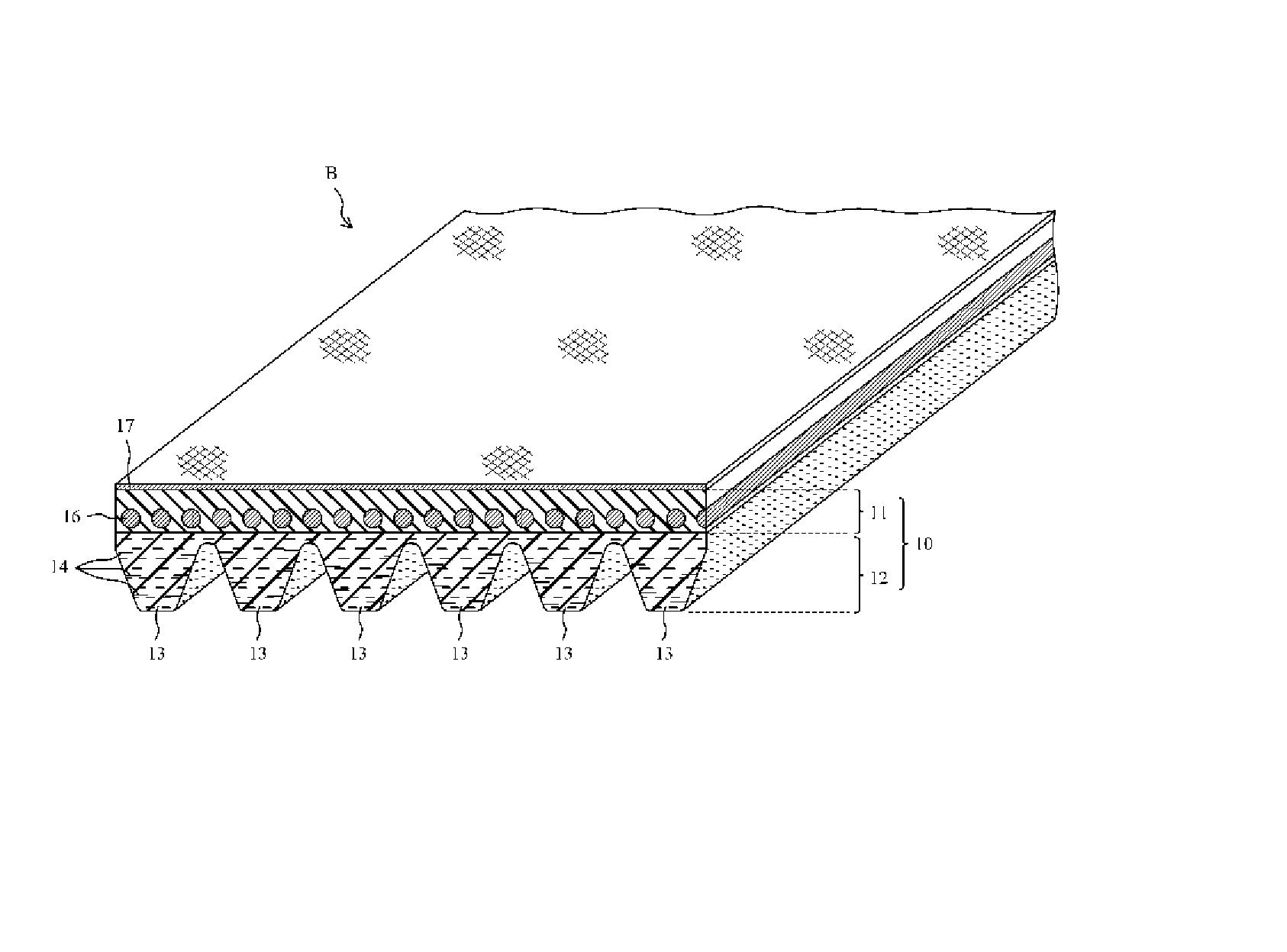
图1显示实施方式所涉及的V型肋带B(摩擦传动带)。实施方式所涉及的V型肋带B用于例如设置在汽车的发动机室内的辅助机器驱动带传动装置等中。实施方式所涉及的V型肋带B例如为:其带长700mm~3000mm、带宽10mm~36mm且带厚4.0mm~5.0mm。
实施方式所涉及的V型肋带B包括V型肋带主体10,该V型肋带主体10构成为具有带内周一侧的压缩橡胶层11、中间的粘着橡胶层12和带外周一侧的背面橡胶层13的三层结构,在该V型肋带主体10的粘着橡胶层12内埋设有芯线14,该芯线14设置为在带宽方向上留有间距地形成螺旋状。
压缩橡胶层11设置为:多个构成与带轮接触的部分的V型肋15朝向带内周一侧下垂。多个V型肋15分别形成为沿带长方向延伸且剖面呈近似倒三角形的突条状,沿带宽方向并排设置。各个V型肋15例如形成为:肋高度2.0mm~3.0mm且肋基端相互间的宽度1.0mm~3.6mm。肋数为例如3个~6个(在图1中,肋数为6个)。
压缩橡胶层11由如下所述获得的橡胶组合物形成,即:向橡胶成分中添加包括交联剂在内的各种配合剂并混炼来获得未交联橡胶组合物,再对该未交联橡胶组合物进行加热和加压来在交联剂的作用下使该未交联橡胶组合物交联,由此获得所述橡胶组合物。
作为形成压缩橡胶层11的橡胶组合物的橡胶成分可举出的例如有:二元乙丙橡胶(EPR)、三元乙丙橡胶(EPDM)、乙烯-辛烯共聚物、乙烯-丁烯共聚物等乙烯-α-烯烃弹性体;氯丁橡胶(CR);氯磺化聚乙烯橡胶(CSM);氢化丁腈橡胶(H-NBR)等。其中,优选橡胶成分为乙烯-α-烯烃弹性体。橡胶成分可以由单种物质构成,也可以混合多种物质构成。
作为配合剂可举出的例如有:炭黑等加强材、软化剂、加工助剂、硫化助剂、交联剂、硫化促进剂、橡胶配合用树脂等。
作为加强材可举出的炭黑例如有:槽黑;SAF、ISAF、N-339、HAF、N-351、MAF、FEF、SRF、GPF、ECF、N-234等炉黑;FT、MT等热解炭黑;乙炔黑等。作为加强材可举出的还有硅石。加强材可以由单种物质构成,也可以由多种物质构成。从耐磨损性和抗弯曲疲劳性良好地保持平衡这一角度来看,优选加强材相对于100质量份的橡胶成分的添加量为30~80质量份。
作为软化剂可举出的例如有:石油类软化剂;石蜡等矿物油类软化剂;蓖麻油(castor oil)、棉籽油、亚麻籽油、菜籽油、豆油、棕榈油、椰子油、花生油、木蜡、松香(rosin)、松油(pine oil)等植物油类软化剂等。软化剂可以由单种物质构成,也可以由多种物质构成。软化剂相对于100质量份的橡胶成分的添加量为例如2质量份~30质量份。
作为加工助剂可举出的例如有硬脂酸等。加工助剂可以由单种物质构成,也可以由多种物质构成。加工助剂相对于100质量份的橡胶成分的添加量为例如0.5质量份~5质量份。
作为硫化助剂可举出的有氧化镁、氧化锌(锌白)等金属氧化物等。硫化助剂可以由单种物质构成,也可以由多种物质构成。硫化助剂相对于100质量份的橡胶成分的添加量为例如1质量份~10质量份。
作为交联剂可举出的例如有硫、有机过氧化物。可以仅用硫作为交联剂,也可以仅用有机过氧化物作为交联剂,还可以并用硫和有机过氧化物作为交联剂。当用硫作为交联剂时,交联剂相对于100质量份的橡胶成分的添加量为例如0.5质量份~4.0质量份;当用有机过氧化物作为交联剂时,交联剂相对于100质量份的橡胶成分的添加量为例如0.5质量份~8质量份。
作为橡胶配合用树脂可举出的例如有酚醛树脂等。橡胶配合用树脂可以由单种物质构成,也可以由多种物质构成。橡胶配合用树脂相对于100质量份的橡胶成分的添加量为例如0质量份~20质量份。
作为硫化促进剂可举出的例如有金属氧化物、金属羧酸盐(metal carboxylate)、脂肪酸及其衍生物等。硫化促进剂可以由单种物质构成,也可以由多种物质构成。硫化促进剂相对于100质量份的橡胶成分的添加量为例如0.5质量份~8质量份。
优选在形成压缩橡胶层11的橡胶组合物中未添加短纤维。但是,本发明并不排除添加有短纤维的结构,优选在添加有短纤维的结构下,短纤维设置为已朝向带宽方向取向。优选短纤维中从与带轮接触的部分的表面上露出的短纤维从该表面突出。作为上述短纤维可举出的例如有:尼龙纤维、芳香族聚酰胺纤维、聚酯纤维、棉等。短纤维例如可以是已经过下述粘着处理的短纤维,该粘着处理是先将纤维浸渍在间苯二酚甲醛胶乳水溶液(RFL水溶液)等中后再加热的处理。短纤维的长度为例如0.2mm~3.0mm。短纤维相对于100质量份的橡胶成分的添加量为例如3质量份~30质量份。
在压缩橡胶层11的V型肋15的表面形成有大量小孔16。优选小孔16的平均孔径为70μm~120μm,进一步优选为100μm~120μm。可以求出根据表面的图像测量出的、50个~100个小孔的数量平均(number average)孔径,并以该数量平均孔径作为小孔16的平均孔径。
小孔16可以通过将已添加在形成压缩橡胶层11的橡胶组合物中的空心粒子的一部分切掉而形成。作为空心粒子可举出的例如有:在内部封有溶剂的热膨胀性空心粒子。优选空心粒子的粒径为15μm~50μm,进一步优选为25μm~35μm。空心粒子可以由单种物质构成,也可以由多种物质构成。优选空心粒子相对于100质量份的橡胶成分的添加量为0.5质量份~15质量份,进一步优选为1质量份~5质量份。
小孔16也可以是这样构成的,即:向形成压缩橡胶层11的橡胶组合物中添加起泡剂,用该起泡剂起泡形成空心部分,再将该空心部分的一部分切掉从而形成上述小孔16。起泡剂可以由单种物质构成,也可以由多种物质构成。优选起泡剂相对于100质量份的橡胶成分的添加量为例如1质量份~20质量份,进一步优选为5质量份~15质量份。
而且,小孔16还可以是这样构成的,即:在形成压缩橡胶层11的橡胶组合物的橡胶加工工序中,使超临界流体或亚临界流体渗入未交联橡胶组合物中,然后使该超临界流体或亚临界流体的相位变成气相,由此起泡形成空心部分,然后将该空心部分的一部分切掉而形成上述小孔16。
在压缩橡胶层11的V型肋15的表面形成有大量小突起17。小突起17的平均高度为4μm~40μm,优选为10μm~30μm,进一步优选为15μm~20μm。可以求出根据表面的图像测量出的、50个~70个小突起17的数量平均高度,并以该数量平均高度作为小突起17的平均高度。优选小突起17的平均外径为50μm~120μm,进一步优选为100μm~120μm。可以求出根据表面的图像测量出的、50个~100个小突起17的数量平均外径,并以该数量平均外径作为小突起17的平均外径。
小突起17也可以是这样构成的,即:使已添加在形成压缩橡胶层11的橡胶组合物中的实心粒子的一部分从表面上露出,由此构成该小突起17。作为实心粒子可举出的例如有:超高分子量聚乙烯粒子(重均分子量在例如100万以上)、尼龙树脂粒子等树脂粒子、密胺、芳香族聚酰胺等。当形成压缩橡胶层11的橡胶组合物的橡胶成分为乙烯-α-烯烃弹性体时,优选实心粒子为超高分子量聚乙烯粒子,其理由是:因为超高分子量聚乙烯粒子和该橡胶成分的兼容性良好,所以超高分子量聚乙烯粒子的分散性优良,因此能够抑制由于添加实心粒子而会引起的强度下降,而且还能够得到V型肋15表面的低摩擦系数化所带来的噪音抑制效果。优选实心粒子的粒径为25μm~180μm,进一步优选为50μm~150μm。实心粒子可以由单种物质构成,也可以由多种物质构成。优选实心粒子相对于100质量份的橡胶成分的添加量为5质量份~40质量份,进一步优选为10质量份~20质量份。
粘着橡胶层12构成为剖面呈横长矩形的带状,厚度为例如1.0mm~2.5mm。背面橡胶层13也构成为剖面呈横长矩形的带状,厚度为例如0.4mm~0.8mm。从抑制背面橡胶层13与带背面所接触的平带轮一起发出的声音的角度来看,优选背面橡胶层13的表面形成为转印有纺织品的布纹(texture)的形态。
优选粘着橡胶层12和背面橡胶层13分别由如下所述获得的橡胶组合物形成,即:向橡胶成分中添加包括交联剂在内的各种配合剂并混炼来获得未交联橡胶组合物,再对该未交联橡胶组合物进行加热和加压,来在交联剂的作用下使该未交联橡胶组合物交联,由此获得所述橡胶组合物。从抑制背面橡胶层13与带背面所接触的平带轮接触后产生粘着的观点来看,优选背面橡胶层13由比粘着橡胶层12稍硬的橡胶组合物形成。
作为形成粘着橡胶层12和背面橡胶层13的橡胶组合物的橡胶成分可举出的例如有:乙烯-α-烯烃弹性体、氯丁橡胶(CR)、氯磺化聚乙烯橡胶(CSM)、氢化丁腈橡胶(H-NBR)等。优选粘着橡胶层12和背面橡胶层13的橡胶成分与压缩橡胶层11的橡胶成分相同。
与形成压缩橡胶层11时一样,作为配合剂可举出的例如有:炭黑等加强材、软化剂、加工助剂、硫化助剂、交联剂、硫化促进剂、橡胶配合用树脂、抗老化剂等。
压缩橡胶层11、粘着橡胶层12和背面橡胶层13可以由组分各不相同的橡胶组合物形成,也可以由组分相同的橡胶组合物形成。
芯线14由聚酯(PET)纤维、聚萘二甲酸乙二醇酯(PEN)纤维、芳香族聚酰胺纤维、维纶纤维等的拈线构成。为了使芯线14具有与V型肋带主体10粘着的粘着性,在进行成形加工之前对芯线14进行下述粘着处理,即:将该芯线14浸渍在间苯二酚-甲醛-胶乳(RFL)水溶液中后再进行加热的粘着处理及/或将芯线14浸渍在橡胶糊中后再进行干燥的粘着处理。
出于对汽车行驶时的静音性的需求,人们要求当在发动机室内使用的V型肋带溅着水走行时抑制该V型肋带产生打滑异音。并且,人们也要求当上述V型肋带溅着水走行时抑制该V型肋带的动力传递能力下降。
如上所述,人们要求当V型肋带溅着水走行时抑制该V型肋带产生打滑异音,并且抑制V型肋带的动力传递能力下降。针对以上要求,根据实施方式所涉及的具有以上结构的V型肋带B,因为在V型肋带主体10的压缩橡胶层11的V型肋15表面形成有大量小孔16,并且在该表面形成有平均高度为4μm~40μm的大量小突起17,所以如图2所示,水W流入小孔16内,并且小突起17所形成的、V型肋15和带轮P之间的间隙构成水W的流路,由于以上原因而实现效率较高的排水。其结果是,能够抑制产生打滑异音,并能够抑制动力传递能力下降。从充分确保水W的流路的角度来看,在压缩橡胶层11的V型肋15的表面上,优选小孔16和小突起17相邻地布置。优选小孔16与小突起17的最大凹凸差在45μm以上。上述小孔16与小突起17的最大凹凸差如下所述求出,即:用激光显微镜以例如400倍的倍率对带表面进行放大观察,对小孔16的深度和与该小孔16相邻的小突起17的高度分别进行测量并求出该深度和该高度之和,以50个~70个该数据的平均值作为上述小孔16与小突起17的最大凹凸差。
接着,对实施方式所涉及的V型肋带B的制造方法加以说明。
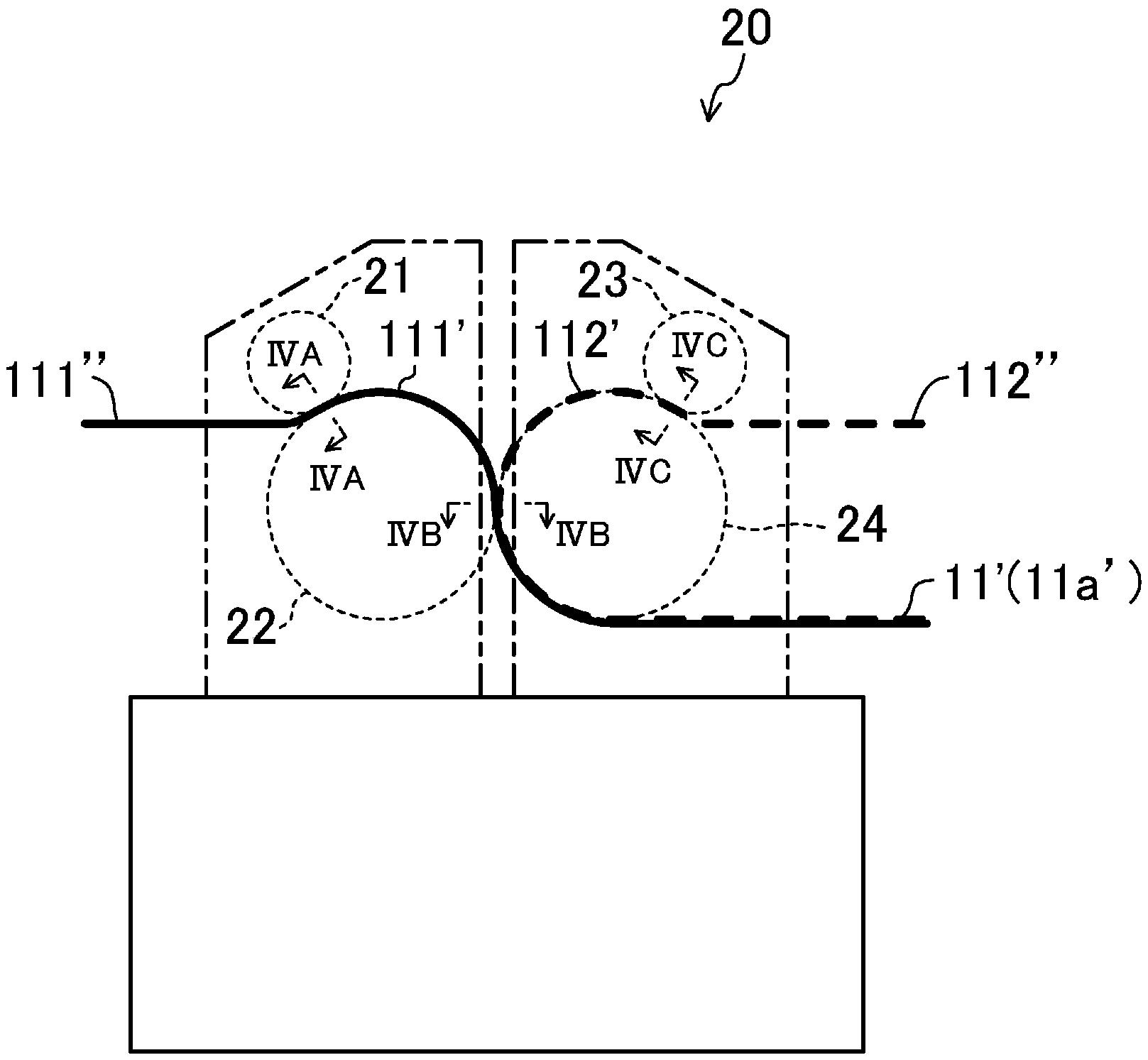
如图3和图4所示,在实施方式所涉及的V型肋带B的制造工艺中,使用由圆筒状内模21和圆筒状外模22构成的带成形模20,该内模21和该外模22同心设置。
在该带成形模20中,内模21由橡胶等柔性材料形成。外模22由金属等刚性材料形成。外模22的内周面形成为成型面,在该外模22的内周面上沿该外模22的轴向留有一定的间距设置有V型肋形成槽23。在外模22中设置有温度调节机构,该温度调节机构使水蒸气等载热体或水等载冷体(cold carrier)在其中流通,由此来调节温度。在该带成形模20中设置有用来从内部对内模21进行加压来使该内模21膨胀的加压机构。
在实施方式所涉及的V型肋带B的制造工艺中,首先,向橡胶成分中添加各种配合剂,再用捏合机(kneader)、密封式炼胶机(Banbury mixer)等炼胶机进行混炼而获得未交联橡胶组合物,然后通过压延成形等将该未交联橡胶组合物成形为薄片状,由此制得压缩橡胶层用未交联橡胶薄片11’。应予说明,使压缩橡胶层用未交联橡胶薄片11’含有空心粒子或起泡剂等小孔形成因素、以及实心粒子等小突起形成因素。同样,制作粘着橡胶层用未交联橡胶薄片12’和背面橡胶层用未交联橡胶薄片13’。并且,进行将芯线用拈线14’浸渍在RFL水溶液中后再进行加热的粘着处理,然后进行将该拈线14’浸渍在橡胶糊中后再进行加热干燥的粘着处理。
接着,如图5所示,将橡胶套筒25套在表面无凹凸的圆筒体24上,再将背面橡胶层用未交联橡胶薄片13’和粘着橡胶层用未交联橡胶薄片12’依次绕在该橡胶套筒25上来进行叠层,然后将芯线用拈线14’呈螺旋状地绕在圆筒状内模21上,之后将粘着橡胶层用未交联橡胶薄片12’和压缩橡胶层用未交联橡胶薄片11’依次绕在该芯线用拈线14’上,由此构成叠层体10’。
接着,将已设置好叠层体10’的橡胶套筒25从圆筒体24上卸下,再将该已设置好叠层体10’的橡胶套筒25放置并内嵌在外模22的内周面一侧,如图6所示。
接着,如图7所示,使内模21位于已放置在外模22内的橡胶套筒25内,再进行封闭。
接着,对外模22进行加热,并将高压空气等注入内模21的已被封闭的内部来施加压力。此时,如图8所示内模21膨胀,叠层体10’的带形成用未交联橡胶薄片11’、12’、13’被压在外模22的成型面上而被压缩,并且这些未交联橡胶薄片11’、12’、13’进行交联而成为一体且与拈线14’复合化,最终成型为呈圆筒状的带坯S。该带坯S的成型温度为例如100℃~180℃,该带坯S的成型压力为例如0.5MPa~2.0MPa,成型时间为例如10分~60分。
对内模21的内部进行减压并解除封闭状态,将已在内模21和外模22之间经橡胶套筒25成型的带坯S取出,对该带坯S的V型肋15一侧的表面进行研磨。这么一来,空心粒子或空心部分的一部分被切掉,由此在V型肋15的表面形成大量小孔16,并且位于实心粒子的周边的橡胶被研磨、去除,使得实心粒子的一部分从表面上露出,在V型肋15的表面形成大量小突起17。
最后,将带坯S切成多个具有规定宽度的环状体,再将其表里翻过来。这么一来,能够获得V型肋带B。
接着,对用实施方式所涉及的V型肋带B构成的汽车的辅助机器驱动带传动装置30加以说明。
图9显示用实施方式所涉及的V型肋带B构成的汽车的辅助机器驱动带传动装置30的带轮布置情况。该辅助机器驱动带传动装置30,是V型肋带B绕在四个肋带轮和两个平带轮这六个带轮上以传递动力的蛇行(serpentine)传动式传动装置。
在该辅助机器驱动带传动装置30中,在最上方的位置上设置有为肋带轮的动力转向用带轮31,在该动力转向用带轮31的下方设置有为肋带轮的交流发电机用带轮32。在动力转向用带轮31的左下方设置有为平带轮的张紧带轮33,在该张紧带轮33的下方设置有为平带轮的水泵用带轮34。在张紧带轮33的左下方设置有为肋带轮的曲轴带轮35,在该曲轴带轮35的右下方设置有为肋带轮的空调用带轮36。这些带轮由例如金属冲压加工品、铸件、或者尼龙树脂或酚醛树脂等的树脂成形品构成,这些带轮的带轮直径为
在该辅助机器驱动带传动装置30中,V型肋带B设置为:该V型肋带B缠绕在动力转向用带轮31上使该V型肋带B的V型肋15一侧接触该动力转向用带轮31,接着缠绕在张紧带轮33上使该V型肋带B的带背面一侧接触该张紧带轮33,然后依次缠绕在曲轴带轮35和空调用带轮36上使该V型肋带B的V型肋15一侧接触该曲轴带轮35和空调用带轮36,之后缠绕在水泵用带轮34上使该V型肋带B的带背面一侧接触该水泵用带轮34,而后缠绕在交流发电机用带轮32上使该V型肋带B的V型肋15一侧接触该交流发电机用带轮32,最后返回动力转向用带轮31。跨在带轮和带轮之间的V型肋带B的长度即带的跨距长度为例如50mm~300mm。会在带轮和带轮之间产生的安装误差为0°~2°。
应予说明,在上述实施方式中作为摩擦传动带示出的是V型肋带B,但并不限于此。摩擦传动带也可以是切边(raW edge)式V带。
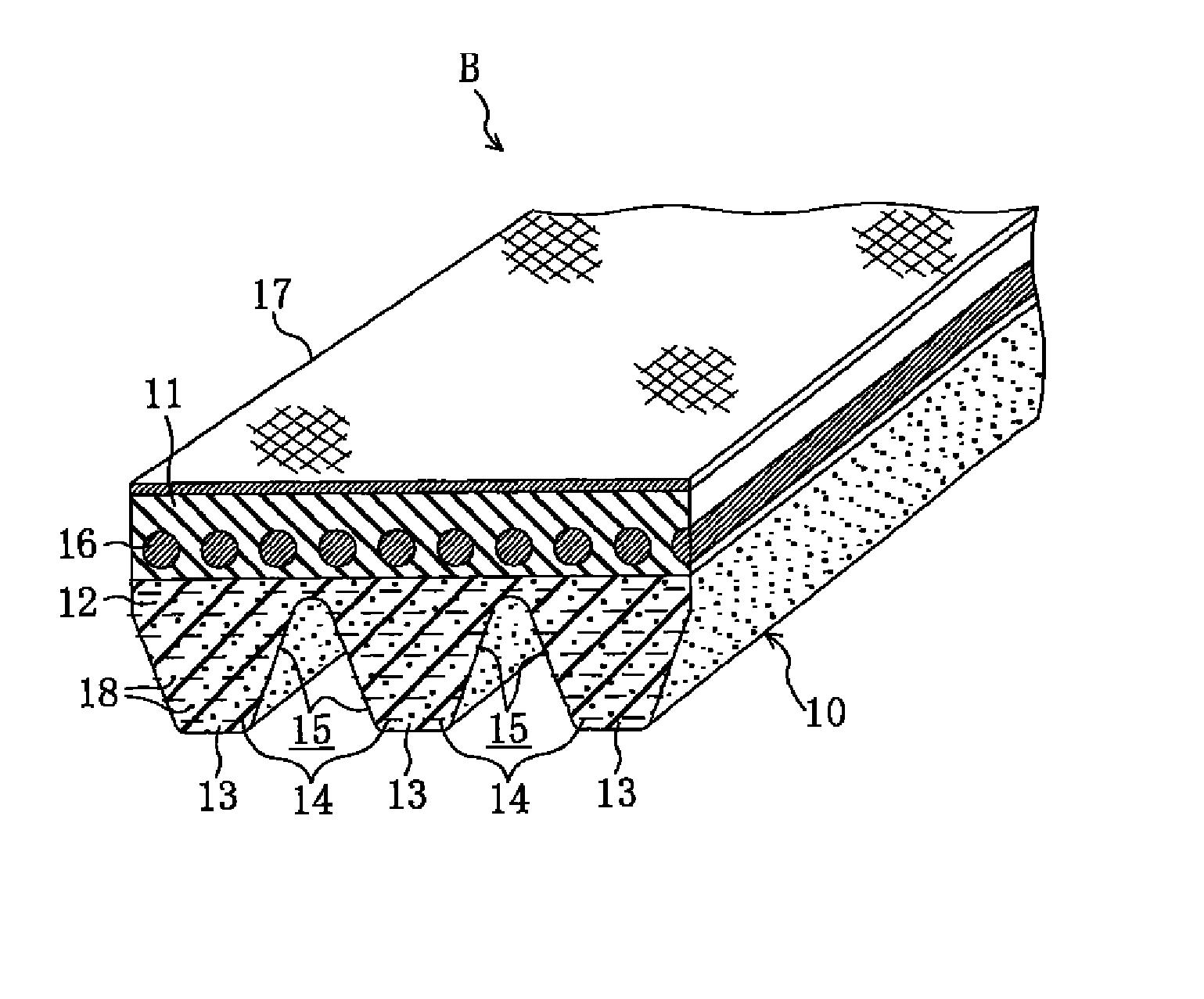
在上述实施方式中,V型肋带主体10由压缩橡胶层11、粘着橡胶层12和背面橡胶层13构成,但并不限于此。V型肋带主体10也可以是这样的,即:V型肋带主体10由压缩橡胶层11和粘着橡胶层12构成,而如图10所示设置有加强布18来代替背面橡胶层13,该加强布18由用例如棉、聚酰胺纤维、聚酯纤维、芳香族聚酰胺纤维等的线形成的纺织品、编织物、无纺布等构成。
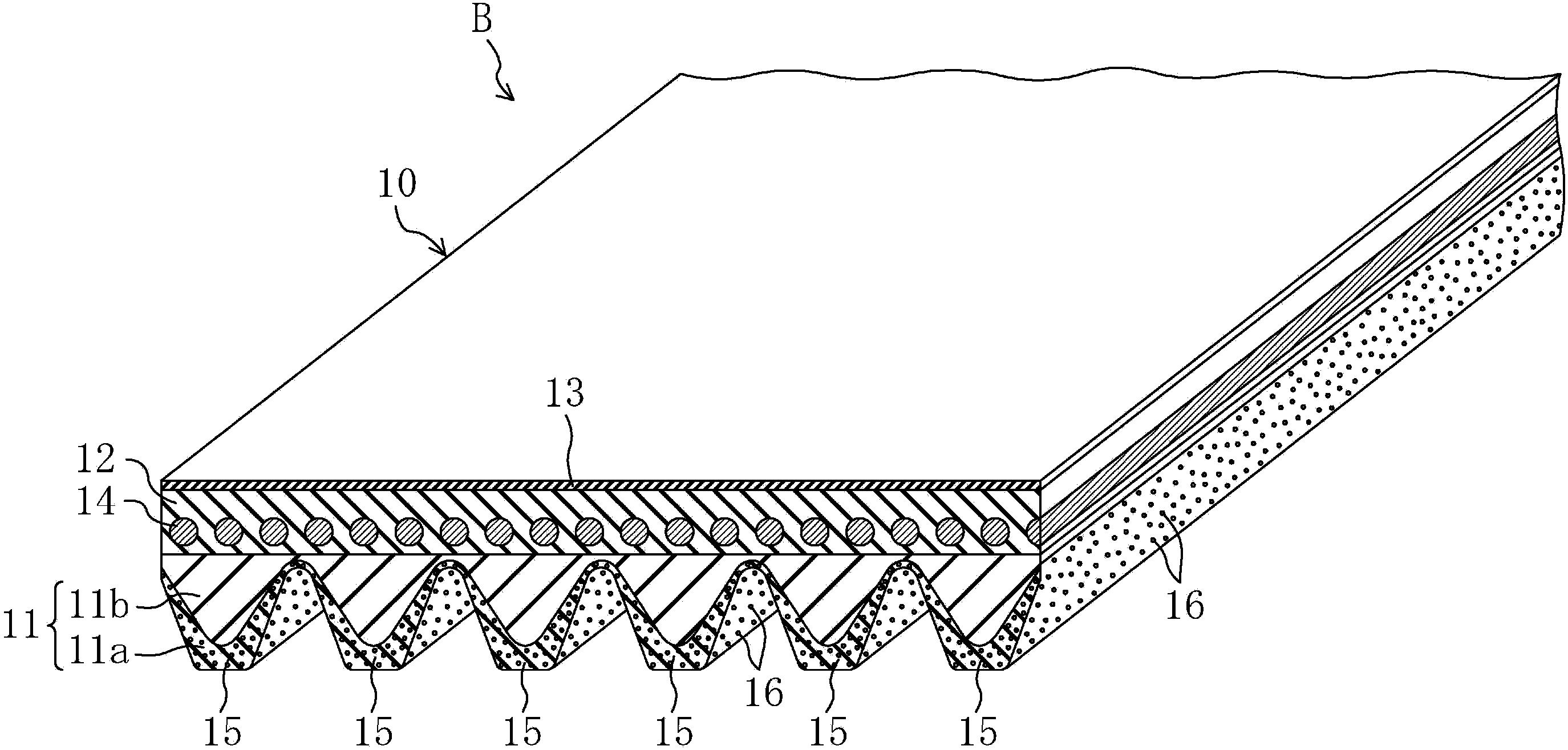
在上述实施方式中采用的是压缩橡胶层11由含有小孔形成因素和小突起形成因素的单层橡胶组合物形成的结构,但并不限于此,只要在至少V型肋带主体10的压缩橡胶层11的V型肋15表面形成有大量小孔16和大量小突起17即可。因此,V型肋带主体10也可以具有下述结构,即:如图11所示,压缩橡胶层11具有表面橡胶层11a和内部橡胶层11b,该表面橡胶层11a沿整个与带轮接触的表面形成为层状,该内部橡胶层11b设置在比该表面橡胶层11a还靠近带内部一侧的位置上,该表面橡胶层11a由含有小孔形成因素和小突起形成因素的橡胶组合物形成,该内部橡胶层11b由不含小孔形成因素和小突起形成因素的橡胶组合物形成。
在上述实施方式中作为带传动装置示出的是汽车的辅助机器驱动带传动装置30,但并不限于此。带传动装置也可以是一般产业用带传动装置等带传动装置。
实施例
(试验评价用带)
制作了以下实施例1~7和比较例1~2的V型肋带。在表1中也显示各个实施例和各个比较例中的V型肋带的结构。
〈实施例1〉
用三元乙丙橡胶(EPDM)(杜邦陶氏弹性体(DuPont Dow Elastomers)公司制造。商品名称:Nordel IP 4640)作为橡胶成分,向100质量份的该橡胶成分中添加75质量份的作为加强材的炭黑HAF(东海碳素株式会社(TOKAI CARBON CO.,LTD.)制造。商品名称:SEAST 3)、5质量份的软化剂(日本太阳石油株式会社(JAPAN SUN OIL COMPANY,LTD.)制造。商品名称:SUNPAR 2280)、1质量份的作为加工助剂的硬脂酸(日油株式会社(NOF CORPORATION)制造。商品名称:小球状硬脂酸椿(Bead stearic acid“Tsubaki"))、5质量份的作为硫化助剂的氧化锌(界化学工业株式会社(Sakai Chemical Industry Co.,Ltd.)制造。商品名称:亚铅华1号)、2.3质量份的作为交联剂的硫(细井化学公司制造。商品名称:油硫(oil sulfur))、5质量份的橡胶配合用树脂(住友Bakelite株式会社(SUMITOMO BAKELITE CO.,LTD)制造。商品名称:Sumilite Resin PR13355)、4质量份的硫化促进剂(大内新兴化学工业株式会社制造。商品名称:EP-150)、以及3质量份的热膨胀性空心粒子A(积水化学工业株式会社制造。商品名称:ADVANCELL EHM303。粒径29μm)及20质量份的作为实心粒子A的超高分子量聚乙烯树脂粒子(三井化学株式会社制造。商品名称:Hi-Zex Million 240S。平均粒径120μm。重均分子量200万),并进行混炼而配制出了未交联橡胶组合物。制造压缩橡胶层由该未交联橡胶组合物形成的V型肋带,以该V型肋带作为实施例1的V型肋带。
应予说明,由其它EPDM的橡胶组合物形成粘着橡胶层和背面橡胶层,用由聚萘二甲酸乙二醇酯(PEN)纤维制成的拈线构成了芯线。使带尺寸为带长2280mm、带宽25mm且带厚4.3mm,使肋数为6个。
〈实施例2〉
向形成压缩橡胶层的橡胶组合物中添加作为实心粒子B的超高分子量聚乙烯树脂粒子(株式会社平泉洋行公司制造。商品名称:INHANCE UH-1080。平均粒径180μm),来代替实心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为实施例2的V型肋带。
〈实施例3〉
向形成压缩橡胶层的橡胶组合物中添加作为实心粒子C的超高分子量聚乙烯树脂粒子(株式会社平泉洋行公司制造。商品名称:INHANCE UH-1700。平均粒径35lμm),来代替实心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为实施例3的V型肋带。
〈实施例4〉
向形成压缩橡胶层的橡胶组合物中添加作为实心粒子D的尼龙树脂粒子(尤尼吉可株式会社(UNITIKA LTD.)制造。商品名称:A1020LP),来代替实心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为实施例4的V型肋带。
〈实施例5〉
向形成压缩橡胶层的橡胶组合物中添加作为实心粒子E的密胺树脂粉(新东工业株式会社制造。商品名称:PP80-100。粒径106μm~180μm),来代替实心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为实施例5的V型肋带。
〈实施例6〉
向形成压缩橡胶层的橡胶组合物中添加热膨胀性空心粒子B(积水化学工业株式会社制造。商品名称:ADVANCELL EHM302。粒径21μm),来代替空心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为实施例6的V型肋带。
〈实施例7〉
向形成压缩橡胶层的橡胶组合物中添加热膨胀性空心粒子C(积水化学工业株式会社制造。商品名称:ADVANCELL EHM204。粒径40μm),来代替空心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为实施例7的V型肋带。
〈实施例8〉
向形成压缩橡胶层的橡胶组合物中添加热膨胀性空心粒子D(积水化学工业株式会社制造。商品名称:ADVANCELL EM501。粒径27μm),来代替空心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为实施例8的V型肋带。
〈实施例9〉
向形成压缩橡胶层的橡胶组合物中相对于100质量份的橡胶成分添加6质量份的化学起泡剂(永和化成工业株式会社制造。商品名称:NEOCELLBORN N#1000M),来代替空心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为实施例9的V型肋带。
〈比较例1〉
在形成压缩橡胶层的橡胶组合物中未添加实心粒子。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为比较例1的V型肋带。
〈比较例2〉
向形成压缩橡胶层的橡胶组合物中添加作为实心粒子F的超高分子量聚乙烯树脂粒子(三井化学株式会社制造。商品名称:mipelon XM220。平均粒径30μm。重均分子量200万),来代替实心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为比较例2的V型肋带。
〈比较例3〉
向形成压缩橡胶层的橡胶组合物中添加尼龙短纤维(旭化成株式会社制造。商品名称:Leona 66。纤维长度1mm),来代替实心粒子A。制作除此之外结构都与实施例1相同的V型肋带,以该V型肋带作为比较例3的V型肋带。
〈比较例4〉
在形成压缩橡胶层的橡胶组合物中未添加实心粒子。制作除此之外结构都与实施例8相同的V型肋带,以该V型肋带作为比较例4的V型肋带。
[表1]
(试验评价方法)
〈小孔的平均孔径〉
用光学显微镜对实施例1到9和比较例1到4中的各个V型肋带的肋顶端表面和肋侧面表面进行观察,并测量了各个表面的50个~70个小孔的开口直径,以其平均值作为平均孔径。
〈小突起的平均高度〉
用株式会社基恩士公司(KEYENCE CORPORATION)制造的激光显微镜VK-9510以400倍的倍率对实施例1到9和比较例2到3中的各个V型肋带的肋顶端表面和肋侧面表面进行放大观察,并测量了各个表面的50个~70个小突起的高度,以其平均值作为平均高度。应予说明,比较例3的小突起由短纤维形成。
〈最大凹凸差〉
用激光显微镜(株式会社基恩士公司制造)以400倍的倍率对实施例1到9和比较例1到4中的各个V型肋带的带表面分别进行放大观察,对小孔的深度和与该小孔相邻的小突起的高度分别进行测量并求出了该深度和该高度之和,以50个~70个该数据的平均值作为最大凹凸差。
〈溅水时异音的评价〉
图12显示用来评价溅水时异音的带走行试验机40的带轮布置情况。
用来评价溅水时异音的带走行试验机40包括带轮直径140mm且为肋带轮的主动带轮41;在该主动带轮41的右方设置有带轮直径75mm且为肋带轮的第一从动带轮42;在第一从动带轮42的上方且主动带轮41的右上方设置有带轮直径50mm且为肋带轮的第二从动带轮43;在主动带轮41和第二从动带轮43的中间位置上设置有带轮直径75mm且为平带轮的空转带轮44。该用来评价溅水时异音的带走行试验机40构成为:V型肋带B的V型肋15一侧接触为肋带轮的主动带轮41、第一从动带轮42和第二从动带轮43,该V型肋带B的背面一侧接触为平带轮的空转带轮44,V型肋带B缠绕在以上带轮41、42、43、44上。
将实施例1到9和比较例1到4中的各个V型肋带安装在上述用来评价溅水时异音的带走行试验机40上,对带轮进行定位来使每个肋受到49N的带张力,给第二从动带轮43赋予阻力来使流经安装在该第二从动带轮43上的交流发电机的电流为60A,在常温下使主动带轮41以800rpm的转速旋转。并且,在V型肋带B进入主动带轮41上的进入部,使水以每分1000ml的水量向V型肋带B的V型肋一侧滴下。然后,以大、小、微小和无这四个等级对带走行时的异音产生情况进行了评价。
〈耐热耐久性的评价〉
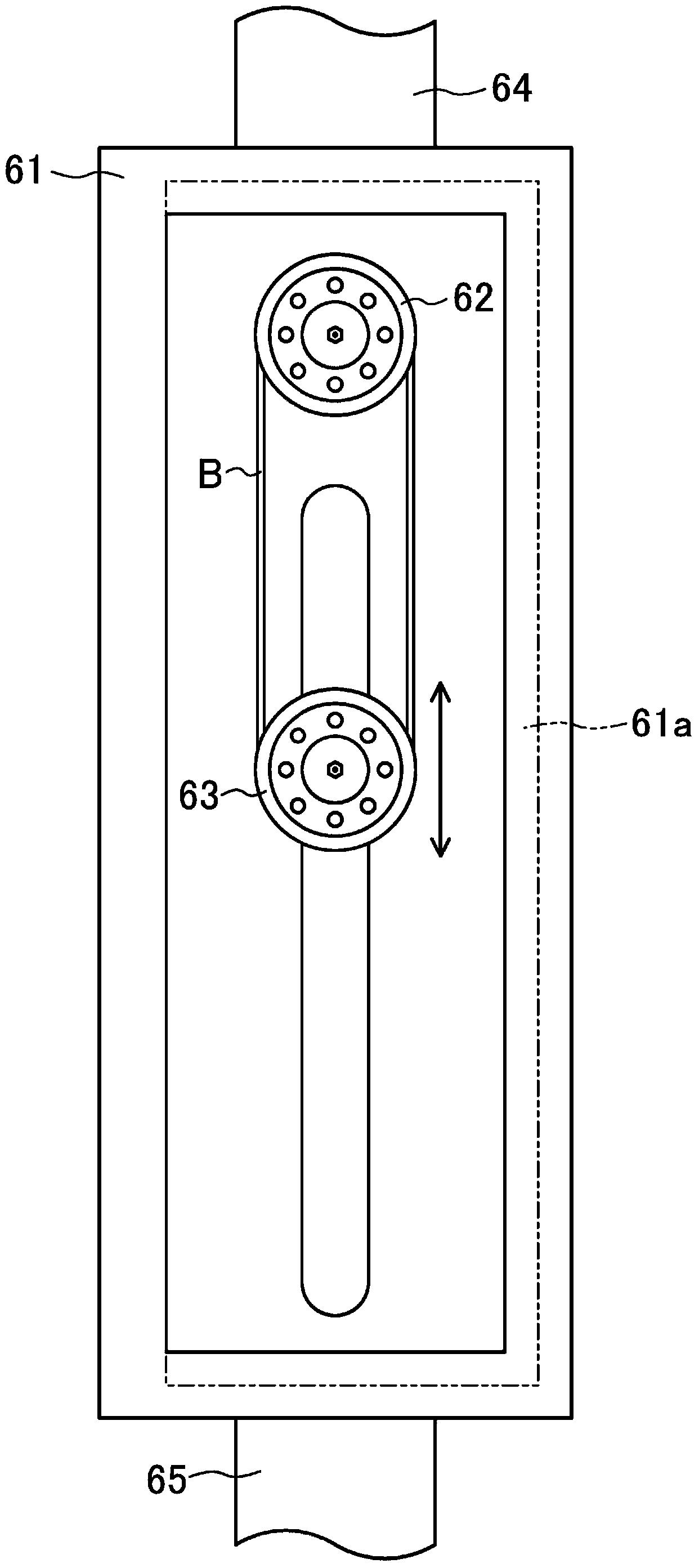
图13显示用来评价耐热耐久性的带走行试验机50的带轮布置情况。
在用来评价耐热耐久性的带走行试验机50中,在上下方向上留有间隔地设置有带轮直径分别为120mm且均为肋带轮的大直径从动带轮51和主动带轮52;在该大直径从动带轮51和该主动带轮52的上下方向中间位置上设置有带轮直径70mm且为平带轮的空转带轮53;在空转带轮53的右方设置有带轮直径55mm且为肋带轮的小直径从动带轮54。该用来评价耐热耐久性的带走行试验机50构成为:V型肋带B的V型肋一侧接触为肋带轮的大直径从动带轮51、主动带轮52和小直径从动带轮54,该V型肋带B的背面一侧接触为平带轮的空转带轮53,V型肋带B缠绕在以上带轮51、52、53、54上。应予说明,空转带轮53和小直径从动带轮54分别被定位,使得V型肋带B缠绕在这些带轮53、54上的缠绕角度均为90°。
将实施例1到9和比较例1到4中的各个V型肋带B安装在上述用来评价耐热耐久性的带走行试验机50上,向大直径从动带轮51赋予11.8kW的旋转负荷,并在小直径从动带轮54上朝向侧边施加834N的设定负荷(set weight)以施加带张力。在该状态下,在120℃的温度气体环境下使主动带轮52以4900rpm的转速旋转,来使V型肋带B走行。对到在V型肋带B的压缩橡胶层上产生龟裂且该龟裂到达芯线为止的走行时间进行了测量。
(试验评价结果)
表2显示试验评价结果。图14显示小突起的平均高度与溅水时异音的关系,图15显示小突起的平均高度与耐热耐久性的关系。
[表2]
小孔的平均孔径是:实施例1为97μm;实施例2为94μm;实施例3为93μm;实施例4为97μm;实施例5为96μm;实施例6为67μm;实施例7为118μm;实施例8为53μm;实施例9为104μm;比较例1为94μm;比较例2为99μm;比较例3为94μm;比较例4为55μm。
小突起的平均高度是:实施例1为19.4μm;实施例2为39.4μm;实施例3为4.1μm;实施例4为18.5μm;实施例5为22.8μm;实施例6为20.4μm;实施例7为21.6μm;实施例8为17.9μm;实施例9为20.4μm;比较例2为2.7μm;比较例3为42.0μm(短纤维)。
最大凹凸差是:实施例1为71μm;实施例2为84μm;实施例3为49μm;实施例4为62μm;实施例5为69μm;实施例6为56μm;实施例7为82μm;实施例8为44μm;实施例9为65μm;比较例1为43μm;比较例2为46μm;比较例3为86μm;比较例4为26μm。应予说明,比较例1和比较例4是最大小孔深度。
溅水时异音是:实施例1为无;实施例2为无;实施例3为小;实施例4为微小;实施例5为小;实施例6为微小;实施例7为无;实施例8为中;实施例9为小;比较例1为大;比较例2为大;比较例3为无;比较例4为大。
耐热耐久性是:实施例1为421小时;实施例2为401小时;实施例3为425小时;实施例4为386小时;实施例5为367小时;实施例6为423小时;实施例7为390小时;实施例8为436小时;实施例9为43 1小时;比较例1为445小时;比较例2为438小时;比较例3为221小时;比较例4为504小时。
-产业实用性-
本发明对摩擦传动带很有用。
-符号说明-
BV型肋带(摩擦传动带)
10V型肋带主体
15V型肋(与带轮接触的部分)
16小孔
17小突起
摩擦传动带专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0