







专利摘要
本发明提供一种3D间隔织物织造装置,包括经轴、综框、钢筘、导布辊和卷曲装置,经轴包括依次从上到下设置的经轴一、经轴二、经轴三和经轴四,经轴一、经轴二、经轴三和经轴四均设置有经纱,综框包括第一综框和第二综框,钢筘包括分别连接有电机的第一钢筘和第二钢筘,第一钢筘和第二钢筘均套设在同一转轴上;所述第一钢筘包括沿着朝向转轴的方向依次设置的上部分和下部分,上部分和下部分之间设置有与第二钢筘配合使用的缺口;本方法可以在经改造的普通织机上进行织造,原理简单,通过设计对应的组织图即可进行织造。
权利要求
1.3D间隔织物织造装置,其特征在于:包括经轴、综框(5)、钢筘(6)、导布辊(7)和卷曲装置(9);
所述经轴包括依次从上到下设置的经轴一(1)、经轴二(2)、经轴三(3)和经轴四(4);所述经轴一(1)、经轴二(2)、经轴三(3)和经轴四(4)均设置有经纱;
所述综框(5)包括第一综框(51)和第二综框(52);
所述钢筘(6)包括分别连接有电机的第一钢筘(61)和第二钢筘(62),第一钢筘(61)和第二钢筘(62)均套设在同一转轴上;所述第一钢筘(61)包括沿着朝向转轴的方向依次设置的上部分(611)和下部分(612),上部分(611)和下部分(612)之间设置有与第二钢筘(62)配合使用的缺口;所述第二钢筘(62)能穿过缺口;
所述经轴一(1)的经纱经过第一综框(51)后设置在第一钢筘(61)的上部分(611),经轴四(4)的经纱经过第一综框(51)后设置在第一钢筘(61)的下部分(612);所述经轴二(2)和经轴三(3)的经纱均经过第二综框(52)后设置在第二钢筘(62)上;所述第一钢筘(61)的上部分(611)、下部分(612)和第二钢筘(62)的经纱通过导布辊(7)后进入卷曲装置(9)中。
2.根据权利要求1所述的3D间隔织物织造装置,其特征在于:所述卷曲装置(9)中设置有带动织物移动的卷曲辊(8)。
3.根据权利要求2所述的3D间隔织物织造装置,其特征在于:还包括与卷曲装置(9)配合使用的撑杆(11)。
4.根据权利要求1-3任一所述的3D间隔织物织造装置的3D间隔织物织造方法,其特征在于,包括以下步骤:
1)、经轴一(1)的经纱经过第一综框(51)后穿在第一钢筘(61)的上部分(611),经轴四(4)的经纱经过第一综框(51)后穿在第一钢筘(61)的下部分(612),经轴二(2)和经轴三(3)的经纱均经过第二综框(52)后穿在第二钢筘(62)上;
2)、启动第一钢筘(61)和第二钢筘(62)的电机,带动第一钢筘(61)和第二钢筘(62)往复运动,从而织造四层织物,形成间隔织物,间隔织物包括沿织物长度方向依次间隔设置的分离区域(22)和接结区域(21);
在织造分离区域(22)时,第二钢筘(62)位于第一钢筘(61)的缺口,第一钢筘(61)和第二钢筘(62)织造速度相同;将四层织物的第一、二两层接结形成双层织物,作为间隔织物的上表层;第三、四层织物接结形成双层织物,作为间隔织物的下表层;
在织造接结区域(21)时,提高第二钢筘(62)的制造速度,使得第二钢筘(62)的织造速度大于第一钢筘(61)的织造速度;将四层织物第一层作为间隔织物的上表层,第二、三两层交织,作为间隔织物的间隔层,第四层作为间隔织物的下表层;
3)、接着四层织物通过导布辊(7)后,在间隔织物的分离区域(22)的上表层和下表层之间加入撑杆(11);然后带有撑杆(11)的间隔织物进入卷曲装置(9)中,卷曲辊(8)带动带有撑杆(11)的间隔织物移动;
4)、在带有撑杆(11)的间隔织物从卷曲装置(9)中移动出来后,将撑杆(11)取出,得到3D间隔织物(10)。
5.根据权利要求4所述的3D间隔织物织造方法,其特征在于:
在织造接结区域(21)时,第二、三两层织物采用表里换层法或表里经接结法交织。
说明书
技术领域
本发明涉及一种纺织品的制作,具体涉及一种3D间隔织物织造装置及方法。
背景技术
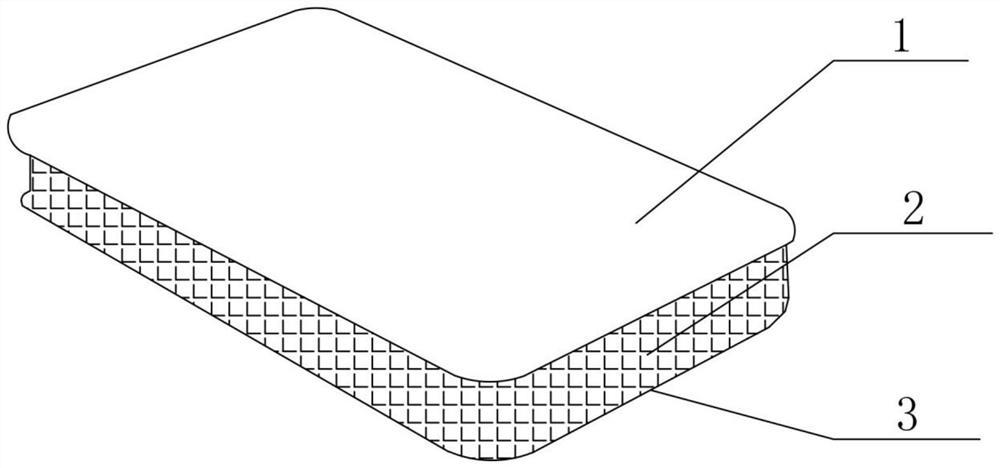
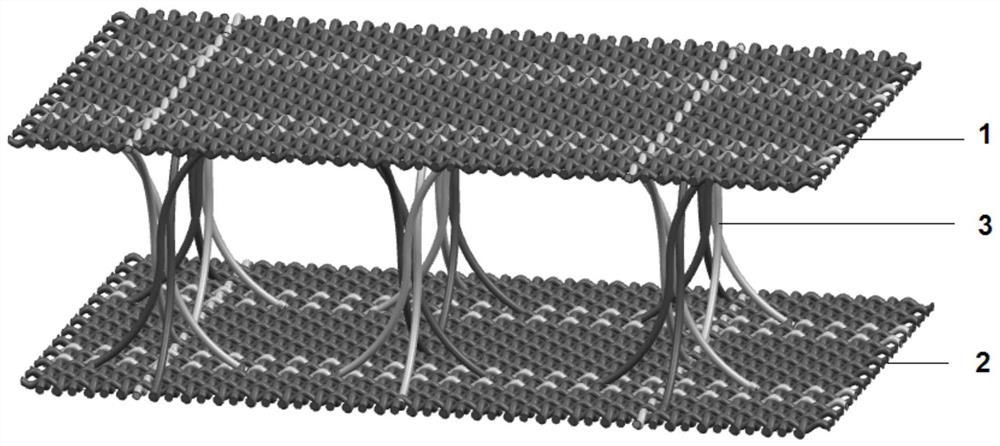
三维织物是由3个轴向的纱线构成的立体状织物。3D间隔织物是一种特殊的三维织物,指在两个平行的织物平面结构之间用一组垂纱或一种垂向组织相连接的三维织物,并能使整体织物形成上表层、间隔层(也称接结层)、下表层三层结构。3D间隔织物可以作为增强材料,通过和树脂复合形成3D间隔织物复合材料;亦可加工成中空结构,使面料具有特定的功能。如医院里用来预防褥疮的床垫,就是利用间隔织物的中空层充满空气,防止热量的聚集来达到预防褥疮的作用。
间隔织物可以分为针织间隔织物、机织间隔织物和非织造间隔织物。针织物间隔织物的研究和应用相对比较成熟,机织物间隔织物的研究一直处于理论初级阶段。传统3D间隔机织物是通过织物的间隔层(也称接结层)比表里层(指织物表面上下两层)送经多而形成立体结构而制成的。由于普通织机并不是立体织造的,在织造的过程中经纱一直处于水平拉直状态,纬纱也一直水平引纬,因此生产出来的织物都处于二维拉直状态,无法织出一定厚度的三维产品。传统3D间隔机织物的工艺改进都是对于织机的送经机构进行改造,在实际应用中效果微小,由于传统织造方法在普通织机上织造效果不好,因此急需寻找一种可以在经过改造的普通织机上实现3D机织间隔织物织造的新方法。
因此,需要对现有技术进行改进。
发明内容
本发明要解决的技术问题是提供一种高效的3D间隔织物织造装置及方法。
为解决上述技术问题,本发明提供一种3D间隔织物织造装置:包括经轴、综框、钢筘、导布辊和卷曲装置;
所述经轴包括依次从上到下设置的经轴一、经轴二、经轴三和经轴四;所述经轴一、经轴二、经轴三和经轴四均设置有经纱;
所述综框包括第一综框和第二综框;
所述钢筘包括分别连接有电机的第一钢筘和第二钢筘,第一钢筘和第二钢筘均套设在同一转轴上;所述第一钢筘包括沿着朝向转轴的方向依次设置的上部分和下部分,上部分和下部分之间设置有与第二钢筘配合使用的缺口;所述第二钢筘穿过缺口;
所述经轴一的经纱经过第一综框后穿在第一钢筘的上部分,经轴四的经纱经过第一综框后穿在第一钢筘的下部分;所述经轴二和经轴三的经纱均经过第二综框后穿在第二钢筘上;所述第一钢筘的上部分、下部分和第二钢筘的经纱通过导布辊后进入卷曲装置中。
作为对本发明3D间隔织物织造装置的改进:所述卷曲装置中设置有带动织物移动的卷曲辊。
作为对本发明3D间隔织物织造装置的进一步改进:还包括与卷曲装置配合使用的撑杆。
本发明还提供一种3D间隔织物织造方法,包括以下步骤:
1)、经轴一的经纱经过第一综框后穿在第一钢筘的上部分,经轴四的经纱经过第一综框后穿在第一钢筘的下部分,经轴二和经轴三的经纱均经过第二综框后穿在第二钢筘上;
2)、启动第一钢筘和第二钢筘的电机,带动第一钢筘和第二钢筘往复运动,从而织造四层织物,形成间隔织物,间隔织物包括沿织物长度方向依次间隔设置的分离区域和接结区域;
在织造分离区域时,第二钢筘位于第一钢筘的缺口,第一钢筘和第二钢筘织造速度相同;将四层织物的第一、二两层接结形成双层织物,作为间隔织物的上表层;第三、四层织物接结形成双层织物,作为间隔织物的下表层;
在织造接结区域时,提高第二钢筘的制造速度,使得第二钢筘的织造速度大于第一钢筘的织造速度;将四层织物第一层作为间隔织物的上表层,第二、三两层交织,作为间隔织物的间隔层,第四层作为间隔织物的下表层;
3)、接着四层织物通过导布辊后,在间隔织物的分离区域的上表层和下表层之间加入撑杆;然后带有撑杆的间隔织物进入卷曲装置中,卷曲辊带动带有撑杆的间隔织物移动;
4)、在带有撑杆的间隔织物从卷曲装置中移动出来后,将撑杆取出,得到3D间隔织物。
作为对本发明3D间隔织物织造方法的改进:
在织造接结区域时,第二、三两层织物采用表里换层法或表里经接结法交织。
本发明3D间隔织物织造装置及方法的技术优势为:
1、本发明可以在经改造的普通织机上进行织造,原理简单,通过设计对应的组织图即可进行织造。
2、本发明可以根据接结区第二、第三层的设计形成不同的中空结构,且间隔层空隙较大,变化方法通过组织图即可实现,方法简单,变化多样。
3、本发明采用的四层织物方法解决了间隔织物在普通织机上厚度不大的缺点,并且第二、三层若选用强力较大的纱线也可增强结构的牢固性。
附图说明
下面结合附图对本发明的具体实施方式作进一步详细说明。
图1为3D间隔织物的结构示意图;
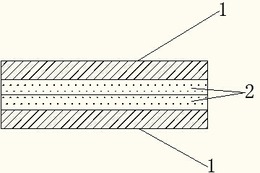
图2为采用表里换层法得到的3D间隔织物的结构示意图;
图3为采用表里经接结法得到的3D间隔织物的结构示意图;
图4为采用表里经接结法的接结区域21的结构示意图;
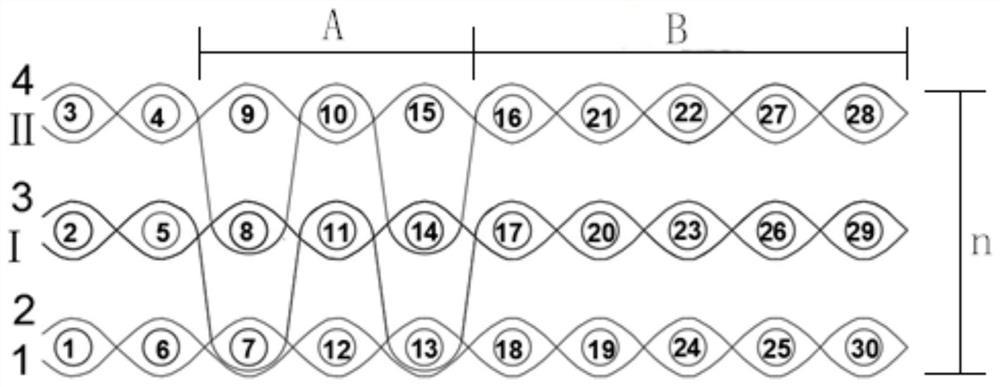
图5为接结区域21的分段织造的织造方法的示意图;其中:
图5a为图5a为上机时分段织造的织造方法示意图;图5b为下机后回弹的示意图;
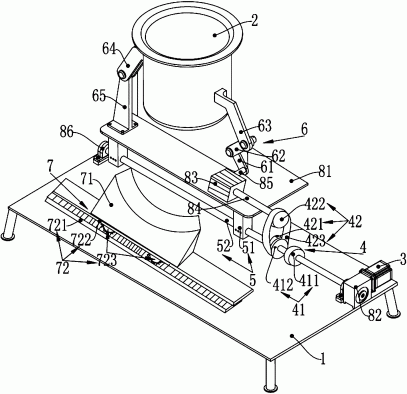
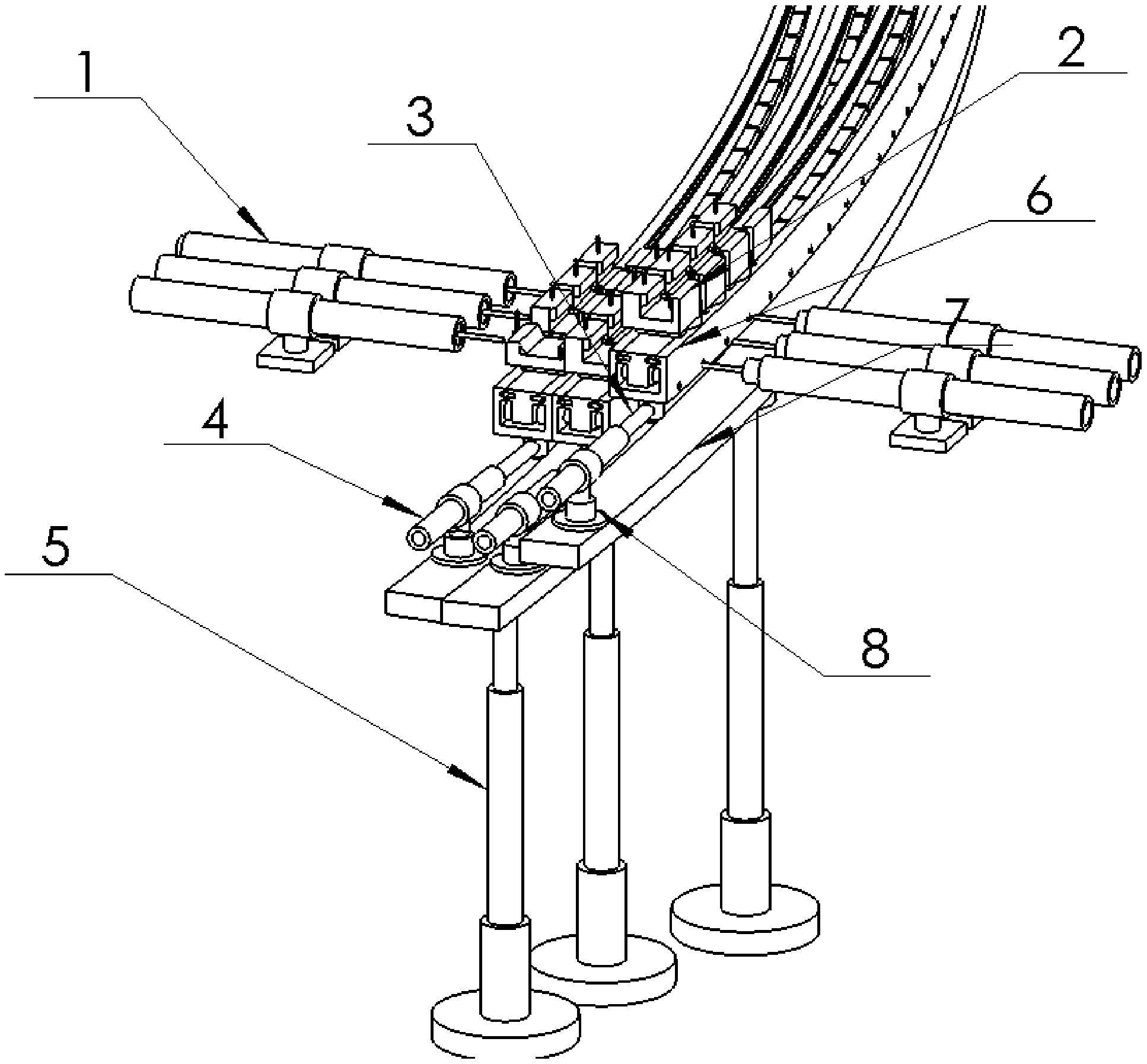
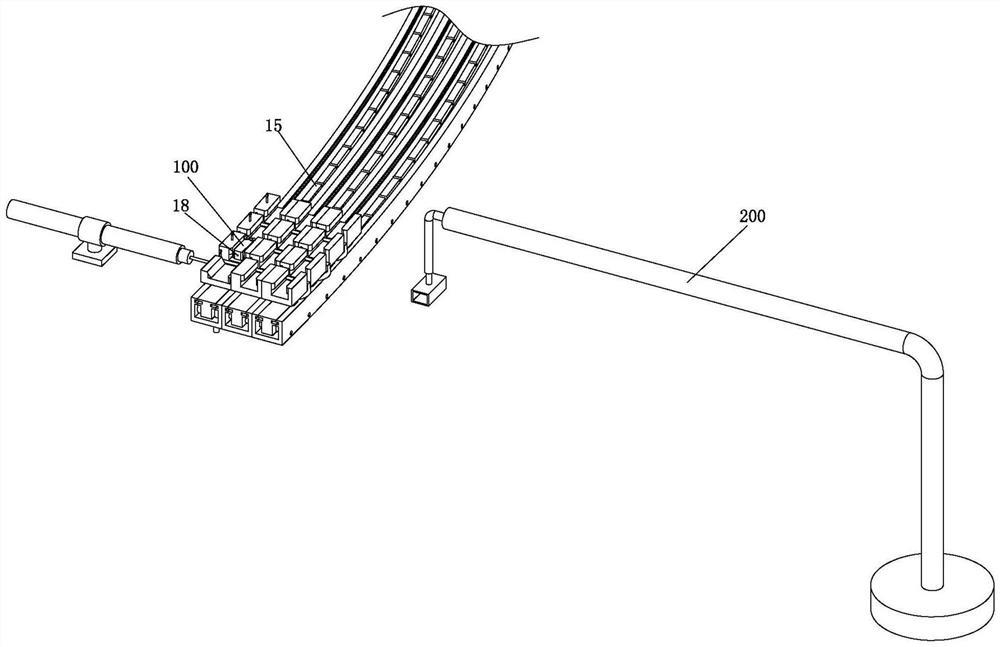
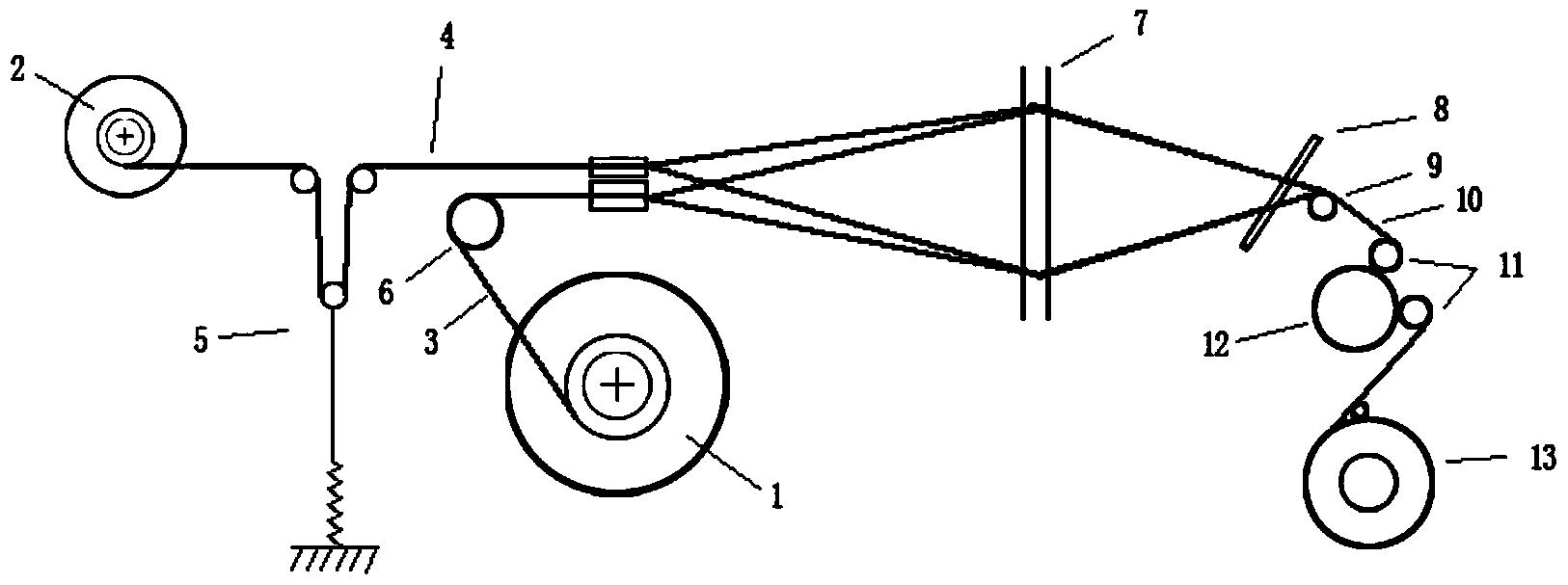
图6为3D间隔织物织造装置的结构示意图;
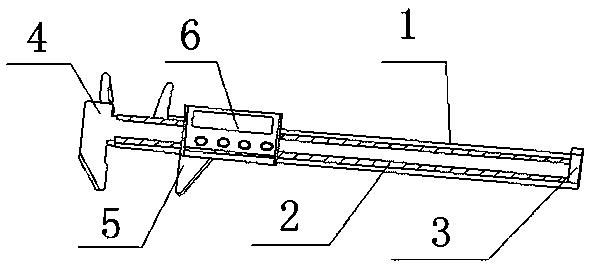
图7为钢筘6的结构示意图;其中:
图7a为钢筘6正视图;图7b为钢筘6侧视图。
具体实施方式
下面结合具体实施例对本发明进行进一步描述,但本发明的保护范围并不仅限于此。
实施例1、3D间隔织物织造装置,如图1-7所示;包括经轴、综框5、钢筘6、导布辊7、卷曲辊8、卷曲装置9和撑杆11。
经轴包括依次从上到下设置的经轴一1、经轴二2、经轴三3和经轴四4;
综框5包括第一综框51和第二综框52。
钢筘6包括第一钢筘61和第二钢筘62,第一钢筘61和第二钢筘62均套设在同一转轴上,并且第一钢筘61和第二钢筘62由两个不同的驱动轮控制,第一钢筘61和第二钢筘62能分别以转轴为圆心转动,第一钢筘61和第二钢筘62可以具有不同的转动速度。第一钢筘61在朝向转轴的方向依次设置有依次连接的上部分611、缺口和下部分612(上部分611和下部分612间隔设置,第一钢筘61在上部分611和下部分612之间设置有缺口),第二钢筘62转动时可以穿过缺口。
穿筘时第一层织物的经纱穿在第一钢筘61的上部分611,第四层织物穿在第一钢筘61的下部分612,第二层和第三层一起穿在第二钢筘62上。
经轴一1、经轴二2、经轴三3和经轴四4上均缠绕有经纱,经轴一1的经纱经过第一综框51 后穿在第一钢筘61的上部分611,经轴四4的经纱经过第一综框51后穿在第一钢筘61的下部分 612;经轴二2和经轴三3的经纱经过第二综框52穿在第二钢筘62上;
然后经轴一1、经轴二2、经轴三3和经轴四4再通过导布辊7共同进入卷曲装置9中,卷曲装置9中卷曲辊8带动经轴一1、经轴二2、经轴三3和经轴四4的经纱移动。
经轴一1、经轴二2、经轴三3和经轴四4的经纱分别编织成第一层、第二层、第三层和第四层织物,第一层和第四层织物通过第一钢筘61一起打纬,第二层和第三层织物通过第二钢筘62一起打纬,因为本发明接结区域21织造时第二、三层织物的织造速度第比一、四层织物快,第一钢筘61的速度由一、四两层织物的织造速度决定,第二钢筘62的速度由第二、三两层织物的织造速度决定,并且独立工作。由于缺口的存在使得在第一钢筘61和第二钢筘62在转动时不会相互接触,发生碰撞。
本发明的核心原理有四大部分:
第一部分;在上机组织中选择四层组织,选择四层组织可以织出重量较大和较厚的织物,而且便于形成三维结构。一般来说,四层织物都可以在普通织机上进行二维织造。
四层织物的经纱的方向即为得到的间隔织物的长度方向,纬纱的方向即为得到的间隔织物的宽度方法。
第二部分;本发明得到的织物分为两种区域,即分离区域22和接结区域21(如图1所示),分离区域22和接结区域21间隔设置。在分离区域22,将四层织物第一、二两层接结形成双层织物,作为间隔织物的上表层;三、四两层接结形成双层织物,作为间隔织物的下表层;二、三两层之间不采取任何接结方式,形成中空结构。在接结区域21,将四层织物第一层作为间隔织物的上表层,二、三两层接结,作为间隔织物的间隔层(也称接结层),第二层和第三层交换位置(第二层变成第三层,第三层变成第二层),相交排列,形成交叉状“X”形的间隔结构,第四层作为间隔织物的下表层。在本发明中,第二层和第三层的交织方式可以选择表里换层法或表里经接结法并分别形成两种不同的结构大类(见图2、图3)。
第三部分;本发明对织机改造,首先将综框5分为两个区域(见图6,分为第一综框51和第二综框52),第一、四层织物的经纱放在第一综框51,第二、三层织物的经纱放在第二个综框5。在接结区域21织造时,预设置加快第二、三层的织造速度(通过加快投纬纱、增加送经量和加快第二综框52的综框5提升速度实现),使得第二、三层的织造速度比第一、四层快。其目的是使得间隔层的长度比表层大,来形成间隔结构。可以将第二、三层织物看做直角三角形的斜边,将第一、四层织物与间隔层高度看做直角三角形的另外两边,因此根据第一综框51和第二综框52的织造速度可以得出间隔层的高度。例如,假设接结区域21织造时,上下表层(指间隔织物的第一、四层)的织造速度为每分钟织80纬,设为编织了一分钟,织出长度为8cm,若设置第二、三层织物的织造速度为每分钟100纬,则可以织出10cm的织物。10cm 为直角三角形的斜边,8cm为直角三角形的一个直角边,因此就能产生厚度大约为6cm的间隔层高度(6cm的间隔层高度为直角三角形的另一个直角边),实际速度可以根据所需的间隔层高度来设置。
第四部分;由于普通织机的钢筘6每投一纬就会打一次,当第一、四层织造速度和第二、三层织造速度不同时无法正常工作,因此本发明提供一种经过改造的钢筘6来适应织机速度不同时钢筘6运动。
如图7所示,将钢筘6设置成可以转动的第一钢筘61和第二钢筘62,第一钢筘61和第二钢筘62均套设在同一转轴上,并且第一钢筘61和第二钢筘62由两个不同的驱动轮控制,第一钢筘61和第二钢筘62能分别以转轴为圆心转动,第一钢筘61和第二钢筘62可以具有不同的转动速度。第一钢筘61包括间隔设置的上部分611和下部分612,第一钢筘61在上部分611和下部分612之间设置有缺口,第二钢筘62转动时可以穿过缺口。穿筘时第一层织物的经纱穿在第一钢筘61的上部分611,第四层织物穿在第一钢筘61的下部分612,第二层和第三层一起穿在第二钢筘62上。
为简单起见,本次说明采用的组织均为平纹,实际应用中可根据需要设定不同的组织。
本发明包括以下步骤:
1、四层织物编织成间隔织物,间隔织物包括间隔设置的分离区域22和接结区域21;
在分离区域22,第一、二两层接结(表经接结法)形成双层织物,作为间隔织物的上表层;第三、四两层接结(表经接结法)形成双层织物,作为间隔织物的下表层;
在接结区域21,第一层织物作为间隔织物的上表层,第四层织物作为间隔织物的下表层,第二、三两层在第一层与第四层织物之间接结;
2、织造过程见图6所示,经纱从经轴一1、经轴二2、经轴三3和经轴四4上退绕下来,进入织造区域进行织造。经轴一1和经轴四4供应的经纱供间隔织物表层织物的织造,穿综时穿在第一综框51中,穿筘时分别穿入第一钢筘61的上部分611和下部分612(见图7b)。经轴二2 和经轴三3供应的经纱供间隔织物中间层的织造,穿综时穿在第二综框52中,穿筘时同时穿在第二钢筘62中。
织造织造分离区域22时,经轴一1、经轴二2、经轴三3和经轴四4层织造采用相同的编织速度,第一钢筘61和第二钢筘62一起运动(此时第二钢筘62位于第一钢筘61的缺口,第一钢筘61和第二钢筘62处于同一平面上),将四层织物的第一、二两层接结形成双层织物,作为间隔织物的上表层;三、四两层接结形成双层织物,作为间隔织物的下表层;
织造接结区域21时,调节第二、三层织物的织造速度(通过增加和第二钢筘62的转动速度,使得第二、三层织物的织造速度大于第一、四层织物的织造速度),同时第一钢筘61和第二钢筘62分开运动来配合织机速度的改变;中间层的接结方式选用换层法,在交叉点第二、三层进行换层,在此同时1、4层织物仍按照原先的速度进行织造。将四层织物第一层作为间隔织物的上表层,第二、三两层接结,作为间隔织物的间隔层,第四层作为间隔织物的下表层;
卷曲装置9通过卷曲辊8与织物之间的摩擦作用驱使织物向前运动,同时为了间隔织物的形状,在织物和卷曲辊8接触前将撑杆11加入到织物当中(在每个接结区域21的上下表层之间放置撑杆11),完全脱离卷曲装置9后取出,从而得到3D间隔织物10。
具体的步骤为:
1)、经轴一1的经纱经过第一综框51后穿在第一钢筘61的上部分611,经轴四4的经纱经过第一综框51后穿在第一钢筘61的下部分612,经轴二2和经轴三3的经纱均经过第二综框52 后穿在第二钢筘62上;
2)、启动第一钢筘61和第二钢筘62的电机,带动第一钢筘61和第二钢筘62往复运动,从而织造四层织物(在经纱上编织纬纱),形成间隔织物,间隔织物包括沿织物长度方向依次间隔设置的分离区域22和接结区域21;
在织造分离区域22时,第二钢筘62位于第一钢筘61的缺口,第一钢筘61和第二钢筘62织造速度相同;将四层织物的第一、二两层接结形成双层织物,作为间隔织物的上表层;第三、四层织物接结形成双层织物,作为间隔织物的下表层;
在织造接结区域21时,提高第二钢筘62的制造速度,使得第二钢筘62的织造速度大于第一钢筘61的织造速度;将四层织物第一层作为间隔织物的上表层,第二、三两层交织,作为间隔织物的间隔层,第四层作为间隔织物的下表层;
3)、接着四层织物通过导布辊7后,在间隔织物的分离区域22的上表层和下表层之间加入撑杆11;然后带有撑杆11的间隔织物进入卷曲装置9中,卷曲辊8带动带有撑杆11的间隔织物移动;
4)、在带有撑杆11的间隔织物从卷曲装置9中移动出来后,将撑杆11取出,得到3D间隔织物10。
为使得方便回弹,间隔织物的上下表层的织造顺序采用图5中标号,按照Ⅰ-Ⅱ-Ⅲ-Ⅳ的顺序进行织造。织造时先织造Ⅰ部分的长度,然后依次按照Ⅱ-Ⅲ-Ⅳ的顺序下去,可以想象图5a左边有个卷绕轴,由于织物经线张力以及卷绕时上下层的布置,织物使以平行四边形的形式出来的,因此这种织造方法回弹更好。
最后,还需要注意的是,以上列举的仅是本发明的若干个具体实施例。显然,本发明不限于以上实施例,还可以有许多变形。本领域的普通技术人员能从本发明公开的内容直接导出或联想到的所有变形,均应认为是本发明的保护范围。
3D间隔织物织造装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0