










专利摘要
本发明公开了一种细化镁合金挤压型材组织的方法,使用常规的挤压变形工艺挤压镁合金坯料,变形过程中,所述镁合金坯料先在封闭的挤压筒中进行封闭锻造,使挤压坯料在封闭的挤压筒中受到持续压应力作用,发生组织细化,后进行挤压变形,可进一步细化变形组织,即得到细化的镁合金挤压型材组织。该制备方法获得的镁合金型材组织比常规挤压工艺获得的镁合金型材组织更细,从而改善了镁合金型材的综合力学性能。实现了以常规挤压工艺制备组织更细的挤压型材,节约能源,降低成本,易于推广应用,具有良好的应用前景。
权利要求
1.一种细化镁合金挤压型材组织的方法,其特征在于,使用常规的挤压变形工艺挤压镁合金坯料,变形过程中,所述镁合金坯料先在封闭的挤压筒中进行封闭锻造,使挤压坯料在封闭的挤压筒中受到持续压应力作用,发生组织细化,后进行挤压变形,进一步细化变形组织,即得到组织细化的镁合金挤压型材;具体包括以下步骤:
启动挤压装置,利用密封块封闭挤压筒出口,在200℃~500℃的条件下,利用挤压杆的挤压力对挤压筒中的镁合金坯料进行封闭锻造,所述封闭锻造中挤压杆对坯料施加的挤压力为200~800吨,保压时间为10~120s;再将所述密封块去掉,采用挤压装置继续对所述镁合金坯料进行挤压变形,即获得组织细化的镁合金挤压型材。
2.根据权利要求1所述细化镁合金挤压型材组织的方法,其特征在于,所述挤压变形中挤压杆的挤压速度为0.1~50m/min,挤压比为2:1~100:1。
说明书
技术领域
本发明涉及高性能镁合金型材的制备方法,尤其涉及一种细化镁合金挤压型材组织的方法,属于轻合金加工技术领域。
背景技术
镁合金因质量轻,比强度高,散热性能和阻尼性能好、环境友好等优点,已成为最具发展潜力的金属结构材料之一。但是,其绝对强度低,塑性差,这严重限制了镁合金的广泛使用。析出强化、固溶强化、加工硬化等可以显著提高绝对强度,但同时极易损害其塑性。晶粒细化被认为是一种可提高强度,同时也可改善塑性的重要手段,而热挤压是实现晶粒细化的主要方式。
目前,镁合金挤压型材广泛用于交通运输、航空、航天等领域。但是,在镁合金型材制备过程中,由于其具有一定形状,挤压温度往往比较高,这导致了其极易发生动态再结晶晶粒长大。所以常规挤压工艺所获得的挤压型材强度往往偏低,塑性往往较差,难以达到服役性能指标。为了克服上述缺陷,大量的研究者致力于改善挤压镁合金组织、提高其性能。如中国专利201610026103.4公开了一种纳米增强镁合金及其制备方法,采用了多道次等通道转角挤压和高压扭转相结合等工艺来细化晶粒,提高合金的强度,平均晶粒直径为50~100nm左右;中国专利201310149560.9公开了纳米晶镁合金的连续剧烈塑性变形制备方法,通过熔炼、掺入纳米颗粒并分散、冷却、扭曲变形、异步轧制等步骤细化晶粒,平均晶粒直径为50~100nm左右;中国专利201210311960.0公开了一种镁合金型材制造方法,采用动态时效技术、热挤压成形和等径角挤压技术,细化了材料组织;但这些加工工艺较为复杂、设备复杂昂贵且成本极高,并且不适合用于大规格产品的制造。因此,在当前镁合金挤压型材绝对强度较低、塑性差的情况下,发展低成本常规工艺制造的细晶、高性能镁合金挤压型材有极其重要的意义,对扩大镁合金应用将产生重要影响。
发明内容
针对上述现有技术的不足,本发明的目的在于提供一种细化镁合金挤压型材组织的方法,解决现有制备方法存在工艺复杂、设备复杂昂贵、成本高和晶粒细化效果有限的问题。
为了解决上述技术问题,本发明采用了如下的技术方案:一种细化镁合金挤压型材组织的方法,使用常规的挤压变形工艺挤压镁合金坯料,变形过程中,所述镁合金坯料先在封闭的挤压筒中进行封闭锻造,使挤压坯料在封闭的挤压筒中受到持续压应力作用,发生组织细化,后进行挤压变形,进一步细化变形组织,即得到组织细化的镁合金挤压型材;
具体包括以下步骤:启动挤压装置,利用密封块封闭挤压筒出口,在200℃~500℃的条件下,利用挤压杆的挤压力对挤压筒中的镁合金坯料进行封闭锻造;再将所述密封块去掉,采用挤压装置继续对所述镁合金坯料进行正常挤压变形,即获得组织细化的镁合金挤压型材。
进一步,所述封闭锻造中挤压杆对坯料施加100吨以上的挤压力并保压5s以上。优选的所述封闭锻造中挤压杆对坯料施加的挤压力为200~800吨,保压时间为10~120s。
进一步,所述挤压变形中挤压杆的挤压速度为0.1~50m/min,挤压比为2:1~100:1。
在常规挤压过程中,挤压锭坯与挤压筒有一定间隙,这为封闭锻造提供了变形余量,使利用挤压机进行连续封闭锻造挤压成为可能。在封闭锻造过程中,挤压锭坯将产生大量的孪生以及缺陷,这为后期挤压变形过程中的动态再结晶提供更多的形核位置,进而可获得进一步细化的镁合金组织,提高合金的综合力学性能。挤压力过小,产生的缺陷不足以增加再结晶形核,达不到锻造效果。
相比现有技术,本发明具有如下有益效果:
1、本发明采用连续封闭锻造挤压制备镁合金型材是基于现有的挤压设备,通过对挤压筒出口进行封闭,利用挤压杆对挤压坯料进行封闭锻造,使其产生组织细化,再进行常规挤压变形,进一步细化变形组织,进而有效细化镁合金的组织,改善挤压型材综合力学性能。本发明实现了以常规挤压工艺实现了镁合金晶粒细化,节约能源,降低成本,易于推广应用,具有良好的应用前景。
2、本发明制备的镁合金挤压型材,以挤压筒作为锻造模具,在挤压杆压力作用下实现封闭锻造的过程,获得晶粒细化了的挤压坯料,在此基础上进行连续的挤压,制备方法简单,最终制备的型材与常规挤压成型的型材一样,无须退火处理,无内应力,可直接使用。通过严格控制挤压力、保压时间、挤压速度、挤压比以及挤压温度等多因素,实现了镁合金型材晶粒的细化。
3、本发明在不改变现有加工方式的情况下,利用成本低廉的封闭锻造方法,使镁合金坯料晶粒得到细化,制备得到的镁合金挤压型材具有优异综合力学性能和较好的晶粒尺寸。
附图说明
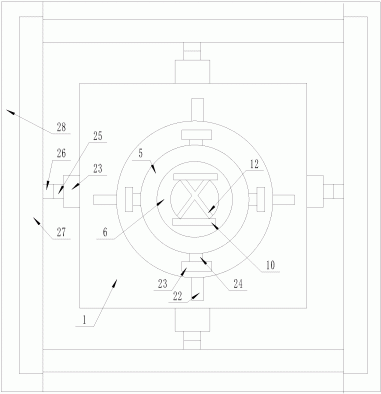
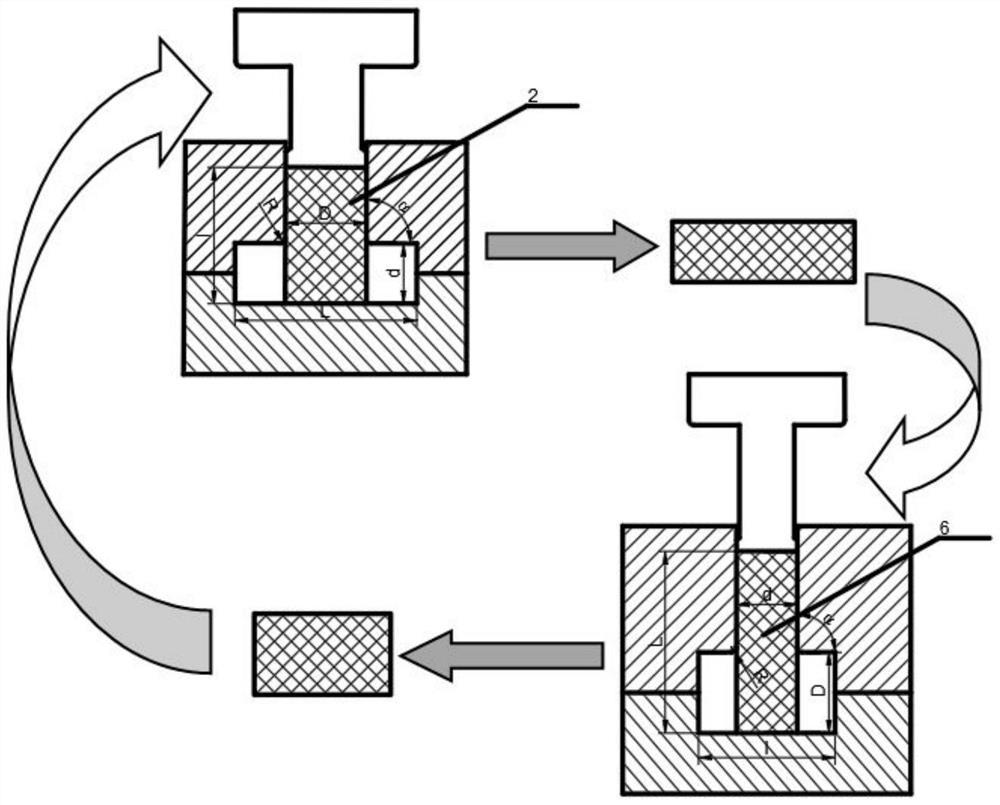
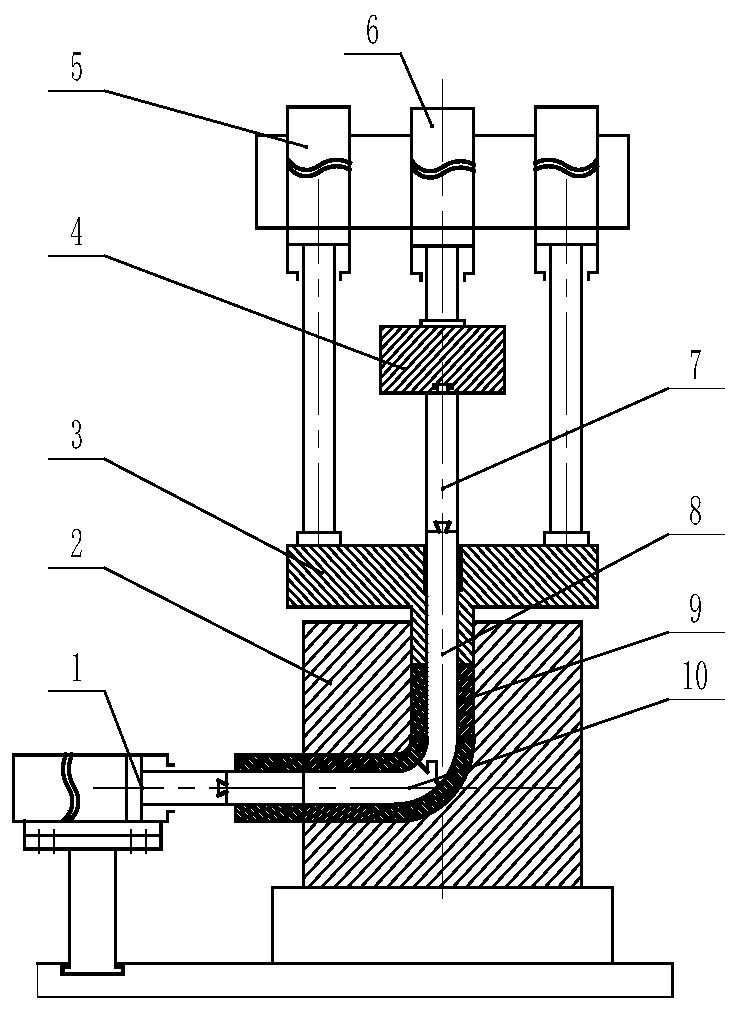
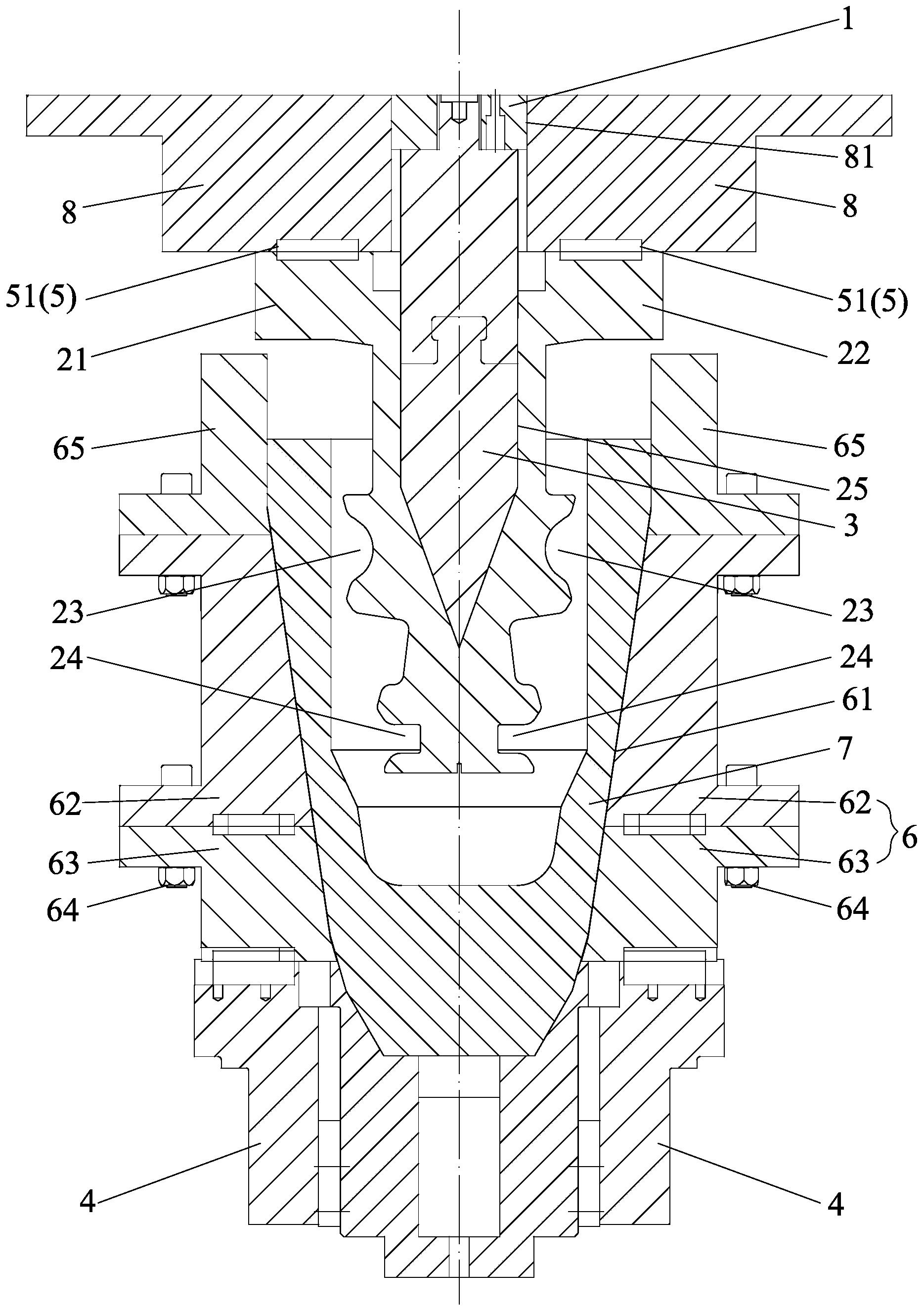
图1为连续封闭锻造挤压制备镁合金型材的示意图;
A为封闭锻造阶段;B为挤压变形阶段;
图2为实例1制得细化镁合金的微观结构图;
图3为实例1制得细化镁合金的力学性能图;
图4为实例2制得细化镁合金的微观结构图;
图5为实例2制得细化镁合金的力学性能图;
图6为对比例1制得细化镁合金的微观结构图;
图7为对比例1制得细化镁合金的力学性能图;
图8为实例3制得细化镁合金的微观结构图;
图9为实例3制得细化镁合金的力学性能图。
图10为对比例2制得细化镁合金的微观结构图;
图11为对比例2制得细化镁合金的力学性能图。
具体实施方式
下面结合实施例和附图对本发明作进一步的详细说明。
实施例1
使用常规的挤压变形工艺挤压ZK60镁合金坯料,启动挤压装置,利用密封块封闭挤压筒出口,然后在380℃条件下,挤压杆对预热至380℃的ZK60镁合金施加300吨挤压力并保压30秒;封闭锻造完成之后,将密封块去掉,采用挤压装置正常挤压变形,挤压杆的挤压速度为30 mm/s,挤压比为25:1,获得组织更细的镁合金挤压棒材。
运用金相显微镜对制得镁合金挤压棒材进行微观结构观测,结果如图2所示。
从图2可以看出,镁合金的平均晶粒尺寸~3μm。
运用拉伸和压缩试验对制得的镁合金挤压棒材进行力学性能测试,结果如图3所示。
由图3可以得出,该镁合金的抗拉强度为320 MPa,屈服强度为230 MPa,延伸率为26%,抗压强度为229MPa,压缩屈服强度与拉伸屈服强度的比为0.97。
实施例2
使用常规的挤压变形工艺挤压常规的ZK60镁合金,启动挤压装置,利用密封块封闭挤压筒出口,然后在380℃条件下,挤压杆对预热至380℃的ZK60镁合金施加300吨挤压力并保压60秒;封闭锻造完成之后,将密封块去掉,采用挤压装置正常挤压变形,挤压杆的挤压速度为30 mm/s,挤压比为25:1,获得组织更细的镁合金挤压棒材。
运用金相显微镜对制得的镁合金挤压棒材进行微观结构观测,结果如图4所示。
从图4可以看出,镁合金的平均晶粒尺寸~2μm。
运用拉伸和压缩试验对制得的镁合金挤压棒材进行力学性能测试,结果如图5所示。
由图5可以得出,该镁合金的抗拉强度为331 MPa,屈服强度为252 MPa,延伸率为27%,抗压强度为235MPa,压缩屈服强度与拉伸屈服强度的比为0.93。
对比例1
使用常规的挤压变形工艺挤压ZK60镁合金,启动挤压装置,在380℃条件下,采用正常挤压变形,挤压杆的挤压速度为30 mm/s,挤压比为25:1,获得镁合金挤压棒材。
运用金相显微镜对制得的镁合金挤压棒材进行微观结构观测,结果如图6所示。
从图6可以看出,镁合金的平均晶粒尺寸~10μm。
运用拉伸和压缩试验对制得的镁合金挤压棒材进行力学性能测试,结果如图7所示。
由图7可以得出,该镁合金的抗拉强度为307 MPa,屈服强度为214 MPa,延伸率为29%,抗压强度为200MPa,压缩屈服强度与拉伸屈服强度的比为0.93。
实施例3
使用常规的挤压变形工艺挤压AZ31镁合金,启动挤压装置,利用密封块封闭挤压筒出口,然后在420℃条件下,挤压杆对预热至420℃的AZ31镁合金施加400吨挤压力并保压60秒;封闭锻造完成之后,将密封块去掉,采用挤压装置正常挤压变形,挤压杆的挤压速度为80 mm/s,挤压比为100:1,获得组织更细的镁合金挤压板材。
运用金相显微镜对制得的镁合金挤压板材进行微观结构观测,结果如图8所示。
从图8可以看出,镁合金的平均晶粒尺寸~6μm。
运用拉伸和压缩试验对制得的镁合金挤压板材进行力学性能测试,结果如图9所示。
由图9可以得出,该镁合金的0°、45°以及90°的抗拉强度分别为263 MPa、256 MPa、以及280 MPa ,0°、45°以及90°的屈服强度分别为190 MPa、198 MPa以及220 MPa,0°、45°以及90°的延伸率分别为14%、20%以及18%。
对比例2
使用常规的挤压变形工艺挤压AZ31镁合金,启动挤压装置,在420℃条件下,采用正常挤压变形,挤压杆的挤压速度为80 mm/s,挤压比为100:1,获得镁合金挤压板材。
运用金相显微镜对制得的镁合金挤压板材进行微观结构观测,结果如图10所示。
从图10可以看出,镁合金的平均晶粒尺寸~12μm。
运用拉伸和压缩试验对制得的镁合金挤压板材进行力学性能测试,结果如图11所示。
由图11可以得出,该镁合金的0°、45°以及90°的抗拉强度分别为252MPa、243MPa以及254MPa,0°、45°以及90°的屈服强度分别为180MPa、166MPa以及158MPa,0°、45°以及90°的延伸率分别为15%、22%以及17%。
以上所述仅为本发明的较佳实施例而已,并不以本发明为限制,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
一种细化镁合金挤压型材组织的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0