









专利摘要
本发明提供一种基于带钢精轧机组活套稳定性在线评判方法,能够对活套稳定性进行在线评判分级,从而实现带钢精轧机组活套稳定性的优劣评判。所述方法包括:实时采集精轧机组带钢活套起套过程数据和带钢头部穿带数据;根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数;根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率;根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级。本发明涉及精轧机技术领域。
权利要求
1.一种基于带钢精轧机组活套稳定性在线评判方法,其特征在于,包括:
实时采集精轧机组带钢活套起套过程数据和带钢头部穿带数据;
根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数;
根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率;
根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级。
2.根据权利要求1所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,所述带钢活套起套过程数据包括:活套起套后预设时间段内的活套角度数据。
3.根据权利要求1所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,所述带钢头部穿带数据包括:带钢头部活套角度数据和精轧出口带钢头部宽度数据。
4.根据权利要求1所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,在根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数之前,所述方法还包括:
对实时采集的带钢活套起套过程数据和带钢头部穿带数据进行滤波处理。
5.根据权利要求1所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,所述根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数包括:
根据实时采集的带钢活套起套过程数据,利用活套状态评判模型确定带钢活套起套状态;其中,所述活套状态评判模型表示为:
α
α
其中,U
根据不同活套状态影响精轧穿带稳定性程度确定带钢活套起套状态影响系数k
6.根据权利要求5所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,所述根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率包括:
针对实时采集的带钢头部活套角度数据,利用活套角度设定值和活套角度实测值提取处于活套角度工艺上下限范围内的数据,计算带钢头部活套命中率;
针对实时采集的精轧出口带钢头部宽度数据,利用带钢本体宽度平均值和头部宽度实测值提取处于头部宽度工艺上下限范围内的正常数据,计算带钢头部宽度命中率。
7.根据权利要求6所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,带钢头部活套命中率表示为:
其中,η
8.根据权利要求7所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,带钢头部宽度命中率表示为:
W
W
其中,η
9.根据权利要求8所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,所述根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级包括:
根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率,利用活套稳定性评分模型确定带钢头部活套分数;
根据带钢头部活套分数,利用活套稳定性分级模型确定活套稳定性等级。
10.根据权利要求9所述的基于带钢精轧机组活套稳定性在线评判方法,其特征在于,所述活套稳定性评分模型表示为:
S
d
其中,S
说明书
技术领域
本发明涉及精轧机技术领域,特别是指一种基于带钢精轧机组活套稳定性在线评判方法。
背景技术
精轧机组是热轧厂的重要组成部分,一般有7个机架、6个活套装置。精轧机组活套位于两台精轧机架之间,用于吸收主传动系统因咬钢动态速降而形成的带钢套量,保证相邻机架之间带钢秒流量恒定,对连轧关系的形成和稳定起着非常重要作用。在热连轧生产过程中,如果活套不稳定将会导致相邻两机架间的秒流量不匹配,出现堆拉钢现象,甚至会造成废钢严重影响生产效率和产品质量。所以,如何对精轧机组活套稳定性进行评判,使现场操作人员能够及时调整设备的相关参数,以防止因活套不稳而导致堆拉钢现象,对提高轧制稳定性和产品质量具有很重要的意义。
目前对于活套的研究大多是关于如何进行活套控制以提高活套稳定性,而对于活套稳定性评判的文献几乎没有。
发明内容
本发明要解决的技术问题是提供一种基于带钢精轧机组活套稳定性在线评判方法,能够对活套稳定性进行在线评判分级,从而实现带钢精轧机组活套稳定性的优劣评判,进而减少堆拉钢现象,提高轧制稳定性和产品成材率。
为解决上述技术问题,本发明实施例提供一种基于带钢精轧机组活套稳定性在线评判方法,包括:
实时采集精轧机组带钢活套起套过程数据和带钢头部穿带数据;
根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数;
根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率;
根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级。
进一步地,所述带钢活套起套过程数据包括:活套起套后预设时间段内的活套角度数据。
进一步地,所述带钢头部穿带数据包括:带钢头部活套角度数据和精轧出口带钢头部宽度数据。
进一步地,在根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数之前,所述方法还包括:
对实时采集的带钢活套起套过程数据和带钢头部穿带数据进行滤波处理。
进一步地,所述根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数包括:
根据实时采集的带钢活套起套过程数据,利用活套状态评判模型确定带钢活套起套状态;其中,所述活套状态评判模型表示为:
αupper_i=αset_i+Δα;
αlower_i=αset_i-Δα;
其中,Ui表示Fi机架的活套状态,αset_i表示Fi机架活套角度设定值,αupper_i表示Fi机架活套角度工艺上限,αlower_i表示Fi机架活套角度工艺下限,Δα表示头部活套角度工艺限幅,αmean_i表示采样时间内Fi机架活套角度平均值,αmax_i表示采样时间内Fi机架活套角度最大值;
根据不同活套状态影响精轧穿带稳定性程度确定带钢活套起套状态影响系数ki。
进一步地,所述根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率包括:
针对实时采集的带钢头部活套角度数据,利用活套角度设定值和活套角度实测值提取处于活套角度工艺上下限范围内的数据,计算带钢头部活套命中率;
针对实时采集的精轧出口带钢头部宽度数据,利用带钢本体宽度平均值和头部宽度实测值提取处于头部宽度工艺上下限范围内的正常数据,计算带钢头部宽度命中率。
进一步地,带钢头部活套命中率表示为:
其中,αlower_i≤nη_LPi≤αupper_i
其中,ηLPi表示Fi机架带钢头部活套命中率,nη_LPi表示采集的Fi机架带钢头部活套角度的未超限数据点,nLPi_head表示采集的Fi机架带钢头部的活套角度数据点,αupper_i表示Fi机架活套角度工艺上限,αlower_i表示Fi机架活套角度工艺下限。
进一步地,带钢头部宽度命中率表示为:
其中,Wupper≤nwidth≤Wlower
Wupper=Wmean+ΔW;
Wlower=Wmean-ΔW;
其中,ηwidth表示精轧出口带钢头部宽度命中率,nwidth表示采集的精轧出口带钢头部宽度的未超限数据点,nwidth_head表示采集的精轧出口带钢头部宽度数据点,Wupper表示精轧出口带钢头部宽度工艺上限,Wlower表示带钢头部宽度工艺下限,Wmean表示带钢本体宽度平均值,ΔW表示带钢头部宽度工艺限幅。
进一步地,所述根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级包括:
根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率,利用活套稳定性评分模型确定带钢头部活套分数;
根据带钢头部活套分数,利用活套稳定性分级模型确定活套稳定性等级。
进一步地,所述活套稳定性评分模型表示为:
SLPi=ki×(dLP×ηLPi×100+dwidth×ηwidth×100)
dLP+dwidth=1
其中,SLPi表示Fi机架带钢头部活套分数,dLP表示带钢头部活套命中率对活套稳定性的影响权重,dwidth表示带钢头部宽度命中率对活套稳定性的影响权重。
本发明的上述技术方案的有益效果如下:
上述方案中,实时采集精轧机组带钢活套起套过程数据和带钢头部穿带数据;根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数;根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率;根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级。这样,将活套的起套状态影响系数、带钢头部活套命中率以及带钢头部宽度命中率组合分析,对活套稳定性进行在线评判分级,从而实现带钢精轧机组活套稳定性的优劣评判,对现场操作人员的调控起到指导作用,减少堆拉钢现象,提高轧制稳定性和产品成材率。
附图说明
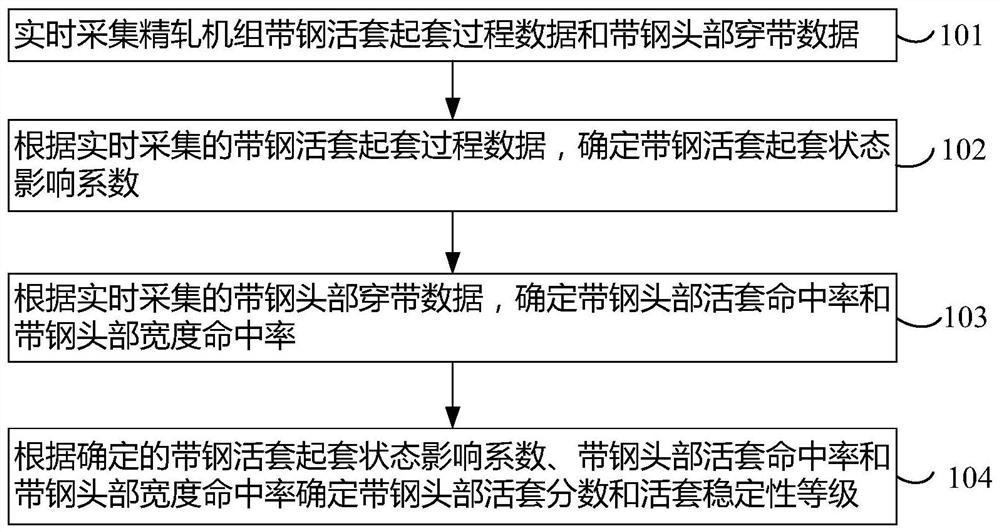
图1为本发明实施例提供的基于带钢精轧机组活套稳定性在线评判方法的流程示意图;
图2为本发明实施例提供的基于带钢精轧机组活套稳定性在线评判方法的详细流程示意图;
图3为本发明实施例提供的活套状态判断流程示意图;
图4为本发明实施例提供的带钢堆钢状态曲线示意图;
图5为本发明实施例提供的带钢正常状态曲线示意图;
图6为本发明实施例提供的带钢拉钢状态曲线示意图;
图7为本发明实施例提供的头部活套命中率流程示意图。
具体实施方式
为使本发明要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
如图1所示,本发明实施例提供的基于带钢精轧机组活套稳定性在线评判方法,包括:
S101,实时采集精轧机组带钢活套起套过程数据和带钢头部穿带数据;
S102,根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数;
S103,根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率;
S104,根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级。
本发明实施例所述的基于带钢精轧机组活套稳定性在线评判方法,实时采集精轧机组带钢活套起套过程数据和带钢头部穿带数据;根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数;根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率;根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级。这样,将活套的起套状态影响系数、带钢头部活套命中率以及带钢头部宽度命中率组合分析,对活套稳定性进行在线评判分级,从而实现带钢精轧机组活套稳定性的优劣评判,对现场操作人员的调控起到指导作用,减少堆拉钢现象,提高轧制稳定性和产品成材率。
在前述基于带钢精轧机组活套稳定性在线评判方法的具体实施方式中,进一步地,所述带钢活套起套过程数据包括:活套起套后预设时间段内(例如,0.6-1.6s)的活套角度数据αact_i;
所述带钢头部穿带数据包括:带钢头部活套角度数据αij(记为集合Ai)和精轧出口带钢头部宽度数据。
本实施例中,例如,带钢头部为精轧出口带钢前端3-30m距离,并采用体积不变原理,根据带钢头部反算各个活套的头部距离。
在前述基于带钢精轧机组活套稳定性在线评判方法的具体实施方式中,进一步地,在根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数之前,所述方法还包括:
对实时采集的带钢活套起套过程数据和带钢头部穿带数据进行滤波处理。
本实施例中,采用卡尔曼(Kalman)滤波算法对实时采集的带钢活套起套过程数据和带钢头部穿带数据进行滤波处理,去除数据中的干扰。
在前述基于带钢精轧机组活套稳定性在线评判方法的具体实施方式中,进一步地,所述根据实时采集的带钢活套起套过程数据,确定带钢活套起套状态影响系数包括:
根据实时采集的带钢活套起套过程数据(例如,活套起套后0.6-1.6s内的活套角度数据),组合均值法和极值法,利用活套状态评判模型确定带钢活套起套状态;其中,所述活套状态评判模型表示为:
αupper_i=αset_i+Δα;
αlower_i=αset_i-Δα;
其中,Ui表示Fi机架的活套状态;αset_i表示Fi机架活套角度设定值;αupper_i表示Fi机架活套角度工艺上限;αlower_i表示Fi机架活套角度工艺下限;Δα表示头部活套角度工艺限幅,Δα是基于现场实际情况确定的;αmean_i表示采样时间内Fi机架活套角度平均值;αmax_i表示采样时间内Fi机架活套角度最大值/极大值;
根据不同活套状态影响精轧穿带稳定性程度确定带钢活套起套状态影响系数ki。
本实施例中,在活套状态评判模型中活套状态Ui分为-1、0和1三种,其中,-1表示堆钢,0表示正常,1表示拉钢;根据不同活套状态影响精轧穿带稳定性程度确定带钢活套起套状态影响系数ki,其集合为ki={ki_堆钢,ki_正常,ki_拉钢}。
在前述基于带钢精轧机组活套稳定性在线评判方法的具体实施方式中,进一步地,所述根据实时采集的带钢头部穿带数据,确定带钢头部活套命中率和带钢头部宽度命中率包括:
针对实时采集的带钢头部活套角度数据,利用活套角度设定值和活套角度实测值提取处于活套角度工艺上下限范围内的数据,计算带钢头部活套命中率;其中,带钢头部活套命中率表示为:
其中,αlower_i≤nη_LPi≤αupper_i
其中,hLPi表示Fi机架带钢头部活套命中率,nη_LPi表示采集的Fi机架带钢头部活套角度的未超限数据点,nLPi_head表示采集的Fi机架带钢头部的活套角度数据点,αupper_i表示Fi机架活套角度工艺上限,αlower_i表示Fi机架活套角度工艺下限。
本实施例中,∑nLPi_head表示采集的带钢头部活套角度数据中未超限数据点的个数,即集合Ai中未超限元素的个数;∑nη_LPi表示采集的带钢头部活套角度数据点的个数,即集合Ai中的元素个数;
针对实时采集的精轧出口带钢头部宽度数据,利用带钢本体宽度平均值和头部宽度实测值提取处于头部宽度工艺上下限范围内的正常数据,计算带钢头部宽度命中率;其中,带钢头部宽度命中率表示为:
其中,Wupper≤nwidth≤Wlower
Wupper=Wmean+ΔW;
Wlower=Wmean-ΔW;
其中,ηwidth表示精轧出口带钢头部宽度命中率,nwidth表示采集的精轧出口带钢头部宽度的未超限数据点,nwidth_head表示采集的精轧出口带钢头部宽度数据点,Wupper表示精轧出口带钢头部宽度工艺上限,Wlower表示带钢头部宽度工艺下限,Wmean表示带钢本体宽度平均值,ΔW表示带钢头部宽度工艺限幅。
本实施例中,计算带钢头部宽度命中率的基准采用带钢本体宽度平均值,而不采用带钢宽度设定值,这是因为讨论的带钢头部宽度命中率不是监控最终的宽度质量,而是针对活套穿带对头部宽度控制的影响。如果采用宽度设定值为基准来计算头部宽度命中率,这个命中率高低更多是由粗轧宽度控制功能来决定,不能直接反映精轧活套穿带的影响。活套穿带影响的宽度主要是评估带钢头部相对于本体的波动情况。
本实施例中,带钢头部宽度工艺限幅ΔW是根据项目签订技术指标和产线宽度来确定。
在前述基于带钢精轧机组活套稳定性在线评判方法的具体实施方式中,进一步地,所述根据确定的带钢活套起套状态影响系数、带钢头部活套命中率和带钢头部宽度命中率确定带钢头部活套分数和活套稳定性等级包括:
根据确定的带钢活套起套状态影响系数ki、带钢头部活套命中率ηLPi和带钢头部宽度命中率ηwidth,利用活套稳定性评分模型确定带钢头部活套分数;其中,所述活套稳定性评分模型表示为:
SLPi=ki×(dLP×ηLPi×100+dwidth×ηwidth×100)
dLP+dwidth=1
其中,SLPi表示Fi机架带钢头部活套分数,dLP表示带钢头部活套命中率对活套稳定性的影响权重,dwidth表示带钢头部宽度命中率对活套稳定性的影响权重;
根据带钢头部活套分数,利用活套稳定性分级模型确定活套稳定性等级;其中,活套稳定性分级模型表示为:
其中,Vi表示Fi机架的活套稳定性等级。
本实施例中,还可以在人机界面(HMI)上实时展示每卷带钢活套稳定性评判结果Vi。
本实施例,通过实时监控精轧活套角度和带钢宽度变化,从活套状态、活套评分和活套分级三个方面建立基于带钢精轧机组活套稳定性在线评判方法,实现了带钢活套稳定性的优劣评判。
为了验证本发明实施例所述的基于带钢精轧机组活套稳定性在线评判方法的准确性,在某2032mm热连轧带钢生产线进行了判定实验,实时采集20块带钢的活套起套过程数据和头部穿带数据,运用本实施例提供的评判方法将每卷带钢的活套稳定性评判结果在HMI上实时展示,其判定结果和现场实际情况基本一致;如图2所示,评判过程具体可以包括以下步骤:
S1,数据采集:按相同采样频率,分别采集每块带钢活套起套后0.6-1.6s活套角度数据、带钢头部活套角度数据以及精轧出口带钢头部宽度数据;
本实施例中以F5机架活套为例,取20块带钢的活套起套后0.6-1.6s活套角度数据、带钢头部活套角度数据以及精轧出口带钢头部宽度数据进行活套稳定性在线评判。
S2,将采集到的数据利用Kalman滤波法去除数据中的干扰;
S3,带钢活套起套状态判定:针对起套后0.6-1.6s的活套角度数据αact_i,利用活套状态评判模型计算带钢活套起套状态,如表1和图3、4、5和图6所示,其中,图6为活套状态判定流程示意图。表1为该20块带钢活套起套状态判定结果及涉及参数。
表1带钢活套起套状态判定结果及涉及参数
表2为确定的F5机架的起套状态影响系数、活套角度工艺上下限和头部宽度工艺上下限。
表2起套状态影响系数、活套角度工艺上下限和头部宽度工艺上下限
S4,带钢头部活套命中率计算:针对带钢头部活套角度数据,利用活套角度设定值和实测值提取处于活套角度工艺上下限范围内的正常数据,计算头部活套命中率,具体流程如图7所示。
S5,带钢头部宽度命中率计算:根据精轧出口带钢头部宽度数据,利用带钢本体宽度均值和实测值提取处于头部宽度工艺上下限范围内的正常数据总数,利用公式 计算带钢头部宽度命中率,如表3所示,为该20块带钢的头部活套命中率和头部宽度命中率计算结果。
表3带钢的头部活套命中率和头部宽度命中率计算结果
S6,带钢头部活套分数(带钢头部活套稳定性分数的简称)计算:将活套状态影响系数ki、带钢头部活套命中率ηLPi以及精轧出口带钢头部宽度命中率ηwidth进行组合分析,利用活套稳定性评分模型:SLPi=ki×(dLP×ηLPi×100+dwidth×ηwidth×100),计算带钢头部活套分数SLPi,其中,本实施例中取dLP=0.8,dwidth=0.2。
S7,活套稳定性等级判定:根据活套得分情况,对该机架的活套稳定性进行等级评判。如表4所示,为该20块带钢在F5机架活套稳定性评判结果。
表4带钢在F5机架活套稳定性评判结果
S8,评判结果展示:在HMI上实时展示每卷带钢活套稳定性评判结果。
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
一种基于带钢精轧机组活套稳定性在线评判方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。



动态评分
0.0