







专利摘要
一种叠轧制备高强度高韧性铝合金板材的方法,按以下步骤进行:(1)将铝合金板进行单道次冷轧,分别制成不同厚度的冷轧板;(2)各冷轧板分别剪裁;(3)分别退火处理;(4)表面处理;(5)将n种表面处理退火板按梯度方式堆叠,构成组合坯,组合坯中的厚度分布为双向梯度分布或单向梯度分布;(6)捆绑固定后在200±10℃预热,然后温轧;(7)当组合坯单向梯度分布时,将两个叠轧板叠放捆绑固定,200±10℃预热,然后二次温轧;(8)在480±10℃热处理。本发明通过叠轧的方法将不同厚度的铝合金板结合在一起,梯度排列,形成了晶粒尺寸小沿厚度方向梯度排布,获得具有梯度结构的高强度高韧性铝合金板材。
权利要求
1.一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于按以下步骤进行:
(1)将铝合金板进行单道次冷轧,根据n种总变形率分别制成不同厚度的n种冷轧板,其中n≥2,n种冷轧板按厚度从大到小排列依次为第1~n冷轧板;
(2)将第1~n冷轧板分别剪裁制成长宽尺寸与铝合金板相同的n种冷轧剪裁板;
(3)将n种冷轧剪裁板分别退火处理,制成n种退火板;
(4)对退火板进行表面处理,获得n种表面处理退火板;
(5)将n种表面处理退火板按梯度方式堆叠,构成组合坯,组合坯中各表面处理退火板的厚度由中部向两个侧面按从大到小排列,组合坯中的厚度分布为双向梯度分布;或者将n种表面处理退火板按梯度方式堆叠,构成组合坯,组合坯中各表面处理退火板的厚度从一侧到另一侧按从大到小排列,组合坯中的厚度分布为单向梯度分布;或者将n种表面处理退火板与铝合金板按梯度方式堆叠,构成组合坯,组合坯中铝合金板位于一侧,厚度最小的表面处理退火板位于另一侧,其余各表面处理退火板的厚度从铝合金板一侧到另一侧按从大到小排列,组合坯中的厚度分布为单向梯度分布;
(6)将组合坯用钢丝捆绑固定,然后在200±10℃条件下保温至少10min进行预热,然后进行温轧,温轧的总压下率为96.84~ 98.69%,制成叠轧板;
(7)当组合坯的厚度分布为单向梯度分布时,以组合坯中由厚度最大的表面处理退火板或铝合金板所在的一侧作为连接侧;当该组合坯制成叠轧板后,将两个相同的叠轧板的连接侧对接叠放,形成复合叠轧板;将复合叠轧板用钢丝捆绑固定,然后在200±10℃条件下保温至少10min进行预热,再进行二次温轧,二次温轧的压下率为50~55%,制成二次叠轧板;
(8)当组合坯的厚度分布为双向梯度分布时,将叠轧板在480±10℃条件下保温5~15s进行热处理,制成高强度高韧性铝合金板材;当组合坯的厚度分布为单向梯度分布时,将二次叠轧板在480±10℃条件下保温5~15s进行热处理,制成高强度高韧性铝合金板材。
2.根据权利要求1所述的一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于步骤(1)中,当制备第1~n冷轧板时,单道次冷轧的压下率为50~87.5%,当n=3时,第1~3冷轧板的厚度分别为铝合金板厚度的1/2、1/4和1/8。
3.根据权利要求1所述的一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于步骤(1)、(5)和(7)中,铝合金板选用厚度3mm。
4.根据权利要求1所述的一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于步骤(3)中,退火温度480±10℃,时间至少10min。
5.根据权利要求1所述的一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于步骤(5)中,当组合坯中的厚度分布为双向梯度分布时,与组合坯中心处距离相等的两个表面处理退火板厚度相同。
6.根据权利要求1所述的一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于步骤(4)中,表面处理的步骤为:将退火板用丙酮清洗表面,然后用蒸馏水清洗去除丙酮,再用酒精清洗后,放置使表面风干,最后用不锈钢钢刷反复打磨至刮除表面氧化膜;其中打磨时是沿铝合金板的单道次冷轧的轧制方向打磨。
7.根据权利要求1所述的一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于步骤(1)中,各次单道次冷轧的轧制方向相同。
8.根据权利要求1所述的一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于步骤(6)和(7)中,温轧和二次温轧时的轧辊转速为200~500r/min。
9.根据权利要求1所述的一种叠轧制备高强度高韧性铝合金板材的方法,其特征在于步骤(5)中,当组合坯中有多个表面处理退火板时,相邻两个表面处理退火板的厚度比按厚表面处理退火板:薄表面处理退火板≥1.3;当组合坯中有铝合金板时,铝合金板与相邻的表面处理退火板的厚度比≥1.3。
说明书
技术领域
本发明涉及金属复合材料制备技术领域,具体涉及一种叠轧制备高强度高韧性铝合金板材的方法。
背景技术
一般的制作高强度铝合金的方法,例如等通道角挤压法(ECAP)、高压扭转法(HPT)、多向锻造法(MF)、累积叠轧法(ARB),都是剧烈形变技术制取超细晶材料,使其获得很高的强度,但是通过这些方法所得到的超细晶材料的韧性往往不是很好。
金属材料的强度与韧塑性通常不可兼得。高强金属的塑性往往很差,而具有良好塑性的金属强度却很低。但是经研究发现梯度材料能够很好的兼得两种属性,在获得高强度的同时仍具有良好的韧性;但是以往的制作梯度材料的方法往往局限于设备等问题,难以制备大尺寸梯度材料制备;因此,如何在现有条件下实现梯度材料制备是研究的重点问题之一。
发明内容
本发明的目的是提供一种叠轧制备高强度高韧性铝合金板材的方法,通过不同厚度板材的梯度排布,再经过叠轧,制成高强度高韧性的铝合金板材。
本发明的方法按以下步骤进行:
1、将铝合金板进行单道次冷轧,根据n种总变形率分别制成不同厚度的n种冷轧板,其中n≥2,n种冷轧板按厚度从大到小排列依次为第1~n冷轧板;
2、将第1~n冷轧板分别剪裁制成长宽尺寸与铝合金板相同的n种冷轧剪裁板;
3、将n种剪裁板分别退火处理,制成n种退火板;
4、对退火板进行表面处理,获得n种表面处理退火板;
5、将n种表面处理退火板按梯度方式堆叠,构成组合坯,组合坯中各表面处理退火板的厚度由中部向两个侧面按从大到小排列,组合坯中的厚度分布为双向梯度分布;或者将n种表面处理退火板按梯度方式堆叠,构成组合坯,组合坯中各表面处理退火板的厚度从一侧到另一侧按从大到小排列,组合坯中的厚度分布为单向梯度分布;或者将n种表面处理退火板与铝合金板按梯度方式堆叠,构成组合坯,组合坯中铝合金板位于一侧,厚度最小的表面处理退火板位于另一侧,其余各表面处理退火板的厚度从铝合金板一侧到另一侧按从大到小排列,组合坯中的厚度分布为单向梯度分布;
6、将组合坯用钢丝捆绑固定,然后在200±10℃条件下保温至少10min进行预热,然后进行温轧,温轧的总压下率为96.84~98.69%,制成叠轧板;
7、当组合坯的厚度分布为单向梯度分布时,以组合坯中由厚度最大的表面处理退火板或铝合金板所在的一侧作为连接侧;当该组合坯制成叠轧板后,将两个相同的叠轧板的连接侧对接叠放,形成复合叠轧板;将复合叠轧板用钢丝捆绑固定,然后在200±10℃条件下保温至少10min进行预热,再进行二次温轧,二次温轧的压下率为50~55%,制成二次叠轧板;
8、当组合坯的厚度分布为双向梯度分布时,将叠轧板在480±10℃条件下保温5~15s进行热处理,制成高强度高韧性铝合金板材;当组合坯的厚度分布为单向梯度分布时,将二次叠轧板在480±10℃条件下保温5~15s进行热处理,制成高强度高韧性铝合金板材。
上述的步骤1中,当制备第1~n冷轧板时,单道次冷轧的压下率50~87.5%,当n=3时,第1~3冷轧板的厚度分别为铝合金板厚度的1/2、1/4和1/8。
上述的步骤1、5和7中,铝合金板选用厚度3mm。
上述的步骤3中,退火温度480±10℃,时间至少10min。
上述的步骤5中,当组合坯中的厚度分布为双向梯度分布时,与组合坯中心处距离相等的两个表面处理退火板厚度相同。
上述的步骤4中,表面处理的步骤为:将退火板用丙酮清洗表面,然后用蒸馏水清洗去除丙酮,再用酒精清洗后,放置使表面风干,最后用不锈钢钢刷反复打磨至刮除表面氧化膜;其中打磨时是沿铝板的单道次冷轧的轧制方向打磨。
上述的步骤1中,各次单道次冷轧的轧制方向相同。
上述的步骤3中,退火采用电阻炉;步骤6和7中,保温采用电阻炉;步骤8中,热处理采用电阻炉。
上述的步骤6和7中,温轧和二次温轧时的轧辊转速200~500r/min。
上述的步骤5中,当组合坯中有多个表面处理退火板时,相邻两个表面处理退火板的厚度比按厚表面处理退火板:薄表面处理退火板≥1.3;当组合坯中有铝合金板时,铝合金板与相邻的表面处理退火板的厚度比≥1.3。
上述的不锈钢钢刷的丝径尺寸为0.1~0.3mm。
上述方法中,单道次冷轧、温轧和二次温轧是在不使用润滑剂的情况下进行的单道次轧制,以保证结合效果。
上述方法中,组合坯中相邻两个板材的厚度比=1.5~2.5,所述的板材为表面处理退火板或铝合金板。
本发明利用梯度纳米材料的原理,采用了相比过去更为方便且新颖的方法,通过叠轧的方法将不同厚度的铝合金板结合在一起,对其进行梯度排列,形成了心部晶粒尺寸大而外表的晶粒尺寸小,沿厚度方向有明显的梯度排布,获得了具有梯度结构的高强度高韧性铝合金板材。
附图说明
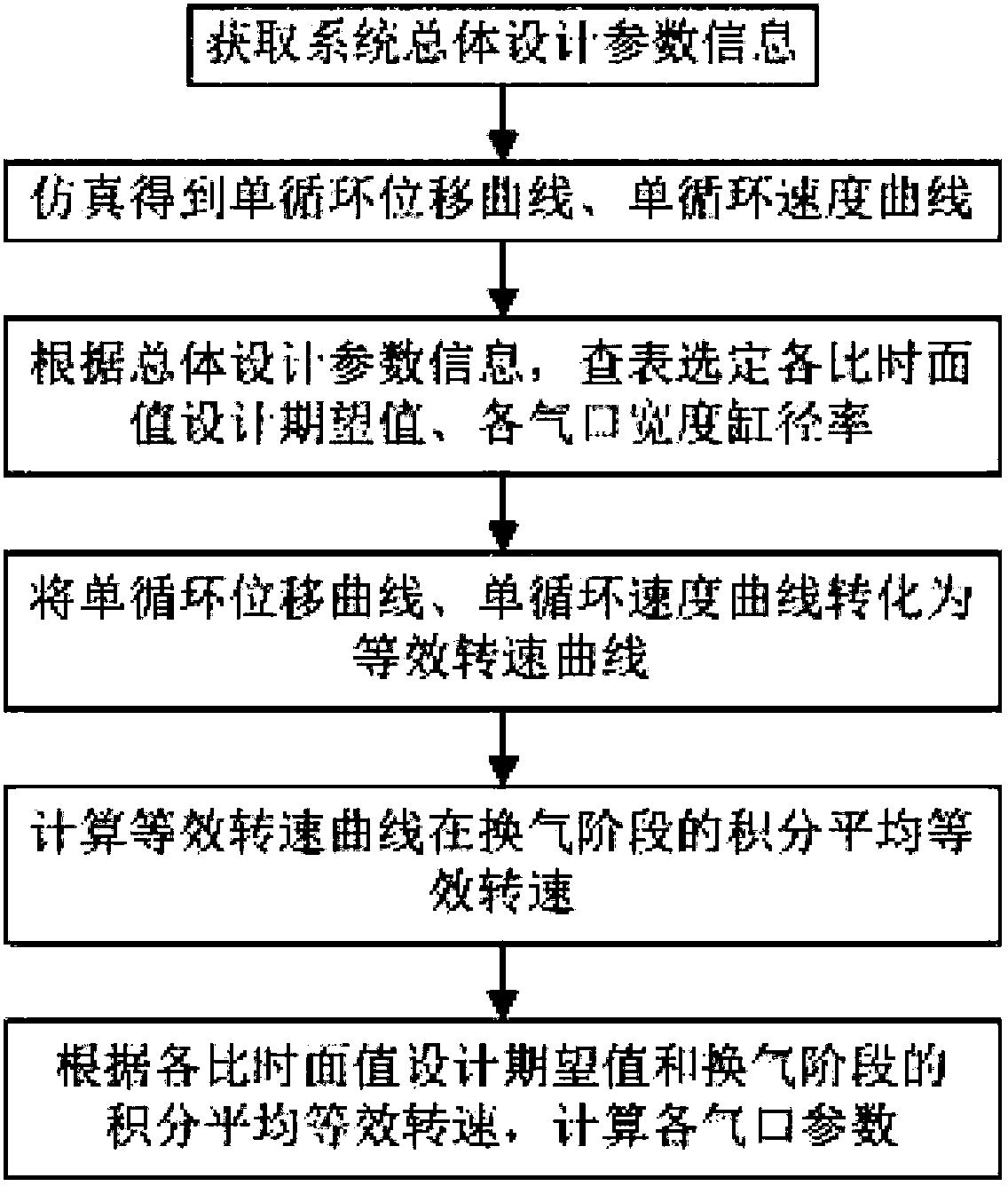
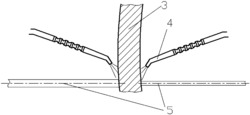
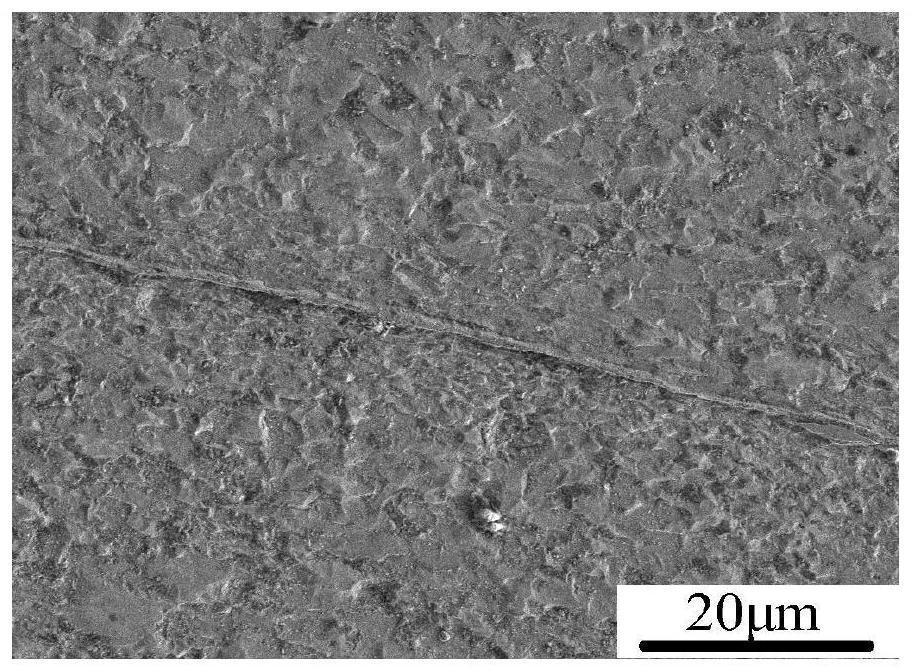
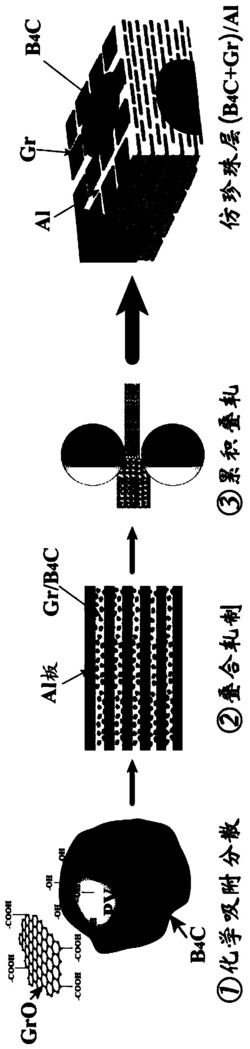
图1为本发明实施例1中的组合坯的截面结构示意图;
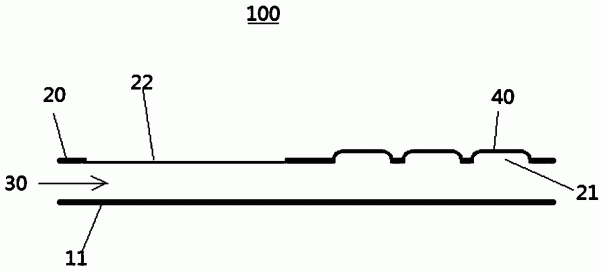
图2为本发明实施例1中的叠轧板的金相显微组织图;
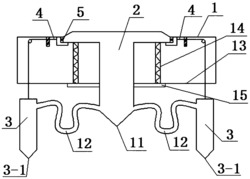
图3为本发明实施例1中的高强度高韧性铝合金板材显微组织图;
图中,白色箭头指向的线条为相邻两层的结合界面。
具体实施方式
为使本发明的方法、特点更加明确清楚,下面将结合附图和实施例详细说明本发明的实施方式。下述实施例将有助于本领域研究工作人员对本发明的理解,但不以任何形式限制本发明。本发明实施例选用的材料均为6061铝合金,但不局限于只使用该材料。
以下为本发明优选实施例。
本发明实施例中制备的高强度高韧性铝合金板材的抗拉强度340~360MPa,伸长率17~19%。
本发明实施例中观测显微组织采用的设备为EPIPHOT 300金相显微镜。
本发明实施例中采用的铝合金板材质为6061铝合金。
本发明实施例中冷轧剪裁板的长宽尺寸为300mm×150mm。
本发明实施例中表面处理的步骤为:将退火板用丙酮清洗表面,然后用蒸馏水清洗去除丙酮,再用酒精清洗后,放置使表面风干,最后用不锈钢钢刷反复打磨至刮除表面氧化膜;其中打磨时是沿铝板的单道次冷轧的轧制方向打磨。
本发明实施例中不锈钢钢刷的丝径尺寸为0.1~0.3mm。
本发明实施例中,步骤1的各单道次冷轧的轧制方向相同。
本发明实施例中,退火采用电阻炉;保温采用电阻炉;热处理采用电阻炉。
实施例1
将厚度3mm的铝合金板(长×宽=300mm×150mm)进行单道次冷轧,总变形率分别为50%,75%和87.5%,分别制成厚度1.5mm、0.75mm和0.375mm的冷轧板,分别称为第1冷轧板、第2冷轧板和第3冷轧板;
将第1~3冷轧板分别剪裁制成长×宽=300mm×150mm的3种冷轧剪裁板;
将3种剪裁板分别退火处理,制成3种退火板;退火温度480±10℃,时间10min;
对各退火板进行表面处理,获得3种表面处理退火板;按厚度大小顺序分别称为第1表面处理退火板、第2表面处理退火板和第3表面处理退火板;
将3种表面处理退火板按梯度方式堆叠,构成组合坯,堆叠方式为:在第1表面处理退火板的两侧分别叠放一个第2表面处理退火板,在两个第2表面处理退火板的另外一侧各叠放一个第3表面处理退火板;总厚度3.75mm;截面结构如图1所示;
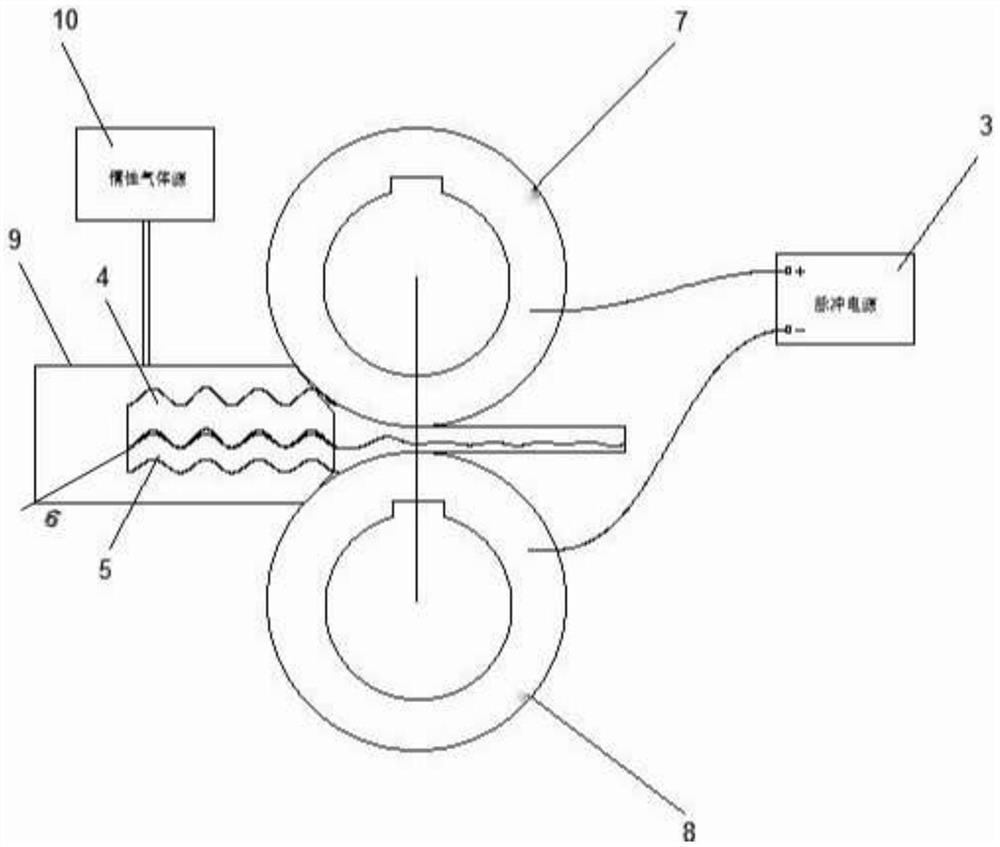
将组合坯用钢丝捆绑固定,然后在200±10℃条件下保温10min进行预热,然后进行温轧,采用双辊轧机,轧辊转速300r/min,温轧的总压下率为97.27%,制成叠轧板,其显微组织如图2所示;
单道次冷轧和温轧是在不使用润滑剂的情况下进行的单道次轧制,以保证结合效果;
将叠轧板在480±10℃条件下保温10s进行热处理,制成高强度高韧性铝合金板材,抗拉强度为354MPa,伸长率为18.6%,显微组织如图3所示。
实施例2
方法同实施例1,不同点在于:
(1)组合坯的堆叠方式是将第1表面处理退火板、第2表面处理退火板和第3表面处理退火板依次叠放,构成组合坯,总厚度2.625mm;第1表面处理退火板所在侧作为连接侧;
(2)温轧时轧辊转速200r/min,温轧的总压下率为96.84%,制成叠轧板;第1表面处理退火板所在侧作为连接侧;
(3)将2个相同的叠轧板的连接侧对接叠放,形成复合叠轧板;
(4)复合叠轧板在200±10℃条件下保温10min进行预热,然后进行二次温轧,轧辊转速200r/min,二次温轧的总压下率为57.3%,制成二次叠轧板;二次温轧是在不使用润滑剂的情况下进行的单道次轧制;
(5)将二次叠轧板在480±10℃条件下保温5s进行热处理,制成高强度高韧性铝合金板材,抗拉强度为348MPa,伸长率为17.8%。
实施例3
方法同实施例2,不同点在于:
(1)温轧时轧辊转速400r/min,温轧的总压下率为97.25%,制成叠轧板;
(2)二次温轧的轧辊转速400r/min,二次温轧的总压下率为52.3%;
(3)将二次叠轧板在480±10℃条件下保温8s进行热处理,制成高强度高韧性铝合金板材,抗拉强度为351MPa,伸长率为18.2%。
实施例4
方法同实施例1,不同点在于:
(1)组合坯的堆叠方式是将铝合金板、第1表面处理退火板、第2表面处理退火板和第3表面处理退火板依次叠放,构成组合坯,总厚度5.625mm;
(2)温轧时轧辊转速350r/min,温轧的总压下率为98.2%,制成叠轧板;铝合金板所在侧作为连接侧;
(3)将2个相同的叠轧板的连接侧对接叠放,形成复合叠轧板;
(4)复合叠轧板在200±10℃条件下保温10min进行预热,然后进行二次温轧,轧辊转速350r/min,二次温轧的总压下率为50.25%,制成二次叠轧板;二次温轧是在不使用润滑剂的情况下进行的单道次轧制;
(5)将二次叠轧板在480±10℃条件下保温12s进行热处理,制成高强度高韧性铝合金板材,抗拉强度为354MPa,伸长率为17.9%。
一种叠轧制备高强度高韧性铝合金板材的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0