

IPC分类号 : F16G1/28,C08J5/04,F16G1/00,F16G1/08,F16G5/00,F16G5/06,F16G5/20








专利摘要
摩擦传动带(B)在由橡胶组合物形成的带轮接触部分(11)设置有短纤维(16),该短纤维(16)从该带轮接触部分(11)的表面突出。短纤维(16)仅包含芳香族聚酰胺短纤维及公定回潮率在4%以下的非芳香族聚酰胺合成短纤维。
权利要求
1.一种摩擦传动带,在由橡胶组合物形成的带轮接触部分设置有短纤维,该短纤维从该带轮接触部分的表面突出,其特征在于:
所述短纤维仅包含芳香族聚酰胺短纤维和公定回潮率在4%以下的非芳香族聚酰胺合成短纤维。
2.根据权利要求1所述的摩擦传动带,其特征在于:
所述非芳香族聚酰胺合成短纤维是聚酯短纤维。
3.根据权利要求1或2所述的摩擦传动带,其特征在于:
所述短纤维在所述带轮接触部分表面的面积占有率为40~99%。
4.根据权利要求1至3中任一项所述的摩擦传动带,其特征在于:
所述芳香族聚酰胺短纤维在所述带轮接触部分表面的面积占有率为30~80%。
5.根据权利要求1至4中任一项所述的摩擦传动带,其特征在于:
所述非芳香族聚酰胺合成短纤维在所述带轮接触部分表面的面积占有率为15~65%。
6.根据权利要求1至5中任一项所述的摩擦传动带,其特征在于:
所述芳香族聚酰胺短纤维与所述非芳香族聚酰胺合成短纤维在所述带轮接触部分表面的面积占有率之比为:芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维=0.1~10。
7.根据权利要求1至6中任一项所述的摩擦传动带,其特征在于:
所述芳香族聚酰胺短纤维包含对位类芳香族聚酰胺短纤维和间位类芳香族聚酰胺短纤维。
8.根据权利要求1至7中任一项所述的摩擦传动带,其特征在于:
在形成所述带轮接触部分的橡胶组合物中配合有所述短纤维。
9.根据权利要求8所述的摩擦传动带,其特征在于:
在形成所述带轮接触部分的橡胶组合物中所述短纤维相对于橡胶成分100质量份的配合量为10~85质量份。
10.根据权利要求8或9所述的摩擦传动带,其特征在于:
在形成所述带轮接触部分的橡胶组合物中所述芳香族聚酰胺短纤维相对于橡胶成分100质量份的配合量为2~25质量份。
11.根据权利要求8至10中任一项所述的摩擦传动带,其特征在于:
在形成所述带轮接触部分的橡胶组合物中所述非芳香族聚酰胺合成短纤维相对于橡胶成分100质量份的配合量为5~60质量份。
12.根据权利要求8至11中任一项所述的摩擦传动带,其特征在于:
在形成所述带轮接触部分的橡胶组合物中所述芳香族聚酰胺短纤维相对于橡胶成分100质量份的配合量比所述非芳香族聚酰胺合成短纤维的配合量少。
13.根据权利要求1至12中任一项所述的摩擦传动带,其特征在于:
在形成所述带轮接触部分的橡胶组合物中配合有填充剂。
14.根据权利要求13所述的摩擦传动带,其特征在于:
在形成所述带轮接触部分的橡胶组合物中所述填充剂相对于橡胶成分100质量份的配合量为10~70质量份。
15.根据权利要求13或14所述的摩擦传动带,其特征在于:
所述填充剂为层状硅酸盐。
说明书
技术领域
本发明涉及一种摩擦传动带。
背景技术
作为汽车所产生的异常声音问题,存在这样一种情况,即:在雨天行驶时进入到发动机室内的水存在于附件驱动用多楔带与带轮之间,为此多楔带就会在带轮上产生打滑而发出打滑音。并且,在专利文献1中以抑制上述打滑音为目的公开了下述技术内容,即:用在乙烯-α-烯烃弹性体中分别配合了10~50质量份的氮吸附比表面积(BET)为100~300m2/g的硅石、5~50质量份的聚酰胺短纤维和对位芳香族聚酰胺短纤维中的任一短纤维、以及小于等于30质量份的棉短纤维而得到的橡胶组合物作为形成多楔带的压缩橡胶层的橡胶组合物。
在专利文献2中以提高耐久性为目的公开了下述技术内容,即:在形成自动二轮摩托车(scooter)的变速机用V带的压缩橡胶层的橡胶组合物中配合芳香族聚酰胺短纤维和聚酯短纤维。
专利文献1:日本公开特许公报特开2011-252510号公报
专利文献2:日本公开特许公报特开2004-125164号公报
发明内容
本发明涉及一种摩擦传动带,由配合有短纤维的橡胶组合物形成了带轮接触部分,并且短纤维从该带轮接触部分的表面突出,所述短纤维仅包含芳香族聚酰胺短纤维和公定回潮率在4%以下的非芳香族聚酰胺合成短纤维。
附图说明
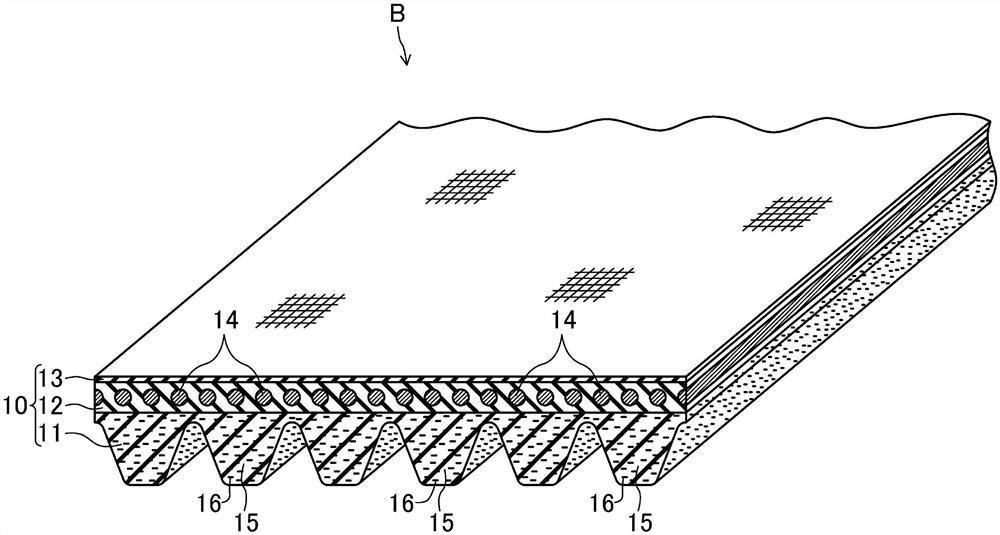
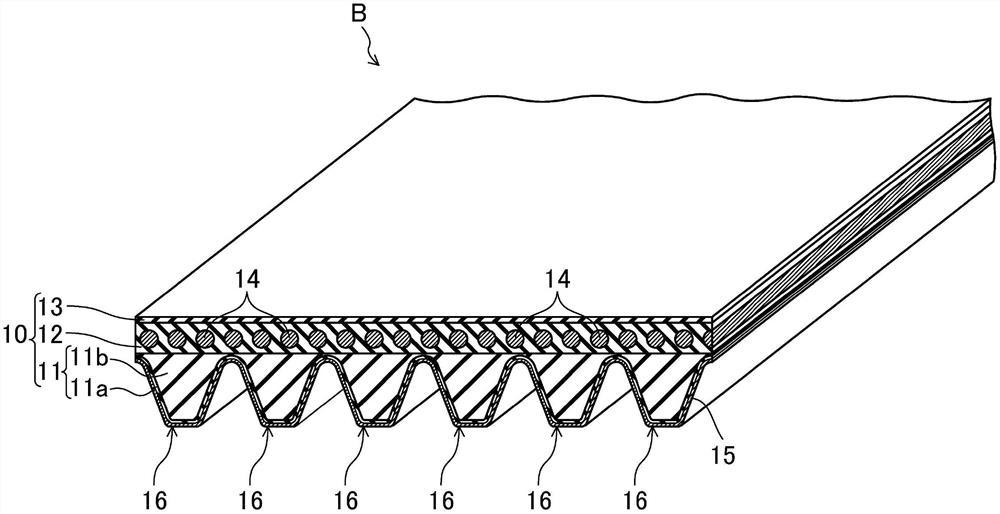
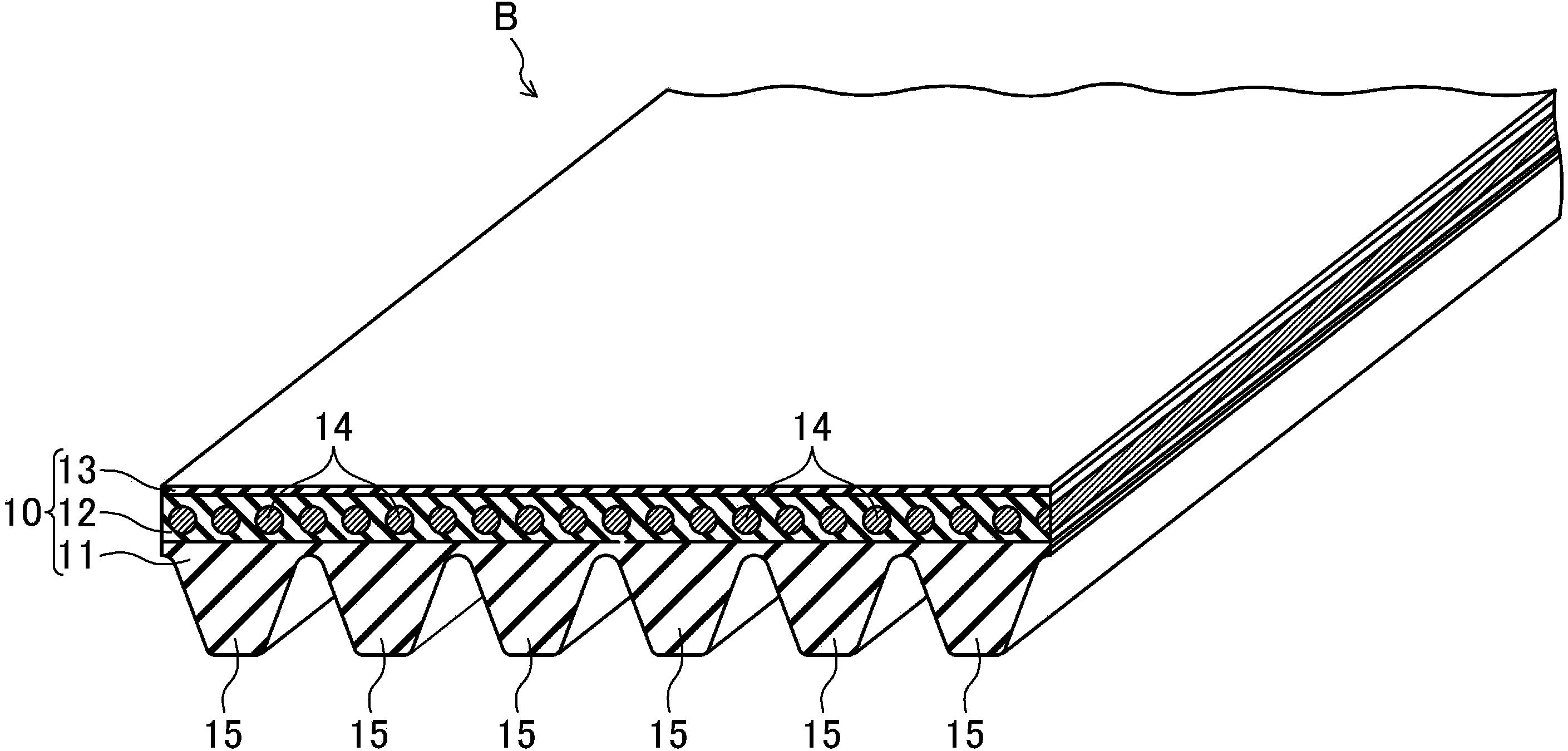
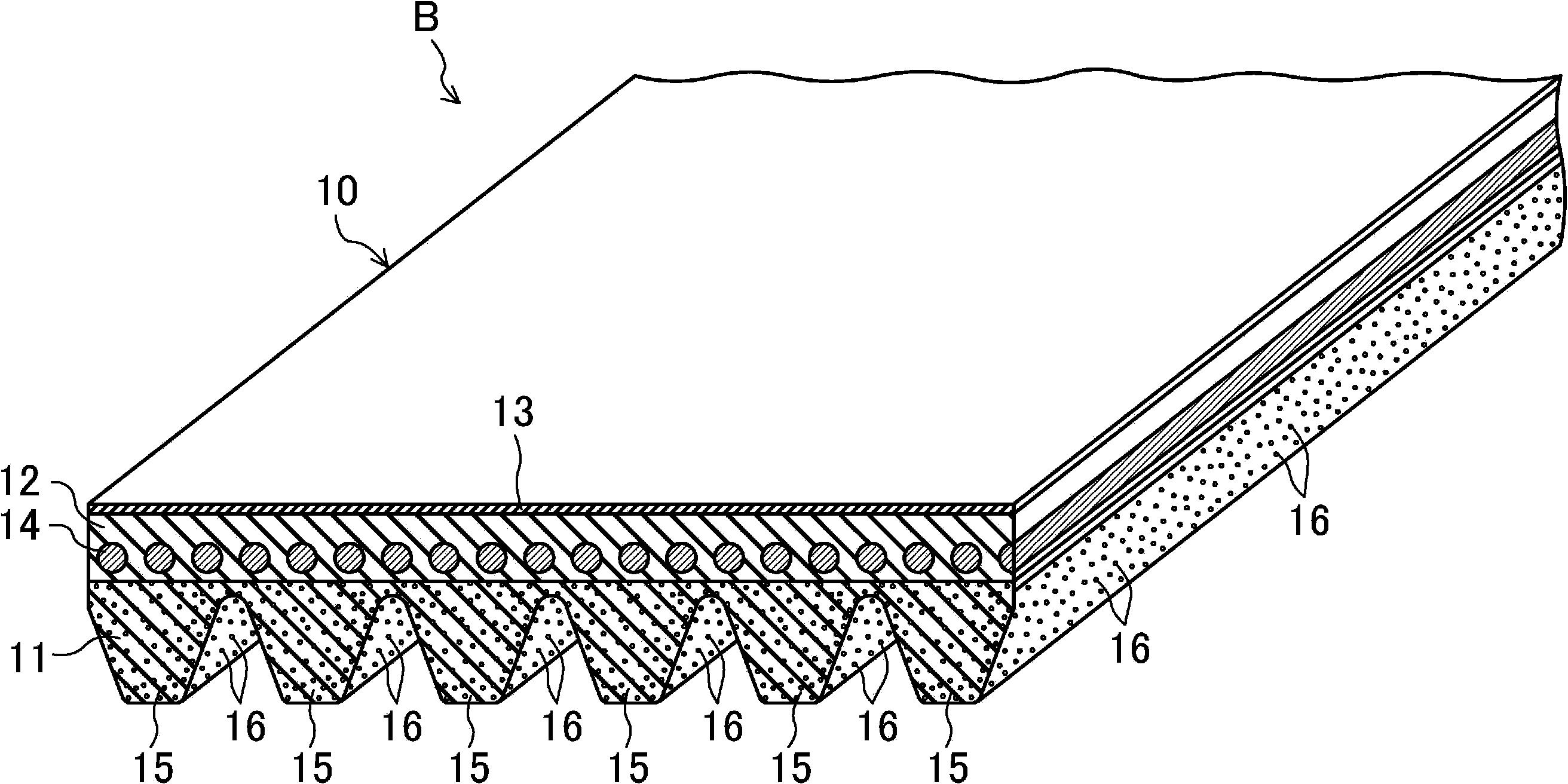
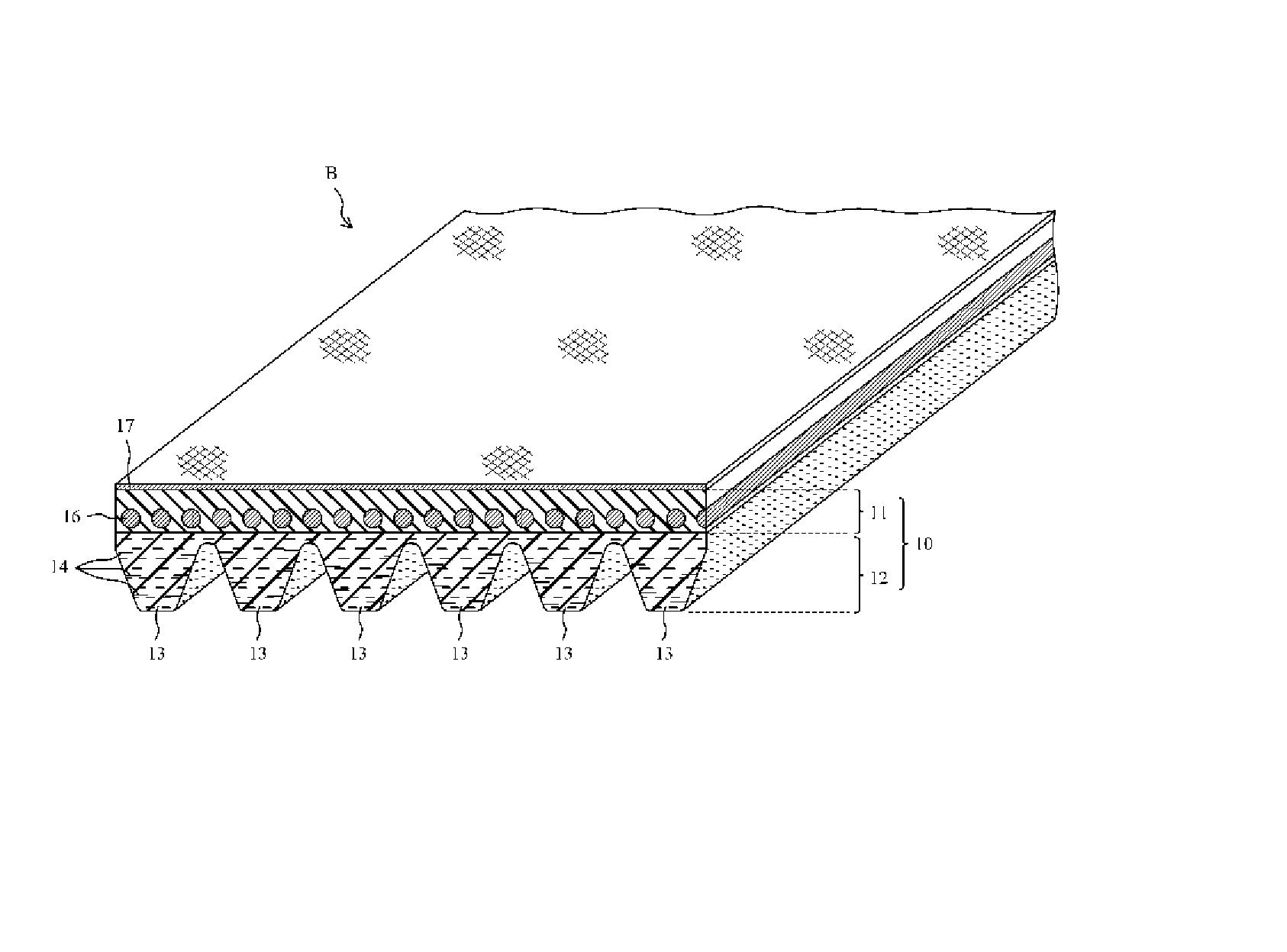
图1是从第一实施方式所涉及的多楔带上切下来的一片的立体图。
图2是第一实施方式所涉及的多楔带的一部分的横向剖视图。
图3是附件驱动带传动装置的带轮平面布置图。
图4是示出第一实施方式所涉及的多楔带的制造方法的第一说明图。
图5是示出第一实施方式所涉及的多楔带的制造方法的第二说明图。
图6是示出第一实施方式所涉及的多楔带的制造方法的第三说明图。
图7是示出第一实施方式所涉及的多楔带的制造方法的第四说明图。
图8是示出第一实施方式所涉及的多楔带的制造方法的第五说明图。
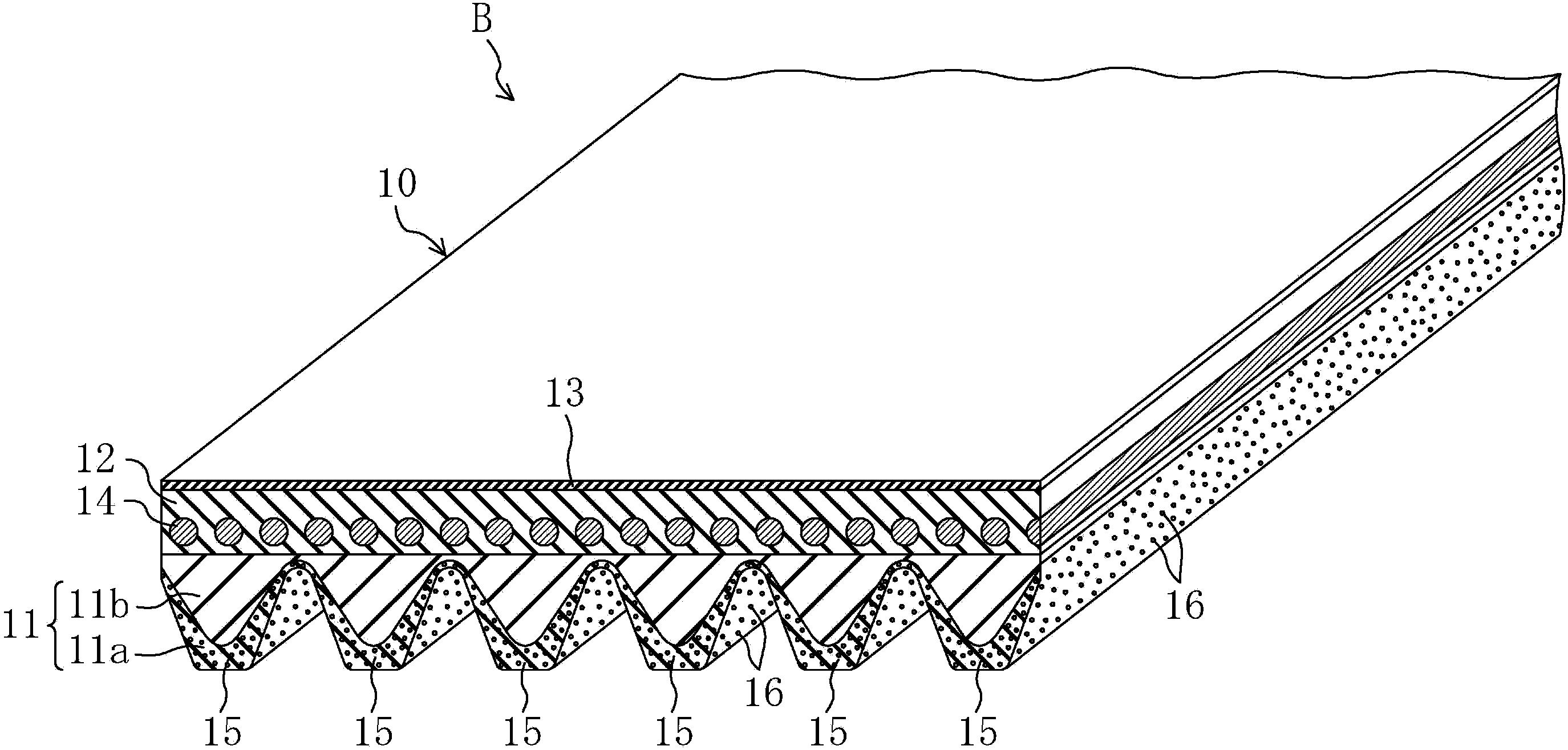
图9是从第二实施方式所涉及的多楔带上切下来的一片的立体图。
图10是第二实施方式所涉及的多楔带的一部分的横向剖视图。
图11是用于制造第二实施方式所涉及的多楔带的带成形模的纵向剖视图。
图12是用于制造第二实施方式所涉及的多楔带的带成形模的局部纵向剖视图。
图13是示出第二实施方式所涉及的多楔带的制造方法的第一说明图。
图14是示出第二实施方式所涉及的多楔带的制造方法的第二说明图。
图15是示出第二实施方式所涉及的多楔带的制造方法的第三说明图。
图16是示出第二实施方式所涉及的多楔带的制造方法的第四说明图。
图17是溅上水时异常声音试验用带走行试验机的带轮平面布置图。
图18是传递能力试验用带走行试验机的带轮平面布置图。
图19是耐热耐久性试验用带走行试验机的带轮平面布置图。
图20是耐弯曲性试验用带走行试验机的带轮平面布置图。
具体实施方式
下面,参照附图对实施方式进行详细说明。
(第一实施方式)
图1和图2示出第一实施方式所涉及的多楔带B(摩擦传动带)。第一实施方式所涉及的多楔带B例如用于设置在汽车发动机室内的附件驱动带传动装置等。第一实施方式所涉及的多楔带B的尺寸如下所示,例如带周长为700~3000mm,带宽为10~36mm,带厚为4.0~5.0mm。
第一实施方式所涉及的多楔带B包括多楔带主体10,该多楔带主体10由带内周侧的构成带轮接触部分的压缩橡胶层11、中间的粘合橡胶层12和带外周侧的背面橡胶层13这三层橡胶层构成。在粘合橡胶层12中埋设有芯线14,该芯线14布置成形成在带宽方向上具有螺距的螺旋。
压缩橡胶层11构成带轮接触部分,在压缩橡胶层11设有多个V型楔15,该多个V型楔15朝着带内周一侧垂下来。多个V型楔15分别形成为沿带长方向延伸的剖面呈近似倒三角形的突条,并排列着设置在带宽方向上。各个V型楔15的尺寸如下所示,例如楔高为2.0~3.0mm,基端间的宽度为1.0~3.6mm。楔数为例如3~6个(在图1中楔数为6个)。压缩橡胶层11由橡胶组合物形成,该橡胶组合物是通过下述方法得到的,即:在橡胶成分中配合各种配合剂混炼得到未交联橡胶组合物,对该未交联橡胶组合物进行加热和加压并利用交联剂使之交联,便制成了上述橡胶组合物。
作为形成压缩橡胶层11的橡胶组合物的橡胶成分能够列举出:例如乙烯-α-烯烃弹性体(EPDM、EPR等)、氯丁橡胶(CR)、氯磺化聚乙烯橡胶(CSM)、氢化丁腈橡胶(H-NBR)等。这当中优选乙烯-α-烯烃弹性体,其中则优选EPDM。橡胶成分可以由一种橡胶构成,也可以由多种橡胶混合而成。
作为配合剂能够列举出:补强剂、填充剂、抗老化剂、软化剂、交联剂、硫化促进剂、硫化促进助剂等。
作为补强剂能够列举出例如炭黑和硅石。作为炭黑能够列举出:例如槽黑;炉黑如超耐磨炉黑(SAF)、中超耐磨炉黑(ISAF)、N-339、高耐磨炉黑(HAF)、N-351、中耐磨炉黑(MAF)、快压出炉炭黑(FEF)、半补强炉黑(SRF)、通用炉黑(GPF)、超导电炉黑(ECF)、N-234等;热解炭黑如细粒子热解炭黑(Fine Thermal Furnace Black:FT)、中粒子热解炭黑(Medium Thermal Furnace Black:MT)等;以及乙炔黑。补强剂既可以由一种补强剂构成,也可以由多种补强剂构成。从带的耐磨损性与耐弯曲性保持良好平衡的观点来看,优选补强剂相对于橡胶成分100质量份的配合量为30~80质量份,更优选为40~70质量份,进而更优选为50~70质量份。
作为填充剂能够列举出:例如碳酸钙、包含膨润土的层状硅酸盐等无机填充剂等。其中从提高抑制溅上水时产生的打滑音的效果的这一观点出发优选吸水性佳的层状硅酸盐。作为层状硅酸盐能够列举出:蒙脱石族、蛭石族及高岭土族。作为蒙脱石族能够列举出:例如蒙脱石、贝保石、皂石、锂皂石等。作为蛭石族能够列举出:例如三八面体型蛭石、二八面体型蛭石等。作为高岭土族能够列举出:例如高岭石、迪开石、埃洛石、利蛇纹石、镁绿泥石、纤蛇纹石等。优选其中蒙脱石族的蒙脱石。填充剂既可以由一种填充剂构成,也可以由多种填充剂构成。优选填充剂相对于橡胶成分100质量份的配合量为10~70质量份,更优选为20~60质量份,进而更优选为25~35质量份。优选补强剂和填充剂相对于橡胶成分100质量份的总配合量为40~150质量份,更优选为55~115质量份,进而更优选为70~80质量份。
作为抗老化剂能够列举出:胺类抗老化剂、喹啉类抗老化剂、氢醌衍生物抗老化剂、酚类抗老化剂、亚磷酸酯类抗老化剂。抗老化剂可以由一种抗老化剂构成,也可以由多种抗老化剂构成。抗老化剂相对于橡胶成分100质量份的配合量例如为0~8质量份。
作为软化剂能够列举出:例如石蜡类油等矿物油类软化剂;蓖麻油、棉籽油、亚麻籽油、菜籽油、豆油、棕榈油、椰子油、花生油、木蜡、松香、松油等植物油类软化剂;石油类软化剂。软化剂既可以由一种软化剂构成,也可以由多种软化剂构成。软化剂相对于橡胶成分100质量份的配合量例如为2~30质量份。
作为交联剂能够列举出:例如硫、有机过氧化物。作为交联剂,可以使用硫,也可以使用有机过氧化物,还可以是硫和有机过氧化物一起使用。在交联剂为硫的情况下,优选交联剂相对于橡胶成分100质量份的配合量例如为0.5~4.0质量份;在交联剂为有机过氧化物的情况下,优选交联剂相对于橡胶成分100质量份的配合量例如为0.5~8质量份。
作为硫化促进剂能够列举出:例如,秋兰姆类(例如TET等)硫化促进剂、二硫代氨基甲酸盐类(例如EZ等)硫化促进剂、次磺酰胺(sulfonamide)类(例如MSA等)硫化促进剂等。硫化促进剂既可以由一种硫化促进剂构成,也可以由多种硫化促进剂构成。硫化促进剂相对于橡胶成分100质量份的配合量例如为2~10质量份。
作为硫化促进助剂能够列举出:例如氧化镁、氧化锌(锌白)等金属氧化物、金属碳酸盐、硬脂酸等脂肪酸及其衍生物等。硫化促进助剂既可以由一种硫化促进助剂构成,也可以由多种硫化促进助剂构成。硫化促进助剂相对于橡胶成分100质量份的配合量例如为0.5~8质量份。
在形成压缩橡胶层11的橡胶组合物中配合有短纤维16。并且,短纤维16仅包含芳香族聚酰胺短纤维和公定回潮率在4%以下的非芳香族聚酰胺合成短纤维。优选短纤维16设置成沿带宽方向取向。可以对短纤维16进行例如浸渍到间苯二酚-甲醛-胶乳水溶液(以下称其为“RFL水溶液”。)中后再加热的粘合处理,也可以不进行上述粘合处理。在为前者的情况下,可以对芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维都进行粘合处理,也可以仅对其中的任一短纤维进行粘合处理。优选短纤维16相对于橡胶成分100质量份的总配合量为10~85质量份,更优选为15~40质量份,进而更优选为20~30质量份。
作为芳香族聚酰胺短纤维能够列举出对位类芳香族聚酰胺短纤维和间位类芳香族聚酰胺短纤维。芳香族聚酰胺短纤维可以仅由对位类芳香族聚酰胺短纤维构成,也可以仅由间位类芳香族聚酰胺短纤维构成,还可以是包含这两类芳香族聚酰胺短纤维而构成的。对位类芳香族聚酰胺短纤维的公定回潮率为3%,间位类芳香族聚酰胺短纤维的公定回潮率为5.25%。
芳香族聚酰胺短纤维的纤维长度优选为0.1~10mm,更优选为0.5~5mm。芳香族聚酰胺短纤维的纤维直径例如为10~50μm。芳香族聚酰胺短纤维相对于橡胶成分100质量份的配合量优选为2~25质量份,更优选为3~10质量份,进而更优选为3~7质量份。在芳香族聚酰胺短纤维包含对位类芳香族聚酰胺短纤维和间位类芳香族聚酰胺短纤维的情况下,对位类芳香族聚酰胺短纤维和间位类芳香族聚酰胺短纤维的配合质量比优选为对位类芳香族聚酰胺短纤维/间位类芳香族聚酰胺短纤维=1/9~10/0,更优选为5/5~7/3。
非芳香族聚酰胺合成短纤维的公定回潮率在4%以下,而优选在2%以下,更优选在1%以下。纤维的公定回潮率指的是在温度为20℃、湿度为65%的环境下纤维所具有的含水率,在例如JIS L0105中记载了各种纤维的公定回潮率值。作为公定回潮率在4%以下的非芳香族聚酰胺合成短纤维能够列举出:例如,聚酯短纤维(0.4%)、丙烯酸短纤维(2.0%)、聚氨酯短纤维(1.0%)、聚乙烯短纤维(0.0%)等。优选其中的聚酯短纤维。非芳香族聚酰胺合成短纤维可以由一种短纤维构成,也可以由多种短纤维构成。
非芳香族聚酰胺合成短纤维的纤维长度优选为0.5~10mm,更优选为1~3mm。非芳香族聚酰胺合成短纤维的纤维直径例如为10~50μm。非芳香族聚酰胺合成短纤维相对于橡胶成分100质量份的配合量优选为5~60质量份,更优选为10~30质量份,进而更优选为15~25质量份。
芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的纤维长度可以是前者比后者长,也可以是前者比后者短,还可以是两者长度相等。芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的纤维长度比优选为芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维=0.1~10,更优选为0.3~3。
芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的纤维直径可以是前者比后者大,也可以是前者比后者小,还可以是两者直径相等。芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的纤维直径比优选为芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维=0.01~100,更优选为0.05~10。
芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维相对于橡胶成分100质量份的配合量可以是前者比后者多,也可以是前者比后者少,还可以是两者的配合量相等。不过,从很好地混炼加工橡胶组合物的观点出发,优选芳香族聚酰胺短纤维的配合量比非芳香族聚酰胺合成短纤维的配合量少,芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的配合质量比优选为芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维=0.01~100,更优选为0.05~2,进而更优选为0.1~0.5,特别优选的是0.2~0.3。
短纤维16设置成:从构成带轮接触部分的压缩橡胶层11的V型楔15的表面突出。短纤维16的突出长度优选为0.01~5mm,更优选为0.05~2mm。在此,能够通过利用SEM等电子显微镜观察进行测量而求出短纤维16的突出长度。此外,在为专利文献2所公开的变速机用V带的情况下,由于带轮接触面为V形切割面,因而短纤维并未从带轮接触面突出。
优选芳香族聚酰胺短纤维的突出长度比非芳香族聚酰胺合成短纤维的突出长度长。在这种情况下,具体而言,芳香族聚酰胺短纤维的突出长度优选为0.05~5mm,更优选为0.1~2mm,非芳香族聚酰胺合成短纤维的突出长度优选为0.01~2mm,更优选为0.05~1mm。芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的突出长度之比优选为芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维=1~10,更优选为3~6。此外,若对配合有芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的橡胶组合物进行研磨,就能够实现上述短纤维16从表面突出的形态,不过此时强度相对较高的芳香族聚酰胺短纤维的突出长度会比强度相对较低的非芳香族聚酰胺合成短纤维长。因此,如下文所述,通过对配合有芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的橡胶组合物进行研磨经加工形成V型楔15,就能很容易地实现上述结构。而且,通过使芳香族聚酰胺短纤维的纤维长度大于非芳香族聚酰胺合成短纤维的纤维长度,也能够实现上述结构。
在构成带轮接触部分的压缩橡胶层11的V型楔15表面,短纤维16的总面积占有率优选为40~99%,更优选为60~95%,进而更优选为80~95%。芳香族聚酰胺短纤维的面积占有率优选为30~80%,更优选为30~70%,进而更优选为35~50%。非芳香族聚酰胺合成短纤维的面积占有率优选为15~65%,更优选为20~50%,进而更优选为40~50%。芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的面积占有率之比优选为芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维=0.1~10,更优选为0.5~2,进而更优选为0.8~1.5。在此,利用图像分析软件(例如,三谷商事公司制,商品名:WinROOF)对通过显微镜观察到的V型楔15表面的照片进行分析,就能够求出短纤维16的面积占有率。此外,能够根据短纤维16的配合量来调节短纤维16的面积占有率。
根据该第一实施方式所涉及的多楔带B,如上所述,由于从构成带轮接触部分的压缩橡胶层11的V型楔15表面突出的短纤维16仅包含芳香族聚酰胺短纤维和公定回潮率在4%以下的非芳香族聚酰胺合成短纤维,因而能够抑制当溅上水时产生的打滑音。此外,当短纤维包括芳香族聚酰胺短纤维和公定回潮率大于4%的例如尼龙短纤维时,就无法获得上述作用和效果。
除此以外,在形成压缩橡胶层11的橡胶组合物中还可以配合有表面活性剂等。
粘合橡胶层12构成为带状,其剖面呈横向长度较长的矩形,厚度例如为1.0~2.5mm。背面橡胶层13也构成为带状,其剖面呈横向长度较长的矩形,厚度例如为0.4~0.8mm。从抑制带背面与其所接触的平带轮之间产生的声音的观点出发,优选背面橡胶层13的表面形成为转印有纺织布的布纹的形态。粘合橡胶层12和背面橡胶层13由橡胶组合物形成,该橡胶组合物是通过下述方法得到的,即:在橡胶成分中配合各种配合剂混炼得到未交联橡胶组合物,对该未交联橡胶组合物进行加热和加压并利用交联剂使之交联,便制成了上述橡胶组合物。从抑制因带背面与其所接触的平带轮接触而产生粘着的现象的观点出发,优选背面橡胶层13由比粘合橡胶层12硬的橡胶组合物形成。此外,也可以构成为:由压缩橡胶层11和粘合橡胶层12构成多楔带主体10,并设置例如由棉、聚酰胺纤维、聚酯纤维、芳香族聚酰胺纤维等纤维线形成的纺织布、编织物、无纺布等制成的补强布来代替背面橡胶层13。
作为形成粘合橡胶层12和背面橡胶层13的橡胶组合物的橡胶成分能够列举出:例如乙烯-α-烯烃弹性体(EPDM、EPR等)、氯丁橡胶(CR)、氯磺化聚乙烯橡胶(CSM)、氢化丁腈橡胶(H-NBR)等。优选粘合橡胶层12和背面橡胶层13的橡胶成分与压缩橡胶层11的橡胶成分相同。作为配合剂所能列举出的与压缩橡胶层11相同,例如有:补强剂、填充剂、抗老化剂、软化剂、交联剂、硫化促进剂、硫化促进助剂等。可以在形成粘合橡胶层12和背面橡胶层13的橡胶组合物中配合短纤维,也可以在该橡胶组合物中不配合短纤维。
压缩橡胶层11、粘合橡胶层12和背面橡胶层13可以由不同配合的橡胶组合物形成,也可以由相同配合的橡胶组合物形成。
芯线14由聚酯纤维(PET)、聚萘二甲酸乙二醇酯纤维(PEN)、芳香族聚酰胺纤维、维纶纤维等的拈线制成。为了赋予芯线14与多楔带主体10相粘合的粘合性,在成形加工前对芯线14进行了下述处理,即:将该芯线浸渍到RFL水溶液中后再加热的粘合处理和/或浸渍到橡胶糊中后再干燥的粘合处理。
图3示出使用了第一实施方式所涉及的多楔带B的汽车附件驱动带传动装置20的带轮平面布置情况。该附件驱动带传动装置20采用多楔带B缠绕在四个楔带轮和两个平带轮共六个带轮上来传递动力的S形驱动方式(serpentine drive type)。
该附件驱动带传动装置20包括:位于最上方的动力转向装置用带轮21、配置在该动力转向装置用带轮21的略靠右斜下方的交流发电机用带轮22、配置在动力转向装置用带轮21的左斜下方且交流发电机用带轮22的左斜上方并是平带轮的张紧轮23、配置在交流发电机用带轮22的左斜下方且张紧轮23的正下方并是平带轮的水泵用带轮24、配置在张紧轮23和水泵用带轮24的左斜下方的曲轴带轮25、以及配置在水泵用带轮24和曲轴带轮25的右斜下方的空调用带轮26。在上述带轮中除为平带轮的张紧轮23和水泵用带轮24以外,其它带轮都是楔带轮。这些楔带轮和平带轮例如由金属冲压加工件、铸件或者尼龙树脂、酚树脂等树脂成形品制成,且带轮直径为φ50~150mm。
在该附件驱动带传动装置20中,多楔带B被布置成:先缠绕在动力转向装置用带轮21上,使V型楔15一侧接触动力转向装置用带轮21;然后缠绕在张紧轮23上,使带背面接触张紧轮23;之后依次缠绕在曲轴带轮25和空调用带轮26上,使V型楔15一侧接触曲轴带轮25和空调用带轮26;然后再缠绕在水泵用带轮24上,使带背面接触水泵用带轮24;之后再缠绕在交流发电机用带轮22上,使V型楔15一侧接触交流发电机用带轮22;最后返回到动力转向装置用带轮21。
在该附件驱动带传动装置20中,使用了第一实施方式所涉及的多楔带B,并且从构成该带轮接触部分的压缩橡胶层11的V型楔15表面突出的短纤维16仅包含芳香族聚酰胺短纤维和公定回潮率在4%以下的非芳香族聚酰胺合成短纤维,因而能够抑制当溅上水时产生的打滑音。
下面,参照图4至图8对第一实施方式所涉及的多楔带B的制造方法之一例进行说明。
当制造第一实施方式所涉及的多楔带B时,首先在橡胶成分中配合包含短纤维16的各种配合物,用捏合机、密炼机等混炼机进行混炼,再利用压延成形等使经混炼所得到的未交联橡胶组合物形成为片状,从而制成了压缩橡胶层11用未交联橡胶片11’(用以形成带的未交联橡胶组合物)。在该压缩橡胶层11用未交联橡胶片11’中,短纤维16沿该未交联橡胶片11’的长度方向取向。采用相同的方法还制成了粘合橡胶层12用未交联橡胶片12’和背面橡胶层13用未交联橡胶片13’。而且,进行将构成芯线14的拈线14’浸渍到RFL水溶液中后再加热的粘合处理,并且根据需要还进行将拈线14’浸渍到橡胶糊中后再加热干燥的粘合处理。
接着,如图4所示,在圆筒模31的外周面上依次缠绕层叠背面橡胶层13用未交联橡胶片13’和粘合橡胶层12用未交联橡胶片12’,从该未交联橡胶片12’上将芯线14用拈线14’以螺旋状缠绕到圆筒模31上,进而再从该拈线14’上依次缠绕层叠粘合橡胶层12用未交联橡胶片12’和压缩橡胶层11用未交联橡胶片11’,从而成形出带形成用成形体B’。此外,在欲构成为使压缩橡胶层11中的短纤维16沿带宽方向取向的情况下,只要将压缩橡胶层11用未交联橡胶片11’布置成使短纤维16的取向方向与圆筒模31的轴向相一致即可。
接着,如图5所示,将橡胶套32套在带形成用成形体B’上,然后将其置于硫化机内再进行密封,并对硫化机内填充高温高压蒸气,让该状态保持规定时间。此时,未交联橡胶片11’、12’、13’进行交联成为一体,并与拈线14’复合,如图6所示,最后便成形出圆筒状带坯S。带坯S的成形温度例如为100~180℃,成形压力例如为0.5~2.0MPa,成形时间例如为10~60分钟。
接着,将蒸气从硫化机内排出并解除密封后,取出在圆筒模31上成形出来的带坯S。
然后,如图7所示,将带坯S架设在一对带坯悬挂轴33之间,并且边让沿周向延伸的V型楔形状的槽沿着轴向连续设置在外周面上的磨轮34旋转,边让该磨轮34接触带坯S的外周面,而且让带坯S也在一对带坯悬挂轴33之间旋转,从而对该带坯S的外周面的整个一周进行研磨。此时,如图8所示,能够实现在带坯S的外周面上形成了V型楔15,并且短纤维16从该V型楔15表面突出的形态。此外,也可以根据需要沿长度方向将带坯S分割后再进行研磨。
并且,将经研磨而形成了V型楔15的带坯S切成规定宽度的圆环,再将表里面翻过来,从而就得到了第一实施方式所涉及的多楔带B。
(第二实施方式)
图9和图10示出第二实施方式所涉及的多楔带B(摩擦传动带)。此外,名称与第一实施方式相同的部分用与第一实施方式相同的符号表示。第二实施方式所涉及的多楔带B与第一实施方式所涉及的多楔带B相同也例如用于设置在汽车发动机室内的附件驱动带传动装置等。
第二实施方式所涉及的多楔带B具有下述结构,即:形成压缩橡胶层11的橡胶组合物中未配合短纤维,而在构成带轮接触部分的压缩橡胶层11的V型楔15表面附着有短纤维16,并且短纤维16设置成从该表面突出。
与第一实施方式相同,短纤维16仅包含芳香族聚酰胺短纤维和公定回潮率在4%以下的非芳香族聚酰胺合成短纤维。可以对短纤维16进行例如浸渍到RFL水溶液中后再加热的粘合处理,也可以不进行上述粘合处理。可以对芳香族聚酰胺短纤维及非芳香族聚酰胺合成短纤维都进行上述粘合处理,也可以仅对其中的任一短纤维进行上述粘合处理。若将短纤维16的附着量换算成在构成带轮接触部分的压缩橡胶层11的V型楔15表面中短纤维16的总面积占有率的话,则优选为40~95%,更优选为60~90%。
作为芳香族聚酰胺短纤维能够列举出对位类芳香族聚酰胺短纤维和间位类芳香族聚酰胺短纤维。芳香族聚酰胺短纤维可以仅由对位类芳香族聚酰胺短纤维构成,也可以仅由间位类芳香族聚酰胺短纤维构成,还可以是包含这两类芳香族聚酰胺短纤维而构成的。对位类芳香族聚酰胺短纤维的公定回潮率为3%,间位类芳香族聚酰胺短纤维的公定回潮率为5.25%。
芳香族聚酰胺短纤维的纤维长度优选为0.1~10mm,更优选为0.5~5mm。芳香族聚酰胺短纤维的纤维直径例如为10~50μm。若将芳香族聚酰胺短纤维的附着量换算成芳香族聚酰胺短纤维的面积占有率,则优选为30~80%,更优选为40~70%。在芳香族聚酰胺短纤维包含对位类芳香族聚酰胺短纤维和间位类芳香族聚酰胺短纤维的情况下,若将对位类芳香族聚酰胺短纤维和间位类芳香族聚酰胺短纤维的附着比换算成面积占有率的话,则优选对位类芳香族聚酰胺短纤维/间位类芳香族聚酰胺短纤维=1/9~10/0,更优选为5/5~7/3。
非芳香族聚酰胺合成短纤维的公定回潮率在4%以下,而优选在2%以下,更优选在1%以下。作为公定回潮率在4%以下的非芳香族聚酰胺合成短纤维能够列举出:例如,聚酯短纤维、丙烯酸短纤维等。优选其中的聚酯短纤维。非芳香族聚酰胺合成短纤维可以由一种短纤维构成,也可以由多种短纤维构成。
非芳香族聚酰胺合成短纤维的纤维长度优选为0.5~10mm,更优选为1~3mm。非芳香族聚酰胺合成短纤维的纤维直径例如为10~50μm。若将非芳香族聚酰胺合成短纤维的附着量换算成非芳香族聚酰胺合成短纤维的面积占有率,则优选为15~65%,更优选为20~50%。
芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的纤维长度可以是前者比后者长,也可以是前者比后者短,还可以是两者长度相等。芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的纤维直径可以是前者比后者大,也可以是前者比后者小,还可以是两者直径相等。芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的附着量可以是前者比后者多,也可以是前者比后者少,还可以是两者的附着量相等。不过,优选芳香族聚酰胺短纤维的附着量比非芳香族聚酰胺合成短纤维的附着量少,若将芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的附着量之比换算成面积占有率之比的话,则优选为芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维=0.1~10,更优选为0.5~5。
短纤维16的突出长度优选为0.01~5mm,更优选为0.05~2mm。
优选芳香族聚酰胺短纤维的突出长度比非芳香族聚酰胺合成短纤维的突出长度长。在这种情况下,具体而言,芳香族聚酰胺短纤维的突出长度优选为0.01~5mm,更优选为0.05~2mm,非芳香族聚酰胺合成短纤维的突出长度优选为0.01~2mm,更优选为0.05~1mm。芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的突出长度之比优选为芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维=1~10,更优选为3~6。通过使芳香族聚酰胺短纤维的纤维长度大于非芳香族聚酰胺合成短纤维的纤维长度,就能够实现上述结构。
根据该第二实施方式所涉及的多楔带B,如上所述,由于从构成带轮接触部分的压缩橡胶层11的V型楔15表面突出的短纤维16仅包含芳香族聚酰胺短纤维和公定回潮率在4%以下的非芳香族聚酰胺合成短纤维,因而能够抑制当溅上水时产生的打滑音。
下面,参照图11至图16对第二实施方式所涉及的多楔带B的制造方法之一例进行说明。
当制造第二实施方式所涉及的多楔带B时,如图11和图12所示,使用了由设置成互为同心状的、挠性圆筒状内模41和外模42构成的带成形模40。
在该带成形模40中,内模41由橡胶等挠性材料制成。内模41的外周面构成为成形面,在该内模41的外周面上设置有纺织布的布纹图案等。外模42由金属等刚性材料制成。外模42的内周面构成为成形面,在该外模42的内周面上形成了V型楔形成面43。在外模42上,设置有让水蒸气等传热介质或水等制冷介质流通以调节温度的温度调节机构。并且,在该带成形模40中设置有加压部件,该加压部件用以从内部对内模41加压使其膨胀。
当制造第二实施方式所涉及的多楔带B时,首先在橡胶成分中配合各种配合物,用捏合机、密炼机等混炼机进行混炼,再利用压延成形等使经混炼所得到的未交联橡胶组合物形成为片状,从而制成了压缩橡胶层11用未交联橡胶片11’。采用相同的方法还制成了粘合橡胶层12用未交联橡胶片12’和背面橡胶层13用未交联橡胶片13’。而且,在进行了将构成芯线14的拈线14’浸渍到RFL水溶液中并加热的粘合处理后,进行将拈线14’浸渍到橡胶糊中再加热干燥的粘合处理。
接着,如图13所示,将橡胶套45套在表面平滑的圆筒状筒44上,再在其上依次缠绕层叠背面橡胶层13用未交联橡胶片13’和粘合橡胶层12用未交联橡胶片12’,从该未交联橡胶片12’上将芯线14用拈线14’以螺旋状缠绕到圆筒状内模41上,进而再从该拈线14’上依次缠绕层叠粘合橡胶层12用未交联橡胶片12’和压缩橡胶层11用未交联橡胶片11’,从而便成形出带形成用成形体B’。
接着,如图14所示,在带形成用成形体B’的位于最外层的压缩橡胶层11用未交联橡胶片11’的表面上喷涂短纤维16。此时,在带形成用成形体B’的表面就形成了短纤维层F。从提高对带形成用成形体B’的附着性的观点出发,优选对喷涂的短纤维16施加例如10~100kV的电压使短纤维16带电。此外,可采用普通的粉体喷涂装置喷涂短纤维16。此外,芳香族聚酰胺短纤维和非芳香族聚酰胺合成短纤维的喷涂可以同时进行,也可以分开进行。而且,也可以不对带形成用成形体B’喷涂短纤维16,而是将短纤维喷涂在外模42的内周面上。
接着,如图15所示,将设置了喷涂有短纤维16的带形成用成形体B’的橡胶套45从圆筒状筒44上取下来,然后将其置于外模42中,再使内模41位于安装在外模42中的橡胶套45内并进行密封。
接着,将外模42加热到规定温度,并向内模41的已密封的内部注入高压空气等进行加压,使该状态保持规定时间。此时,内模41膨胀,使得带形成用成形体B’压接到外模42的成形面上,并且使未交联橡胶片11’、12’、13’进行交联成为一体并与拈线14’和短纤维16复合,如图16所示,最后便成形出圆筒状带坯S,在该圆筒状带坯S的内周侧形成有V型楔15,并且在该V型楔15的表面附着了与该V型楔15复合的短纤维16。带坯S的成形温度例如为100~180℃,成形压力例如为0.5~2.0MPa,成形时间例如为10~60分钟。
并且,对内模41的内部进行减压解除密封后,取出已在内模41和外模42之间成形的带坯S,将该带坯S切成规定宽度的圆环,再将表里面翻过来,从而就得到了多楔带B。
其它结构、作用及效果都与第一实施方式相同。
(其它实施方式)
在所述第一实施方式和第二实施方式中以多楔带B作为对象,不过即使是V带、平带等其它摩擦传动带也能够收到相同的作用和效果。
实施例
(多楔带)
制作出下述实施例1~7及比较例1~5的多楔带。在表1和表2中也示出了上述多楔带各自的构成。
<实施例1>
准备了下述压缩橡胶层用未交联橡胶片。该压缩橡胶层用未交联橡胶片的制法如下:以EPDM(三井化学公司制,商品名:EPT3045)作为橡胶成分,相对于该橡胶成分100质量份配合HAF炭黑(东海碳素(TOKAI CARBON)公司制,商品名:SEAST SO)60质量份、抗老化剂(大内新兴化学公司制,商品名:NOCRAC MB)2质量份、作为软化剂的石蜡类油(出光兴产公司制,商品名:Diana Process Oil PS-90)10质量份、硫(细井化学公司制,商品名:Oil Sulfur)2.3质量份、硫化促进剂(三新化学公司制,商品名:Sunceller EM-2)1.4质量份、作为硫化促进助剂的氧化锌(SAKAI化学工业公司制,商品名:锌白2号)、对位类芳香族聚酰胺短纤维(帝人公司制,商品名:Technora,纤维长度为3mm,纤维直径为14.3μm,公定回潮率为3.0%)3质量份、以及作为非芳香族聚酰胺合成短纤维的聚酯短纤维(帝人公司制,纤维长度为1mm,纤维直径为27.3μm,公定回潮率为0.4%)22质量份,然后在密炼机中混炼后,用压延辊压延,从而便制成了该未交联橡胶片。
同样地还准备了粘合橡胶层用EPDM橡胶组合物的未交联橡胶片和背面橡胶层用EPDM橡胶组合物的未交联橡胶片。还准备了利用RFL水溶液进行了粘合处理的芯线用拈线,该拈线由聚酯纤维制成。
并且,利用与所述第一实施方式相同的方法,制作出由配合有短纤维的EPDM橡胶组合物形成了压缩橡胶层的多楔带,并将该多楔带作为实施例1。
制作出下述两种多楔带以作为实施例1的多楔带,其中一种多楔带的尺寸如下所示,即:带周长为1200mm,带厚为4.3mm,楔数为3个,带宽为10.68mm;另一种多楔带的尺寸如下所示,即:带周长为1200mm,带厚为4.3mm,楔数为6个,带宽为21.36mm。
而且,在实施例1的多楔带中,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维长度比为3.0,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维直径比为0.52,短纤维相对于橡胶成分100质量份的总配合量为25质量份,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的配合质量比为0.14,芳香族聚酰胺短纤维的突出长度为0.7mm,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的突出长度之比为3.5,短纤维的总面积占有率为83%,芳香族聚酰胺短纤维的面积占有率为35%,非芳香族聚酰胺合成短纤维的面积占有率为48%,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的面积占有率之比为0.73。
<实施例2>
采用除了将压缩橡胶层用未交联橡胶片中芳香族聚酰胺短纤维相对于橡胶成分100质量份的配合量设定为5质量份,并将聚酯短纤维相对于橡胶成分100质量份的配合量设定为20质量份以外,其它与实施例1都相同的方法制成了多楔带,将该多楔带作为实施例2。
在实施例2的多楔带中,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维长度比为3.0,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维直径比为0.52,短纤维相对于橡胶成分100质量份的总配合量为25质量份,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的配合质量比为0.25,芳香族聚酰胺短纤维的突出长度为0.7mm,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的突出长度之比为3.5,短纤维的总面积占有率为90%,芳香族聚酰胺短纤维的面积占有率为45%,非芳香族聚酰胺合成短纤维的面积占有率为45%,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的面积占有率之比为1.00。
<实施例3>
采用除了将压缩橡胶层用未交联橡胶片中HAF炭黑相对于橡胶成分100质量份的配合量设定为45质量份,并且相对于橡胶成分100质量份配合了30质量份的作为填充剂的碳酸钙(白石钙工业公司(Shiraishi Calcium Kaisha,Ltd.)制,商品名:白艳化(Haku enka)CC)以外,其它与实施例2都相同的方法制成了多楔带,将该多楔带作为实施例3。
在实施例3的多楔带中,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维长度比为3.0,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维直径比为0.52,短纤维相对于橡胶成分100质量份的总配合量为25质量份,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的配合质量比为0.25,芳香族聚酰胺短纤维的突出长度为0.7mm,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的突出长度之比为3.5,短纤维的总面积占有率为90%,芳香族聚酰胺短纤维的面积占有率为45%,非芳香族聚酰胺合成短纤维的面积占有率为45%,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的面积占有率之比为1.00。
<实施例4>
采用除了将压缩橡胶层用未交联橡胶片中HAF炭黑相对于橡胶成分100质量份的配合量设定为45质量份,并且相对于橡胶成分100质量份配合了30质量份的作为填充剂的膨润土(Hojun Co.,Ltd.制,商品名:Bengel A)以外,其它与实施例2都相同的方法制成了多楔带,将该多楔带作为实施例4。
在实施例4的多楔带中,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维长度比为3.0,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维直径比为0.52,短纤维相对于橡胶成分100质量份的总配合量为25质量份,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的配合质量比为0.25,芳香族聚酰胺短纤维的突出长度为0.7mm,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的突出长度之比为3.5,短纤维的总面积占有率为90%,芳香族聚酰胺短纤维的面积占有率为45%,非芳香族聚酰胺合成短纤维的面积占有率为45%,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的面积占有率之比为1.00。
<实施例5>
采用除了降低研磨条件以抑制切断短纤维以外,其它与实施例2都相同的方法制成了多楔带,将该多楔带作为实施例5。
在实施例5的多楔带中,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维长度比为3.0,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维直径比为0.52,短纤维相对于橡胶成分100质量份的总配合量为25质量份,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的配合质量比为0.25,芳香族聚酰胺短纤维的突出长度为1.5mm,非芳香族聚酰胺合成短纤维的突出长度为0.3mm,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的突出长度之比为5,短纤维的总面积占有率为98%,芳香族聚酰胺短纤维的面积占有率为52%,非芳香族聚酰胺合成短纤维的面积占有率为46%,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的面积占有率之比为1.13。
<实施例6>
采用除了将压缩橡胶层用未交联橡胶片中芳香族聚酰胺短纤维相对于橡胶成分100质量份的配合量设定为25质量份,并将聚酯短纤维相对于橡胶成分100质量份的配合量设定为10质量份以外,其它与实施例1都相同的方法制成了多楔带,将该多楔带作为实施例6。
在实施例6的多楔带中,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维长度比为3.0,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维直径比为0.52,短纤维相对于橡胶成分100质量份的总配合量为35质量份,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的配合质量比为2.5,芳香族聚酰胺短纤维的突出长度为0.7mm,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的突出长度之比为3.5,短纤维的总面积占有率为99%,芳香族聚酰胺短纤维的面积占有率为70%,非芳香族聚酰胺合成短纤维的面积占有率为29%,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的面积占有率之比为2.41。
<实施例7>
采用除了将压缩橡胶层用未交联橡胶片中芳香族聚酰胺短纤维相对于橡胶成分100质量份的配合量设定为5质量份,并将聚酯短纤维相对于橡胶成分100质量份的配合量设定为55质量份以外,其它与实施例1都相同的方法制成了多楔带,将该多楔带作为实施例7。
在实施例7的多楔带中,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维长度比为3.0,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维直径比为0.52,短纤维相对于橡胶成分100质量份的总配合量为60质量份,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的配合质量比为0.09,芳香族聚酰胺短纤维的突出长度为0.7mm,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的突出长度之比为3.5,短纤维的总面积占有率为85%,芳香族聚酰胺短纤维的面积占有率为35%,非芳香族聚酰胺合成短纤维的面积占有率为50%,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的面积占有率之比为0.70。
<比较例1>
采用除了未在压缩橡胶层用未交联橡胶片中配合芳香族聚酰胺短纤维,并且将聚酯短纤维相对于橡胶成分100质量份的配合量设定为25质量份以外,其它与实施例1都相同的方法制成了多楔带,将该多楔带作为比较例1。
在比较例1的多楔带中,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,短纤维的总面积占有率为62%。
<比较例2>
采用除了在压缩橡胶层用未交联橡胶片中配合了作为非芳香族聚酰胺合成短纤维的尼龙短纤维(旭化成公司制,商品名:Leona 66,纤维长度为1mm,纤维直径为27.3μm,公定回潮率为4.5%)以取代聚酯短纤维以外,其它与比较例1都相同的方法制成了多楔带,将该多楔带作为比较例2。
在比较例2的多楔带中,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,短纤维的总面积占有率为71%。
<比较例3>
采用除了在压缩橡胶层用未交联橡胶片中配合了作为非芳香族聚酰胺合成短纤维的棉短纤维(棉粉末,公定回潮率为8.5%)以取代聚酯短纤维以外,其它与比较例1都相同的方法制成了多楔带,将该多楔带作为比较例3。
在比较例3的多楔带中,非芳香族聚酰胺合成短纤维的突出长度为0.05mm,短纤维的总面积占有率为52%。
<比较例4>
采用除了未在压缩橡胶层用未交联橡胶片中配合聚酯短纤维,并且将芳香族聚酰胺短纤维相对于橡胶成分100质量份的配合量设定为15质量份以外,其它与实施例1都相同的方法制成了多楔带,将该多楔带作为比较例4。
在比较例4的多楔带中,芳香族聚酰胺短纤维的突出长度为0.7mm,短纤维的总面积占有率为89%。
<比较例5>
采用除了在压缩橡胶层用未交联橡胶片中配合了作为非芳香族聚酰胺合成短纤维的尼龙短纤维以取代聚酯短纤维以外,其它与实施例2都相同的方法制成了多楔带,将该多楔带作为比较例5。
在比较例5的多楔带中,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维长度比为3.0,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的纤维直径比为0.52,短纤维相对于橡胶成分100质量份的总配合量为25质量份,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的配合质量比为0.25,芳香族聚酰胺短纤维的突出长度为0.7mm,非芳香族聚酰胺合成短纤维的突出长度为0.2mm,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的突出长度之比为3.5,短纤维的总面积占有率为89%,芳香族聚酰胺短纤维的面积占有率为45%,非芳香族聚酰胺合成短纤维的面积占有率为44%,芳香族聚酰胺短纤维/非芳香族聚酰胺合成短纤维的面积占有率之比为1.02。
[表1]
[表2]
(试验评价方法)
<溅上水时异常声音试验>
图17示出溅上水时异常声音试验用带走行试验机50的带轮平面布置情况。
该溅上水时异常声音试验用带走行试验机50包括:带轮直径为140mm的楔带轮即主动带轮51、设置在该主动带轮51右侧方的带轮直径为75mm的楔带轮即第一从动带轮52、设置在该第一从动带轮52的上方且主动带轮51的右斜上方的带轮直径为50mm的楔带轮即第二从动带轮53、及设置在主动带轮51和第二从动带轮53的中间的带轮直径为75mm的平带轮即惰轮54。并且,该溅上水时异常声音试验用带走行试验机50构成为:多楔带B缠绕在各带轮上,使得多楔带B的V型楔一侧与楔带轮即主动带轮51、第一从动带轮52及第二从动带轮53接触,并且多楔带B的背面一侧与平带轮即惰轮54接触。
将实施例1~7及比较例1~5各自楔数为6个的多楔带分别安装在所述溅上水时异常声音试验用带走行试验机50上,对带轮进行定位,以使每个楔承受49N的带张力,并对第二从动带轮53施加阻力,以保证60A的电流在安装于该第二从动带轮53上的交流发电机中流动,并且在常温下,边将水按照每分钟1000ml的滴落量滴在多楔带B进入主动带轮51的进入部的多楔带B的V型楔一侧,边让主动带轮51以800rpm的转速旋转使带进行了走行。并且,分“A:完全没有产生异常声音。”、“B:产生了微小的异常声音。”、以及“C:产生了异常声音。”这三个等级对带走行时异常声音的产生情况进行了评价。
<传递能力试验>
图18示出传递能力试验用带走行试验机60的带轮平面布置情况。
该传递能力试验用带走行试验机60包括:留出间隔地分别设置在左右的、带轮直径各为100mm的楔带轮即主动带轮61和从动带轮62。并且,该传递能力试验用带走行试验机60构成为:多楔带B缠绕在各带轮上,使得多楔带B的V型楔一侧与主动带轮61和从动带轮62接触。
将实施例1~7及比较例1~5各自楔数为6个的多楔带分别安装在所述传递能力试验用带走行试验机60上,从侧方对从动带轮62施加294N的固定载荷,以产生带张力,然后在常温下,让主动带轮61以3500rpm的转速旋转使带进行了走行,并使加在从动带轮62上的载荷缓慢上升。此时,随着载荷上升,多楔带B在主动带轮61和从动带轮62上产生打滑,将该打滑率达到2%时的载荷换算成传递功率,并求出该传递功率以作为传递能力。
<耐热耐久性试验>
图19示出耐热耐久性试验用带走行试验机70的带轮平面布置情况。
该耐热耐久性评价用带走行试验机70包括:带轮直径为120mm的楔带轮即主动带轮71、设置在该主动带轮71上方的带轮直径为120mm的楔带轮即第一从动带轮72、设置在上述主动带轮71和第一从动带轮72的上下方向中间位置处的带轮直径为70mm的平带轮即惰轮73、以及设置在该惰轮73的右侧方的带轮直径为55mm的楔带轮即第二从动带轮74。并且,该耐热耐久性试验用带走行试验机70构成为:多楔带B缠绕在各带轮上,使得多楔带B的V型楔一侧与楔带轮即主动带轮71、第一从动带轮72及第二从动带轮74接触,并且多楔带B的背面一侧与平带轮即惰轮73接触。此外,惰轮73和第二从动带轮74分别位于使多楔带B缠绕在惰轮73和第二从动带轮74上的缠绕角度各为90°的位置上。
将实施例1~7及比较例1~5各自楔数为3个的多楔带分别安装在所述耐热耐久性试验用带走行试验机70上,从侧方对第二从动带轮74施加834N的安装载荷(set weight),以产生带张力,并对第一从动带轮72施加11.8kW的旋转载荷,在环境温度为120℃的状态下,让主动带轮71以4900rpm的转速旋转使带进行了走行。并且,对在多楔带B的压缩橡胶层产生裂纹且该裂纹到达芯线为止的走行时间进行了测量。
<耐弯曲性试验>
图20示出耐弯曲性试验用带走行试验机80的带轮平面布置情况。
该耐弯曲性试验用带走行试验机80包括:带轮直径为60mm的楔带轮即主动带轮81、设置在该主动带轮81上方的带轮直径为60mm的楔带轮即第一从动带轮82、在上述主动带轮81和第一从动带轮82的上下方向中间位置的右侧上下设置的、带轮直径分别为50mm的平带轮即一对惰轮83、以及设置在上述一对惰轮83的右侧方的带轮直径为60mm的楔带轮即第二从动带轮84。并且,该耐弯曲性试验用带走行试验机80构成为:多楔带B缠绕在各带轮上,使得多楔带B的V型楔一侧与主动带轮81、第一从动带轮82及第二从动带轮84接触,并且多楔带B的背面一侧与平带轮即惰轮83接触。
将实施例1~7及比较例1~5各自楔数为3个的多楔带分别安装在所述耐弯曲性试验用带走行试验机80上,从上方对第一从动带轮82施加588N的固定载荷,以产生带张力,并在环境温度为20℃的状态下,让主动带轮81以5100rpm的转速旋转使带进行了走行。并且,对在多楔带B的压缩橡胶层产生裂纹为止的走行时间进行了测量。此外,试验时间到1500小时结束。
(试验评价结果)
表3中示出了试验结果
[表3]
溅上水时异常声音评价结果如下所示:实施例1~7都为A,比较例1为B,比较例2为C,比较例3为C,比较例4为B,比较例5为B。
传递能力如下所示:实施例1为4.5PS,实施例2为4.3PS,实施例3为4.2PS,实施例4为4.4PS,实施例5为2.9PS,实施例6为2.8PS,实施例7为4.5PS,比较例1为4.5PS,比较例2为4.5PS,比较例3为5.1PS,比较例4为4.2PS,比较例5为4.4PS。
耐热耐久性带走行时间如下所示:实施例1为440小时,实施例2为430小时,实施例3为420小时,实施例4为425小时,实施例5为432小时,实施例6为120小时,实施例7为85小时,比较例1为430小时,比较例2为435小时,比较例3为450小时,比较例4为432小时,比较例5为431小时。
耐弯曲性带走行时间如下所示:实施例1~5都超过1500小时,实施例6为860小时,实施例7为485小时,比较例1~5都超过1500小时。
-产业实用性-
本发明对于摩擦传动带很有用。
-符号说明-
B 多楔带(摩擦传动带)
B’ 带形成用成形体
F 短纤维层
S 带坯
10 多楔带主体
11 压缩橡胶层(带轮接触部分)
11’、12’、13’ 未交联橡胶片
12 粘合橡胶层
13 背面橡胶层
14 芯线
14’ 拈线
15 V型楔
16 短纤维
20 附件驱动带传动装置
21 动力转向装置用带轮
22 交流发电机用带轮
23 张紧轮
24 水泵用带轮
25 曲轴带轮
26 空调用带轮
31 圆筒模
32 橡胶套
33 带坯悬挂轴
34 磨轮
40 带成形模
41 内模
42 外模
43 V型楔形成面
44 圆筒状筒
45 橡胶套
50 溅上水时异常声音试验用带走行试验机
51、61、71、81 主动带轮
52、62、72、82 (第一)从动带轮
53、74、84 第二从动带轮
54、73、83 惰轮
60 传递能力试验用带走行试验机
70 耐热耐久性试验用带走行试验机
80 耐弯曲性试验用带走行试验机
摩擦传动带专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0