







专利摘要
一种超声协同气膜屏蔽辅助微细电解的加工装置,包括超声振动装置、喷嘴、喷嘴帽、电极夹头、电解液槽和工作台,喷嘴与喷嘴帽连接,喷嘴帽连接在机床上;喷嘴内有电解液腔与气体腔,电解液腔上设置有与其相连的进液口,气体腔也设置有与其相连的进气口,并通过供气管外接空气压缩机,喷嘴气体腔位于电解液腔下方;电极夹头在所述喷嘴内部,通过上端部与喷嘴帽接触,下端部与喷嘴内腔接触实现固定;所用针状电极被电极夹头夹紧,电极穿过喷嘴轴心处空腔探出喷嘴出液口;超声振动装置竖直放置在工作台上,工件通过螺纹连接固定在所述超声振动装置变幅杆上,电解液槽平放在工作台上。本实用新型提高了微细电解加工的定域性、稳定性、精度和效率。
权利要求
1.一种超声协同气膜屏蔽辅助微细电解的加工装置,其特征在于,所述装置包括超声振动装置、喷嘴、喷嘴帽、工具电极夹头、电解液槽和工作台,所述喷嘴与喷嘴帽通过螺纹连接,所述喷嘴帽通过螺纹连接在机床上;所述喷嘴内有电解液腔与气体腔,电解液腔上设置有与其相连的进液口,气体腔也设置有与其相连的进气口,并通过供气管外接空气压缩机,所述喷嘴气体腔位于电解液腔下方,加工时电解液通过电解液腔从喷嘴轴心下端小孔流出,气体通过气体腔从喷嘴下端环形出气口喷出;
所述工具电极夹头在所述喷嘴内部,通过上端部与喷嘴帽接触,下端部与喷嘴内腔接触实现固定;所用针状工具电极被所述工具电极夹头夹紧,工具电极穿过喷嘴轴心处空腔探出喷嘴出液口;
所述超声振动装置竖直放置在所述工作台上,工件通过螺纹连接固定在所述超声振动装置变幅杆上;所述超声振动装置振动参数如振幅、频率可以通过超声电源及其控制器进行调节,所述超声振动装置通过其法兰和所述工作台凹台进行螺栓连接实现固定;
所述电解液槽平放在所述工作台上,所述电解液槽底部中间部分设有通孔,超声振动装置从通孔中穿过,所述电解液槽与所述超声振动装置连接部分设有密封环,防止电解液渗透到超声振动装置换能器部分,所述电解液槽底部两侧对称设有两个通孔,两通孔各向外延伸有圆管槽,两圆管状槽分别穿过所述工作台上的两个通孔,加工时电解液通过所述电解液槽的圆管槽流入所述工作台下方的电解液循环箱中,所用工件加工时位于所述喷嘴下方且通过超声振动装置与电源正极连接,所用工具电极通过喷嘴与电源负极相连。
2.如权利要求1所述的超声协同气膜屏蔽辅助微细电解的加工装置,其特征在于,所用工件通过螺纹连接直接与超声振动装置的变幅杆相连,且工件加工面平行于工作台面。
3.如权利要求1或2所述的超声协同气膜屏蔽辅助微细电解的加工装置,其特征在于,所述超声振动装置在喷嘴下方且竖直固定在工作台上,所述超声振动装置下端部分穿过工作台通孔。
4.如权利要求1或2所述的超声协同气膜屏蔽辅助微细电解的加工装置,其特征在于,所述进气口、进液口均水平布置,所述出液口及工具电极均竖直分部,所述出气口呈一定角度出气,工具电极与出气口、出液口同轴布置。
5.如权利要求1或2所述的超声协同气膜屏蔽辅助微细电解的加工装置,其特征在于,所用工具电极为钨料,且呈针状,尖端部分直径小于100微米。
说明书
技术领域
本实用新型属于超声能场辅助电解加工领域,尤其涉及一种超声协同气膜屏蔽辅助微细电解的加工装置。
背景技术
在某些零件表面加工微结构可以有效提高其使用性能,因此微结构被广泛应用于航空、航天、汽车、电子、模具等工业领域。微细电解加工正是微结构加工的一种代表技术。
微细电解加工是基于金属电化学阳极溶解原理基础之上实现的。微细电解加工使用直径几十到几百微米的工具电极,通常在几十微米的加工间隙中对工件进行电化学加工。微细电解加工具有加工工具无损耗、蚀除速度不受加工材料硬度、强度影响、加工变形小等优点,在微结构加工领域具有较明显的优势,因此引起了国内外学术界和工业界的广泛研究。但微细电解加工也存在定域性差、加工时存在杂散腐蚀等问题;虽然超短脉冲电流微细电解加工可以有效改善加工定域性,但加工效率较低;因此如何利用微细电解加工技术实现工件稳定、高效高精度的加工,越来越被人们所关注。
发明内容
为了克服现有微细电解加工技术存在的定域性差、杂散腐蚀严重等问题,本实用新型提供了一种超声协同气膜屏蔽辅助微细电解的加工装置,提高了微细电解加工的定域性、稳定性、精度和效率。
本实用新型解决其技术问题所采用的技术方案是:
一种超声协同气膜屏蔽辅助微细电解加工的装置,包括超声振动装置、喷嘴、喷嘴帽、电极夹头、电解液槽和工作台,所述喷嘴与喷嘴帽通过螺纹连接,所述喷嘴帽通过螺纹连接在机床上;所述喷嘴内有电解液腔与气体腔,电解液腔上设置有与其相连的进液口,气体腔也设置有与其相连的进气口,并通过供气管外接空气压缩机,所述喷嘴气体腔位于电解液腔下方,加工时电解液通过电解液腔从喷嘴轴心下端小孔流出,气体通过气体腔从喷嘴下端环形出气口喷出;
所述电极夹头在所述喷嘴内部,通过上端部与喷嘴帽接触,下端部与喷嘴内腔接触实现固定;所用针状电极被所述电极夹头夹紧,电极穿过喷嘴轴心处空腔探出喷嘴出液口;
所述超声振动装置竖直放置在所述工作台上,工件通过螺纹连接固定在所述超声振动装置变幅杆上;所述超声振动装置振动参数如振幅、频率可以通过超声电源及其控制器进行调节,所述超声振动装置通过其法兰和所述工作台凹台进行螺栓连接实现固定;
所述电解液槽平放在所述工作台上,所述电解液槽底部中间部分设有通孔,超声振动装置从通孔中穿过,所述电解液槽与所述超声振动装置连接部分设有密封环,防止电解液渗透到超声振动装置换能器部分;所述电解液槽底部两侧对称设有两个通孔,两通孔各向外延伸有圆管槽,两圆管状槽分别穿过所述工作台上的两个通孔,加工时电解液通过所述电解液槽的圆管槽流入所述工作台下方的电解液循环箱中;所用工件加工时位于所述喷嘴正下方且通过超声振动装置与电源正极连接,所用工具电极通过喷嘴与电源负极相连。
进一步,所用工件通过螺纹连接直接与超声振动装置的变幅杆相连,且工件加工面平行于工作台面。
再进一步,所述超声振动装置在喷嘴下方且竖直固定在工作台上,所述超声振动装置下端部分穿过工作台通孔。
再进一步,所述进气口、进液口均水平布置,所述出液口及工具电极均竖直分布,所述出气口呈一定角度出气,工具电极与出气口、出液口同轴布置。
再进一步,所用工具电极为钨料,且呈针状,尖端部分直径小于100微米。
本实用新型的有益效果主要表现在:
1.本实用新型将超声场与气膜屏蔽加工相结合,使气膜屏蔽与超声辅助协同作用配合微细电解加工技术对金属表面进行加工,即在加工液束周围包覆一层高压气体的同时,工件又受超声振动装置作用。这样既发挥了气膜屏蔽对电解液束喷射范围的限制作用,同时又利用超声场的作用降低了电解液束的气体体积分数,弥补了气膜屏蔽电解加工中由于电解液中气体体积分数增大降低了材料蚀除速度的缺点。超声辅助和气膜屏蔽协同辅助微细电解加工,既提高了加工定域性,改善了加工过程中的杂散腐蚀现象,又增加了材料蚀除速度,从而提高了微细电解加工在微米级尺度范围内的加工精度和加工效率。
2.本实用新型加工工件尺寸形状经过有限元仿真分析算出,且直接连接在所述超声振动装置的变幅杆上,工件的安装、拆卸方便,且避免了在超声振动装置上加负载引起的振动频率、幅度不可控的问题。
附图说明
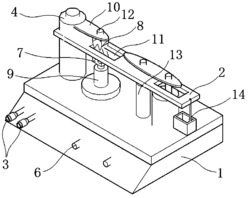
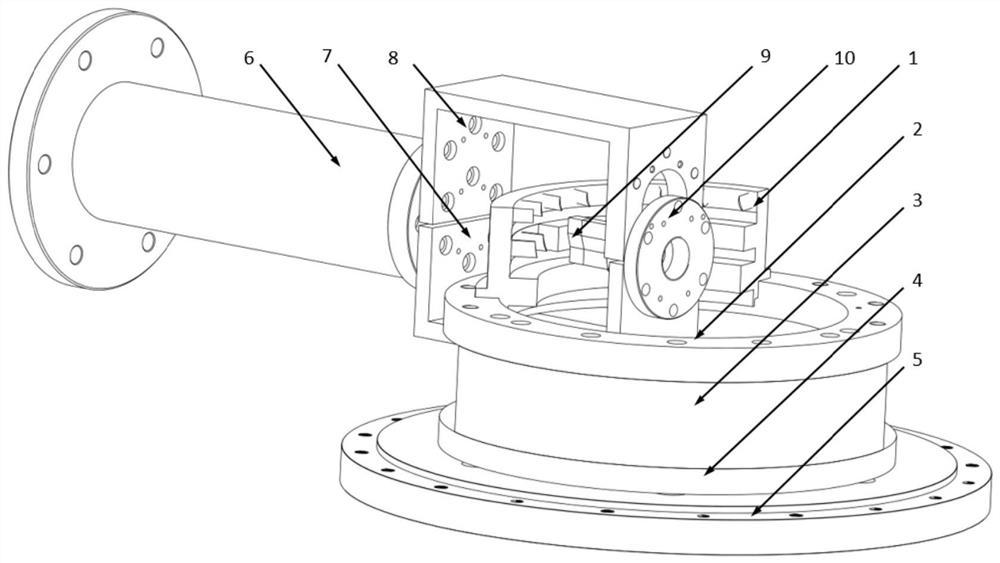
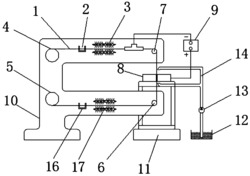
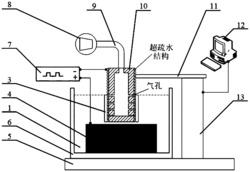
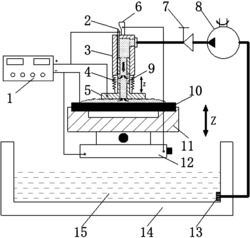
图1是装置总装配图。
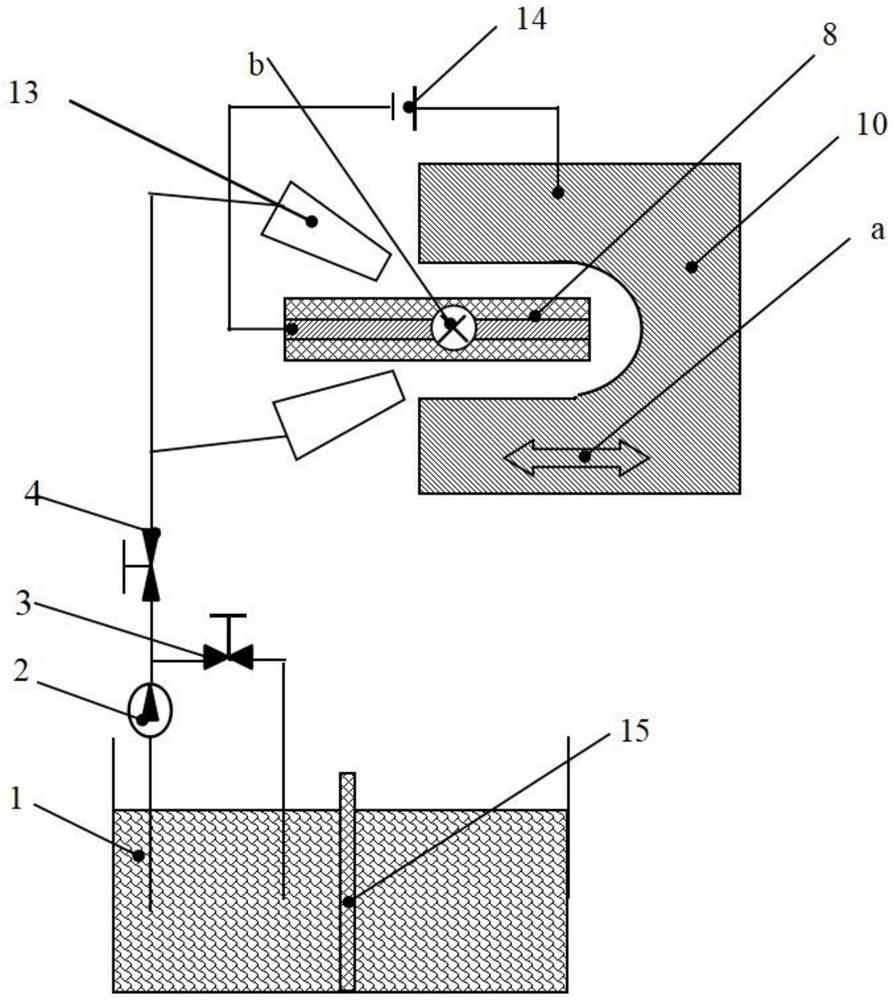
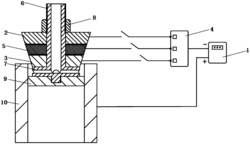
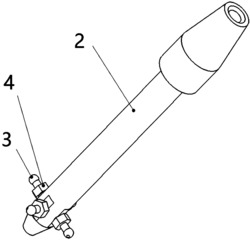
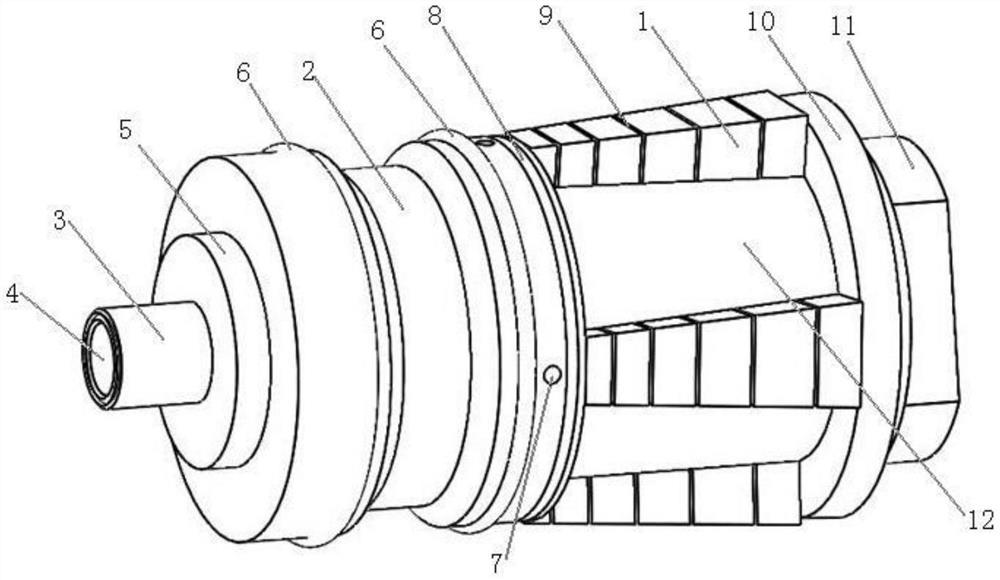
图2是喷嘴出液口处放大图。
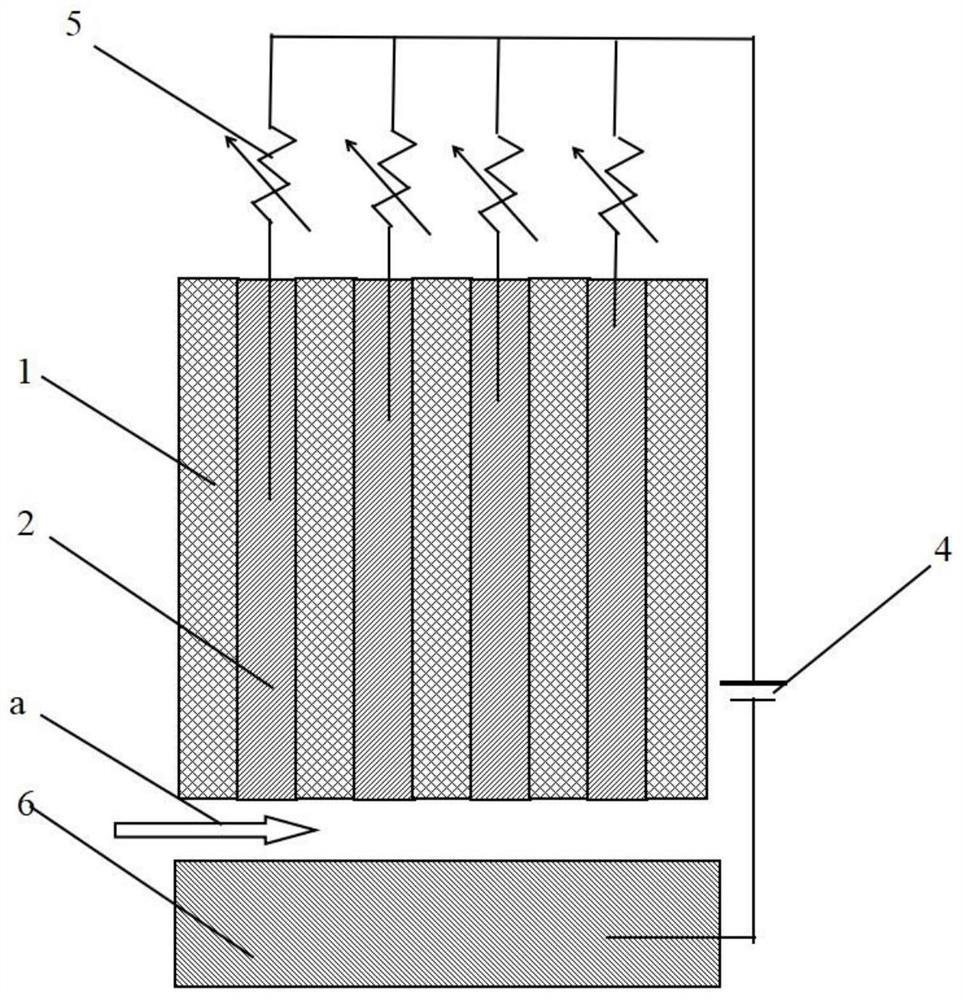
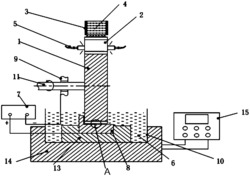
图3是电解液槽结构图。
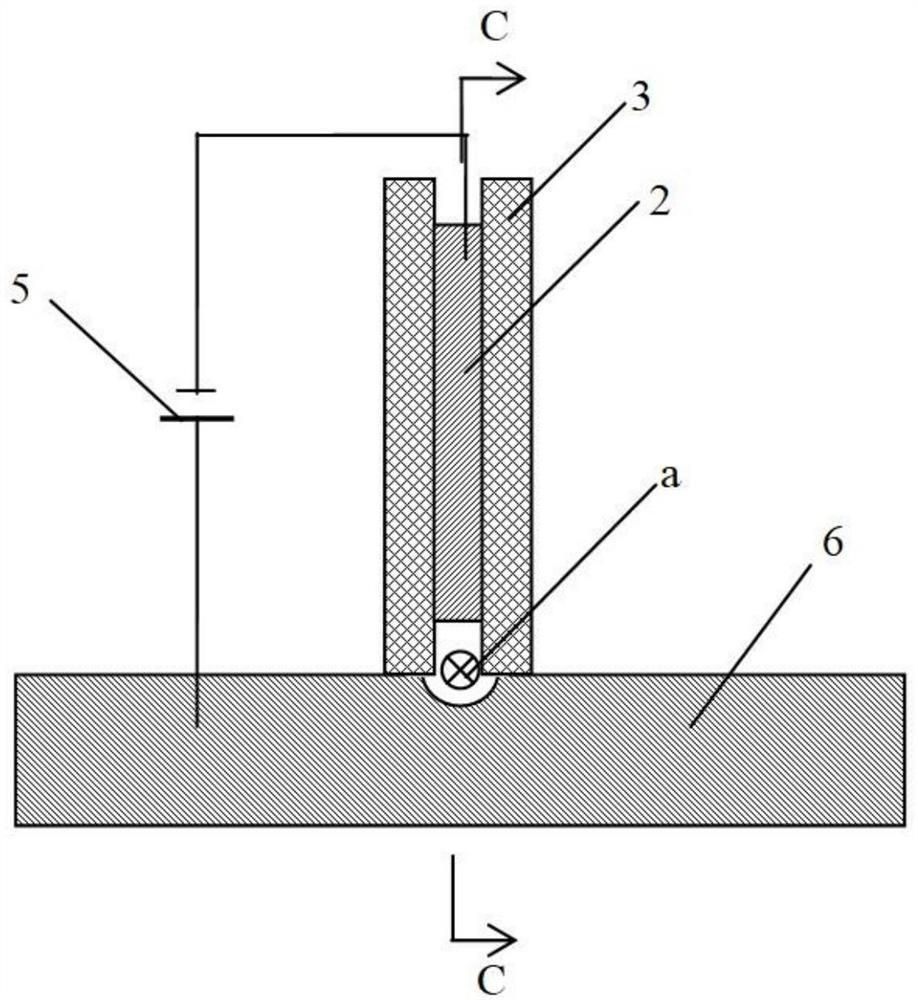
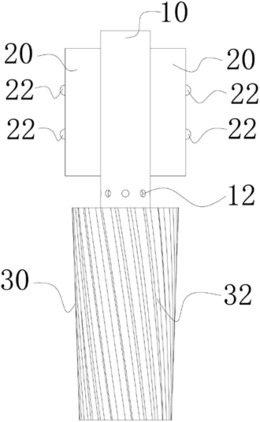
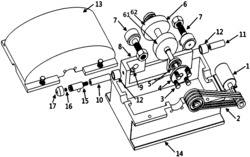
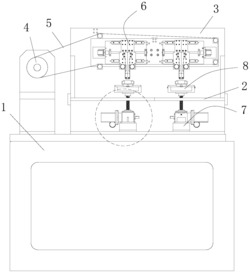
图4是超声振动装置与工作台配合结构图。
具体实施方式
下面结合附图对本实用新型作进一步描述。
参照图1~图4,一种超声协同气膜屏蔽辅助微细电解的加工装置,包括超声振动装置9、喷嘴3、喷嘴帽2、工具电极夹头6、电解液槽7和工作台8,所述喷嘴3与喷嘴帽2通过螺纹连接,所述喷嘴帽2通过螺纹连接在机床主轴1上;所述喷嘴3内有电解液腔12与气体腔5,电解液腔12上设置有与其相连的进液口13,气体腔5也设置有与其相连的进气口4,并通过供气管外接空气压缩机,所述喷嘴气体腔5位于电解液腔12下方,加工时电解液通过电解液腔12从喷嘴3轴心下端小孔17流出,气体通过气体腔5从喷嘴3下端环形出气口15喷出;
所述工具电极夹头6在所述喷嘴3内部,所述工具电极夹头6通过上端部14与喷嘴帽2接触,下端部19与喷嘴内腔接触实现固定;所用针状工具电极16被所述工具电极夹头6夹紧,工具电极16穿过喷嘴3轴心处空腔18探出喷嘴出液口17;
所述超声振动装置9竖直放置在所述工作台8上,所述超声振动装置9振动参数如振幅、频率可以通过超声电源及其控制器进行调节,所述超声振动装置9通过其法兰23和所述工作台凹台27进行螺栓连接实现固定;
所述电解液槽7平放在所述工作台8上,所述电解液槽7底部中间部分设有通孔21,所述超声振动装置9从通孔21中穿过,所述电解液槽7与所述超声振动装置9连接部分设有密封环10,防止电解液渗透到超声振动装置9下端部分。所述电解液槽7底部两侧对称设有两个向外延伸的圆管槽20,两圆管槽20分别穿过所述工作台上的两个通孔24,加工时电解液通过所述电解液槽的圆管槽20流入所述工作台8下方的电解液循环箱中。所用工件11加工时位于所述喷嘴3下方且通过超声振动装置9与电源正极连接,所用工具电极16通过喷嘴3与电源负极相连。
进一步,工件11通过螺纹与超声振动装置变幅杆22相连,且工件加工面平行于工作台面。
再进一步,所述超声振动装置9在喷嘴3下方且竖直固定在所述工作台8上,所述超声振动装置9下端部分穿过工作台通孔26。
再进一步,所述进气口4、进液口13均水平布置,所述出液口17及工具电极16均竖直分部,所述出气口15呈一定角度出气,工具电极16与出气口15、出液口17同轴布置。
再进一步,所用工具电极16为钨料,且呈针状,尖端部分直径小于100微米。
本实施例的超声协同气膜屏蔽辅助微细电解的加工装置实现的加工方法,将工件11通过螺纹连接紧密连接在超声振动装置的超声变幅杆22上,工件通过超声振动装置9接电源的正极,所用针状工具电极16由工具电极夹头6夹紧固定在喷嘴3内,工具电极16下端从喷嘴3的出液口17伸出,工具电极16通过喷嘴3接电源的负极;高速电解液通过进液口13进入喷嘴3的电解液腔12内,然后经过喷嘴3下端出液口17包覆着工具电极16高速喷出,参与工具电极与工件间的电化学反应;同时高压气体通过进气口4进入喷嘴3的气体腔5,然后通过喷嘴3下端出液口17周围的环形出气口15喷出,喷出时气体包覆在电解液束周围形成一层气膜,约束了电解液束的直径;同时在超声振动装置9的作用下,工件11产生一定频率和幅度的振动,伴随着高速电解液的冲击,工件会产生微形变,使材料去除更均匀,同时超声作用使加工区域压强增大,使得电解液束外面的气体无法进入到电解液束中,降低了电解液束中的气体体积分数,从而增加了材料的蚀除速度。加工时,工件固定不动,机床带动喷嘴和工具电极向工件方向进给,保持工件和工具电极间一定的加工间隙,包覆高压气体膜的高速电解液喷射到超声作用的工件上,实现稳定高效的加工,获得所需的微结构。
超声协同气膜屏蔽辅助微细电解的加工装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。







动态评分
0.0