

IPC分类号 : B27D1/04,B27N1/02,B27N3/00,B27N3/02,B27N3/04,B27N3/18,C08J3/00,C08J3/12,C08J9/28,C08L61/24,C09J161/24







专利摘要
本发明提供一种热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法,包括以下步骤:步骤一,热固性水溶性脲醛树脂胶黏剂的真空浓缩;步骤二,对浓缩后的热固性水溶性脲醛树脂胶黏剂进行pH值调整;步骤三,对步骤二进行pH值调整后的热固性水溶性脲醛树脂胶黏剂进行真空冷冻干燥;步骤四,真空冷冻干燥后的研磨及筛分。采用该方法制备的胶黏剂以干法施胶方式施加于高含水率人造板基材,呼吸式热预压工艺生产人造板,可以降低人造板基材干燥能耗,提高胶黏剂的固化速度、胶合强度和耐水性,降低人造板甲醛释放量。
权利要求
1.一种热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法,其特征在于包括以下步骤:
步骤一,热固性水溶性脲醛树脂胶黏剂的真空浓缩;
步骤二,对浓缩后的热固性水溶性脲醛树脂胶黏剂进行pH值调整;
步骤三,对步骤二进行pH值调整后的热固性水溶性脲醛树脂胶黏剂进行真空冷冻干燥;
步骤四,对经真空冷冻干燥处理后的热固性水溶性脲醛树脂胶黏剂进行研磨及筛分,获得热固性水溶性脲醛树脂纳米粉体胶黏剂;研磨采用纳米球磨机,研磨温度在80~250℃之间;筛分后粒径分布范围在400~900nm之间。
2.根据权利要求1所述的热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法,其特征在于:步骤一中,热固性水溶性脲醛树脂胶黏剂的真空浓缩条件为:真空度为0.05~0.09MPa,真空浓缩温度为20~50℃,浓缩后的固体含量在50~80%之间。
3.根据权利要求1所述的热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法,其特征在于:步骤二中,调整后的pH值在5~7之间,pH值调节剂为稀酸水溶液或酸性盐水溶液。
4.根据权利要求1所述的热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法,其特征在于:步骤三中,真空冷冻干燥分为预冷冻过程、升华干燥过程和解析干燥过程;其中,预冷冻过程的温度为小于-40℃,升华干燥过程的真空度为0.01~0.1mbar、冻干温度为-40~-60℃,解析干燥过程的真空度为0.001~0.01mbar、冻干温度-60~-80℃。
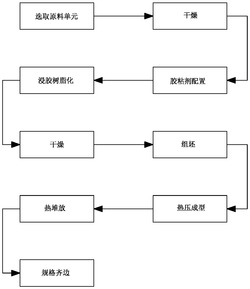
5.采用权利要求1~4任一项的方法制备的热固性水溶性脲醛树脂纳米粉体胶黏剂在人造板生产中的应用,其特征在于包括以下步骤:
步骤一,采用干法施胶的方式对人造板进行施胶;
步骤二,施胶后的人造板基材经铺装或组坯后进行呼吸式热预压。
6.根据权利要求5所述的热固性水溶性脲醛树脂纳米粉体胶黏剂在人造板生产中的应用,其特征在于:施胶对象为人造板基材中刨花层、纤维层或单板层,所述刨花层、纤维层和单板层的相对含水率在30~100%之间。
7.根据权利要求5所述的热固性水溶性脲醛树脂纳米粉体胶黏剂在人造板生产中的应用,其特征在于:步骤一中,脲醛树脂纳米粉体胶黏剂通过气流吹撒的方式施加在刨花层或纤维层表面,并机械搅拌均匀,施胶量为刨花层或纤维层绝对干重的5~20%;或脲醛树脂胶黏剂纳米粉体通过气流吹撒的方式均匀施加在单板层的表面,施胶量在50~100g/m
8.根据权利要求5所述的热固性水溶性脲醛树脂纳米粉体胶黏剂在人造板生产中的应用,其特征在于:步骤二中,呼吸式热预压是指将热压机升高到指定温度后保温,将人造板板坯置于热压机开档缓慢升压到指定单位压力保压一段时间后,缓慢卸压到指定单位压力后再保压一段时间;
每经历一个升压~保压~卸压~保压周期,记为呼吸1次。
9.根据权利要求8所述的热固性水溶性脲醛树脂纳米粉体胶黏剂在人造板生产中的应用,其特征在于:呼吸式热预压工艺参数为,预压单位压力在0~5MPa之间,预压温度在110~180℃之间,呼吸次数大于3次。
说明书
技术领域
本发明涉及一种热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法及其在人造板生产中的应用方法,属人造板制造领域。
背景技术
2015年我国人造板的产量达2.87亿立方米,占世界人造板产量的60%,耗用胶黏剂1530万吨,耗用量仍在随人造板产量的增加以10%左右的速度增长。其中脲醛树脂胶黏剂的消耗量为1392万吨(含尿素-三聚氰胺-甲醛共聚树脂胶黏剂),占人造板胶黏剂耗用量近90%。脲醛树脂胶黏剂是所有合成树脂中价格最低廉的品种,长期在人造板生产中占据主导地位,将在相当长的时间内无法被其他胶黏剂取代。但其存在甲醛释放、耐水性差和对胶接基材含水率要求低等缺陷,长期困扰着人造板工业界。
通用的喷雾干燥是一种悬浮粒子加工技术,是利用高压将料液雾化成为细小的雾滴,并在热干燥介质中迅速蒸发溶剂形成干粉产品的过程。该干燥方法会使热敏型液体胶黏剂在加热过程中继续缩聚,导致分子量增大,物理化学性质发生变化,同时干燥后的粉体表面硬结,导致干粉研磨和再次溶解困难,进而影响胶合性能。
脲醛树脂胶黏剂的固化通常是在酸性条件下进行的,人造板工业中普遍是将脲醛树脂胶黏剂的pH值调整到3~5之间使用,以达到快速固化的目的。调胶时过低的pH值使固化体系中残存过量的酸,而过量的酸会使固化树脂的水解速度加快,导致脲醛树脂胶黏剂耐水性差,从而影响人造板的性能,调胶时较高的pH值有利于提高脲醛树脂胶黏剂的耐水性。
为了获得理想的胶合强度,脲醛树脂胶黏剂固化时对人造板基材的相对含水率有严格要求,基材相对含水率一般在8~10%之间,最多不能超过12%,为了将基材含水率控制在规定的范围内,需要消耗大量的能源用于人造板基材的干燥。采用高含水率基材生产人造板,对节能降耗,降低人造板生产成本,极具意义。受限于脲醛树脂胶黏剂固化时对基材含水率的要求,实现高含水率基材的胶接需要新的技术措施。
专利CN107325765A提供了一种三聚氰胺-甲醛-尿素胶黏剂的喷雾干燥制备方法及木质复合材料制备方法,干燥后的粉体未经纳米化研磨处理,使用时需加水溶解,基材含水率在8%以下,采用湿法施胶方式,常规预压工艺。
发明专利CN104493948B提供了一种高含水率刨花板的制备方法,刨花的含水率为20~40%,采用液体施胶方式,施胶量为5~8%,常规预压工艺,所用胶黏剂为封闭型聚氨酯预聚体与三聚氰胺-脲醛树脂共混胶黏剂。
发明专利CN103737695B提供了一种干法施胶方法是采用静电雾化的方法,将干粉施加于高含水率刨花、纤维中,所述干粉构成极为复杂,为微米级,采用常规预压工艺。
发明内容
本发明为了解决现有技术中存在的上述缺陷和不足,提供了一种热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法及其在人造板生产中的应用方法,包括以下步骤:
步骤一,热固性水溶性脲醛树脂胶黏剂的真空浓缩;
步骤二,对浓缩后的热固性水溶性脲醛树脂胶黏剂进行pH值调整;
步骤三,对步骤二进行pH值调整后的热固性水溶性脲醛树脂胶黏剂进行真空冷冻干燥;
步骤四,对经真空冷冻干燥处理后的热固性水溶性脲醛树脂胶黏剂进行研磨及筛分,获得热固性水溶性脲醛树脂纳米粉体胶黏剂。
其中,步骤一中,热固性水溶性脲醛树脂胶黏剂的真空浓缩条件为:真空度为0.05~0.09MPa,真空浓缩温度为20~50℃,浓缩后的固体含量在50~80%之间。
步骤二中,调整后的pH值在5~7之间,pH值调节剂为稀酸水溶液或酸性盐水溶液。
步骤三中,真空冷冻干燥分为预冷冻过程、升华干燥过程和解析干燥过程;其中,预冷冻过程的温度为小于-40℃,升华干燥过程的真空度为0.01~0.1mbar、冻干温度为-40~-60℃,解析干燥过程的真空度为0.001~0.01mbar、冻干温度-60~-80℃。
步骤四中,研磨采用纳米球磨机,研磨温度在80~250℃之间;筛分后粒径分布范围在400~900nm之间。
本发明还提供一种采用上述方法制备的热固性水溶性脲醛树脂纳米粉体胶黏剂在人造板生产中的应用,其特征在于包括以下步骤:
步骤一,采用干法施胶的方式对人造板进行施胶;
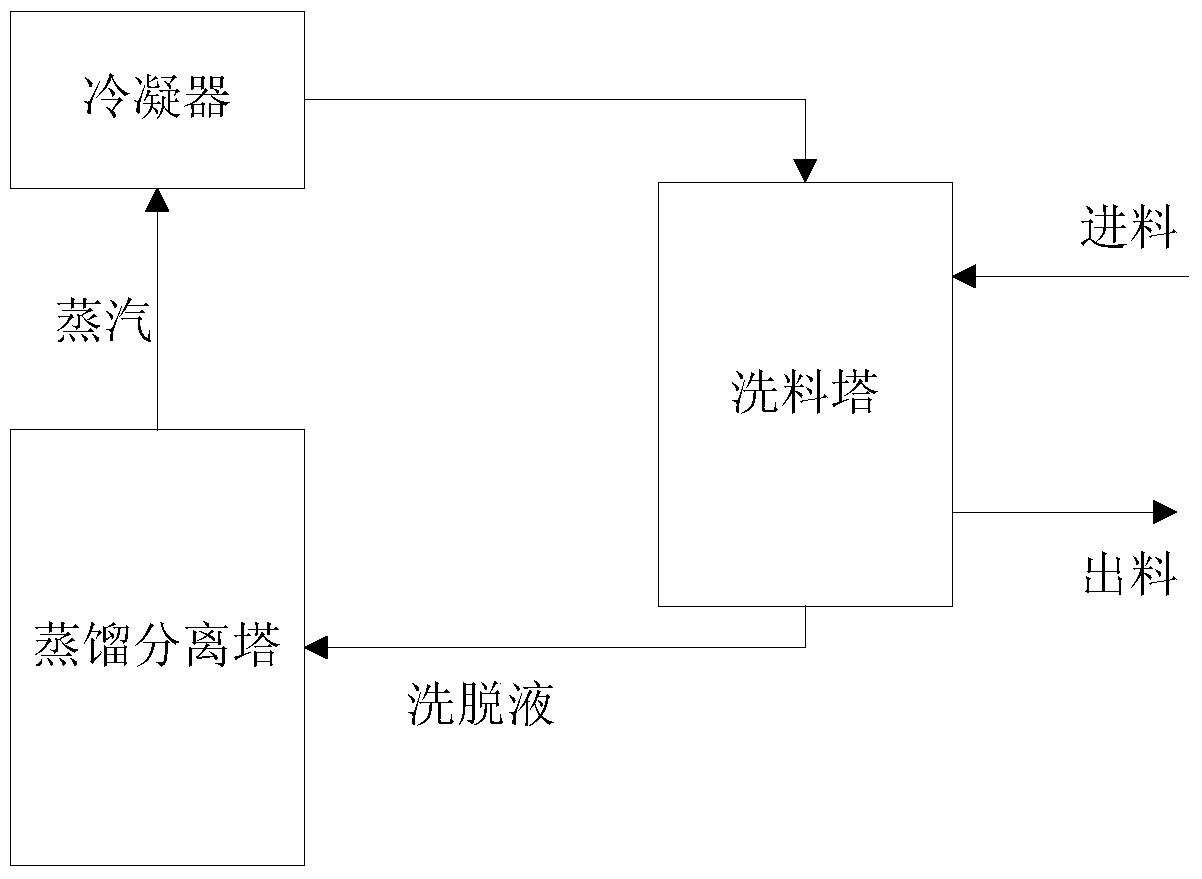
步骤二,施胶后的人造板基材经铺装或组坯后进行呼吸式热预压。
进一步,施胶对象为人造板基材中刨花层、纤维层或单板层,所述刨花层、纤维层和单板层的相对含水率在30~100%之间。
进一步,步骤一中,脲醛树脂纳米粉体胶黏剂通过气流吹撒的方式施加在刨花层或纤维层表面,并不断机械搅拌,施胶量为刨花层或纤维层绝对干重的5~20%;或脲醛树脂胶黏剂纳米粉体通过气流吹撒的方式施加在单板层的表面,施胶量为50~100g/m
进一步,步骤二中,呼吸式热预压是指将热压机升高到指定温度后保温,将人造板板坯置于热压机开档缓慢升压到指定单位压力保压一段时间后,缓慢卸压到指定单位压力后再保压一段时间。每经历一个升压~保压~卸压~保压周期,记为呼吸1次。
进一步,步骤二中,预压单位压力在0~5MPa之间,预压温度在110~180℃之间,呼吸次数大于3次。
本发明所达到的有益技术效果:
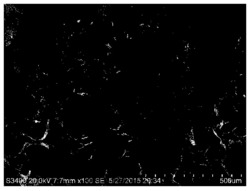
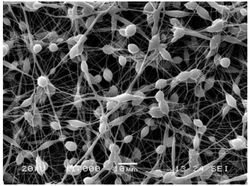
本发明提供的一种热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法,真空冷冻干燥在低温下进行,特别适用于热敏性,如热固性胶黏剂的干燥,干燥后物质分子量和物理化学性质与干燥前一致,结构疏松,呈海绵状,遇水后溶解迅速而完全,会立刻恢复至冻干前性状,脲醛树脂黏剂经冷冻干燥后密封包装,储存期可达1年以上。
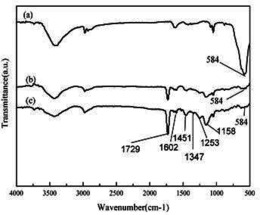
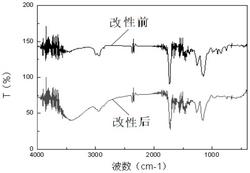
通过热研磨方式制备脲醛树脂纳米粉体胶黏剂,高温和研磨过程中的力化学作用可以促使脲醛树脂粉体中残余的游离甲醛挥发和醚键断裂释放出甲醛。经高温和研磨处理的脲醛树脂纳米粉体应用于人造板生产时,可以显著降低甲醛释放量。
采用该方法制备的胶黏剂为纳米级粉体,纳米级粉体具有极高的比表面积,是具有超强吸附效应的物理基础,采用此方法制备的脲醛树脂纳米粉体胶黏剂从人造板基材中吸附大量水分而溶解并润湿基材;溶解后的脲醛树脂纳米粉体胶黏剂中含有大量未反应的羟甲基,与人造板基材中的水分和纤维素形成氢键,大大提高了脲醛树脂纳米粉体胶黏剂的预压性能。
干法施胶方式施加于高含水率人造板基材,干法施胶,胶黏剂中不含水分,不会导致基材含水率提高;而胶黏剂固化前需要溶解以获得润湿性和流动性,需要从基材中吸取水分,因此基材必须具有较高的相对含水率,在纤维饱和点以上时,基材中才含有容易被吸附的自由水,因此人造板基材单元仅需干燥至较高含水率或不需干燥即可用于人造板生产。干法施胶,胶黏剂有100%的固体含量,省却胶黏剂中水分蒸发时间,固化时间显著缩短;胶合强度与胶黏剂的固体含量正相关,粉体溶解后仍能保持远远超出湿法施胶的固体含量,胶合强度显著提高。
采用热预压技术,可以使基材中的水分迅速汽化,形成喷蒸热压效应,迅速塑化板坯,减小板坯厚度;同时促进纳米粉体胶黏剂溶解和预固化,进一步增加预压性能。采用呼吸式预压可以促使经高温研磨后仍残留的游离甲醛、预固化过程中新生成的甲醛随高压水蒸气的排除强制排出,进一步降低人造板的甲醛释放量。
在使用常规热压工艺热压成板时,由于溶解后的胶黏剂具有较高的pH值,胶层不易水解,耐水性能显著提高。
本发明通过纳米粉体胶黏剂干法施胶于高含水率基材,采用呼吸式热预压工艺生产人造板,可以降低人造板基材单元干燥能耗,缩短胶黏剂固化时间,提高人造板胶合强度和耐水性,降低甲醛释放量。
具体实施方式
下面结合具体实施例对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
下面结合实施例对本发明专利进一步说明。
实施例1
将热固性水溶性脲醛树脂在真空度0.05MPa下浓缩,浓缩时胶黏剂的温度控制在20℃,浓缩至固体含量50%,用20%磷酸水溶液调整pH值至5后真空冷冻干燥。浓缩物在-40℃预冻至完全冰结;升华干燥段,真空度0.01mbar,冻干温度-40℃;解析干燥段,真空度0.001mbar,冻干温度在-80℃,获得干粉。干粉经纳米球磨机在80℃下研磨,研磨至筛分值400nm,得到纳米粉体。纳米粉体以气流吹撒方式施加在木纤维中,纳米粉体与木纤维经机械搅拌混合均匀,木纤维干燥至相对含水率为30%,纳米粉体的施加量以绝干纤维质量5%计算。施胶纤维铺装后进入热压机预压,热压机升温到110℃,保温。板坯热预压曲线为缓慢升压至单位压力5MPa,保压5min后,缓慢卸压至单位压力0 MPa,保压5min,记为呼吸1次,连续呼吸3次后彻底卸压。卸压后板坯马上进入另1热压机热压,热压温度180℃,热压单位压力2MPa,热压时间1min/mm。实施例结果:室内型中密度纤维板,密度0.65kg/m
对比实施例:采用市售普通脲醛树脂胶黏剂,木纤维含水率干燥至8%,调胶方式和施胶量与实施列1相同,常规预压方式,热压参数与实施例1相同。对比实施例结果:室内型中密度纤维板,密度0.65kg/m
从对比结果可以看出,采用普通脲醛树脂胶黏剂生产出的人造板,其内胶合强度、静曲强度、弹性模量和表面胶合强度均低于实施例1中采用脲醛树脂纳米粉体胶黏剂生产出的人造板;而吸水厚度膨胀率和甲醛释放量大于实施例1。
实施例2
将热固性水溶性脲醛树脂在真空度0.06MPa下浓缩,浓缩时胶黏剂的温度控制在30℃,浓缩至固体含量60%,用20%磷酸水溶液调整pH值至7后真空冷冻干燥。浓缩物在-45℃预冻至完全冰结;升华干燥段,真空度0.02mbar,冻干温度-45℃;解析干燥段,真空度0.002mbar,冻干温度在-70℃,获得干粉。干粉经纳米球磨机在250℃下研磨,研磨至筛分值900nm,得到纳米粉体。纳米粉体以气流吹撒方式施加在木纤维中,纳米粉体与木纤维经机械搅拌混合均匀,木纤维干燥至相对含水率为100%,纳米粉体的施加量以绝干纤维质量20%计算。施胶纤维铺装后进入热压机预压,热压机升温到180℃,保温。板坯热预压曲线为缓慢升压至单位压力5MPa,保压5min后,缓慢卸压至单位压力0 MPa,保压5min,记为呼吸1次,连续呼吸5次后彻底卸压卸压后板坯马上进入另1热压机热压,热压温度200℃,热压单位压力2.5MPa,热压时间1.5min/mm。实施例结果:普通型高密度纤维板,密度0.85kg/m
对比实施例:采用市售普通脲醛树脂胶黏剂,木纤维含水率干燥至8%,调胶方式和施胶量与实施列2相同,常规预压方式,热压参数与实施例2相同。对比实施例结果:普通型高密度纤维板,密度0.85kg/m
从对比结果可以看出,采用普通脲醛树脂胶黏剂生产出的人造板,其内胶合强度、静曲强度、弹性模量和表面胶合强度均低于实施例2中采用脲醛树脂纳米粉体胶黏剂生产出的人造板;而吸水厚度膨胀率和甲醛释放量大于实施例2。
实施例3
将热固性水溶性脲醛树脂在真空度0.07MPa下浓缩,浓缩时胶黏剂的温度控制在40℃,浓缩至固体含量70%,用20%硫酸铵水溶液调整pH值至5.5后真空冷冻干燥。浓缩物在-50℃预冻至完全冰结;升华干燥段,真空度0.03mbar,冻干温度-50℃;解析干燥段,真空度0.003mbar,冻干温度在-60℃,获得干粉。干粉经纳米球磨机在100℃下研磨,研磨至筛分值700nm,得到纳米粉体。纳米粉体以气流吹撒方式施加在木刨花中,纳米粉体与木刨花经机械搅拌混合均匀,木刨花干燥至相对含水率为40%,纳米粉体的施加量以绝干刨花质量15%计算。施胶刨花铺装后进入热压机预压,热压机升温到140℃,保温。板坯热预压曲线为缓慢升压至单位压力2.5MPa,保压5min后,缓慢卸压至单位压力0.5 MPa,保压5min,记为呼吸1次,连续呼吸4次后彻底卸压。卸压后板坯马上进入另1热压机热压,热压温度190℃,热压单位压力2.5MPa,热压时间1.5min/mm。实施例结果:干燥状态下使用的普通型刨花板,密度0.55kg/m
对比实施例:采用市售普通脲醛树脂胶黏剂,木刨花含水率干燥至8%,调胶方式和施胶量与实施列3相同,常规预压方式,热压参数与实施例3相同。对比实施例结果:干燥状态下使用的普通型刨花板,密度0.55kg/m
从对比结果可以看出,采用普通脲醛树脂胶黏剂生产出的人造板,其内胶合强度和静曲强度均低于实施例3中采用脲醛树脂纳米粉体胶黏剂生产出的人造板。
实施例4
将热固性水溶性脲醛树脂在真空度0.08MPa下浓缩,浓缩时胶黏剂的温度控制在50℃,浓缩至固体含量80%,用20%氯化铵水溶液调整pH值至6后真空冷冻干燥。浓缩物在-60℃预冻至完全冰结;升华干燥段,真空度0.04mbar,冻干温度-55℃;解析干燥段,真空度0.004mbar,冻干温度在-55℃,获得干粉。干粉经纳米球磨机在90℃下研磨,研磨至筛分值600nm,得到纳米粉体。纳米粉体以气流吹撒方式施加在长条刨花上,纳米粉体与长条刨花经机械搅拌混合均匀,长条刨花干燥至相对含水率为60%,纳米粉体的施加量以绝干刨花质量18%计算。施胶长条刨花定向铺装后进入热压机预压,热压机升温到150℃,保温。板坯热预压曲线为缓慢升压至单位压力3.0MPa,保压6min后,缓慢卸压至单位压力0.5 MPa,保压6min,记为呼吸1次,连续呼吸3次后彻底卸压。卸压后板坯马上进入另1热压机热压,热压温度190℃,热压单位压力2.5MPa,热压时间1.5min/mm。实施例结果:室内干燥状态下使用的一般用途定向刨花板,密度0.65kg/m
对比实施例:采用市售普通脲醛树脂胶黏剂,长条刨花含水率干燥至8%,调胶方式和施胶量与实施列4相同,常规预压方式,热压参数与实施例4相同。对比实施例结果:室内干燥状态下使用的一般用途定向刨花板,密度0.65kg/m
从对比结果可以看出,采用普通脲醛树脂胶黏剂生产出的人造板,其内胶合强度、平行静曲强度、垂直静曲强度、平行完全弹性模量和垂直弯曲弹性模量均低于实施例4中采用脲醛树脂胶纳米粉体黏剂生产出的人造板;而吸水厚度膨胀率和甲醛释放量大于实施例4。
实施例5
将热固性水溶性脲醛树脂在真空度0.09MPa下浓缩,浓缩时胶黏剂的温度控制在45℃,浓缩至固体含量75%,用20%氯化铵水溶液调整pH值至6后真空冷冻干燥。浓缩物在-55℃预冻至完全冰结;升华干燥段,真空度0.05mbar,冻干温度-55℃;解析干燥段,真空度0.005mbar,冻干温度在-60℃,获得干粉。干粉经纳米球磨机在150℃下研磨,研磨至筛分值800nm,得到纳米粉体。纳米粉体以气流吹撒方式均匀施加在杨木单板上,单板不经干燥,实际相对含水率为60%,纳米粉体的施加量以50g/m
对比实施例:采用市售普通脲醛树脂胶黏剂,单板含水率干燥至8%,调胶方式和施胶量与实施列5相同,常规预压方式,热压参数与实施例5相同。对比实施例结果:普通II类胶合板,板厚10mm,胶合强度0.71 MPa,顺纹静曲强度24.1 MPa,横纹静曲强度15.2 MPa,顺纹弹性模量4900 MPa,横纹弹性模量2450 MPa,甲醛释放量13.5mg/L。
从对比结果可以看出,采用普通脲醛树脂胶黏剂生产出的人造板,其胶合强度、顺纹静曲强度、横纹静曲强度、顺纹弹性模量和横纹弹性模量均低于实施例5中采用脲醛树脂纳米粉体胶黏剂生产出的人造板;而甲醛释放量大于实施例5。
以上已以较佳实施例公布了本发明,然其并非用以限制本发明,凡采取等同替换或等效变换的方案所获得的技术方案,均落在本发明的保护范围内。
热固性水溶性脲醛树脂纳米粉体胶黏剂的制备方法及其应用方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0