

IPC分类号 : C22C37/10,C22C37/06,C22C37/04,C22C35/00,C21D9/40,C21D5/00,C21D1/20,C21C1/10,B21B27/03





专利摘要
用于轧制铝合金板材的CADI辊套及其制备方法,属于轧制技术领域。采用中频感应电炉熔炼,先将电解铜和占炉料总质量分数10‑12%的生铁置于电炉底部,然后依次放入增碳剂、铌铁、钨铁、钼铁、铬铁和废钢,一起混合加热熔化,铁水熔清后,加入锰铁和硅铁,将铁水升温至1503‑1517℃,加入0.10wt.%纯铝脱氧,然后进行球化和孕育处理,最后进行等温淬火处理,获得强韧性和耐磨性好的CADI辊套,用于轧制铝合金板材,可以改善板材表面质量,推广应用具有良好的经济和社会效益。
权利要求
1.一种用于轧制铝合金板材的CADI辊套的制备方法,其特征在于,具体制备工艺步骤如下:
①采用中频感应电炉熔炼,先将电解铜和占炉料总质量分数10-12%的生铁置于电炉底部,然后依次放入增碳剂、铌铁、钨铁、钼铁、铬铁和废钢,一起混合加热熔化,铁水熔清后,加入锰铁和硅铁,将铁水升温至1503-1517℃,并将炉内铁水的化学组成及质量分数调整至3.34-3.49%C,1.62-1.80%Si,3.87-4.02%Mn,0.14-0.22%Nb,0.21-0.32%W,0.37-0.46%Mo,0.82-0.96%Cu,1.02-1.15%Cr,<0.030%S,<0.040%P,余量Fe;继续加入占炉内铁水0.10wt.%的纯铝脱氧,然后将铁水转入浇包中;并在铁水转入浇包过程中,随铁水流加入钒氮合金和金属锑,钒氮合金和金属锑加入量分别占进入浇包内铁水质量分数的0.25%和0.12%,钒氮合金和金属锑的颗粒尺寸为1.5-3.5mm;孕育剂和球化剂预先置于浇包底部,采用冲入法进行球化处理和孕育处理;孕育剂使用FeSi75,加入量为1.2wt.%;球化剂使用FeSiMg6Re2,加入量为1.5wt.%,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度降至1362-1377℃时,将铁水浇入卧式离心上高速旋转的铸型内,铸型转速650-750rpm;
②铁水凝固并冷却后,开箱、清理、打磨铸件,随后进行粗加工;将粗加工后的铸件随炉加热至890-905℃,保温120-150分钟,进入水温为45-60℃的水池中,冷却60-90秒,然后取出铸件,放入由50wt%KNO
2.按照权利要求1所述的一种用于轧制铝合金板材的CADI辊套的制备方法,其特征在于,钒氮合金的化学组成及其质量分数是44.47~45.78%V,9.63~10.50%N,<0.50%C,<3.0%Si,<0.09%P,<0.05%S,<2.5%Al,余量Fe。
3.按照权利要求1或2所述的方法制备得到的CADI辊套。
说明书
技术领域
本发明公开了一种用于轧制铝合金板材的辊套及其制备方法,特别涉及用于轧制铝合金板材的CADI辊套及其制备方法,属于轧制技术领域。
背景技术
目前,传统的材料为32Cr3Mo1V的辊套自上世纪90年代问世以来,在铝合金板轧制行业中占有主导地位,上述32Cr3Mo1V的辊套的化学成份重量百分比如下:C:0.27-0.37、Mn:0.20-0.50、Si:0.20-0.40、Cr:2.70-3.20、Ni:≤0.30、Mo:0.80-1.10、V:0.15-0.25、Cu:≤0.25、P:≤0.025、S:≤0.025。但是上述32Cr3Mo1V的辊套存在以下问题:1)在轧制铝合金板材过程中辊套时有爆套现象发生,从而造成辊套报废,而造成上述辊套爆套的主要原因是辊套材料的冲击性能低下,其无法克服轧制时工作应力以及和热套后辊套应力的叠加。2)辊套轧制铝合金板材时间不长,辊套表面龟裂、内壁产生微裂纹和漏水现象,导致使用寿命降低。主要也是材料回火脆性现象严重,高温疲劳性能低下造成的。为了解决轧制铝合金板材的辊套存在的上述问题,中国发明专利CN105149358A公开了一种铝合金连续铸轧用复合材料辊套及其制造工艺,复合材料辊套包括复合的金属外套和铜质合金内套,金属外套的厚度为10-30mm,铜质合金内套的厚度为20-40mm,所述金属外套为钢质外套或者铜合金外套。其中,铜质合金内套材质的导热系数100-420W/M·K。该发明的复合材料辊套用于铝合金连续铸轧,通过金属外套(钢质或铜合金)与铜合金材料内套的无缝复合,一方面辊套本身具有较高的硬度和强度,较好的耐高温、抗热疲劳和抗热变形性能,保证辊套具有较长的使用寿命;另一方面,还具有良好的导热性,在铝合金连续铸轧过程中,能够使得液态铝合金快速结晶,提高辊套的运行速度和设备的生产能力。中国发明专利CN110449558A还公开了一种用于高速铸轧机的铸轧辊,包括辊芯、套装在辊芯外的辊套以及设于辊芯的轴向两端并用于封闭辊芯与辊套的密封组件;辊芯与辊套的接触面紧密配合;辊芯的外壁上开设有表面沟槽;沿着辊芯的轴向设有至少两个冷却水道,分别用作进水和回水;沿着辊芯的径向设有连通冷却水道与表面沟槽的径向通孔。该发明铸轧辊辊芯成组构成左右相对的对称辊组后,既可适用于高强铝合金薄带高速辊式铸轧生产铸机的要求,也可适用于中低速厚带辊式铸轧生产铸机的需求,尤其适应高强合金高速薄带辊式铸轧的生产铸机的需求,并具有优良的控制能力,能满足高速铸轧生产的要求。中国发明专利CN106244935A还公开了超纯净32Cr3Mo1V钢辊套化学成份配比及其制造工艺,该发明通过改变化学成份和调质热处理方法使超纯净32Cr3Mo1V辊套的综合机械性能有了极大的提高,其克服了材料的回火脆性,尤其是辊套抗热疲劳裂纹的强度及使用寿命大大提高,其具有优良的综合机械性能,辊套的强度、硬度与塑性、冲击性能达到了统一。在工业生产中,使用高速轧机轧制铝合金板材时,尤其是轧制一些高强度铝合金板材时,由于铝合金材料变形发热、板材不良或润滑不均等问题,在轧制过程中容易造成铝合金板材横向的串动,加剧辊套的磨损。
发明内容
本发明目的针对目前用于轧制铝合金板材的辊套存在热疲劳性能差,耐磨性低,使用寿命短等不足,在等温淬火球墨铸铁(Austempered Ductile Iron,简称ADI)的基础上,突破传统研究思路,向ADI中引入强碳化物形成元素,开发含碳化物等温淬火球墨铸铁(Carbidic Austempered Ductile Iron,简称CADI)。CADI不仅具有ADI质量轻、韧性和吸震性好等特点,同时耐磨性更加优异,用于制造轧制铝合金板材的辊套,可以克服现有辊套的不足,延长辊套使用寿命。
本发明用于轧制铝合金板材的CADI辊套的制备方法,其特征在于,具体制备工艺步骤如下:
①采用中频感应电炉熔炼,先将电解铜和占炉料总质量分数10-12%的生铁置于电炉底部,然后依次放入增碳剂、铌铁、钨铁、钼铁、铬铁和废钢,一起混合加热熔化,铁水熔清后,加入锰铁和硅铁,将铁水升温至1503-1517℃,并将炉内铁水的化学组成及质量分数调整至3.34-3.49%C,1.62-1.80%Si,3.87-4.02%Mn,0.14-0.22%Nb,0.21-0.32%W,0.37-0.46%Mo,0.82-0.96%Cu,1.02-1.15%Cr,<0.030%S,<0.040%P,余量Fe;继续加入占炉内铁水0.10wt.%的纯铝脱氧,然后将铁水转入浇包中;并在铁水转入浇包过程中,随铁水流加入钒氮合金和金属锑,钒氮合金和金属锑加入量分别占进入浇包内铁水质量分数的0.25%和0.12%,钒氮合金和金属锑的颗粒尺寸为1.5-3.5mm;孕育剂和球化剂预先置于浇包底部,采用冲入法进行球化处理和孕育处理;孕育剂使用FeSi75,加入量为1.2wt.%;球化剂使用FeSiMg6Re2,加入量为1.5wt.%,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度降至1362-1377℃时,将铁水浇入卧式离心上高速旋转的铸型内,铸型转速650-750rpm;
②铁水凝固并冷却后,开箱、清理、打磨铸件,随后进行粗加工;将粗加工后的铸件随炉加热至890-905℃,保温120-150分钟,进入水温为45-60℃的水池中,冷却60-90秒,然后取出铸件,放入由50wt%KNO3和50wt%NaNO3组成的温度为280-295℃的硝酸盐熔液中,并保温3-4h,然后取出在空气中冷却至室温,最后精加工至规定尺寸和精度,即可获得用于轧制铝合金板材的CADI辊套。
如上所述钒氮合金的化学组成及其质量分数是44.47~45.78%V,9.63~10.50%N,<0.50%C,<3.0%Si,<0.09%P,<0.05%S,<2.5%Al,余量Fe。
本发明用于轧制铝合金板材的CADI辊套,采用中频感应电炉熔炼,效率高,成分易于调整和控制。在熔炼的加料过程中,先将电解铜和占炉料总质量分数10-12%的生铁置于电炉底部,这是因为电解铜和生铁熔点低,熔化速度快,放入底部,会发生先熔化,高熔点的增碳剂、铌铁、钨铁、钼铁、铬铁会浸泡在先熔化熔液中,会加速增碳剂、铌铁、钨铁、钼铁、铬铁的熔解和熔化,提高熔化速度,缩短冶炼时间,减少合金元素的氧化烧损。铁水熔清后,加入锰铁和硅铁,主要起预脱氧和合金化作用。然后将铁水升温至1503-1517℃,并将炉内铁水的化学组成及质量分数调整至3.34-3.49%C,1.62-1.80%Si,3.87-4.02%Mn,0.14-0.22%Nb,0.21-0.32%W,0.37-0.46%Mo,0.82-0.96%Cu,1.02-1.15%Cr,<0.030%S,<0.040%P,余量Fe。铁水中含有0.14-0.22%Nb,0.21-0.32%W,0.37-0.46%Mo,1.02-1.15%Cr,这些元素是强碳化物形成元素,在凝固过程中会析出高熔点和高硬度碳化物,镶嵌在基体组织中,有利于提高材料的硬度和耐磨性。加入0.82-0.96%Cu,可以提高材料淬透性和耐蚀性。加入3.87-4.02%Mn,可以提高材料淬透性,降低奥氏体化温度。继续加入0.10wt.%纯铝脱氧,可以降低铁水中氧含量,促进铁水球化处理后得到球状石墨。
然后将铁水转入浇包中,并在铁水转入浇包过程中,随铁水流加入钒氮合金和金属锑,钒氮合金化学组成及其质量分数是44.47~45.78%V,9.63~10.50%N,<0.50%C,<3.0%Si,<0.09%P,<0.05%S,<2.5%Al,余量Fe。钒氮合金加入铁水中,除了生成细小的VN颗粒,促进凝固组织细化外,部分钒进入基体,提高基体强度。钒氮合金和金属锑加入量分别占进入浇包内铁水质量分数的0.25%和0.12%,钒氮合金和金属锑的颗粒尺寸为1.5-3.5mm。铁水中加入0.12%锑,能够提高石墨球圆整度,减小球径,提高CADI强韧性。孕育剂和球化剂预先置于浇包底部,采用冲入法进行球化处理和孕育处理,操作简便,球化效果好。孕育剂使用FeSi75,加入量为1.2wt.%;球化剂使用FeSiMg6Re2,加入量为1.5wt.%,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度降至1362-1377℃时,将铁水浇入卧式离心上高速旋转的铸型内,铸型转速650-750rpm。采用离心铸造方法生产CADI辊套,效率高,且辊套组织致密。
铁水凝固并冷却后,开箱、清理、打磨铸件,随后进行粗加工。将粗加工后的铸件随炉加热至890-905℃,保温120-150分钟,实现奥氏体化。然后进入水温为45-60℃的水池中,冷却60-90秒。选择水温为45-60℃,是因为水温过低,CADI辊套冷却太快,易开裂。水温过高,CADI辊套冷却太慢,心部出现低硬度的珠光体。冷却时间控制在60-90秒,有利于随后等温淬火获得性能优异的贝氏体+富碳奥氏体组织。在水中冷却60-90秒,然后取出铸件,放入由50wt%KNO3和50wt%NaNO3组成的温度为280-295℃的硝酸盐熔液中,并保温3-4h,完成等温淬火,获得贝氏体+富碳奥氏体组织,具有优异的耐磨性和良好的强韧性。最后精加工至规定尺寸和精度,即可获得用于轧制铝合金板材的CADI辊套。
本发明与现有技术相比具有以下特点:
1)本发明辊套采用中频感应电炉熔炼,工艺简便,稳定性好,获得的辊套成分和性能均匀;
2)本发明辊套不含价格昂贵的钴、镍元素,成本低廉,易于推广应用;
3)本发明辊套硬度大于80HSD,冲击韧性大于18J/cm
附图说明
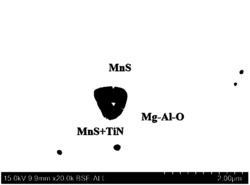
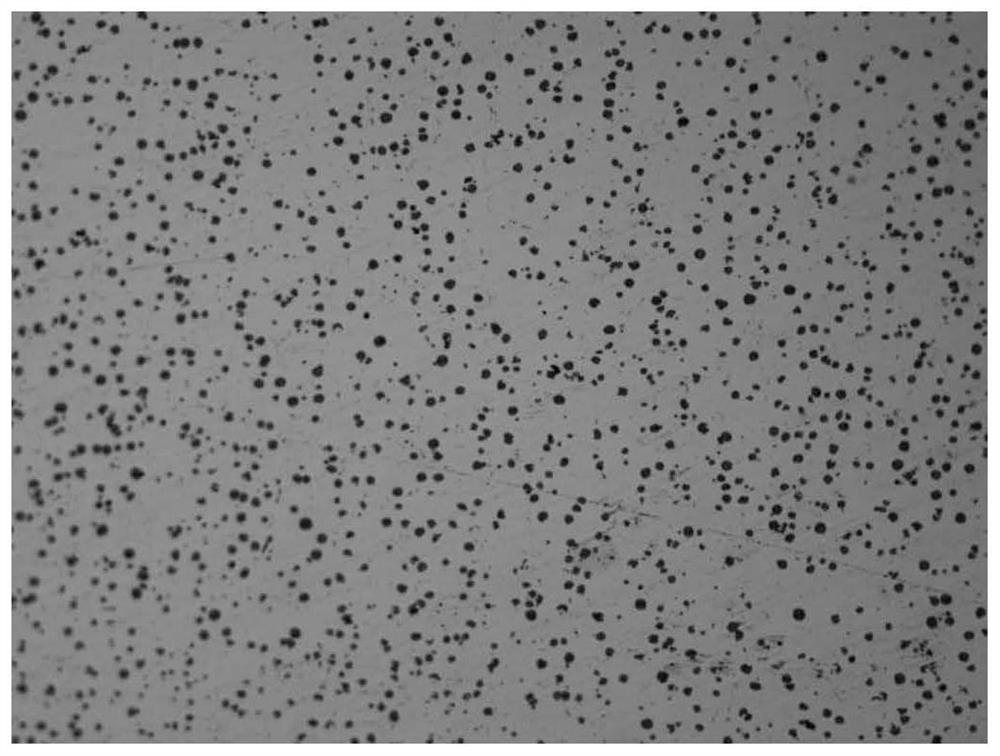
图1CADI辊套显微组织。
具体实施方式
下面结合实施例对本发明做进一步说明,但本发明并不限于以下实施例。
实施例1:
一种用于轧制铝合金板材的CADI辊套,采用3000公斤中频感应电炉熔炼,具体制备工艺过程如下:
①采用中频感应电炉熔炼,先将电解铜和占炉料总质量分数10%的生铁置于电炉底部,然后依次放入增碳剂、铌铁、钨铁、钼铁、铬铁和废钢,一起混合加热熔化,铁水熔清后,加入锰铁和硅铁,将铁水升温至1503℃,并将炉内铁水的化学组成及质量分数调整至3.34%C,1.80%Si,3.87%Mn,0.22%Nb,0.21%W,0.46%Mo,0.82%Cu,1.15%Cr,0.021%S,0.033%P,余量Fe;继续加入0.10wt.%纯铝脱氧,然后将铁水转入浇包中;并在铁水转入浇包过程中,随铁水流加入钒氮合金(所述钒氮合金的化学组成及其质量分数是44.47%V,9.63%N,0.16%C,1.24%Si,0.06%P,0.03%S,2.08%Al,余量Fe)和金属锑,钒氮合金和金属锑加入量分别占进入浇包内铁水质量分数的0.25%和0.12%,钒氮合金和金属锑的颗粒尺寸为1.5-3.5mm;孕育剂和球化剂预先置于浇包底部,采用冲入法进行球化处理和孕育处理;孕育剂使用FeSi75-A,加入量为1.2wt.%;球化剂使用FeSiMg6Re2,加入量为1.5wt.%,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度降至1362℃时,将铁水浇入卧式离心上高速旋转的铸型内,铸型转速650rpm;
②铁水凝固并冷却后,开箱、清理、打磨铸件,随后进行粗加工;将粗加工后的铸件随炉加热至890℃,保温150分钟,进入水温为45℃的水池中,冷却60秒,然后取出铸件,放入由50wt%KNO3和50wt%NaNO3组成的温度为280℃的硝酸盐熔液中,并保温3h,然后取出在空气中冷却至室温,最后精加工至规定尺寸和精度,即可获得用于轧制铝合金板材的CADI辊套。辊套力学性能见表1。
实施例2:
一种用于轧制铝合金板材的CADI辊套,采用5000公斤中频感应电炉熔炼,具体制备工艺过程如下:
①采用中频感应电炉熔炼,先将电解铜和占炉料总质量分数12%的生铁置于电炉底部,然后依次放入增碳剂、铌铁、钨铁、钼铁、铬铁和废钢,一起混合加热熔化,铁水熔清后,加入锰铁和硅铁,将铁水升温至1517℃,并将炉内铁水的化学组成及质量分数调整至3.49%C,1.62%Si,4.02%Mn,0.14%Nb,0.32%W,0.37%Mo,0.96%Cu,1.02%Cr,0.027%S,0.035%P,余量Fe;继续加入0.10wt.%纯铝脱氧,然后将铁水转入浇包中;并在铁水转入浇包过程中,随铁水流加入钒氮合金(所述钒氮合金的化学组成及其质量分数是45.78%V,10.50%N,0.29%C,2.13%Si,0.08%P,0.02%S,0.94%Al,余量Fe)和金属锑,钒氮合金和金属锑加入量分别占进入浇包内铁水质量分数的0.25%和0.12%,钒氮合金和金属锑的颗粒尺寸为1.5-3.5mm;孕育剂和球化剂预先置于浇包底部,采用冲入法进行球化处理和孕育处理;孕育剂使用FeSi75-C,加入量为1.2wt.%;球化剂使用FeSiMg6Re2,加入量为1.5wt.%,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度降至1377℃时,将铁水浇入卧式离心上高速旋转的铸型内,铸型转速750rpm;
②铁水凝固并冷却后,开箱、清理、打磨铸件,随后进行粗加工;将粗加工后的铸件随炉加热至905℃,保温120分钟,进入水温为60℃的水池中,冷却90秒,然后取出铸件,放入由50wt%KNO3和50wt%NaNO3组成的温度为295℃的硝酸盐熔液中,并保温4h,然后取出在空气中冷却至室温,最后精加工至规定尺寸和精度,即可获得用于轧制铝合金板材的CADI辊套。辊套力学性能见表1。
实施例3:
一种用于轧制铝合金板材的CADI辊套,采用3000公斤中频感应电炉熔炼,具体制备工艺过程如下:
①采用中频感应电炉熔炼,先将电解铜和占炉料总质量分数11%的生铁置于电炉底部,然后依次放入增碳剂、铌铁、钨铁、钼铁、铬铁和废钢,一起混合加热熔化,铁水熔清后,加入锰铁和硅铁,将铁水升温至1511℃,并将炉内铁水的化学组成及质量分数调整至3.38%C,1.69%Si,3.95%Mn,0.17%Nb,0.26%W,0.40%Mo,0.89%Cu,1.04%Cr,0.026%S,0.029%P,余量Fe;继续加入0.10wt.%纯铝脱氧,然后将铁水转入浇包中;并在铁水转入浇包过程中,随铁水流加入钒氮合金(所述钒氮合金的化学组成及其质量分数是45.06%V,9.91%N,0.34%C,1.66%Si,0.04%P,0.03%S,1.08%Al,余量Fe)和金属锑,钒氮合金和金属锑加入量分别占进入浇包内铁水质量分数的0.25%和0.12%,钒氮合金和金属锑的颗粒尺寸为1.5-3.5mm;孕育剂和球化剂预先置于浇包底部,采用冲入法进行球化处理和孕育处理;孕育剂使用FeSi75-A,加入量为1.2wt.%;球化剂使用FeSiMg6Re2,加入量为1.5wt.%,搅拌包内金属液,保证反应完全,并清除包内熔渣;待温度降至1368℃时,将铁水浇入卧式离心上高速旋转的铸型内,铸型转速700rpm;
②铁水凝固并冷却后,开箱、清理、打磨铸件,随后进行粗加工;将粗加工后的铸件随炉加热至900℃,保温130分钟,进入水温为53℃的水池中,冷却80秒,然后取出铸件,放入由50wt%KNO3和50wt%NaNO3组成的温度为290℃的硝酸盐熔液中,并保温3.5h,然后取出在空气中冷却至室温,最后精加工至规定尺寸和精度,即可获得用于轧制铝合金板材的CADI辊套。辊套力学性能见表1。
表1用于轧制铝合金板材的CADI辊套的力学性能
本发明CADI辊套采用中频感应电炉熔炼,工艺简便,稳定性好,获得的辊套成分和性能均匀;本发明CADI辊套不含价格昂贵的钴、镍元素,成本低廉,易于推广应用;本发明CADI辊套辊面硬度大于80HSD,具有优异的耐磨性,石墨析出防止了铝板材与辊套的粘合,改善板材表面质量。冲击韧性高,大于18J/cm
用于轧制铝合金板材的CADI辊套及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。








动态评分
0.0