






专利摘要
一种生产超低硫全馏分汽油产品的方法,将全馏分汽油分馏成轻汽油馏分、中间汽油馏分和重汽油馏分,轻汽油馏分经碱洗精制脱除其中的硫醇硫,中间汽油馏分进入第一加氢单元后经催化重整处理,得到辛烷值提高的重整后中间汽油馏分,重汽油馏分进入第二加氢单元,依次进入两个加氢处理反应区,分别进行选择性加氢脱二烯和选择性加氢脱硫反应,得到的加氢重汽油馏分经氧化脱硫醇硫后,得到低硫重汽油馏分。将精制轻汽油馏分与重整后中间汽油馏分及低硫重汽油馏分混合,得到超低硫全馏分汽油产品。所得的全馏分汽油产品总硫含量小于10μg/g,与全馏分汽油原料相比,辛烷值RON损失小于1.0个单位。
权利要求
1.一种生产超低硫全馏分汽油产品的方法,包括:
(1)将全馏分汽油分馏成轻汽油馏分、中间汽油馏分和重汽油馏分,其中轻汽油馏分和中间汽油馏分的切割点为60~80℃,中间汽油馏分和重汽油馏分的切割点为120~180℃;
(2)轻汽油馏分进入碱抽提脱硫醇单元,经碱洗精制脱除其中的硫醇硫,得到精制轻汽油馏分;
(3)中间汽油馏分进入第一加氢单元,与加氢精制催化剂接触进行加氢脱硫、加氢脱氮和烯烃加氢等反应,生成硫、氮含量都小于0.5μg/g的精制中间汽油馏分;将精制中间汽油馏分经过催化重整处理,得到辛烷值提高的重整后中间汽油馏分;
(4)重汽油馏分进入第二加氢单元,依次进入两个加氢处理反应区,分别进行选择性加氢脱二烯和选择性加氢脱硫反应,得到的加氢重汽油馏分经氧化脱硫醇硫后,得到低硫重汽油馏分;
(5)步骤(2)所得的精制轻汽油馏分与步骤(3)所得的重整后中间汽油馏分及步骤(4)所得的低硫重汽油馏分混合,得到超低硫全馏分汽油产品。
2.按照权利要求1所述的方法,其特征在于,所述第一加氢单元的反应条件为:反应温度200~380℃,氢分压1.0~4.0MPa,体积空速0.5~10.0h-1,氢油体积比为200~800Nm3/m3。
3.按照权利要求1所述的方法,其特征在于,第一加氢单元所述加氢精制催化剂是负载在活性氧化铝和/或硅铝载体上的非贵金属催化剂,以氧化物计,并以催化剂为基准,该加氢精制催化剂含有0.5重%~6重%的钴和/或镍、5重%~25重%的钼和/或钨。
4.按照权利要求3所述的方法,其特征在于,所述加氢精制催化剂还含有助催化剂成分,助催化剂成分选自Mg、Zn、Fe、Ca中的一种或几种。
5.按照权利要求3所述的方法,其特征在于,所述加氢精制催化剂的活性金属组分为镍、钨和钴。
6.按照权利要求1所述的方法,其特征在于,所述第二加氢单元中,重汽油馏分进入第一反应区,在氢气的作用下与加氢脱二烯催化剂进行选择性脱二烯反应,第一反应区的反应流出物进入第二反应区,在氢气的作用下与选择性加氢脱硫催化剂接触进行选择性加氢脱硫反应,所得第二反应区的反应流出物经冷却后进入高压分离器,分离得到液相物流进入稳定塔,稳定塔底流出物经氧化脱硫醇硫后,得到低硫重汽油馏分;所述第一反应区的反应温度比第二反应区的反应温度低100~220℃。
7.按照权利要求6所述的方法,其特征在于,所述第一反应区的反应条件为:氢分压1.0~4.0MPa、反应温度80~280℃、体积空速2.0~10.0h-1、氢油体积比200~1000Nm3/m3;
第二反应区的反应条件为:氢分压1.0~4.0MPa、反应温度200~400℃、体积空速2.0~8.0h-1、氢油体积比200~1000Nm3/m3。
8.按照权利要求6所述的方法,其特征在于,所述第一反应区的反应温度为120~260℃,第二反应区的反应温度为260~400℃。
9.按照权利要求1或6所述的方法,其特征在于,加氢脱二烯催化剂含有一种氧化铝载体和负载在该载体上的选自第VIII族的钴和/或镍、第VIB族的钼和/或钨及碱金属组分,以氧化物计并以催化剂为基准,该催化剂含有0.5重%~8重%的钴和/或镍、5重%~25重%的钼和/或钨、>1重%~6重%的碱金属。
10.按照权利要求9所述的方法,其特征在于,其中第VIII族金属组分为钴,第VIB族金属组分为钼,碱金属为钾。
11.按照权利要求1或6所述的方法,其特征在于,所述选择性加氢脱硫催化剂是负载在无定型氧化铝和/或硅铝载体上的第VIB族非贵金属和/或第VIII族非贵金属催化剂。
12.按照权利要求11所述的方法,其特征在于,所述选择性加氢脱硫催化剂的载体为氧化铝,活性金属组分为钼和/或钨、镍和/或钴;以氧化物计并以催化剂总重量为基准,所述的钼和/或钨的含量为8~35重%,镍和/或钴的含量为0.5~5重%。
13.按照权利要求1或6或12所述的方法,其特征在于,所述选择性加氢脱硫催化剂为级配装填的选择性加氢脱硫催化剂I和选择性加氢脱硫催化剂II,其中,选择性加氢脱硫催化剂I的活性金属负载量大于选择性加氢脱硫催化剂II的活性金属负载量。
14.按照权利要求13所述的方法,其特征在于,所述选择性加氢脱硫催化剂I的活性金属负载量与选择性加氢脱硫催化剂II的活性金属负载量之差小于5重量%。
15.按照权利要求1所述的方法,其特征在于,所述的全馏分汽油选自催化裂化汽油、催化裂解汽油、直馏汽油、焦化汽油、蒸汽裂解制乙烯的副产汽油和热裂化汽油中的一种或几种,上述汽油的终馏点≯220℃。
说明书
技术领域
本发明涉及一种降低汽油硫含量的方法,特别涉及一种降低催化裂化汽油硫含量,生产超低硫汽油的方法。
背景技术
随着人类环境保护意识的增强,汽车尾气中有害物质对大气环境的污染越来越引起人们的重视,世界各国对发动机燃料的组成均提出了日趋严格的限制,尤其是硫含量。欧盟于2005年开始实施欧IV汽车尾气排放标准,要求汽油硫含量小于50μg/g,于2009年9月1日开始实施欧V排放标准,要求汽油硫含量小于10μg/g,还计划在2014年左右实行更为严格的欧VI标准;中国于2009年底实施国III汽油标准(GB17930-2006),要求硫含量不大于150μg/g。其中,北京市率先于2008年1月1日开始实施满足欧IV排放标准的新地方标准(DB11/238-2007),要求汽油硫含量降低到50μg/g以下。上海市、广州市也分别于2009年、2010年开始实施硫含量不大于50μg/g的沪IV标准、粤IV标准。汽油质量标准的不断升级,使炼油企业的汽油生产技术面临着越来越严峻的挑战。
目前,国内成品汽油中90%以上的硫来自催化裂化(FCC)汽油,因此,降低催化裂化汽油硫含量是降低成品汽油硫含量的关键所在。
降低催化裂化汽油的硫含量通常可采用催化裂化原料加氢预处理(前加氢)、催化裂化汽油加氢脱硫(后加氢)两种方式。其中,催化裂化原料预处理可以大幅降低催化裂化汽油的硫含量,但需要在温度和压力都很苛刻的条件下操作,同时因为装置处理量大,导致氢耗也比较大,这些都将提高装置的投资或运行成本。尽管如此,由于世界原油的重质化,越来越多的催化裂化装置开始处理含有常、减压渣油等的劣质原料,因此催化裂化原料加氢装置量也在逐年增加。同时,随着催化裂化技术的革新,催化裂化脱硫助剂的逐渐应用,我国部分企业的催化裂化汽油硫含量可以达到500μg/g以下,甚至是150μg/g以下。但如果要进一步降低催化裂化汽油的硫含量,使之小于50μg/g(满足欧IV排放标准对汽油硫含量的限制),甚至小于10μg/g(满足欧V排放标准对汽油硫含量的限制),则必须大幅度提高催化裂化原料加氢装置的操作苛刻度,经济上很不合算。
相比前加氢而言,催化裂化汽油加氢脱硫在装置投资、生产成本和氢耗方面均低于催化裂化原料加氢预处理,且其不同的脱硫深度可以满足不同规格硫含量的要求。但是如果采用传统的加氢精制方法会使催化裂化汽油中具有高辛烷值的烯烃组分大量饱和而使辛烷值损失很大。解决上述问题的有效途径就是对催化裂化汽油进行选择性加氢脱硫,即在加氢脱硫的同时最大限度地减少其中烯烃的饱和程度,以尽可能减少辛烷值损失。
石油化工科学研究院开发的催化裂化汽油选择性加氢脱硫第二代技术(RSDS-II)可以将催化裂化汽油中硫含量降低到50μg/g以下,且辛烷值损失小。采用RSDS-II技术可以满足我国现行汽油标准下对清洁汽油的需求,但是在世界发展的大潮流下,车用汽油规格指标会越来越严格。因此,如何将现有工艺技术流程进行优化,用于生产更低硫含量的清洁汽油(S<10μg/g)显得很有必要。
除了催化裂化汽油选择性加氢脱硫工艺外,催化裂化汽油还可以加氢用作催化重整工艺的原料。具体说,就是蒸馏出催化裂化汽油某一适宜的馏分段,然后对其进行深度加氢脱硫、脱氮并饱和全部的烯烃,以此为原料经过催化重整工艺得到无硫、低烯烃、高辛烷值的汽油调合组分。
目前,已开发成功的催化裂化汽油选择性加氢脱硫技术主要有美国ExxonMobil公司的Scanfining技术和法国IFP公司的Prime-G+技术,以及国内的RSDS系列技术、OCT-M技术等。
EP0940464该专利公开了将全馏分催化裂化汽油切割成轻、中、重三段馏分,将重馏分送入第一床层加氢脱硫,第一床层出口的流出物与温度较低的中间馏分混合进入第二床层加氢脱硫。该专利提供了一种降低催化裂化汽油硫含量的思路。但该方法第一床层反应温度很高(WABT=360℃),烯烃全部饱和,第二床层反应温度WABT=302℃,烯烃饱和率为57%。由于该方法烯烃饱和率较高,且没有辛烷值恢复手段,辛烷值损失会较大。同时,该专利中所述将全馏分催化裂化汽油切割后,轻馏分所占比例为50%~80%,大量的硫化物,包括噻吩类硫化物残留在轻馏分中而没有经过脱除,降低全馏分汽油产品的脱硫率。经过该专利处理后的汽油产品,其硫含量无法小于10μg/g。
US5906730该专利公开了将FCC汽油分段脱硫工艺。第一段保持脱硫率60~90%,工艺条件:温度200~350℃,压力5~30kg/cm2,液时空速2~10h-1,氢油体积比89~534,H2S浓度控制小于0.1体积%。第二段控制脱硫率60~90%,工艺条件:温度200~300℃,压力5~15kg/cm2,液时空速2~10h-1,氢油体积比178~534,H2S浓度控制小于0.05体积%。如果第二段脱硫仍然达不到预期目的,将二段脱硫出口流出物继续脱硫,其工艺条件与二段脱硫工艺条件相同。从其实施效果来看,生产硫含量小于10μg/g汽油时产品辛烷值损失较大。
US5290427该方法提供了一种提高催化汽油质量的工艺方法。该方法将催化汽油切割为轻、中、重三段馏分,然后分别从反应器的下部、中部、上部进入加氢脱硫反应器进行加氢脱硫,然后加氢脱硫反应器出口流出物进入二反进行辛烷值恢复。由于进入二反的为含烯烃汽油馏分,辛烷值恢复过程温升效应会很大,过程控制难度增加,而且会缩短催化剂的使用寿命。该方法主要适用于比较重的催化裂化汽油馏分,如果处理初馏点35℃左右的全馏分汽油,则产品辛烷值损失较大,或者辛烷值损失较小的时候C5+收率太低(仅约80体积%)。
发明内容
本发明在现有技术的基础上提供一种生产超低硫全馏分汽油产品的方法,尤其是一种降低催化裂化汽油硫含量,生产超低硫汽油的方法。
本发明提供的技术方案包括下列步骤:
(1)将全馏分汽油分馏成轻汽油馏分、中间汽油馏分和重汽油馏分,其中轻汽油馏分和中间汽油馏分的切割点为60~80℃,中间汽油馏分和重汽油馏分的切割点为120~180℃;
(2)轻汽油馏分进入碱抽提脱硫醇单元,经碱洗精制脱除其中的硫醇硫,得到精制轻汽油馏分;
(3)中间汽油馏分进入第一加氢单元,与加氢精制催化剂接触进行加氢脱硫、加氢脱氮和烯烃加氢等反应,生成硫、氮含量都小于0.5μg/g的精制中间汽油馏分;将精制中间汽油馏分经过催化重整处理,得到辛烷值提高的重整后中间汽油馏分;
(4)重汽油馏分进入第二加氢单元,依次进入两个加氢处理反应区,分别进行选择性加氢脱二烯和选择性加氢脱硫反应,得到的加氢重汽油馏分经氧化脱硫醇硫后,得到低硫重汽油馏分;
(5)步骤(2)所得的精制轻汽油馏分与步骤(3)所得的重整后中间汽油馏分及步骤(4)所得的低硫重汽油馏分混合,得到超低硫全馏分汽油产品。
本发明的优点:
1、按照本发明进行脱硫处理以后的轻汽油馏分、中间汽油馏分和重汽油馏分混合所得的全馏分汽油产品总硫含量小于10μg/g,且相比全馏分汽油原料而言,辛烷值RON损失小于1.0个单位。
2、本发明中,从全馏分汽油中分离出初馏点60~80℃、终馏点120~180℃的中间汽油馏分,相比初馏点120~180℃重汽油馏分而言烯烃含量较高、芳烃含量较低、硫化物较易脱除,对此中间汽油馏分经过加氢脱硫、加氢脱氮、烯烃加氢饱和,再通过催化重整处理得到无硫、无烯烃、高辛烷值的重整汽油。可以使最终调合所得汽油的硫含量大幅下降、烯烃含量有一定程度的降低,而辛烷值损失却很小。
3、本发明中,从全馏分汽油中分离出初馏点120~180℃的重汽油馏分,烯烃含量很低、芳烃含量较高、硫化物最难脱除,对此重汽油馏分进行选择性加氢脱硫,可以在脱硫的同时最大限度减少烯烃饱和所引起的辛烷值损失。
附图说明
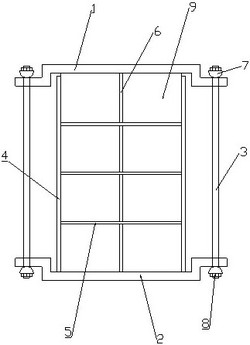
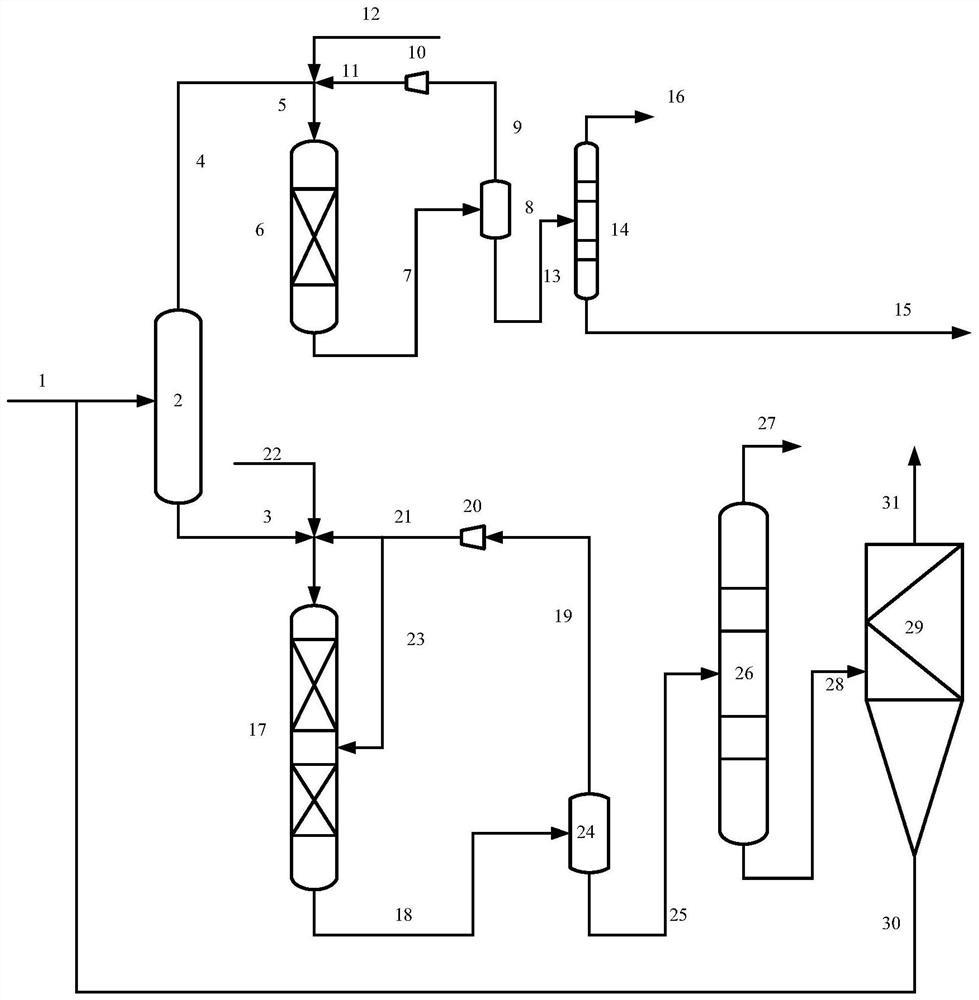
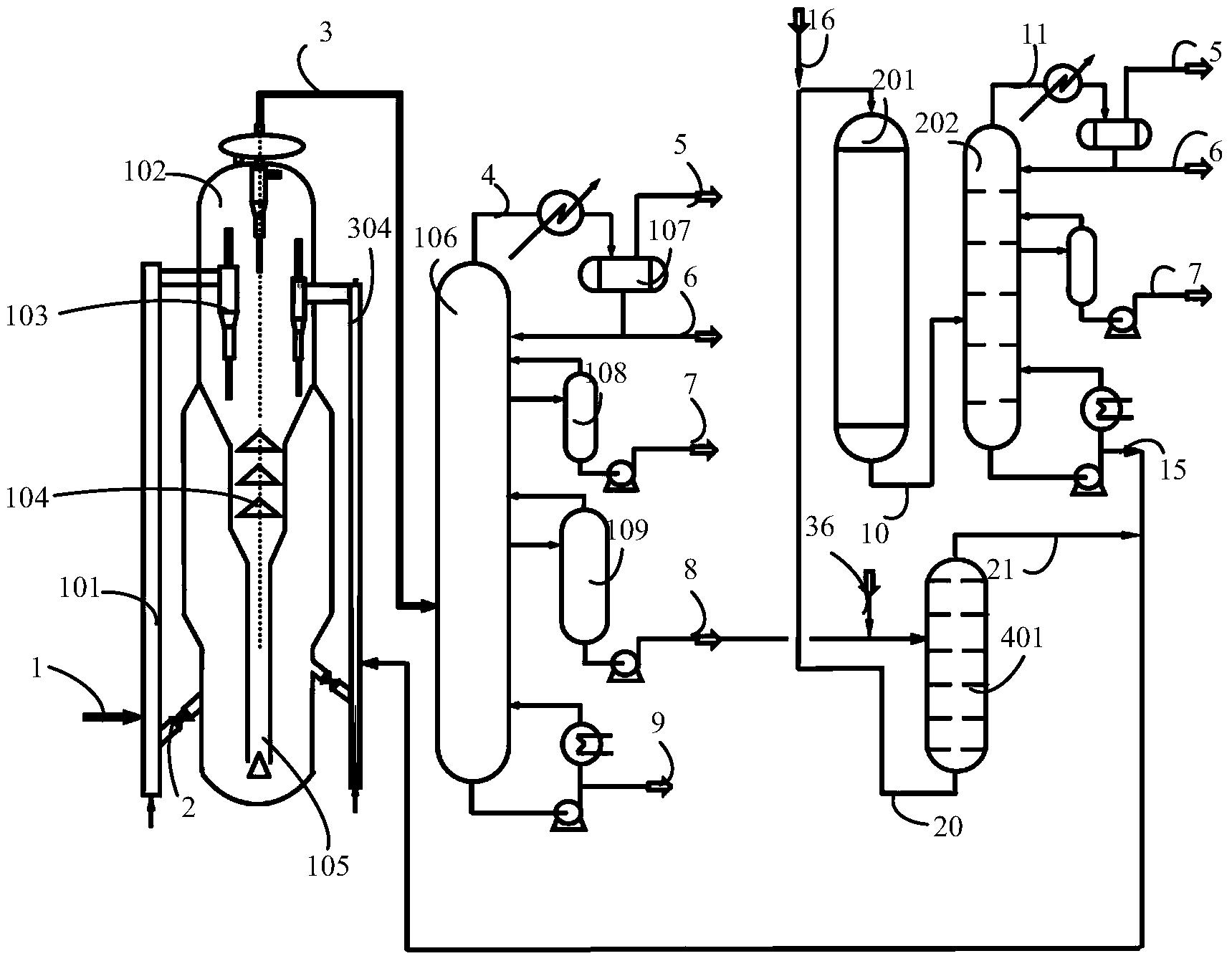
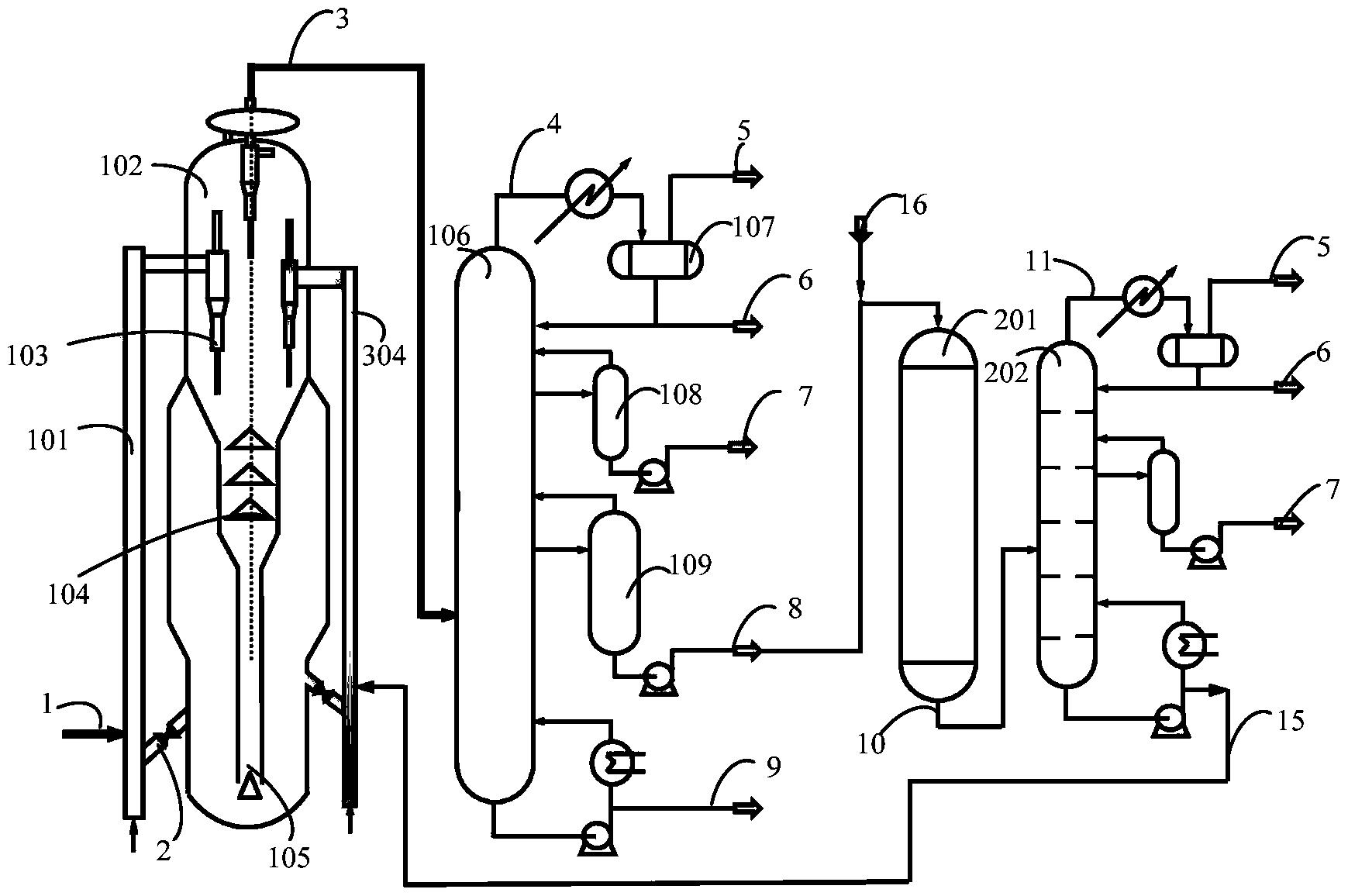
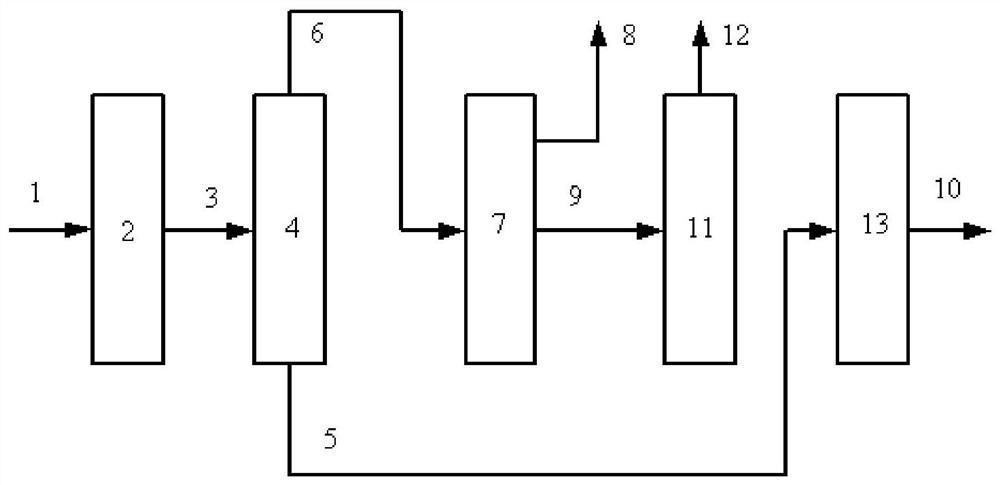
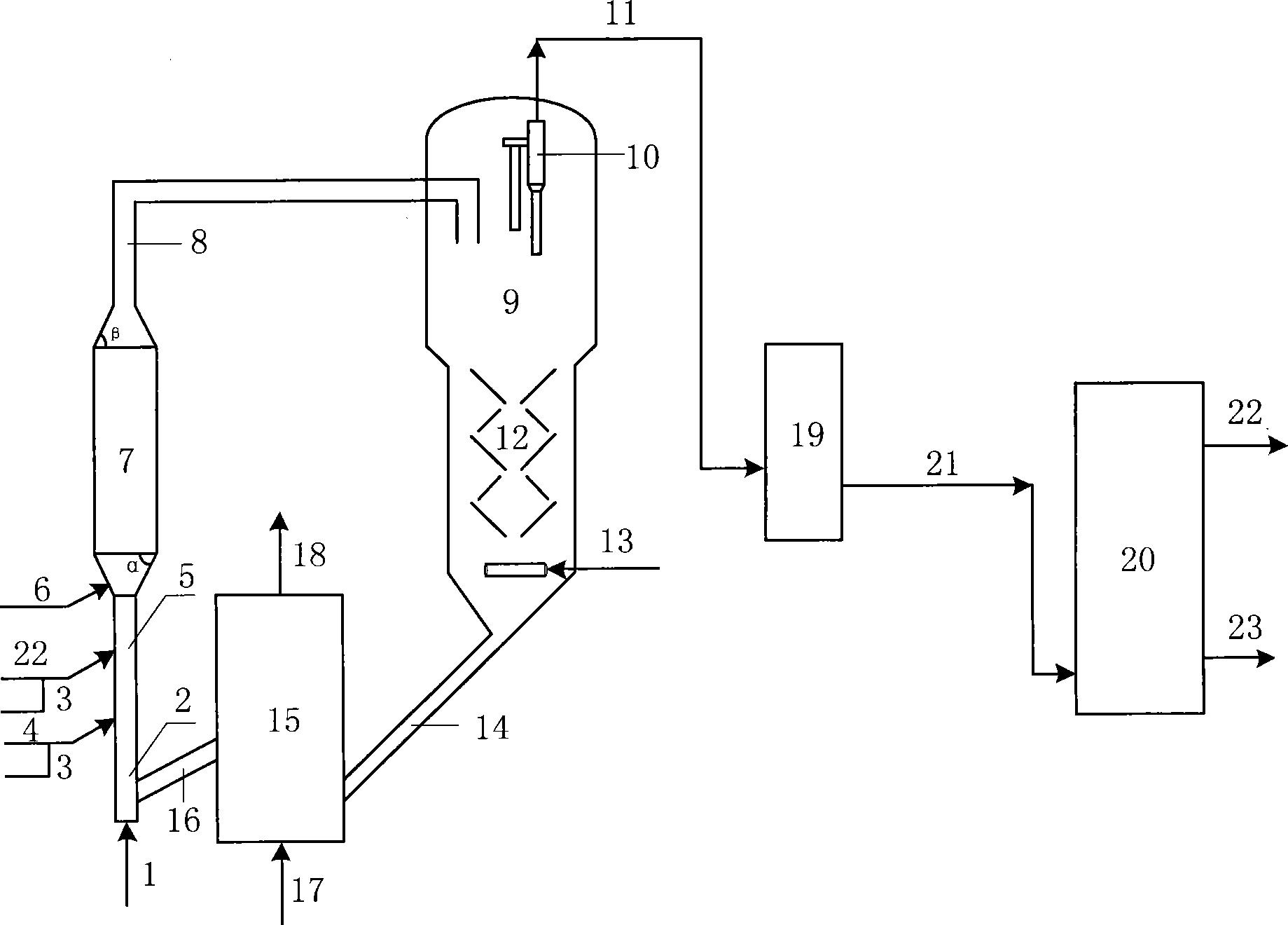
附图1是本发明提供的生产超低硫全馏分汽油产品的方法的总流程示意图。
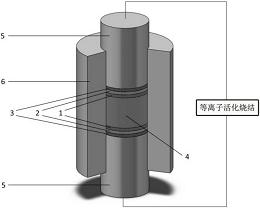
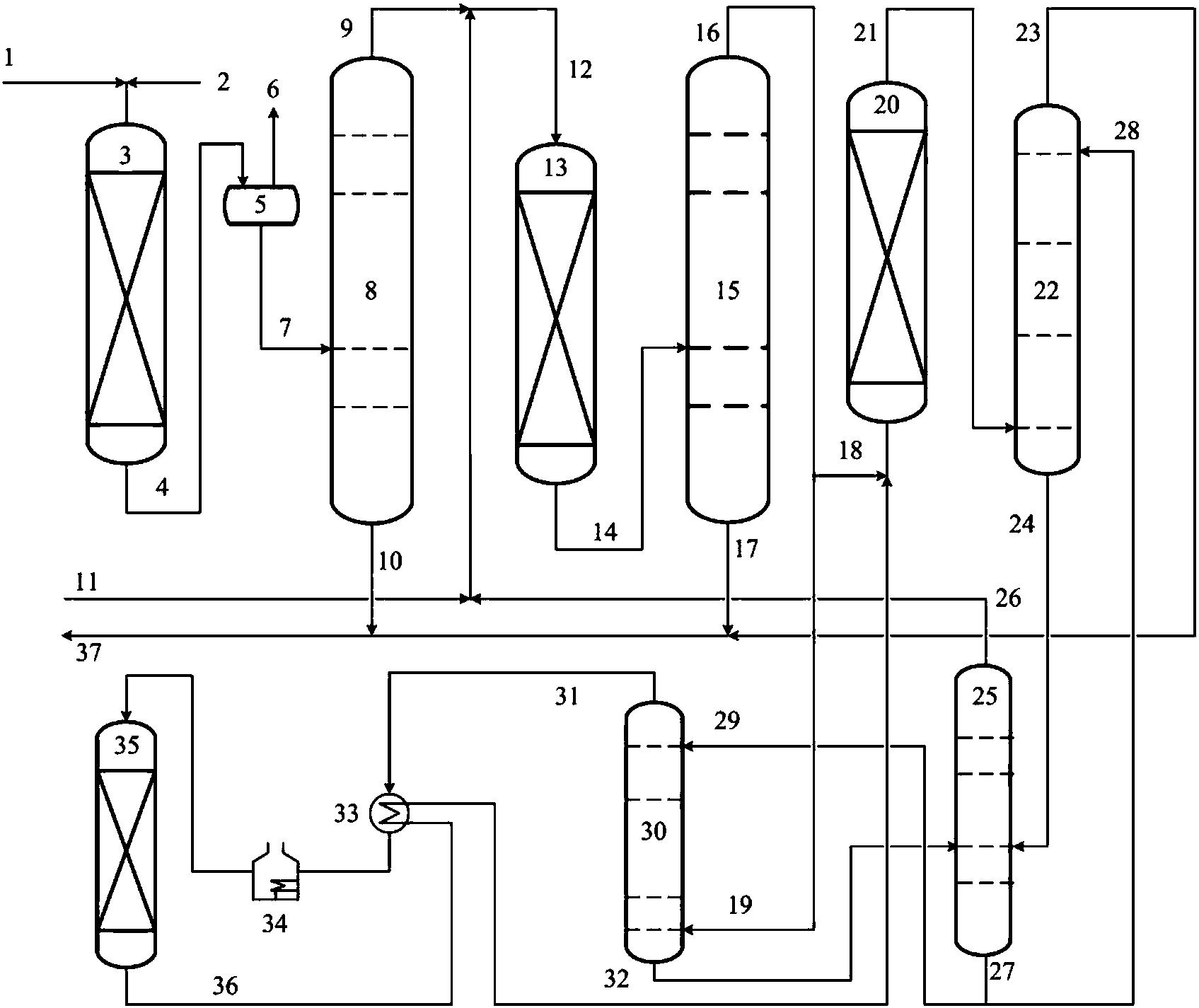
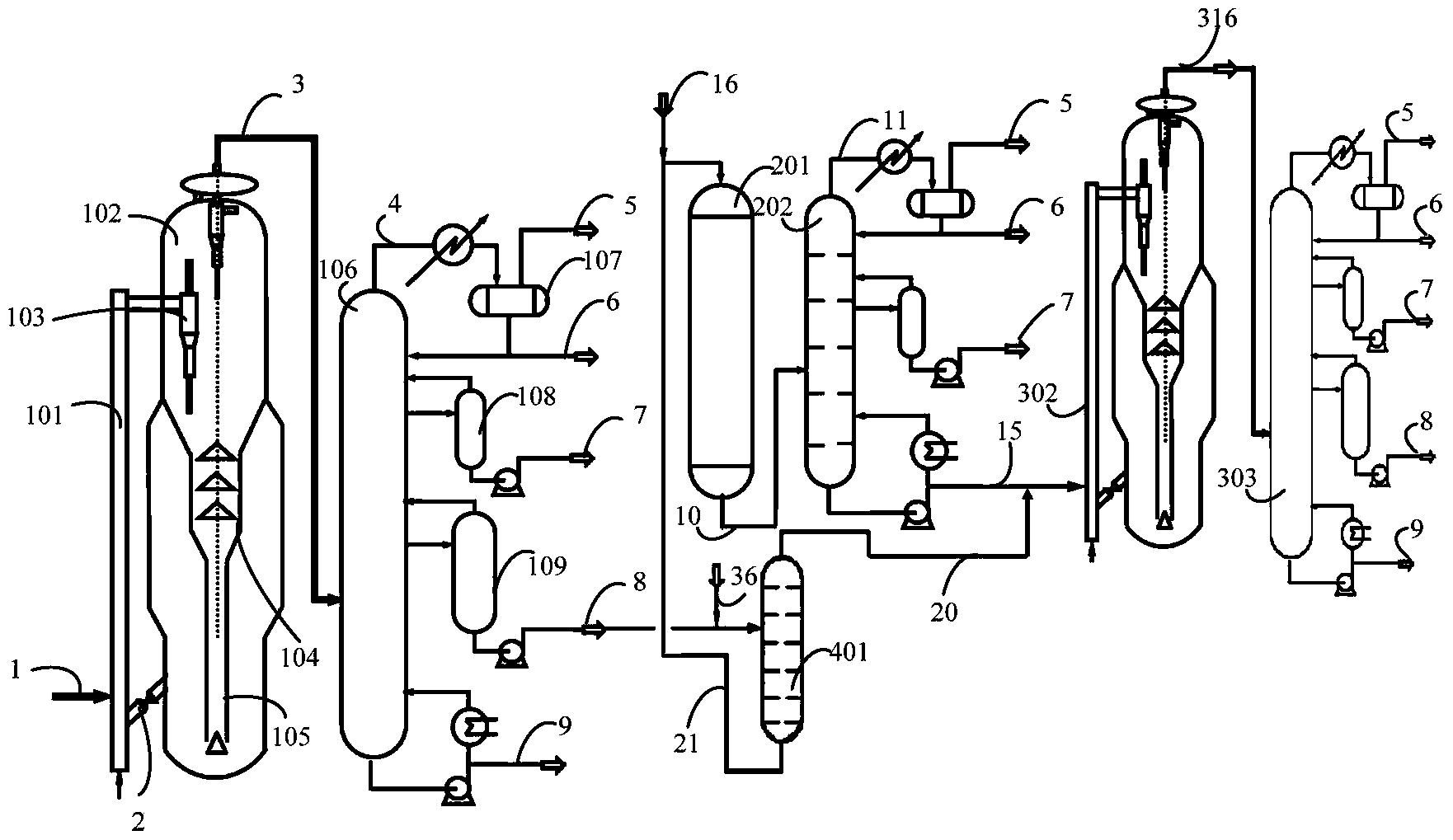
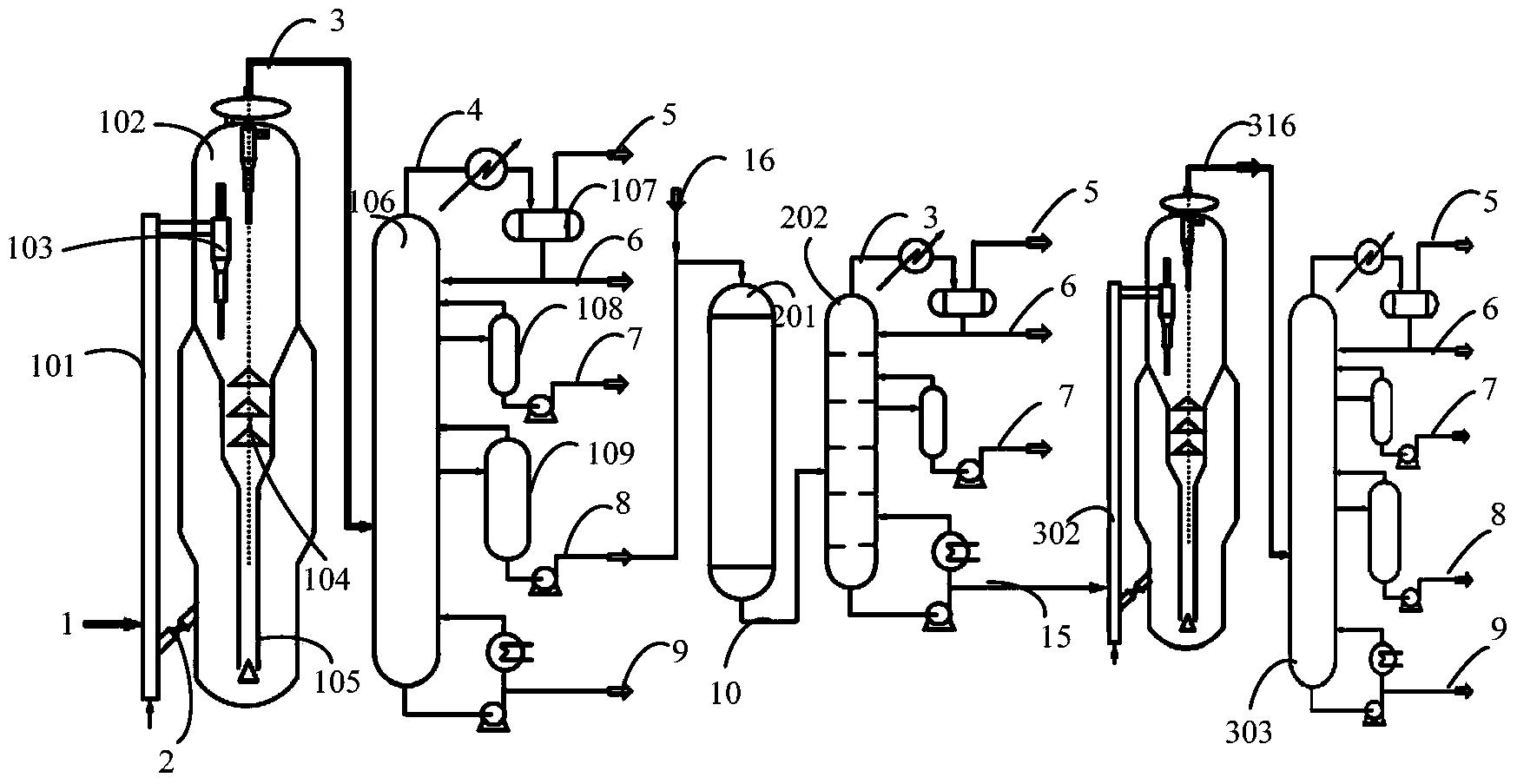
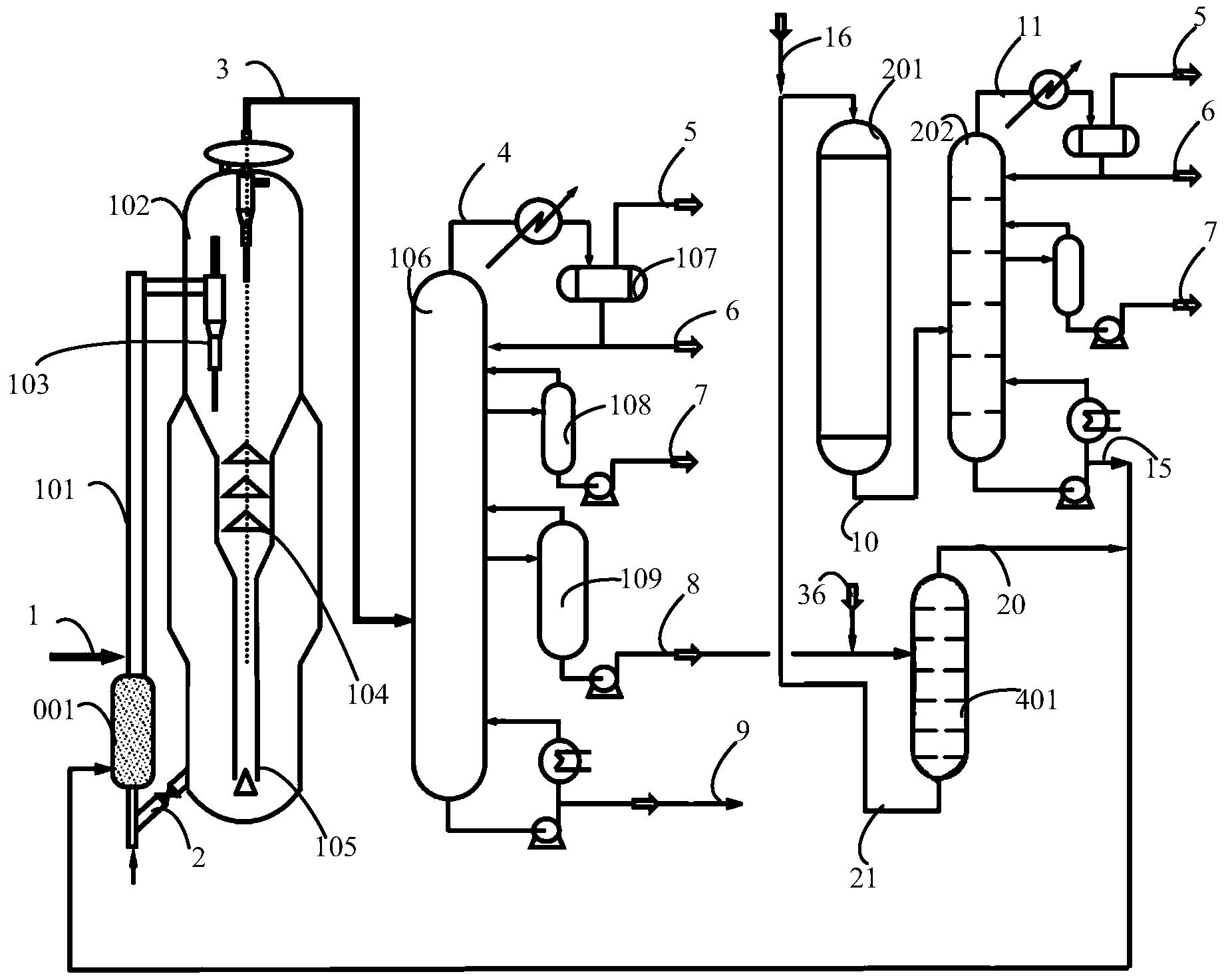
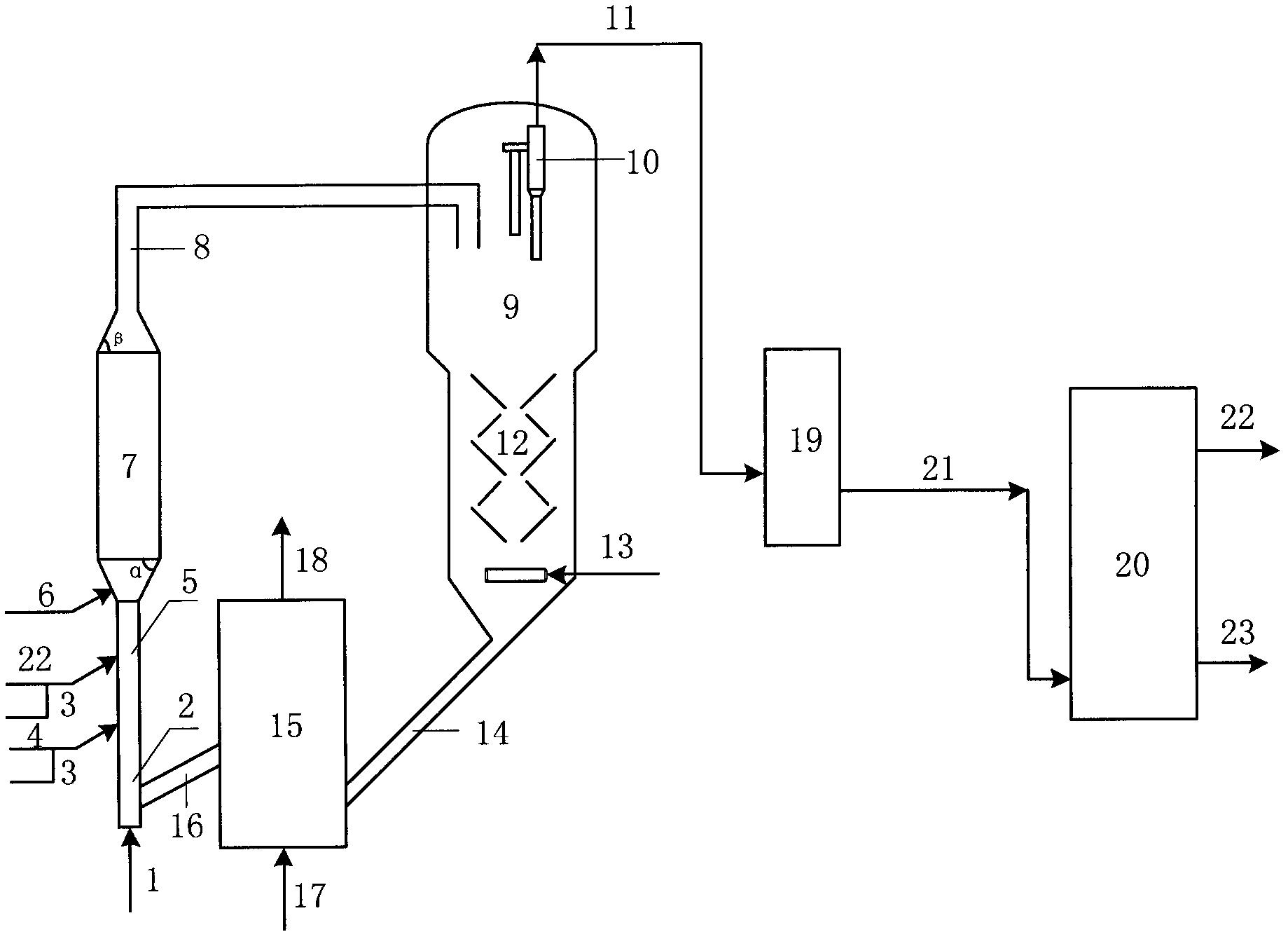
附图2是重汽油馏分进行选择性加氢脱硫的流程示意图。
具体实施方式
本发明是这样具体实施的:
(1)将全馏分汽油原料分别在60~80℃和120~180℃下切割为轻汽油馏分、中间汽油馏分和重汽油馏分。轻汽油馏分、中间汽油馏分和重汽油馏分的收率分别为全馏分汽油原料的20~40重%、20~40重%、20~60重%。所述的全馏分汽油选自催化裂化汽油、催化裂解汽油、直馏汽油、焦化汽油、蒸汽裂解制乙烯的副产汽油和热裂化汽油中的一种或几种,上述汽油的终馏点≯220℃。
(2)轻汽油馏分进入碱抽提单元,经碱洗精制脱除其中的硫醇硫,得到精制轻汽油馏分。
(3)中间汽油馏分与氢气混合后进入第一加氢单元,与加氢精制催化剂接触,在反应温度200~380℃,氢分压1.0~4.0MPa,体积空速0.5~10h-1,氢油体积比为200~800的反应条件下,进行脱硫、脱氮、烯烃饱和反应,得到硫、氮含量均小于0.5μg/g,烯烃含量小于1体积%,符合催化重整进料要求的汽油馏分。将该汽油馏分进行催化重整处理,得到辛烷值RON为100的汽油馏分。
第一加氢单元所述加氢精制催化剂是负载在活性氧化铝和/或硅铝载体上的非贵金属催化剂,以氧化物计,并以催化剂为基准,该加氢精制催化剂含有0.5重%~6重%的钴和/或镍、5重%~25重%的钼和/或钨。所述加氢精制催化剂还含有助催化剂成分,助催化剂成分选自Mg、Zn、Fe、Ca中的一种或几种。优选所述加氢精制催化剂的活性金属组分为镍、钨和钴。
(4)在本发明优选的一个实施方案中,所述第二加氢单元中,重汽油馏分进入第一反应区,在氢气的作用下与加氢脱二烯催化剂接触进行选择性脱二烯反应,第一反应区的反应流出物进入第二反应区,在氢气的作用下与选择性加氢脱硫催化剂接触进行选择性加氢脱硫反应,所得第二反应区的反应流出物经冷却后进入高压分离器,分离得到液相物流进入稳定塔,稳定塔底流出物经氧化脱硫醇硫后,得到低硫重汽油馏分;所述第一反应区的反应温度比第二反应区的反应温度低100~220℃。
所述第一反应区的反应条件为:氢分压1.0~4.0MPa、反应温度80~280℃、体积空速2.0~10.0h-1、氢油体积比200~1000Nm3/m3;第二反应区的反应条件为:氢分压1.0~4.0MPa、反应温度200~400℃、体积空速2.0~8.0h-1、氢油体积比200~1000Nm3/m3。优选所述第一反应区的反应温度为120~260℃,第二反应区的反应温度为260~400℃。
所述加氢脱二烯催化剂含有一种氧化铝载体和负载在该载体上的选自第VIII族的钴和/或镍、第VIB族的钼和/或钨及碱金属组分,以氧化物计并以催化剂为基准,该催化剂含有0.5重%~8重%的钴和/或镍、5重%~25重%的钼和/或钨、>1重%~6重%的碱金属。优选,其中第VIII族金属组分为钴,第VIB族金属组分为钼,碱金属为钾。所述加氢脱二烯催化剂对二烯烃具有较高的加氢活性与选择性,能在较缓和的反应条件下,将重汽油馏分中的二烯烃加氢脱除,从而可以有效避免因二烯烃缩合导致的后续加热炉炉管及反应器压降过快上涨的问题,有效延长后续加氢反应器中催化剂的使用周期。
所述选择性加氢脱硫催化剂是负载在无定型氧化铝和/或硅铝载体上的第VIB族非贵金属和/或第VIII族非贵金属催化剂。优选,所述选择性加氢脱硫催化剂的载体为氧化铝,活性金属组分为钼和/或钨、镍和/或钴;以氧化物计并以催化剂总重量为基准,所述的钼和/或钨的含量为8~35重%,镍和/或钴的含量为0.5~5重%。
在本发明的一个优选的实施方案中,所述选择性加氢脱硫催化剂为级配装填的选择性加氢脱硫催化剂I和选择性加氢脱硫催化剂II,其中,选择性加氢脱硫催化剂I的活性金属负载量大于选择性加氢脱硫催化剂II的活性金属负载量。优选所述选择性加氢脱硫催化剂I的活性金属负载量与选择性加氢脱硫催化剂II的活性金属负载量之差小于5重量%。
优选的此一种或两种选择性加氢脱硫催化剂的加氢脱硫选择性很高,既能深度脱除重汽油馏分中硫化物,又避免了其中烯烃被大量饱和,因而能使该加氢脱硫过程中的辛烷值损失很小。
所述的优选的选择性加氢脱硫催化剂的制备方法如下。
将水合氧化铝与助剂混合成型、干燥、再于空气下焙烧2~6小时,制得载体。将载体浸入配制好的含钴和/或镍化合物、钼和/或钨化合物的水溶液1~4小时后,干燥,在300~550℃下焙烧2~5小时即得到催化剂产品。
所述钴、钼、镍和钨的化合物水溶液可以按常规方法制备。钴、钼、镍和钨的化合物分别选自它们的可溶性化合物中的一种或几种。其中钼的化合物优选钼酸铵,钴的化合物优选硝酸钴、氯化钴、碱式碳酸钴一种或几种。镍和钨的化合物分别优选为硝酸镍、氯化镍、碱式碳酸镍、钨酸铵、偏钨酸铵、乙基偏钨酸铵、偏钨酸镍中的中的一种或几种。
所述水合氧化铝优选假-水软铝石或拟薄水铝石。
(5)步骤(2)所得的精制轻汽油馏分与步骤(3)所得的重整后中间汽油馏分及步骤(4)所得的低硫重汽油馏分混合,得到超低硫全馏分汽油产品。
下面结合附图对本发明所提供的方法作进一步的说明。
按照附图1,本发明提供的降低汽油硫含量方法的工艺流程详细描述如下:来自管线1的全馏分汽油原料进入分馏塔2,经分馏后得到轻汽油馏分、中间汽油馏分和重汽油馏分。轻汽油馏分经管线3引出,送入碱抽提单元4进行碱洗精制脱硫醇,所得的精制轻汽油馏分由管线5送去产品罐15进行全馏分产品调和。中间汽油馏分由管线6引出,送入固定床加氢精制反应系统7进行加氢脱硫、加氢脱氮、烯烃加氢饱和反应,反应的液相产物经管线8送入催化重整反应系统9进行催化重整处理,得到的产品由管线10送去产品罐15进行全馏分产品调合。重汽油馏分由管线11引出,送入固定床加氢脱硫反应系统12进行选择性加氢脱硫,得到的产品由管线13送去氧化脱硫醇,再由管线14引出,送去产品罐15进行全馏分产品调合。
按照附图2,本发明提供的方法中,重汽油馏分选择性加氢脱硫的工艺流程详细描述如下:
来自管线11的重汽油馏分经原料泵16升压后与来自管线38的氢气混合后经管线17进入换热器18,与来自管线25的物料换热后经管线19进入第一加氢反应器20,进行选择性脱二烯反应。第一加氢反应器流出物经管线21进入加热炉22加热后,经管线23进入第二加氢反应器24,进行选择性加氢脱硫反应。第二加氢反应器流出物经管线25进入换热器18,与来自管线17的物料换热后再经管线26进入高压分离器27。在高压分离器27进行汽液分离后,顶部的富氢气流由管线28进入循环氢脱硫化氢塔32,从塔顶出来的氢气由管线33引出,与来自管线34的新氢混合后经管线35进入循环氢压缩机36,经循环氢压缩机增压后,一路经管线37作为第二反应器的冷氢,另一路经管线38与原料泵16出口物料混合。从高压分离器27底部得到的物流经管线29进入稳定塔30,塔顶的轻烃气体由管线31抽出,塔底产物经管线13送去氧化脱硫醇,之后由管线14送去产品罐进行全馏分产品调合。
下面的实施例将对本发明提供的方法予以进一步的说明,但并不因此而限制本发明。
对比例所用的选择性加氢脱硫催化剂的商品牌号为RSDS-1。实施例所用的中间汽油馏分加氢精制催化剂的商品牌号为RS-1A。实施例所用的选择性脱二烯催化剂的商品牌号为RGO-2。上述催化剂均为中国石化催化剂分公司生产。
实施例所用选择性加氢脱硫催化剂为催化剂C1和催化剂C2。催化剂C1的载体为氧化铝,活性金属组成为:氧化钼15.6重%,氧化钴3.5重%。催化剂C2的载体为氧化铝,活性金属组成为:氧化钼11.0重%,氧化钴2.5重%。
对比例
以一种催化裂化汽油为原料油A,其性质如表1所示。以68℃为切割点将原料油A切割为轻、重两段馏分,所得轻馏分与重馏分分别占原料的30.0重%和70.0重%。轻馏分经碱精制脱硫醇,重馏分与氢气混合后进入固定床反应器与催化剂RSDS-1接触进行加氢脱硫反应。脱硫醇后轻馏分和加氢后重馏分调和得到全馏分汽油产品。加氢工艺条件及全馏分汽油产品的性质列于表2。由表2可以看出,调和后产品RON损失为4.0个单位,总硫含量为20μg/g,硫醇硫含量为12μg/g,氧化脱硫醇后满足硫醇硫<10μg/g的汽油出厂要求,但产品总硫无法小于10μg/g。
实施例1
本实施例采用与对比例1相同的原料油A,以60℃和135℃为切割点将原料油A切割为三段馏分,所得轻汽油馏分、中间汽油馏分和重汽油馏分分别占原料的30.0重%、35.0重%和35.0重%。轻汽油馏分经碱洗精制脱硫醇硫。中间汽油馏分与氢气混合后进入固定床反应器进行加氢精制反应,然后送催化重整处理。重汽油馏分与氢气混合后依次进入两个加氢处理反应器进行选择性加氢脱二烯、选择性加氢脱硫反应,再经氧化脱硫醇。上述三段汽油馏分的产品调合,得到全馏分汽油产品。
中间汽油馏分的加氢反应条件及重汽油馏分加氢处理所经过的两个加氢处理反应器的反应条件见表3。全馏分产品的性质见表4。由表4可以看出产品的硫含量为8.2μg/g,烯烃含量为21.5体积%,RON仅损失0.7,产品收率达100.0重%。
实施例2
以一种催化裂化汽油为原料油B,其原料油性质如表1所示。以65℃和150℃为切割点将原料油B切割为三段馏分,所得轻汽油馏分、中间汽油馏分和重汽油馏分分别占原料的33.0重%、37.0重%和30.0重%。轻汽油馏分经碱洗精制脱硫醇硫。中间汽油馏分与氢气混合后进入固定床反应器进行加氢精制反应,然后送催化重整处理。重汽油馏分与氢气混合后依次进入两个加氢处理反应器进行选择性加氢脱二烯、选择性加氢脱硫反应,再经氧化脱硫醇。上述三段汽油馏分的产品调合,得到全馏分汽油产品。
中间汽油馏分的加氢反应条件及重汽油馏分加氢处理所经过的两个加氢处理反应器的反应条件见表3。全馏分产品的性质见表4。由表4可以看出产品的硫含量为9.8μg/g,烯烃含量为29.0体积%,RON仅损失0.9,产品收率达100.2重%。
实施例3
以一种催化裂化汽油为原料油C,其原料油性质如表1所示。以80℃和160℃为切割点将原料油C切割为三段馏分,所得轻汽油馏分、中间汽油馏分和重汽油馏分分别占原料的40.0重%、40.0重%和20.0重%。轻汽油馏分经碱洗精制脱硫醇硫。中间汽油馏分与氢气混合后进入固定床反应器进行加氢精制反应,然后送催化重整处理。重汽油馏分与氢气混合后依次进入两个加氢处理反应器进行选择性加氢脱二烯、选择性加氢脱硫反应,再经氧化脱硫醇。上述三段汽油馏分的产品调合,得到全馏分汽油产品。
中间汽油馏分的加氢反应条件及重汽油馏分加氢处理所经过的两个加氢处理反应器的反应条件见表3。全馏分产品的性质见表4。由表4可以看出产品的硫含量为6.5μg/g,烯烃含量为19.0体积%,RON仅损失0.4,产品收率达99.9重%。
表1
表2
表3
表4
一种生产超低硫全馏分汽油产品的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。






动态评分
0.0