
监测涡轮机转子叶片的方法和系统")







专利摘要
确定叶尖偏折特性的方法(400)应用于涡轮机(10)中的移动转子叶片(R1,R2),涡轮机(10)包括壳体和转子以及至少一个接近探头(202),转子包括连接有转子叶片的轴。方法(400)包括测量(402)移动转子叶片(R1)的接近尖端的出现而产生的接近信号,并且由控制模块(212)计算(404)轴瞬时角位置(IAP)以作为时间函数,并且执行(410)阶比跟踪处理,其包括在角域中表达(412)测得的接近信号并且重新采样(414)该表达的接近信号以使其在角域中等距离。方法(400)包括执行(416)脉冲定位过程,其包括过滤(418)产生复值响应的接近信号,以局部振幅和相位的形式表达(420)复值响应,并计算(422)每个表达信号和参考信号之间的局部相移。
权利要求
1.一种确定或估计涡轮机中移动转子叶片的叶尖偏转特性的方法,所述涡轮机包括壳体和转子以及安装到所述壳体的至少一个接近传感器,所述转子包括轴以及连接到轴上的转子叶片,所述方法包括:
通过所述接近传感器测量由移动转子叶片的接近尖端的出现而产生的接近信号;
通过控制模块基于至少一个轴编码器的测量或来自接近传感器测量的得到来计算轴瞬时角位置IAP以作为关于时间的函数;
在存储器模块中至少临时地存储多个测量的接近信号和相关的轴IAP;
通过所述控制模块执行阶比跟踪处理,其包括:
通过所述控制模块在角域中表达所述测量的接近信号;和
通过所述控制模块重新采样所表达的接近信号,使其在所述角域中等距;和
通过所述控制模块执行脉冲定位处理,其包括:
通过所述控制模块使用复数滤波器对接近信号进行滤波,以产生复值响应;
通过所述控制模块用局部振幅和相位来表达复值响应;和
通过所述控制模块计算每个表达信号和参考信号之间的局部相移,从而计算所述叶尖偏转特性。
2.如权利要求1所述的方法,其特征在于,所述控制模块被配置为对所述接近信号和所述轴IAP执行阶比跟踪,以便将所测量的信号从具有恒定时间增量转换为恒定角增量。
3.如权利要求1所述的方法,其特征在于,所述方法包括响应于所述估计的偏转特性超过第一阈值而发出警报。
4.如权利要求3所述的方法,其特征在于,发出所述警报包括向指定接收者发送警报消息。
5.如权利要求1所述的方法,其特征在于,所述方法包括响应于所述计算的叶尖偏转特性超过第二阈值而自动停止所述涡轮机。
6.如权利要求5所述的方法,其特征在于:
所述控制模块被连接到所述涡轮机的控制系统;和
所述方法包括通过所述控制模块向所述涡轮机的控制系统发送中断消息。
7.如权利要求1所述的方法,其特征在于,所述方法包括在每次相关的转子叶片通过所述传感器时测量尖端偏转。
8.如权利要求1所述的方法,其特征在于:
围绕所述壳体周向排列有多个传感器;和
所述方法包括测量在多个角度方向上的所述叶尖产生的接近信号。
9.如权利要求1所述的方法,其特征在于,所述方法包括由通过所述控制模块处理从所述轴编码器获得的信号来测量所述转子IAP。
10.如权利要求1所述的方法,其特征在于,所述方法包括由通过所述控制模块处理从所述接近传感器获得的接近信号来测量转子IAP。
11.一种配置为确定或估计涡轮机中移动转子叶片的叶尖偏转特性的系统,所述涡轮机包括壳体和转子以及安装到所述壳体的至少一个接近传感器,所述转子包括轴以及连接到轴上的转子叶片,所述系统包括:
所述至少一个接近传感器,其安装在壳体内,并配置成根据移动转子叶片的接近尖端的出现来测量接近信号;
传感器,用于测量或得到轴瞬时角位置IAP;
存储器模块,其上至少暂时地存储多个测量的接近信号和相关的轴IAP;和
控制模块,其配置为:
将所述轴IAP表达为关于时间的函数,无论是从轴编码器还是从接近传感器测量得到的;
执行阶比跟踪处理,其包括:
在角域上表达所述测量的接近信号;和
重新采样所述表达的接近信号,以使其在所述角域中等距;和
执行脉冲定位处理,其包括:
使用复数滤波器对所述接近信号进行滤波,以产生复值响应;
用局部振幅和相位信号来表示所述复值响应;和
计算每个表达信号和参考信号之间的局部相移,从而计算所述叶尖偏转特性。
12.如权利要求11所述的系统,其特征在于,所述系统包括多个接近传感器。
13.如权利要求12所述的系统,其特征在于,所述传感器围绕所述壳体周向间隔开。
14.如权利要求13所述的系统,其特征在于,所述传感器仅沿着所述壳体的沿90°弧度的弧形部分周向间隔开。
15.如权利要求14所述的系统,其特征在于,所述传感器不规则地间隔开。
16.如权利要求11所述的系统,其特征在于,所述传感器由以下中的一种或多种实施:
轴编码器;或
所述接近传感器。
17.一种非暂时性计算机可读介质,其上存储有计算机程序,当由计算机执行时,所述计算机程序使计算机执行如权利要求1所述的方法。
说明书
技术领域
本发明涉及涡轮机的监测,更具体地,涉及使用叶尖定时(BTT)监测涡轮机转子叶片的方法和系统。
背景技术
涡轮机可以分为通过旋转叶片从流体(例如任何液体或气体)获取功或者对流体做功的机器。叶片(以下称为转子叶片)连接到旋转的轴(以下称为转子)。因此,转子叶片是任何涡轮机运行的基础。
由于转子叶片是机械结构,整个结构在被激励时(即,当动态载荷施加到结构上时,例如当转子叶片从流体获取能量或向流体施加能量时)会振动。在每个瞬时转子的叶尖偏折被定义为叶尖从其非振动状态(即静止状态)的位移距离。因此,叶尖偏折是除了由于转子旋转而导致的转子叶片所经历的刚性转动之外的转子叶尖的位置变化。
叶尖定时(BTT)是一种用于测量转子叶片叶尖偏折的非入侵性技术,因为转子叶片经过安装在涡轮机壳体上的固定传感器或探头。根据预期到达时间和实际到达时间(或 ToA,Time-of-Arrival)的获知来计算叶尖偏折。存在许多种不同的方法来根据所测的ToA 时间确定叶尖偏折。可以使用复杂的算法和方法(如在PCT专利申请PCT/IB2017/052364 中公开的一种方法)来估测诸如振幅、频率和相位的振动特性。
所有这些算法都使用尖端偏折测量来确定转子叶片的振动特性。因此,尖端偏折测量尽可能准确是非常重要的。尖端偏折的计算精度取决于诸如数据采集系统的采样率以及当转子叶片经过探头下方时接近探头的脉冲波形的形状等因素。如果数据采集系统的采样率是次优的,则确定转子叶尖位移的传统方法就不够准确。
BTT与应变计测量相比具有许多优点,应变计测量是进行转子叶片振动测量的传统方法之一。应变计应用于转子叶片的根部。它们通常用电池或滑环连接电缆来供电。然后,测量的信号通过遥感系统或滑环传递。应变计方法的局限性是成本、使用寿命并且仅能够检测有限数量的叶片。应变计还会改变其所安装的叶片的动态特性。相比之下,BTT方法可以测量转子级中的所有叶片,并具有更长的使用寿命[1,2,3]。尖端偏折可以与有限元模型(FEM)相关联,以估算转子叶片的动态应力[4]。这允许人们评估共振的严重性并且可以用于预测转子30个叶片的剩余寿命。任何BTT系统的最基本的任务是确定转子叶尖偏折。
BTT的实用性取决于可以测量转子叶尖偏折的精度。如果测量的尖端偏折中存在太多噪声,则振动振幅的严重性可能被高估或低估或完全错误。通过使用用于计算叶尖偏折的标准现有技术等式来说明该结论[5]:
x=ΩRΔt (1)
在等式(1)中,x表示转子叶尖位移,Ω是转子速度,R是转子叶片的外径,Δt是测量的到达时间和预期的无振动到达时间的差。从等式(1)可以看出叶尖偏折与时间差成正比。
即使测量的实际到达时间的非常小的误差也可能导致较大的叶尖偏折误差。到达时间差误差带来的叶尖偏折误差可以通过式(1)得出并乘以测量到达时间的误差:
δx=ΩRδt (2)
其中δt是测量到达时间的误差。使用以下的简单示例:转子以3000RPM恒速运行且外径为1米,如果测得到达时间误差仅为1微秒,则叶尖偏折误差计算如下:
δx≈157μm
157微米的误差是不可忽略的误差。据文献报道,非共振叶片在标称条件下经受的振动振幅为100微米,在共振条件下的振动振幅不超过400微米[6]。这表示测量误差分别为 157%和40%。这些误差太大,可能导致测量无效。因此,有理由认为应该尽可能准确地确定叶片到达时间。
因此,本发明描述了一种根据安装在涡轮机壳体上的接近探头来确定转子叶片的叶尖偏折的新方法。正如申请人注意到的,实现上述任务的所有现有技术的接近探头都使用一类对接近探头脉冲的触发标准来确定叶尖偏折。四种最常见的技术(图1中所示)是:
·最大振幅率:在信号经历最大变化率时触发转子叶片到达时间(ToA)。
·固定电压:当信号超过预定阈值时触发ToA。
·最大振幅:在信号达到其最高或最大值时触发ToA。
·常数分数交叉(constant fraction crossing):一旦脉冲形状超过脉冲下降斜率上的预定阈值,就会触发ToA。阈值是最大振幅的一个分数(fraction)。
可以理解的是,随着探头采样率的降低,这些技术的误差也会增加。因此,申请人希望有一种用于确定转子叶片的叶尖偏折的方法和系统,其通常比现有技术的一种或几种有更佳的误差率,特别是低采样率时。
关于应该使用哪种上述方法,并没有广泛共识。Zimmer[7]指出,最大振幅方法的特性可以带来最准确的触发标准。然而,她指出,特定的脉冲形状可能很难处理。其中最值得注意的是当每个叶片通的道波形有两个不同的峰值时。这可能导致每个叶片通道触发多个ToA。
数据采集系统的采样率足够高也是必要的。它已在等式(3)中得到证明,1微秒的定时分辨率(对应于1MHz的采样率)可能导致很大的尖端偏折测量误差。正是由于这个原因,商业BTT系统经常报告非常高的采样率。文献中报道的一些最高采样率是500MHz[8] 和100MHz[9]。这些采样率通常被认为非常高并且需要专门的数据采集硬件。虽然能获得这种数据采集系统,但它们并不普遍而且可能过分昂贵。特别是如果必须同时采样几个接近探头的信号。
发明内容
因此,本发明提供一种确定或估计涡轮机中移动转子叶片的叶尖偏折特性的方法,所述涡轮机包括壳体和转子以及安装到所述壳体的至少一个接近探头,所述转子包括轴以及连接轴上的转子叶片,所述方法包括:
通过所述接近传感器测量由移动转子叶片的接近尖端的出现而产生的接近信号;
通过控制模块基于至少一个轴编码器的测量或来自接近探头测量的得到来计算轴瞬时角位置(IAP)以作为关于时间的函数;
在存储器模块中至少临时地存储多个测量的接近信号和相关的轴IAP;
通过所述控制模块执行阶比跟踪处理,其包括:
通过所述控制模块在角域中表达所述测量的接近信号;和
通过所述控制模块重新采样所表达的接近信号,使其在所述角域中等距;和通过所述控制模块执行脉冲定位处理,其包括:
通过所述控制模块使用复数滤波器对接近信号进行滤波,以产生复值响应;
通过所述控制模块用局部振幅和相位来表达复值响应;和
通过所述控制模块计算每个表达信号和参考信号之间的局部相移,从而计算所述叶尖偏折特性。
可以对接近信号和轴IAP执行阶比跟踪,以便将测量信号从具有恒定时间增量转换为恒定角增量。存在执行阶比跟踪的方法,一些比其他方法更复杂[14,15,16]。
该方法可以包括响应于估计的偏折特性超过第一阈值(例如,维修阈值)而发出警报。该方法可以包括通过向指定接收者(例如,工厂管理员)发送消息来发出警报。
该方法可以包括响应于计算的叶尖偏折特性超过第二阈值(例如,故障阈值)而自动停止涡轮机。控制模块可以连接到涡轮机的控制系统。该方法可以包括由控制模块向涡轮机的控制系统发送中断消息。
该方法可以包括在每次相关的转子叶片通过传感器时测量尖端偏折。可以有围绕壳体周向布置的多个传感器。因此,该方法可以包括在多个角度方向上测量叶尖产生的接近信号。
该方法可以包括通过控制模块处理从轴编码器获得的信号来测量转子IAP。
该方法可以包括通过控制模块处理从接近探头获得的接近信号来测量转子IAP。
本发明扩展到一种被配置为确定或估计涡轮机中移动转子叶片的叶尖偏折特性的系统,所述涡轮机包括壳体和转子以及安装到所述壳体的至少一个接近探头,所述转子包括轴以及连接到轴上的转子叶片,所述系统包括:
至少一个接近传感器,其安装在壳体内,并配置成根据移动转子叶片的接近尖端的出现来测量接近信号;
传感器,用于测量或得到轴瞬时角位置(IAP);
存储器模块,其上至少暂时地存储多个测量的接近信号和相关的轴IAP;和
控制模块,其配置为:
将所述轴IAP表达为关于时间的函数,无论是从轴编码器还是从接近探头测量得到的;
执行阶比跟踪处理,其包括:
在所述角域上表达所述测量的接近信号;和
重新采样所述表达的接近信号,以使其在所述角域中等距;和
执行脉冲定位处理,其包括:
使用复数滤波器对所述接近信号进行滤波,以产生复值响应;
用局部振幅和相位信号来表示所述复值响应;和
计算每个表达信号和参考信号之间的局部相移,从而计算所述叶尖偏折特性。
可以存在多个接近传感器。传感器可以围绕壳体周向间隔开。传感器可以仅沿着壳体的弧形部分沿周向间隔开。传感器可以沿90°的弧度间隔开。例如,可以有四个传感器,每个传感器间隔20-30°。传感器可以规则地或不规则地间隔开。
用于测量或导出轴IAP的传感器可以是轴编码器。用于测量或导出轴IAP的传感器可以是接近探头。
本发明扩展到其上存储有计算机程序的非暂时性计算机可读介质,该计算机程序在由计算机执行时,使计算机执行如上限定的方法。
附图说明
现在将参考附图以示例的方式进一步介绍本发明。
图中:
图1示出了测量经过的转子叶尖的ToA的现有技术示意图;
图2示出了根据本发明的系统示意图,该系统被配置成确定或估计涡轮机中的运动转子叶片的叶尖偏折特性;
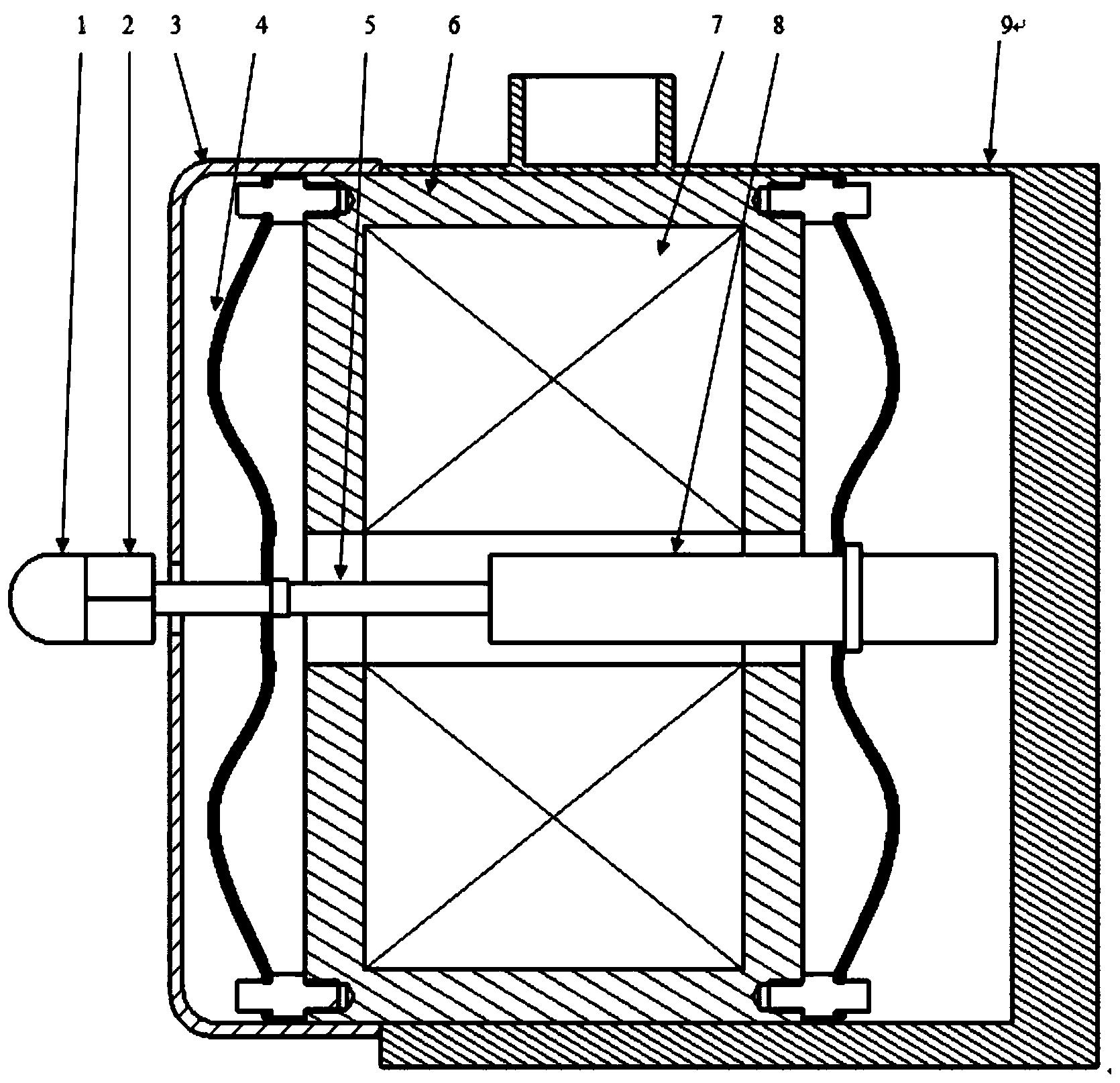
图3示出了图2涡轮机的放大部分的示意图;
图4示出了根据本发明的确定或估计涡轮机中运动转子叶片的叶尖偏折特性的方法流程图。
图5示出了在轴向压缩机启动期间来自三个连续轴转动的接近探头信号(从图4的方法得出)的图形视图,a)所有三个旋转叠放在一起,每次旋转开始时就被对准;b)与a) 中的信号相同,仅放大到单个脉冲,c)所有三个接近探头信号在阶比中叠放在一起,即接近探头信号是有关轴周向位置的函数,d)与c)中的信号相同,仅放大到单个脉冲;
图6示出了在一维图像中由于叶片振动引起的移位脉冲的图形示图;
图7示出了如何使用相位信息(根据图4方法)来确定位置。a)时域中的两个正弦波,频率为1Hz,正弦波的相位相差π/2。b)这些正弦曲线的傅里叶变换的相位。(注意,出于可视化考虑,所有具有非显著振幅的相位值被人为设置为零);
图8示出了用于定位图像中的相位信息的复数滤波器(根据图4方法)的实数部分和复数部分的图形示图;
图9示出了从一维图像与K2卷积获得的结果(根据图4方法)的图形视图,a)原始图像和b)卷积后的实和虚响应;
图10示出了以点斜式形式表示的滤波器响应的图形视图,即振幅和相位(根据图4 方法);
图11示出了确定每个叶片b局部相位的角位置θb(根据图4方法)的图形视图;
图12示出了实施图4方法实验装置的照片注释图。a)涡轮机的轴向视图,其中示出了卡盘和涡流探头,b)光学编码器和轴上的轴编码器;
图13示出了叠加在叶片脉冲上的ρ=9×10-3的滤波器形状(在图4的实验方法中) 的图形视图;
图14示出了(在图4的实验方法中)针对不同触发标准和不同采样率降低的叶尖位移确定的平均误差图形视图。各降低的有效采样率显示在图的顶部;
图15示出了对于a)40和b)80的采样降低率的三个连续脉冲的脉冲形状比较图。对于图b)中的一个脉冲可以看到可感知的形状变化以及相位变化;和
图16示出了灵敏度分析图(在实验方法400中),其中定标参数ρ针对不同的采样率信号而变化。
具体实施方式
本发明的以下描述仅作为本发明的可行教导。本领域技术人员可以明了所描述的实施例能够进行许多改变,同时仍然获得本发明的有益结果。同样显而易见的是,选择本发明的一些特征而不改变其他特征的情况下,仍然可以实现本发明的一些预期有益效果。因此,本领域技术人员将认识到,对本发明的修改和调整(并且在某些情况下甚至是所希望的) 是存在的,并且是本发明的一部分。因此,提供以下描述是为了说明本发明的原理而不是对其的限制。
图2示出了系统200,其配置成用来确定或估计涡轮机中运动转子叶片的叶尖偏折特性。在该示例中,涡轮机是涡轮10。涡轮10可以是传统的涡轮,并且其操作无需为了与系统200(除了并入传感器202)兼容而调整。涡轮10包括壳体和转子,转子包括轴,转子叶片连接到轴上(更详细地参见图3)。
系统200包括安装到涡轮10壳体的多个传感器202。在另一个实施例中,系统200可以仅包括单个传感器202。系统200包括轴编码器203以测量用于确定轴IAP的信息。系统200包括通过通信链路204(可以是有线或无线)连接到传感器202的处理器210。处理器210连接到计算机可读介质220。在计算机可读介质220(其用作存储器模块)上存储接近信号和相关联的轴IAP 222以及复数滤波器224——这些将在下面进一步描述。
处理器210包括控制模块212,控制模块212被配置为根据复数滤波器224处理BTT 测量,从而更精确地测量ToA并估计转子叶片偏折。控制模块212是对应于由处理器210 执行的功能的概念模块。应当理解,处理器212可以是一个或多个微处理器、控制器、数字信号处理器(DSP)或任何其他合适的计算设备、源、硬件、软件或嵌入式逻辑。
系统200具有多个接近传感器202(图2中仅示出其中一个)。图3更具体地示出了这一点,其中多个传感器202被指定为S1-S4并且周向地布置在壳体302上。每个接近传感器202被配置为根据运动转子叶片(R1、R2、……)的接近端而产生接近信号。这些产生的接近信号存储在存储器模块220上以进行处理。系统200还具有轴编码器203,其测量转子运动的原始信号,转换为一系列IAP测量值,之后将数据存储在存储器模块220上。
一般而言,已知当转子叶尖从接近探头下方通过时,接近探头对转子叶尖的存在作出反应。如果转子尖端由于转速快而出现时间太短,可以理解接近探头信号脉冲就会有很短的间隔。如果一个涡轮在时域下工作就是如此。但是,如果信号可以被阶比跟踪,则这些脉冲的角位置和宽度名义上是恒定的。因此,在没有转子叶片振动和噪声的情况下,轴的每次旋转均呈现相同的阶比。因此,阶比跟踪的接近探头信号可以被解释为作为一维图像,其中域单位从0到2π的弧度,并且图像强度值是接近探头信号值。在这种情况下使用“图像”仅用作概念工具来说明信号的重复性质。“图像”和“信号”可以互换使用。
该概念在图5中示出,其示出了大型轴流式压缩机启动期间进行BTT测试时获得的接近探头信号。图5a)示出了连续三次旋转每次开始时接近探头信号与所经过的时间的关系。图5b)显示完全相同的信号,仅放大到特定脉冲。图5c)和d)示出了与a)和b)中相同的信号,仅相对于轴角位置绘制,即阶比跟踪信号。从图5b)中可以看出,来自不同旋转的脉冲不会在每次旋转开始后的同一时间发生。这是有原因的,因为轴速度在不断增加。如果在三个不同旋转期间足够近地观察脉冲宽度,则可以看到在较慢的轴速度期间产生的脉冲比在较快轴速期间产生的脉冲宽。当看到图5d)时,显然脉冲出现在完全相同的角度位置并且具有完全相同的形状和宽度。
现已证明,在没有叶片振动和噪声的情况下,每次旋转的阶比跟踪接近探头信号应该是相同的。因此,这三个跟踪信号可以被解释为在轴的整个角域上获取的三个图像。图像不是具有多个像素传感器,而是具有一个传感器(接近探头)并且通过轴的旋转来测量域的不同部分。
假设转子叶尖由于振动而偏折。这将出现在一维图像中,好像脉冲在角域中移位,但具有相同的形状。因此,触发标准的目的是确定每个图像中脉冲的移位。因此,该移位将以弧度为单位,并且等式(1)由下面的等式代替,以计算叶尖偏折:
x=ΔθR (4)
图6示出了在一维图像中移位脉冲的概念。在图6中,I(θ)表示作为圆周位置函数的图像强度。现在可以使用图像处理技术来确定该脉冲的偏移。有许多技术来确定图像中的运动特征,振动监测中常用的一些技术是数字图像相关(DIC)[10]和标记跟踪(MT)[11]。这两种方法首先在图像中找到特征,然后通过后续图像跟踪特征。因此,它们可以归类为拉格朗日技术。
图4示出了确定或估计涡轮机中移动转子叶片的叶尖偏折特性的方法400。步骤 402-406对于各种BTT实施方法而言都可以是相同的。方法400涉及使用接近传感器或探头202测量(在步骤402)由旋转转子叶片R1的叶片尖端的接近所引起的接近信号。轴编码器203测量(在步骤404)轴的IAP(或者,至少产生可以从其确定IAP的信号)。接近信号和IAP的多个测量被存储(在步骤406)在存储器模块220中。
然后,方法400包括阶次跟踪(在框410)。在该示例中,方法400采用简单且计算开销不大的方法来执行订单跟踪。方法400假设使用增量轴编码器203,不管是每转单脉冲(OPR)还是每转多脉冲(MPR)的轴编码器。如果使用MPR编码器,则可能需要对各区段[17]执行几何补偿。
根据增量轴编码器确定轴IAP的方法已在在先成果中进行了描述和介绍[18]。因此只概要介绍结论和必要说明。如果在M转的持续时间内进行测量并且所讨论的轴编码器203 具有N个增量区段。轴角位置作为在旋转m期间编码器区段n的时间的函数可表示为:
其中θm,n是在旋转m下编码器区段n(以下称为本区段)的轴IAP。从本区段开始起经过的时间用τm,n,表示,am,n是本区段中的恒定角加速度,Ωm,n是本区段中的恒定角速度。在旋转m期间从本区段开始所行进的积累角距离被称为Θ(n)。
根据等式(5),可以阶比跟踪任何接近探头信号,例如,将信号表示为单个旋转内行进的角距离函数。在数学式上通过下述等式完成:
Im,n(θm,n(τm,n))=p(tm,n+τm,n) (6)
其中,Im,n指的是本区段中的阶比跟踪接近探头信号,称为图像145强度,p是原始采样信号。本区段的起始时间用tm,n表示。各区段的图像强度值可以简单地与另一个闩锁,以创建整个旋转的图像。用于单次旋转的接近探头信号及其阶比跟踪图像的图示分别在图 5a)和c)中示出(步骤412)。
在这个阶段,图像在角域中不是等间隔的,并且需要重新采样(步骤414)以实现这一点。重采样过程使用线性插值来获得以恒定角度增量间隔的新样本集。如[19]和[16]中发现的,选择线性插值而非高阶插值,因为其计算简单以及角度样本彼此间隔紧密的事实。优选的是,重新采样角分辨率在执行阶比跟踪之后是较小的或小于最小角度增量,否则会引入混叠。在重采样之后,执行脉冲定位处理(框416)。
定位处理(框416)的目的是通过操纵图像中的局部相位信息来确定脉冲位置。为了便于说明,考虑采用具有π/2相位差的两个正弦曲线的简单示例,如图7所示。图7a)示出了时域中的两个正弦曲线,某一个偏移了π/2弧度。虽然这些正弦波的振幅是相同的,但它们之间的相位差是可量化的,并且允许人们确定两个正弦波之间的偏移。这是傅里叶变换定理的图解说明。
图7中所示的示例示出了如何使用全局相位来确定正弦信号的偏移。然而,每个接近探头脉冲被定位到有限空间区域,并且因此具有局部相位信息而不能使用全局相位信息进行定位。每个脉冲的局部相位信息可以通过与具有足够空间支持的正交滤波器的卷积来获得,以确定整个脉冲的局部相位。这里使用的特定滤波器是由Freeman和Adelson[20]指定且也由Chen等人[12]使用的滤波器的一维版本,另一种流行的选择是使用Gabor滤波器 [21]。滤波器的实部是高斯函数的二阶导数:
定标参数ρ控制滤波器的空间支持,并且可以基于接近探头所测量的波形脉冲宽度来进行调谐。如果要确定脉冲的正确局部相位,则滤波器应包含整个脉冲形状。具有有限空间支持的滤波器导致对局部相位的估计不准确[22]。函数G2表示实值滤波器。通过获取 G2的分析信号获得复数滤波器224。最终的复数滤波器224可表示为:
K2(θ)=G2(θ)+iH2(θ) (8)
其中K2是复数滤波器224并且H2是滤波器224的虚部系数。因此,使用复数滤波器 224(例如,等式(8))对接近信号进行滤波(在步骤418)以产生复值响应。
图8中示出了复数滤波器224的一个例子。该正交滤波器与一维图像卷积。得到的图像(来自步骤418)具有实部和虚部。图8a)示出了先前进行BTT测试的一维图像,并且图8b)示出了与复数滤波器224卷积后的实部和虚部响应。由于比例因子较大,用于图8 的滤波器很宽。这仅是为了清楚起见。现在可以以极坐标形式(即振幅和相位)表示图像的实部和虚部(步骤420)。图8b)的振幅和相位在图9中示出。可以看出,相位随着图像而变化并且具体地在脉冲区域上变化。文献中已经表明,后续图像之间的局部相移可以用于计算图像中的局部运动。对应于该计算的等式是[21,23]:
等式(9)可用于计算任何圆周位置处的从一个图像到下一个图像的脉冲位置偏移。追求的量是旋转m中的所有叶片脉冲与参考旋转mref中的脉冲(步骤422)之间的差值。参考旋转通常被视为获得的第一次旋转。考虑到这一点并注意到局部相位的计算是通过计算机完成的,等式(9)可以以离散形式重写,以计算叶片b在旋转m中的脉冲位移。叶片半径另外乘以离散等式,从而产生叶尖偏折。这显示为:
其中b表示转子上的特定叶片,θb是该叶片在一维图像中的角度位置,dθ是图像的采样增量尺寸。
等式(10)允许在每次旋转中计算每个转子叶片R1的尖端偏折。注意,计算的尖端偏折假设参考旋转期间的脉冲是由非振动叶片产生的(步骤422)。没有理由认为这些脉冲实际上位于每个叶片的非振动位置。因此,通常在处理完所有M次旋转之后从每个计算的尖端偏折中减去平均尖端偏折。还应注意,尽管整个一维图像与图10中的K2卷积,但严格来说,不必将整个图像与滤波器224进行卷积。仅需要计算每个图像在叶片的角位置θb的滤波器响应。本文所遵循的确定每个叶片的θb的方法如下。可以基于每个脉冲的上升沿和下降沿上的固定电压标准来选择触发参考旋转脉冲的合适阈值。θb值取在这两个角度位置的中间(见图11)。
由于脉冲定位是计算机执行的,因此滤波器内核由在各离散角位点处所估算的不同值组成。内核估值的角度增量必须等于重采样接近探头图像的角度增量。可以降低图像的采样率,从而降低滤波器内核的采样率,并且这样做可以减少卷积所需的计算量。这种采样率的降低通常被称为下采样[12],用于二维图像处理和一维信号处理的抽取。不对这些图像执行下采样,因为卷积计算的减少几乎必然会小于下采样所需的计算增加。如果整个信号已经与正交滤波器进行了卷积,而不是在θb位置进行少量计算,则可能已经证明下采样在计算上是有益的。因此,滤波器内核以dθ为增量进行估值,从-3ρ到3ρ。可以看出,滤波器的空间支持在这些边界处停止。
实验设置和方法
用于实验的涡轮10包括由两个轴承支撑的轴,其由三相电动机驱动。轴上装有斑马纹条带和作为轴编码器的光学编码器203。光学探头输出由TTL脉冲组成的信号。轴编码器有非等距间隔的78个区段。[17]中描述的算法用于执行轴编码器几何补偿。转子(带有五个矩形叶片的叶盘)的外径为324毫米,并且用锥形锁止紧固机构安装在轴上。在该实验中使用的接近探头202是高灵敏度涡流探头。探头的灵敏度为8豪伏/微米。探头202具有2mm的测量范围并且被手动调节直到叶片通过探头时获得适当的响应。接近探头输出范围通常为-20V至-0.5V。由于数据采集系统的动态范围为-10V至10V,因此分压器被构建成可将电压降至-8V至-0.2V之间。数据采集系统是NI USB-6366系统,能够以2MHz 的最大速率对模拟信号进行采样和记录。LabView用于控制数据205采集系统。图12a) 示出了转子的前轴向视图,图b)示出了轴编码器。
该实验的目的是证明如果数据采集系统的采样率是次优的(即传统的触发标准不够高),则方法400能够产生精确的尖端偏折测量。在评估测量的准确度时,通常要有提供验证数据的独立传感器,以与方法400进行比较。然而,转子叶片振动是出了名地难以测量。使用应变仪测量协同一些类型的校准测试的传统方法根本不能产生足够精确的结果来可靠地预测叶尖偏折的大小[24、5、25],通常只识别了叶片响应中涉及的特定频率。
另一种选择是使用二维数码相机在叶尖移动经过探头202的位置时捕获叶尖。该方法由Gallego-Garrido等人[26]使用。带有用于测量距离的标记网格线的有机玻璃面板安装在叶片上方的转子壳体中。将数码相机放在有机玻璃面板上方,俯视转子叶片。闪光灯与转速计同步,并且在其旋转的不同位置拍摄特定220叶片的照片。
相机结果与BTT预测结果的视觉比较显示两种方法之间良好的一致性。然而,该方法不能用于每个叶尖偏折测量的定量比较。即使可以将各个叶尖偏折测量值与摄像机测量结果进行比较,也必须验证摄像机本身的精度。特别是因为叶尖偏折测量应该非常精确,要能够测量在3微米精度内的振动,就如BTT的一个行业供应商声称这是可能的[27]。对于任何提出的传感器,都存在对验证技术进行验证的问题。这导致验证行为的无限回归。因此,对于这种类型的实验,绝对验证方法是不可能的。简单的自明之理更胜于构建一个验证方法。
按理说,使用触发标准计算的叶尖偏折在较高采样率下比在较低采样率下更准确。以高采样率测量特定信号,并且利用特定触发标准计算叶尖偏折。如果要用计算机降低采样率,可以预见到叶尖偏折计算会偏离以更高采样率计算的结果。理所当然的是,更准确的触发标准在较低采样率也能计算出类似的叶尖偏折。因此,与原始叶尖偏折的偏差量可以用作每个触发标准的准确度指示。由此建立了实验方法:
·以恒定速度运行轴。实验中使用的速度标称为1200RPM,具有绕该值的240个小的扭转振动波动。
·数据采集系统以2MHz的速率测量轴编码器信号和接近探头信号。测量进行10秒。
·使用方法400以及最大振幅速率、最大振幅、固定电压和常数分数交叉方法计算所有旋转期间的叶尖偏折。固定电压阈值设定为-4V,常数分数设定为50%。对这些方法使用插值来确定精确的ToA,其中穿过适当的电压电平。
·然后简单地通过从原始信号中减去采样量,信号采样率用计算机被降低。完成五种不同的采样率降低,这生成具有不同采样率的五种有效测试案例。测试案例在表1中所示。
·计算每次旋转的原始信号叶尖偏折与降低采样率信号的叶尖偏折之间的误差。然后计算并报告平均误差。这提供了一种直观而准确的方法来比较不同的触发标准。
表1
降低轴编码器203的采样率也将降低所确定的叶尖偏折的精度。因此,轴编码器203 的采样率没有降低。也没有必要研究每个触发标准对轴编码器采样率的敏感性。降低采样率的效果在所有触发标准上将完全相同,因为轴编码器信号同样被用于阶比接近探头信号。
已经介绍了实验方法和处理算法。现在为处理算法选择定标参数ρ。定标参数控制滤波器空间支持,并且应该被选择以使得滤波器至少与单个脉冲一样宽。为了实验分析,选择定标参数要使得滤波器的宽度为叶片脉冲的约1.8倍。在图13中连同脉冲一起显示了用ρ=9×10-3计算的滤波器。ρ的该值表示为ρ0。改变定标参数时将提供灵敏度分析。然后测试其对方法的准确性的影响。
对于每次采样速率的降低,通过各种触发标准计算的叶尖位移估计的平均误差如图14 所示。从图14可以看出,最大振幅和最大振幅速率方法是最不准确的触发标准。在采样率降低仅为10时,使用最大振幅标准已经产生21微米的误差,并且最大振幅率方法产生大约80微米的误差。在最高的采样率降低,使用上述两种技术产生大约200微米和310 微米的较大误差。很明显,这两种方法的准确性远远低于其他三种触发标准。
常数分数交叉法比固定电压法更精确,并且两种方法都优于最大振幅和最大振幅速率方法。注意,对于这两种方法使用插值技术,当超过适当的阈值时确定精确的ToA。这提高了两种方法的准确性。可以看出,方法400是最准确的触发标准,直到采样率降低40 倍。该降低的平均误差为0.63微米。即使与商业供应商声称能够测量3微米偏折相比,该误差也非常小。在该降低率下,具有最接近平均误差的触发标准是常数分数交叉方法,平均误差为4.5微米。然而,恒定分数交叉方法在更高的采样率降低时变得比方法400更准确。在最高采样率降低时,方法400具有25.5微米的误差,而常数分数交叉方法具有18.8 微米的误差。
在较高的采样率降低时,方法400从最精确的方法变为比常数分数交叉方法更不准确。这可以归因于方法400在假设恒定脉冲形状的情况下工作的事实。一维图像中的局部相移仅归因于脉冲位置的偏移。然而,如果脉冲形状改变,那么这也会导致相移。如果采样率降低太多,名义上应该恒定的表观脉冲形状也会变化。
图15a)和b)示出了来自三个连续旋转的叶片脉冲,分别用于40和80的采样速率降低。在图15中,可以看出,对于40的采样率降低,三个连续的脉冲形状非常相似。最大振幅存在细微差别,但是大致上脉冲在相同位置开始和停止。在图15b)中,其中一个脉冲似乎在脉冲开始时领先于另外两个脉冲,但仍然与另外两个脉冲在相同的位置结束。该脉冲形状变化在脉冲中产生可感知的相移并且导致叶尖偏折计算中的误差。因此,方法400 的精度取决于采样率足够高以捕获每个叶片通道的一致脉冲形状。
内核宽度ρ0=9×10-3用于实验测试。已经发现,使用该值作为定标参数,方法400可以产生叶尖偏折估值的精确结果。正交滤波器的一个关键要求是它应该具有足够的空间支持。这意味着滤波器宽度应该比脉冲宽度宽。但是,滤波器的宽度不应太宽,因为只有一小部分滤波器与实际脉冲卷积。剩余的滤波器元件与由探头在叶片到达时间之间测量的 DC偏移信号进行卷积。DC偏移信号不包含任何信息,因此浪费了那些滤波器内核单元。
当定标参数被改变时,要进行灵敏度分析,以确定这种类型脉冲的最佳定标参数值。在分析中使用以下定标参数:ρ=0.2ρ0,0.4ρ0,0.6ρ0,0.8ρ0,1.0ρ0,1.2ρ0,1.4ρ0,1.6ρ0,1.8ρ0,和 2.0ρ0。再次,针对每个定标参数和每个采样率计算预测的叶尖偏折的平均误差。
图16显示了该灵敏度分析的结果。从图16可以看出,使用具有小定标参数的正交滤波器导致大的平均尖端偏折误差。对于以25kHz的采样率使用ρ=0.2ρ0时尤其如此,对于这种情况观察到8300微米的误差。随着定标参数增加到约1.0ρ0至1.2ρ0,所有采样率的平均误差减小。此时,可以看到一种趋势,即当定标参数增加到2.0ρ0时,方法的精度会略微降低。
对于25kHz和33kHz的采样率降低情况,可以观察到此规则的例外情况。如前所述,这两个采样率导致脉冲形状的明显变化。因此,脉冲形状的这些明显变化也影响最佳定标参数。必须注意的是,图16中的结果以对数标度出现。从1.0ρ0到2.0ρ0的200kHz精度的感知降低仅为0.037微米,即便在图中看起来可能很大,也可忽略不计。因此可以得出结论,对于该特定脉冲形状,最佳定标参数值在1.0ρ0和1.2ρ0之间,这受到表观脉冲形状保持近似恒定的影响。
这些情况的最佳参数将高度相关于所使用的接近探头以及转子叶尖和材料成分。因此,优化可允许的采样率及定标参数的研究工作具有实际意义,应根据具体情况进行研究。本文中概述的方法和过程可用作确定这些参数的指南。然而,可以得出一些一般性结论。在四种常规触发标准中,最大振幅速率和最大振幅方法的执行精度远低于其他三种方法。这与Zimmer[7]的其他文献报道的情况形成鲜明对比,其声称最大振幅方法是确定叶尖位移的高度精确方法。固定电压和常数分数交叉方法在精度方面表现相似且通常是准确的。如果所关注的振动振幅在100微米的范围内,如一个来源[6]所报道的那样,使用这两种方法的准确性在采样率降低的情况下保持良好。方法400在适度采样率降低情况下(最多减少40倍)表现出最高的准确度。在这些情况下通过降低采样率引起的误差小于1微米。然而,方法400在采样率的较高降低时变得不太准确,使得其以与固定电压和常数分数交叉方法大致相同的精度执行。这可归因于表观脉冲形状的变化,这反过来影响图像中的局部相移。
申请人提出,根据本发明的方法400是一种根据BTT数据确定转子叶片的叶尖偏折的新方法。方法400将接近探头信号解释为可以通过图像处理技术操纵的一维图像。方法400 使用复数滤波器224来定位接近探头图像中的相位信息。然后使用局部相位的偏移来确定由叶片R1产生的每个脉冲的转子叶尖偏折。方法400在计算中使用整个脉冲形状,这与仅使用脉冲形状的一个或两个特征的传统技术相反。
进行实验使用四个现有触发标准以及方法400测量实验室涡轮机的尖端偏折。以2 MHz的速率对原始信号进行采样。然后通过计算机降低信号采样率,并确定每种方法在确定叶尖位移时的相对准确度。相对于传统方法,发现方法400在直到40倍的采样率降低时都是更精确的。从该点开始,方法400的精确度类似于固定电压和常数分数交叉方法。最大振幅和最大振幅速率触发标准导致不准确的尖端位移估计,因此不应优先于其他三个中的一个。进行灵敏度分析,其中调整方法400的滤波器224的定标参数。发现对于从实验测试获得的特定脉冲形状,最佳定标参数在9×10-3和10.8×10-3之间。
方法400显示出降低传统BTT系统所需采样率的巨大希望。参见图1,以获得方法400 与比勒陀利亚大学实验室进行的测试中提到的四种现有方法之间的准确性比较。在测试中,数据采集系统的采样率通过计算机降低,并计算了不同方法的精度。方法400的一个很大的潜在优点就是如果每个传感器所需的采样率降低,BTT系统将能够从更多的传感器采样信号。这可以通过多路复用数据采集输入通道来实现。
参考文献
[1]M.Zielinski,G.Ziller,Noncontact vibration measurements on compressor rotor blades, Measurement Science and Technology 11(2000)847–856.
[2]B.Salhi,J.Lardies,M.Berthillier,Identification of modal parameters and aeroelastic coefficients in bladed disk assemblies,Mechanical Systems and Signal Processing 23 (2009)1894–1908.
[3]S.Heath,M.Imregun,A survey of blade tip-timing measurement techniques for turbomachinery vibration,Journal of Engineering for Gas Turbines and Power 120(1998) 784–791.
[4]K.Joung,S.Kang,K.Paeng,N.Park,H.Choi,Y.You,A.von Flotow,ANALYSIS OF VIBRATION OF THE TURBINE BLADES USING NON-INTRUSIVE STRESS MEASUREMENT SYSTEM,in:Proceedings of the ASME Power Conference,ASME, Georgia,2006,pp.391–397.
[5]K.Grant,Experimental Testing of Tip-Timing Methods used for Blade Vibration Measurement in the Aero-Engine,Phd,Cranfield University,2004.
[6]R.Szczepanik,E.Rokicki,R.Rzadkowski,L.Piechowski,Tip-Timing and Tip-Clearance for Measuring Rotor Turbine 395Blade Vibrations,Journal of Vibration Engineering& Technologies 2(2014).
[7]A.K.Zimmer,Investigation of the impact of turbine blade geometry on near-field microwave blade tip time of arrival measurements,Ph.D.thesis,Georgia Institute of Technology,2008.
[8]Agilis,Non-Intrusive Stress Measurement Systems,2014.
[9]P.Prochazka,F.Vanek,New Methods of Noncontact Sensing of Blade Vibrations and Deflections in Turbomachinery,Instrumentation and Measurement,IEEE Transactions on 63(2014)1583–1592.
[10]T.Chu,W.Ranson,M.Sutton,Applications of digital-image-correlation techniques to experimental mechanics,Experimental mechanics 25(1985)232–244.
[11]B.Gwashavanhu,A.J.Oberholster,P.S.Heyns,Rotating blade vibration analysis using photogrammetry and tracking laser Doppler vibrometry,Mechanical Systems and Signal Processing(2016)1–13.
[12]J.G.Chen,N.Wadhwa,405Y.-J.Cha,F.Durand,W.T.Freeman,O.Buyukozturk,Modal identification of simple structures with high-speed video using motion magnification, Journal of Sound and Vibration 345(2015)58–71.
[13]D.H.Diamond,P.S.Heyns,A.J.Oberholster,Accuracy evaluation of sub-pixel structural vibration measurements through optical flow analysis of a video sequence,Measurement Under Revi(2016)1–21.
[14]M.D.Coats,R.B.Randall,Single and multi-stage phase demodulation based order-tracking,Mechanical Systems and Signal Processing 44(2014)86–117.
[15]P.Borghesani,P.Pennacchi,S.Chatterton,R.Ricci,The velocity synchronous discrete Fourier transform for order tracking in the field of rotating machinery,Mechanical Systems and Signal Processing 44(2014)118–133.
[16]K.Fyfe,E.Munck,Analysis of computed order tracking,Mechanical Systems and Signal Processing 11(1997)187–205.
[17]D.Diamond,P.Heyns,a.J.Oberholster,Online shaft encoder geometry compensation for arbitrary shaft speed profiles 415 using Bayesian regression,Mechanical Systems and Signal Processing(2016)1–16.
[18]D.H.Diamond,P.S.Heyns,A.J.Oberholster,The Use of a Kalman Filter for Performing Blade Tip Timing Measurement,Calibration and Resonance Detection,Mechanical Systems and Signal Processing(2016).
[19]B.R.Resor,M.W.Trethewey,K.P.Maynard,Compensation for encoder geometry and shaft speed variation in time interval torsional vibration measurement,Journal of sound and vibration 286(2005)897–920.
[20]W.T.Freeman,E.H.Adelson,The Design and Use of Steerable Filters,IEEE Transactions on pattern analysis and machine intelligence 13(1991)891–906.
[21]T.Gautama,M.M.Van Hulle,A phase-based approach to the estimation of the optical flow field using spatial filtering,IEEE Transactions on Neural Networks 13(2002)1–28.
[22]N.Wadhwa,M.Rubinstein,F.Durand,W.T.Freeman,Phase-based video motion processing,ACM Transactions on Graphics 32(2013)10.
[23]D.J.Fleet,D.J.Jepson,Computation of Component Image Velocity from Local Phase Information,International Journal of Computer Vision 5(1990)77–104.
[24]S.Heath,M.Imregun,An improved single-parameter tip-timing methodfor turbomachinery blade vibration measurements using optical laser probes,International Journal of Mechanical Sciences 38(1996)1047–1058.
[25]P.Procházka,F.Vanek,Contactless Diagnostics of Turbine Blade Vibration and Damage, Journal of Physics:Conference Series 305(2011)1–11.
[26]J.Gallego-Garrido,G.Dimitriadis,I.B.Carrington,J.R.Wright,A Class of Methods for the Analysis of Blade Tip Timing Data from Bladed Assemblies Undergoing Simultaneous ResonancesPart II:Experimental Validation,International Journal of Rotating Machinery 2007(2007)1–10.
[27]A.Von Flotow,P.Tappard,Overview of Blade Vibration Monitoring Capabilities,2011.
使用叶尖定时(BTT)监测涡轮机转子叶片的方法和系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0