

IPC分类号 : B27D1/04,B27D1/06,B27D1/08,B27N3/10,B27N3/00,B32B37/12,B32B7/12,B32B21/04,B32B21/06,B32B37/10,B32B37/06





专利摘要
本发明是关于一种刨花饰面胶合板及其制备方法,该刨花饰面胶合板的制备方法包括将单板施胶组坯,进行压板后得到芯层胶合板;将芯层胶合板上、下表面均匀铺装施胶后的刨花,进行压板后得到刨花饰面胶合板。本发明的刨花饰面胶合板采用细刨花替代传统薄木皮、超薄纤维板等常用的饰面材料,具有操作工艺简便、价格低廉、性能优良等特征。使用本发明制备的刨花饰面胶合板,其表面易于进一步高温直贴三聚氰胺浸渍纸等胶膜纸材料,且不影响板材表面性能、外观质量,有利于胶合板的广泛应用。
权利要求
1.一种刨花饰面胶合板的制备方法,其特征在于,包括以下步骤:
1)将单板施胶组坯,进行第一次压板,得到芯层胶合板;
2)将芯层胶合板上、下表面均匀铺装施胶后的刨花,进行第二次压板,得到刨花饰面胶合板。
2.如权利要求1所述的制备方法,其特征在于,步骤1)中,所述单板施胶所用的胶黏剂选自甲醛系树脂胶黏剂、大豆蛋白胶黏剂和木质素胶黏剂中的至少一种。
3.如权利要求1所述的制备方法,其特征在于,步骤2)中,所述刨花施胶所用的胶黏剂选自甲醛系树脂胶黏剂、大豆蛋白胶黏剂、木质素胶黏剂和异氰酸酯胶黏剂中的至少一种;所述刨花选自木刨花、竹刨花和秸秆刨花中的至少一种。
4.如权利要求2或3所述的制备方法,其特征在于,步骤1)中,所述第一次压板的温度为室温,时间为0.5-3.0h,压力为0.8-1.2MPa。
5.如权利要求4所述的制备方法,其特征在于,步骤2)中,所述刨花的长度为0.1-2.0mm,含水率为20-30%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为0.5-3.0mm。
6.如权利要求5所述的制备方法,其特征在于,步骤2)中,所述的第二次压板温度为150-170℃,时间为48-72s/mm,压力为(1)3.0MPa(总时间的8-10%),(2)0.4-0.8MPa(总时间的45-50%),(3)1.0-1.5MPa(总时间的8-10%),(4)0.6-1.0MPa(总时间的31-35%),(5)0.1MPa(总时间的3-5%),(6)0MPa。
7.如权利要求2或3所述的制备方法,其特征在于,步骤1)中,所述第一次压板的温度为100-150℃,时间为48-72s/mm,压力为0.8-1.2MPa。
8.如权利要求7所述的制备方法,其特征在于,步骤2)中,所述刨花的长度为0.1-2.0mm,含水率为10-15%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为0.5-3.0mm。
9.如权利要求8所述的制备方法,其特征在于,步骤2)中,所述第二次压板温度为180-230℃,时间为100-200s,压力为(1)2.5-3.0MPa(总时间的40-50%),(2)1.0-1.5MPa(总时间的50-60%)。
10.一种刨花饰面胶合板,其特征在于,所述刨花饰面胶合板通过权利要求1-9任一项所述的方法制备得到;且所述刨花饰面胶合板的表面胶合强度为0.83-1.01MPa,胶合强度为0.78-1.09MPa。
说明书
技术领域
本发明涉及一种人造板及其制备方法,特别是涉及一种刨花饰面胶合板及其制备方法,属于复合材料制备领域。
背景技术
胶合板是一种用途广泛的人造板材之一,常用于室内装修、家具制造、室外建筑、包装箱、交通工具等作用材,具有良好的理化性能,并且可以提高木材的利用率。胶合板在使用时,为了提高性能、达到美观的效果,通常会在胶合板的表面装饰单板贴面。装饰单板贴面胶合板是用天然木质装饰木皮超薄板材贴在胶合板上制成的人造板。装饰单板贴面胶合板是室内装修最常使用的材料之一。由于该产品表层的装饰单板是用优质木材经刨切或旋切加工方法制成的,所以比胶合板具有更好的装饰性能。单板饰面的胶合板天然质朴、自然简单,可以营造出良好的的居室环境。
为了使胶合板除性能满足使用要求外,对于其表面的装饰也越来越丰富。胶膜纸的出现解决了传统单板饰面花纹简单、性能单一的弊端。胶膜纸饰面人造板,具有原材料要求低、来源广泛,木材利用率高,产品规格多,加工性能好,以及表面装饰多样化,且表面具有耐磨、耐热、耐水、耐化学污染以及表面光滑光洁易清洗等优良性能,已广泛用于家具制造、车船内部的立面装饰、室内装饰装修等领域中,其中家具制造应用最多,包括办公家具和家庭用家具,如办公桌、书架、餐桌、橱柜、衣柜、隔断等,已广泛应用于各个领域,与人们的生活息息相关。
传统的胶合板一般需要先在胶合板表面贴加一层木皮、超薄纤维板等饰面,再贴加胶膜纸。例如有现有技术公开了一种环保型科技木木皮饰面胶合板及其制备方法,将胶合板上下表面砂光后,室温中养生。将无甲醛添加且具有净化甲醛功能的胶黏剂用于科技木木皮与胶合板的饰面胶合;还有现有技术公开了一种集装箱底板用饰面胶合板的生产工艺,将干燥单板用酚醛树脂做胶粘剂进行涂胶组坯热压得到胶合板,再经过定厚砂光、锯边、修补后在其表面涂布液体树脂后进行热压;还有现有技术公开了一种饰面胶合板,将基材板层和胶膜纸层之间还依次设有平整层和原纸层,胶膜纸层以热压覆盖的方式粘合于经砂光处理后的原纸层,以浸胶后的玻璃纤维布对基材板层进行覆面,再覆盖原纸层,增加了基材板的平整度和硬度,有利于进行胶膜纸热压,避免表面缺陷。
然而,有些木皮偏软(例如常用的杨木木皮),对贴加的胶膜纸(例如三聚氰胺浸渍纸)有一定的负面影响,其局部受力后出现凹陷,会影响产品的外观质量。此外,为了保证表面平整,易于组坯与贴纸,采用薄木皮或超薄纤维板饰面时芯层胶合板需要经过砂光处理,工艺复杂、成本较高。因此,找到替代木皮、超薄纤维板饰面,且不影响胶膜纸性能的方法是目前人造板领域亟需解决的难题。
发明内容
有鉴于此,本发明的主要目的在于,提供一种刨花饰面胶合板及制备方法,所要解决的技术问题是简化胶合板饰面工艺,提升饰面后胶合板的性能,有利于饰面胶合板表面覆贴合胶膜纸质量的改善。
本发明的目的及解决其技术问题是采用以下技术方案来实现的。
依据本发明提出的一种刨花饰面胶合板的制备方法,包括以下步骤:
1)将单板施胶组坯,进行第一次压板,得到芯层胶合板;
2)将芯层胶合板上、下表面均匀铺装施胶后的刨花,进行第二次压板,得到刨花饰面胶合板。
本发明的目的及解决其技术问题还可采用以下技术措施进一步实现。
优选的,前述的制备方法,其中步骤1)中,所述单板施胶所用的胶黏剂选自甲醛系树脂胶黏剂、大豆蛋白胶黏剂和木质素胶黏剂中的至少一种。
优选的,前述的制备方法,其中步骤2)中,所述刨花施胶所用的胶黏剂选自甲醛系树脂胶黏剂、大豆蛋白胶黏剂、木质素胶黏剂和异氰酸酯胶黏剂中的至少一种。
优选的,前述的制备方法,其中步骤2)中,所述刨花选自木刨花、竹刨花和秸秆刨花中的至少一种。
优选的,前述的制备方法,其中步骤1)中,所述第一次压板的温度为室温,时间为0.5-3.0h,压力为0.8-1.2MPa。
更优选的,前述的制备方法,其中步骤1)中,所述第一次压板的温度为20-25℃;时间为1.0-2.0h,压力为0.9-1.1MPa。
优选的,前述的制备方法,其中步骤2)中,所述刨花的长度为0.1-2.0mm,含水率为20-30%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为0.5-3.0mm。
更优选的,前述的制备方法,其中步骤2)中,所述刨花长度为0.5-1.5mm,含水率为22-28%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为1.9-2.1mm。
优选的,前述的制备方法,其中步骤2)中,所述第二次压板的温度为150-170℃,时间为48-72s/mm,压力为(1)3.0MPa(总时间的8-10%),(2)0.4-0.8MPa(总时间的45-50%),(3)1.0-1.5MPa(总时间的8-10%),(4)0.6-1.0MPa(总时间的31-35%),(5)0.1MPa(总时间的3-5%),(6)0MPa。
更优选的,前述的制备方法,其中步骤2)中,所述第二次压板的温度为150-160℃,时间为55-65s/mm。
优选的,前述的制备方法,其中步骤1)中,所述第一次压板的温度为100-150℃,时间为48-72s/mm,压力为0.8-1.2MPa。
更优选的,前述的制备方法,其中步骤1)中,所述第一次压板的温度为120-145℃,时间为55-65s/mm,压力为0.9-1.1MPa。
优选的,前述的制备方法,其中步骤2)中,所述刨花的长度为0.1-2.0mm,含水率为10-15%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为0.5-3.0mm。
更优选的,前述的制备方法,其中步骤2)中,所述刨花长度为0.5-1.5mm,含水率为10-13%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为1.9-2.1mm。
优选的,前述的制备方法,其中步骤2)中,所述第二次压板的温度为180-230℃,时间为100-200s,压力为(1)2.5-3.0MPa(总时间的40-50%),(2)1.0-1.5MPa(总时间的50-60%)。
更优选的,前述的制备方法,其中步骤2)中,所述第二次压板的温度为180-220℃;时间为120-180s。
本发明的目的及解决其技术问题进一步是采用以下技术方案来实现的。
依据本发明提出的一种刨花饰面胶合板,所述刨花饰面胶合板通过上述任一的方法制备得到。
优选的,前述的刨花饰面胶合板,其中所述刨花饰面胶合板的表面胶合强度为0.83-1.01MPa,胶合强度为0.78-1.09MPa。
优选的,前述的刨花饰面胶合板,其中所述刨花饰面胶合板的外观质量达到优等品的要求。
借由上述技术方案,本发明所述的刨花饰面胶合板及其制备方法至少具有下列优点:
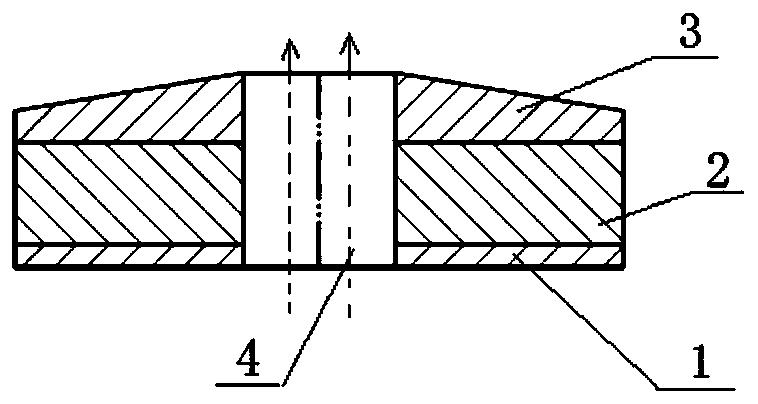
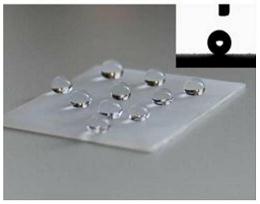
1、本发明所述的制备方法,其在传统的胶合板表层,采用均匀施胶后的细刨花饰面。由于细刨花尺寸小,易于分散组坯,因此不需要将芯层胶合板砂光,即可直接将刨花热压饰面。热压后形成的刨花层密度大、表面均匀平整,使饰面后的胶合板也不需砂光直接覆贴合胶膜纸材料,使得到的胶合板具有优异的表面性能与外观质量。该工艺操作简便,可以缩短工段时间,有利于胶合板的广泛应用。
2、本发明所述的制备方法,其以木刨花、竹刨花、秸秆刨花中等细刨花为饰面原料,不需要对刨花进行提前热压等预处理,直接施胶铺装于胶合板表面再进行压板。刨花饰面后的胶合板表面胶合强度高,进而使得其硬度大。此外,具有原料易得、成本低廉,制备工艺简单、性能优良等特点,适合大规模工业生产。
3、本发明所述的制备方法,其采用程序压力控制(压力变化),根据板材种类、厚度的影响,以及板材含水率在热压时的变化,定向调整压板过程中不同阶段的压力。不仅可以使胶黏剂在有限的时间内充分固化,同时有效的排出板材内部的水汽,以达到更好的压板效果。该压力控制方法操作简单,效果明显。
4、本发明所制备的刨花饰面胶合板,在后续利用时可以高温直贴三聚氰胺浸渍纸等胶膜纸材料,大幅缩短贴纸时间,并得到外观质量优异的胶合板。
5、按照国标GB/T 17657-2013《人造板及饰面人造板理化性能试验方法》对本发明的刨花饰面胶合板进行检测,表面胶合强度达到国标GB/T 4897-2015《刨花板》要求中,潮湿状态下家具型刨花板的要求(>0.8MPa);按照国标GB/T 17657-2013《人造板及饰面人造板理化性能试验方法》对本发明的刨花饰面胶合板进行检测,胶合板胶合强度为>0.7MPa,符合国家Ⅰ或II类板强度标准;按照国标GB/T 34722-2017《浸渍胶膜纸饰面胶合板和细木工板》对本发明的刨花饰面胶合板进行检测,外观质量达到优等品要求。因此,本发明的刨花饰面胶合板可直接用于室内家装以及室外防水结构等领域。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例详细说明如后。
具体实施方式
为更进一步阐述本发明为达成预定发明目的所采取的技术手段及功效,以下结合较佳实施例,对依据本发明提出的一种胶合板的热压方法其具体实施方式、特征及其性能,详细说明如后。在下述说明中,不同的“一实施例”或“实施例”指的不一定是同一实施例。此外,一或多个实施例中的特定特征、结构或特点可由任何合适形式组合。
以下提及的材料或试剂,如非特别说明,均为市购。
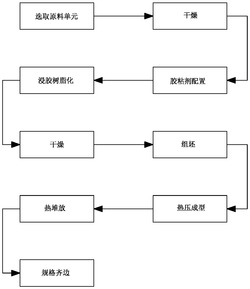
本发明的实施例提出了一种刨花饰面胶合板的制备方法,该制备方法包括具体包括以下步骤:
1)将单板施胶组坯,进行第一次压板,得到芯层胶合板;
在本发明实施例的步骤1)中,所述第一次压板的温度可以设置为室温,时间为0.5-3.0h,压力为0.8-1.2MPa;优选的,所述第一次压板的温度为20-25℃;时间为1.0-2.0h,压力为0.9-1.1MPa。
此外,在本发明实施例的步骤1)中,所述第一次压板的温度还可以设置为100-150℃,时间为48-72s/mm,压力为0.8-1.2MPa;更优选的,所述第一次压板的温度为120-145℃,时间为55-65s/mm,压力为0.9-1.1MPa。
在本发明实施例的步骤1)中,所述单板的厚度可以为1.0-3.6mm。
在本发明实施例的步骤1)中,所述单板施胶所用的胶黏剂为甲醛系树脂胶黏剂、大豆蛋白胶黏剂和木质素胶黏剂中的至少一种。
在本发明实施例的步骤1)中,所述单板的施胶量可以为260-340g/m
2)将芯层胶合板上、下表面均匀铺装施胶后的刨花,进行第二次压板,得到刨花饰面胶合板。
在本发明实施例的步骤2)中,所述刨花施胶所用的胶黏剂选自甲醛系树脂胶黏剂、大豆蛋白胶黏剂、木质素胶黏剂和异氰酸酯胶黏剂中的至少一种;其中,所用刨花的施胶量具体设置如下,当选用甲醛系树脂胶黏剂为胶黏剂时,施胶量为10-16wt%;当选用大豆蛋白胶黏剂为胶黏剂时,施胶量为10-16wt%;当选用木质素胶黏剂为胶黏剂时,施胶量为10-14wt%;当选用异氰酸酯胶黏剂为胶黏剂时,施胶量为3.5-5.0wt%。
在本发明实施例的步骤2)中,所用刨花可以选自木刨花、竹刨花和秸秆刨花中的至少一种。
在本发明实施例的步骤2)中,所述刨花的长度可以设定为0.1-2.0mm,含水率为20-30%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为0.5-3.0mm;更优选的,所述刨花长度为0.5-1.5mm,含水率为22-28%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为1.9-2.1mm。
此外,在本发明实施例的步骤2)中,所述刨花的长度还可以设定为0.1-2.0mm,含水率为10-15%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为0.5-3.0mm;更优选的,所述刨花长度为0.5-1.5mm,含水率为10-13%,芯层胶合板上、下表面均匀铺装施胶后的刨花厚度为1.9-2.1mm。
在本发明实施例的步骤2)中,所述第二次压板的温度可以设定为150-170℃;时间为48-72s/mm;压力为(1)3.0MPa(总时间的8-10%),(2)0.4-0.8MPa(总时间的45-50%),(3)1.0-1.5MPa(总时间的8-10%),(4)0.6-1.0MPa(总时间的31-35%),(5)0.1MPa(总时间的3-5%),(6)0MPa;更优选的,所述第二次压板的温度为150-160℃,时间为55-65s/mm。
此外,在本发明实施例的步骤2)中,所述第二次压板的温度还可以设定为180-230℃,时间为100-200s,压力为(1)2.5-3.0MPa(总时间的40-50%),(2)1.0-1.5MPa(总时间的50-60%);更优选的,所述第二次压板的温度为180-220℃;时间为120-180s。
下面以具体的实施例对本发明做进一步说明,但不作为本发明的限定。
实施例1
本实施例提出了一种刨花饰面胶合板的制备方法,该制备方法包括具体包括以下步骤:
1)将单板施加酚醛树脂胶黏剂(施胶量为310g/m
2)将芯层胶合板上、下表面均匀铺装用木质素胶黏剂施胶的长度为1.0mm、含水率为28%的木刨花,施胶量为12%(胶黏剂的质量除以刨花质量得出),铺装厚度为1.5mm。在160℃、72s/mm、3.0MPa(总时间的9%)—0.5MPa(总时间的45%)—1.2MPa(总时间的10%)—0.8MPa(总时间的32%)—0.1MPa(总时间的4%)—0MPa下进行第二次压板,得到刨花饰面胶合板。
测试本实施例中刨花饰面胶合板的各项性能,结果列于表1。
实施例2
本实施例提出了一种刨花饰面胶合板的制备方法,该制备方法包括具体包括以下步骤:
1)将单板施加脲醛树脂胶黏剂(施胶量310g/m
2)将芯层胶合板上、下表面均匀铺装用脲醛树脂胶黏剂施胶的长度为1.0mm、含水率为25%的竹刨花,施胶量为14%(胶黏剂的质量除以刨花质量得出),铺装厚度为1.0mm。在150℃、48s/mm、3.0MPa(总时间的8%)—0.5MPa(总时间的48%)—1.0MPa(总时间的8%)—0.6MPa(总时间的32%)—0.1MPa(总时间的4%)—0MPa下进行第二次压板,得到刨花饰面胶合板。
测试本实施例中刨花饰面胶合板的各项性能,结果列于表1。
实施例3
本实施例提出了一种刨花饰面胶合板的制备方法,该制备方法包括具体包括以下步骤:
1)将单板施加木质素胶黏剂(施胶量310g/m
2)将芯层胶合板上、下表面均匀铺装用异氰酸酯胶黏剂施胶的长度为1.4mm、含水率为10%的木刨花,施胶量为4%(胶黏剂的质量除以刨花质量得出),铺装厚度为2.0mm。在200℃、3.2min、3.0MPa(总时间的50%)—1.0MPa(总时间的50%)下进行第二次压板,得到刨花饰面胶合板。
测试本实施例中刨花饰面胶合板的各项性能,结果列于表1。
实施例4
本实施例提出了一种刨花饰面胶合板的制备方法,该制备方法包括具体包括以下步骤:
1)将单板施加脲醛树脂胶黏剂(施胶量310g/m
2)将芯层胶合板上、下表面均匀铺装用脲醛树脂胶黏剂施胶的长度为1.4mm、含水率为12%的秸秆刨花,施胶量为12%(胶黏剂的质量除以刨花质量得出),铺装厚度为2.0mm。在180℃、2.6min、3.0MPa(总时间的40%)—1.0MPa(总时间的60%)下进行第二次压板,得到刨花饰面胶合板。
测试本实施例中刨花饰面胶合板的各项性能,结果列于表1。
对比例1
本对比例提出了一种杨木木皮饰面胶合板的制备方法,该制备方法包括具体包括以下步骤:
1)将单板施加木质素胶黏剂(施胶量310g/m
2)将芯层胶合板上、下表面施加酚醛树脂胶黏剂(施胶量310g/m
测试本实施例中杨木木皮饰面胶合板的各项性能,结果列于表1。
对比例2
本对比例提出了一种榉木木皮饰面胶合板的制备方法,该制备方法包括具体包括以下步骤:
1)将单板施加脲醛树脂胶黏剂(施胶量310g/m
2)将芯层胶合板上、下表面施加脲醛树脂胶黏剂(施胶量310g/m
测试本实施例中榉木木皮饰面胶合板的各项性能,结果列于表1。
将实施例1-4与对比例1-2的饰面胶合板,分别采用国家标准中的方法进行性能检测。按照国标GB/T 17657-2013《人造板及饰面人造板理化性能试验方法》对实施例和对比例的饰面胶合板进行表面胶合强度、胶合强度的检测,检测结果如表1所示。其中,实施例1、实施例3和对比例1的饰面胶合强度采用Ⅰ类胶合板煮沸试验检测。实施例2、实施例4和对比例2的饰面胶合强度采用II类胶合板63℃±3℃热水浸渍试验检测。
此外,将实施例1-4与对比例1-2的饰面胶合板分别在表面覆贴合三聚氰胺浸渍纸。贴纸的温度为180-200℃,时间为20-25s。按照国标GB/T 34722-2017《浸渍胶膜纸饰面胶合板和细木工板》对实施例和对比例的饰面胶合板进行检测。
表1
从表1的数据可以看出,本发明实施例1-4所制备的刨花饰面胶合板的表面胶合强度远高于对比例1-2,且实施例1-4所制备的刨花饰面胶合板的外观质量达到优等品的要求,而对比例1-2仅满足一等品的要求;将实施例1-4进行对比,在使用相似胶黏剂的情况下,实施例1-2的表面胶合强度和胶合强度相应地高于实施例3-4的表面胶合强度和胶合强度,这是由于实施例1-2为一次热压成型,而实施例3-4为二次热压成型。而一次热压成型制备的刨花饰面胶合板,芯层胶合板用胶黏剂与表层刨花用胶黏剂同时受热,使得固化更充分。且在程序压力的变化下,芯层胶合板用胶固化更彻底,使得胶合强度更高。另外,对比例1-2采用单板饰面胶合板,其上、下表面为薄木皮,通过二次热压得到的饰面胶合板表面胶合强度低。而实施例1-4采用刨花饰面胶合板,刨花提前施胶再与芯层胶合板热压。热压过程选择程序控制压力,压力阶梯式变化使板材内部的气体有效地排出,使得胶黏剂与单板或刨花充分接触,胶黏剂更好地渗透至木材内部形成胶钉,得到的饰面胶合板的表面胶合强度明显提高。此外,由于刨花尺寸细小且与胶黏剂均匀混合,因此本发明实施例1-4热压后的刨花表面更加光滑平整,易于粘贴胶膜纸。
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本发明对各种可能的组合方式不再另行说明。
此外,本发明的各种不同的实施方式之间也可以进行任意组合,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的保护范围内。
一种刨花饰面胶合板及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0