







专利摘要
本实用新型属于热冲压成型技术领域,公开了一种薄板加热用多功能及小型化红外复合箱式加热炉,包括红外加热层和电阻加热层;短波红外灯管组安装于红外加热层上方或下方;短波红外灯管通过夹具固定在可滑动托盘或者凹式支撑架上;可滑动托盘通过滑动导轨将可滑动托盘从加热炉上料系统入口侧牵引到下料系统出口侧;加热炉外安装水冷系统以冷却红外加热灯管的芯片控制端;制氮机提供的高纯氮气通过管道连接到加热炉内部;红加热炉体下方安装液压升降系统。本实用新型的复合加热箱式炉,兼具占地小、成本低、工艺柔性好以及能效高等众多优势,是未来薄板材加热的一种极具应用前景的加热方式。
权利要求
1.一种红外复合箱式加热炉,其特征在于,所述红外复合箱式加热炉包括红外加热层和电阻加热层;
短波红外灯管组安装于红外加热层上方或下方;
可滑动托盘通过滑动导轨将可滑动托盘从加热炉上料系统入口侧牵引到下料系统出口侧;凹式支撑架支撑的坯料依靠外部叉臂将坯料置于加热炉内,加热完成后依靠叉臂伸入加热炉拾出坯料;
加热炉外安装水冷系统以冷却红外加热灯管的芯片控制端;制氮机提供的高纯氮气通过管道连接到加热炉内部;炉外总控系统控制加热炉各炉层的加热过程;
红加热炉体下方安装液压升降系统。
2.如权利要求1所述的红外复合箱式加热炉,其特征在于,
短波红外灯管长度大于可滑动托盘的宽度。
3.如权利要求1所述的红外复合箱式加热炉,其特征在于,可滑动托盘上部设置凸起结构,用于坯料的定位以及下料时拾料。
4.如权利要求1所述的红外复合箱式加热炉,其特征在于,短波红外灯管上部安装反射罩。
说明书
技术领域
本实用新型属于热冲压成型技术领域,尤其涉及一种薄板加热用多功能及小型化红外复合箱式加热炉。
背景技术
目前,最接近的现有技术:
热冲压成形技术是提高高强度钢板塑性成形能力,保证冲压零件尺寸精度及提高冲压零件强度级别的新型成形技术,目前已成为高强钢汽车零部件制造行业的热门技术。热冲压工艺的坯料加热都采用辊底炉和多层电阻加热箱式炉。其中辊底炉的主要优势在于:适用于激光切割下料后不同形状坯料的均匀加热,加热生产效率高,但是需要增加辊底炉炉身长度,通常大于30m,因此导致占地面积大,投资高,仅加热炉成本就占整条生产线成本的30%以上;另外,由于加热过程为防止坯料氧化,需始终通入氮气保护,且炉体的炉底辊均为陶瓷辊,价格昂贵,单根陶瓷辊的市场价格一般在3000~5000元不等,并且由于废气或炉体本身造成的能量损失,使得该类炉能源利用率低,只能达到53%。而传统的多层箱式炉占地面积少,相对成本较低,但是生产效率低,为匹配快速冲压的生产效率要求,就需要增加箱式炉的数量;且箱式炉加热工艺路径单一,不可调控,限制其应用潜力。除此之外,还有研究涉及感应加热和自阻加热用于薄板的新型加热方式,这些加热方式加热速度快,坯料氧化少,可直接应用于非涂层板的加热而避免使用涂层板,但是这两种加热方法对板材的外形尺寸要求严格,必须为矩形板,对于异形板的加热无法保证整板的加热温度均匀性,因此实现产业化应用的难度极大。
综上所述,现有技术存在的问题是:
辊底炉加热涂层板陶瓷辊易“结瘤”,造成维护更换成本高;加热速度较慢,需通过增加炉体长度提高生产效率,因而导致占地面积大,建设成本高;加热工艺路径可调控性较差。
传统多层箱式炉加热速度慢、效率低且加热工艺路径不可调控。
感应加热及自阻加热等快速加热方式加热异形薄板温度均匀性差,极易产生板型缺陷;且加热速度过快不适用于涂层板加热过程涂层与基板之间的合金化过程,导致无法形成氧化防护层。
解决上述技术问题的难度:
采取高加热效率(速度)和高能效的加热方式替代常规辊底炉或箱式炉所用的电加热(或燃气加热),如何实现加热路径可调控及高控温精度,同时针对异形薄板加热,还能够有效保证板坯的板型(即温度均匀性)。
解决上述技术问题的意义:
能够进一步降低现有热冲压成形产品的成本,同时有助于提升现有热冲压超高强钢结构件的综合性能,扩大其再白车身制造中的应用比例,有助于进一步提升现有乘用车的轻量化程度和安全性。
实用新型内容
针对现有技术存在的问题,本实用新型提供了一种薄板加热用多功能及小型化红外复合箱式加热炉。
本实用新型是这样实现的,一种红外复合箱式加热炉,所述红外复合箱式加热炉包括红外加热层和电阻加热层(可根据加热工艺及生产效率需求设置层数或取消);
短波红外灯管组安装于红外加热层上方或下方;
可滑动托盘通过滑动导轨将可滑动托盘从加热炉上料系统入口侧牵引到下料系统出口侧;凹式支撑架支撑的坯料依靠外部叉臂将坯料置于加热炉内,加热完成后依靠叉臂伸入加热炉拾出坯料;
加热炉外安装水冷系统以冷却红外加热灯管的芯片控制端;制氮机提供的高纯氮气通过管道连接到加热炉内部;炉外总控系统控制加热炉各炉层的电阻丝加热过程;
红加热炉体下方安装液压升降系统。
进一步,短波红外灯管长度发育于可滑动托盘的宽度。
进一步,红外加热层中的红外加热灯管组安装层红外加热层上方时,短波红外灯管红外加热与加热坯料的辐射距离根据加热速度、加热温度以及生产效率的要求在线调节,调节距离范围10-100mm,加热速度可大于50℃/s。
进一步,可滑动托盘采用耐高温氧化铝陶瓷等耐高温抗氧化材料;可滑动托盘上部设置凸起结构,用于坯料的定位以及下料时拾料。
进一步,红外加热层中的红外加热灯管组安装层红外加热层下方时,短波红外灯管输出功率按照坯料加热温度及速度以及生产效率的要求设定,灯管间距10-50mm;短波红外灯管与加热坯料的辐射距离根据加热速度、加热温度以及生产效率的要求在线调节,调节距离范围10-100mm,加热速度可大于50℃/s。
进一步,红外加热层中的红外加热灯管组安装层红外加热层下方时,凹式支撑架依靠机械手带动端拾器伸入加热炉内直接抓取料片快速取出后,放置于模具内冲压成形,红外加热层单层高度大于需大于150mm。
进一步,短波红外灯管上部安装反射罩。
本实用新型的另一目的在于提供一种安装所述红外复合箱式加热炉的薄板加热生产线。
综上所述,本实用新型的优点及积极效果为:
本实用新型红外加热方式是一种新型的快速加热方式,一方面可以大幅度缩短加热炉的占地面积,降低加热设备的成本,且能够有效保证加热效率和坯料的加热质量,是一种有效的加热替代方式;另外一方面,由于加热速度的显著提高以及可调控性,可以在很大程度上降低加热过程中板材的氧化行为,从而可以使用低廉的非涂层板进行生产。同时,柔性的加热工艺更加适合涂层般的加热,有助于涂层与基体之间的合金化控制。因此,将红外加热方式嵌入常规多层箱式加热炉中,形成复合加热箱式炉,将兼具占地小、成本低、工艺柔性好以及能效高等众多优势,是未来薄板材加热的一种极具应用前景的加热方式。
本实用新型通过红外加热嵌入式箱式炉设计,有效利用箱式加热炉特有的少占地面积优势,此外还可以通过调节红外加热灯管的输出功率以及辐射距离和角度等调节加热工艺路径,适应涂层及非涂层板的加热要求;同时,由于利用红外加热部分或全部替代传统多层箱式炉内的电阻加热方式,可实现快速加热以缩短加热的时间,提高生产效率;并且,由于红外加热是通过直接对整板的辐射实现加热过程,因此能够有效保证异形板材加热过程同板良好的温度均匀性。
附图说明
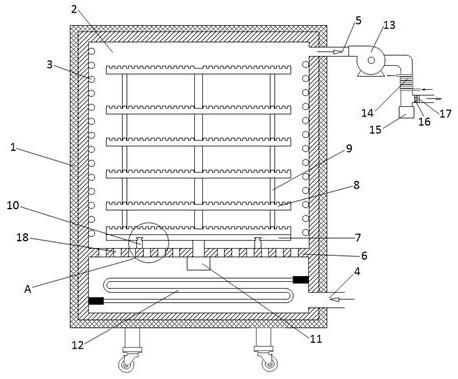
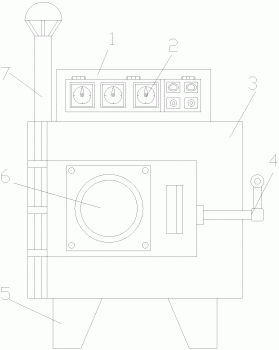
图1是本实用新型实施例提供的上置式红外复合箱式加热炉图。
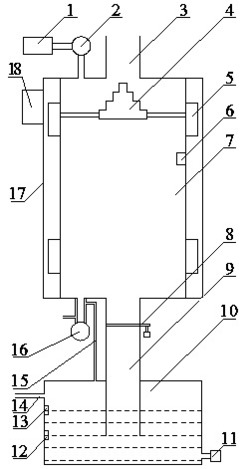
图2是本实用新型实施例提供的上置式红外复合箱式加热炉的液压升降系统连接图。
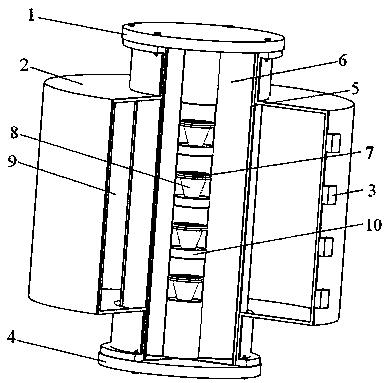
图3是本实用新型实施例提供的复合箱式加热炉的红外加热炉层图。
图4是本实用新型实施例提供的可滑动托盘图。
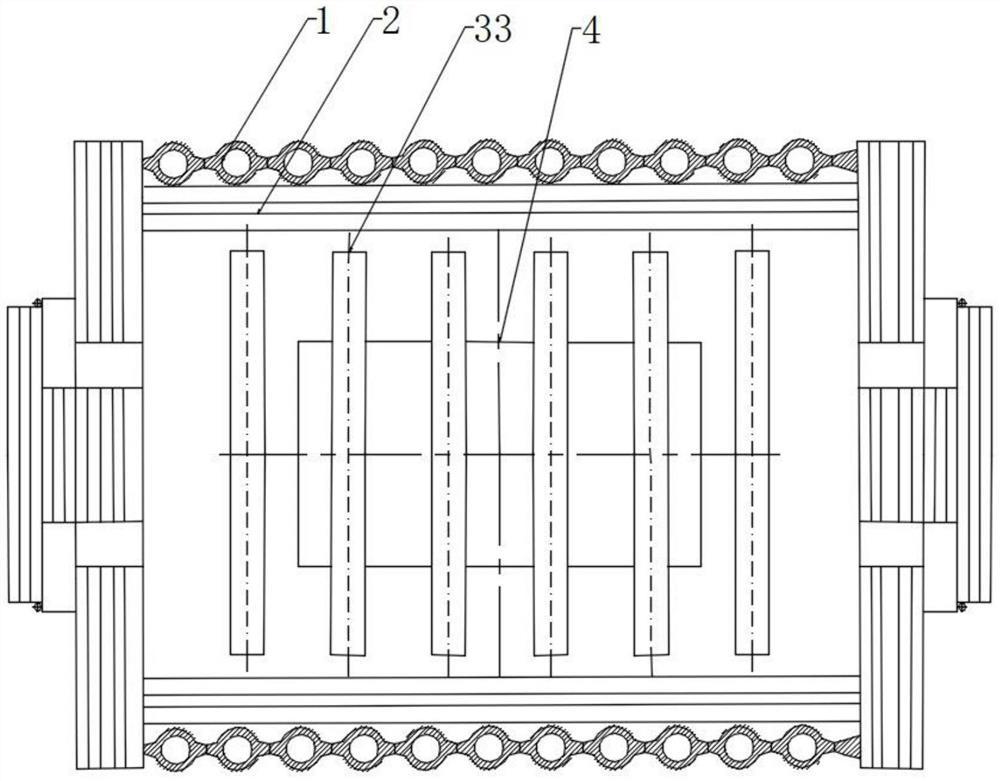
图5是本实用新型实施例提供的上置式红外复合箱式加热炉的短波红外灯管组示意图。
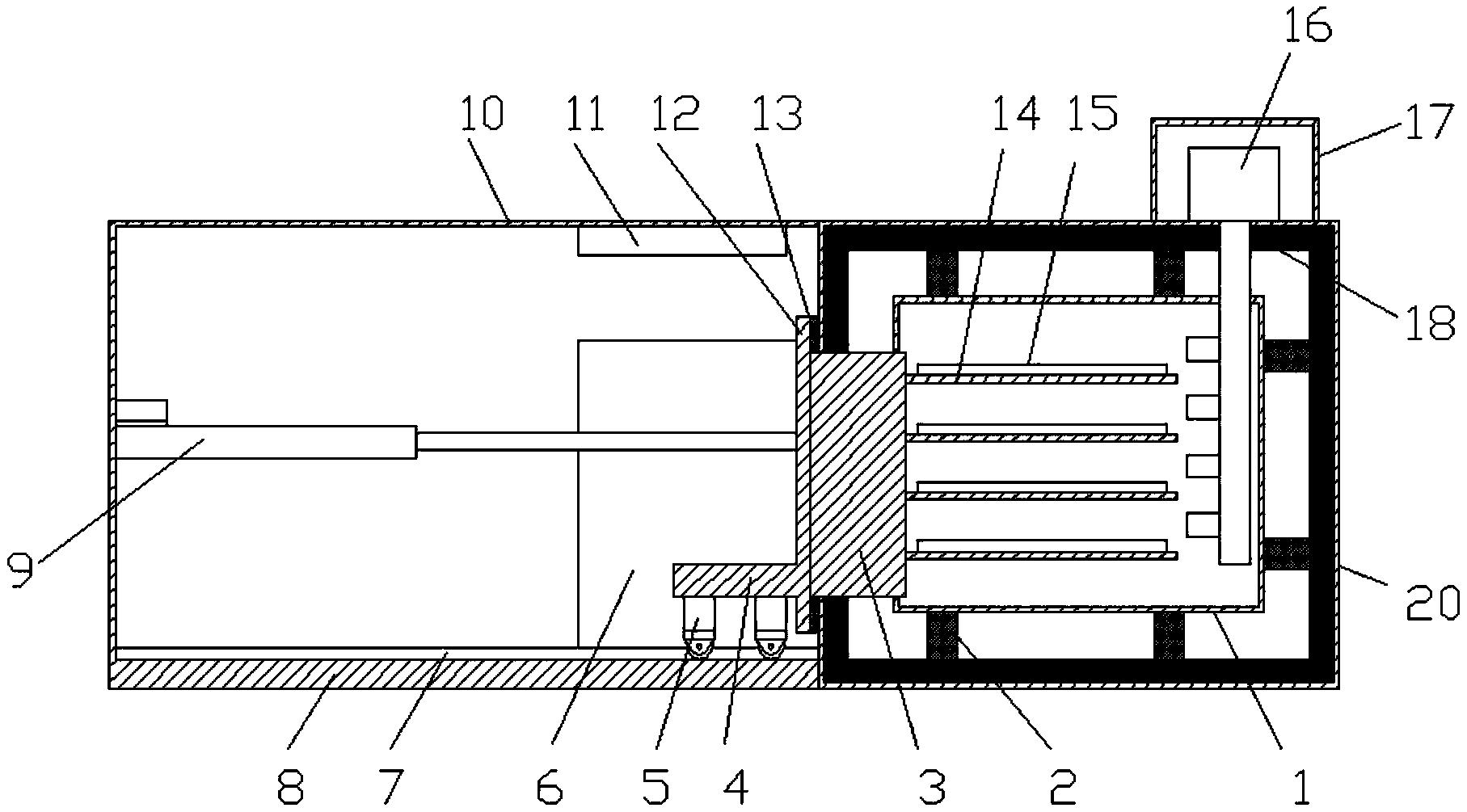
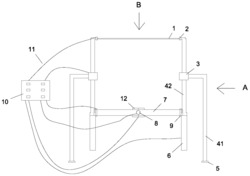
图6是本实用新型实施例提供的下置式红外复合箱式加热炉图。
图7是本实用新型实施例提供的下置式红外复合箱式加热炉的总控系统连接示意图。
图8是本实用新型实施例提供的下置式红外复合箱式加热炉的短波红外灯管连接示意图。
图中:1、上料系统;2、下料系统;3、水冷系统;4、制氮机;5、总控系统;6、可滑动托盘;7、液压升降系统;8、短波红外灯管;9、红外加热炉层;10、加热炉层框架;11、常规电阻加热炉层;12、滑动导轨;13、凸起结构;14、反射罩;15、凹式支撑架;16、凹式支撑板;17、夹具;18、坯料。
图9是本发明实施例加热所采用的低碳钢异形薄板外观及典型尺寸示意图。
图10是本实用新型实施例提供的280mm×200mm×2mm的多梯度工字型超低碳钢钢板在288kw/m
图11是本实用新型实施例提供的采用上置式红外复合箱式加热炉的红外加热炉子对普通的低碳钢进行加热,加热的距离仍然为4.5cm,短波红外灯管的输出功率调节为360kw/m
图12是本实用新型实施例提供的采用上置式红外复合箱式加热炉的红外加热炉子对普通的低碳钢进行加热,同样材质的低碳钢厚度变为1mm,加热的高度调节为7cm,灯管之间的距离调节到1.5mm,此时短波红外灯管的输出功率为288kw/m
图13是本实用新型实施例提供的采用下置式红外复合箱式加热炉的红外加热炉子对普通的低碳钢进行加热,同样材质的低碳钢厚度变为1mm,加热的高度调节为7cm,灯管之间的距离仍为1.5mm,此时短波红外灯管的输出功率为360kw/m
图14是本实用新型实施例提供的传统辊底炉或电阻箱式炉加热方式下坯料的一般升温曲线图。
图15是本实用新型实施例提供的矩形(a)及梯形(b)薄板快速感应加热导致的板形瓢曲图。
图16是本实用新型实施例提供的快速加热过程中沿板坯传送方向不同板宽处温度的差异性图。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
辊底炉加热涂层板陶瓷辊易“结瘤”,造成维护更换成本高;加热速度较慢,需通过增加炉体长度提高生产效率,因而导致占地面积大,建设成本高;加热工艺路径可调控性较差。传统多层箱式炉加热速度慢、效率低且加热工艺路径不可调控。感应加热及自阻加热等快速加热方式加热异形薄板温度均匀性差,极易产生板型缺陷;且加热速度过快不适用于涂层板加热过程涂层与基板之间的合金化过程,导致无法形成氧化防护层。
为解决上述问题,下面结合附图对本实用新型作详细描述。
如图1-图5所示,本实用新型实施例提供的上置式红外复合箱式加热炉包括:
红外加热层9中的短波红外灯管组安装于该红外加热层9上方,单根红外加热灯管8输出功率按照坯料18加热温度及速度以及生产效率的要求设定,根据坯料18加热均匀性的要求合理设计灯管间距10-50mm(间距可调节)。
短波红外灯管8长度不低于可滑动托盘6的宽度;红外加热灯管8与加热料片的辐射距离同样根据加热速度、加热温度以及生产效率的要求可在线调节,调节距离范围10-100mm,且该距离与红外加热灯管8间距需协同调节以达到最佳的料片加热的各项指标要求。加热速度最快可达50℃/s以上。
坯料支撑装置可采用可滑动托盘6或者“凹式”支撑架15,且其最小宽度根据所传送坯料的宽度以及同时传送坯料的件数设计;材料可采用耐高温氧化铝陶瓷等耐高温抗氧化材料。若采取托盘形式,其上部设置凸起结构13,为了坯料的定位以及下料时拾料的便利性和简易性,不需要额外设置坯料的顶出机构,凸起结构13也可以采用耐高温氧化铝陶瓷材料等,料片加热完成后通过滑动导轨12传将可滑动托盘6从加热炉入口侧牵引到出口侧,由机械手带动端拾器直接抓取料片快速放置于模具内冲压成形,尽量缩短料片的空冷时间。若采用“凹式”支撑架15支撑料片,该支撑架设计为固定式,依靠叉臂将料片置于入炉内,加热完成后依靠叉臂伸入炉内拾取坯料出炉后,再由机械手带动端拾器直接抓取料片快速放置于模具内冲压成形。
其它常规电阻加热炉层11的数量根据加热效率、各炉层间加热节拍的协调来设计。炉内设计与常规多层箱式炉一致。常规电阻加热炉层11安装在加热炉层框架10上。
红外加热层炉外安装水冷系统3以冷却红外加热灯管8的芯片控制端;制氮机4提供高纯氮气以保证全炉加热非涂层板的防氧化需求;同时,由炉外总控系统5协调控制各炉层的电阻丝10加热过程,保证料片加热质量且匹配后续热冲压成形的生产节拍。
此外,红外复合箱式炉体下方安装液压升降系统7,可在一定高度范围内实现炉体的整体升降,该功能尤其适合于箱式炉层数少(三层及以下)的情况。可以减少加热完成后料片上料过程的转移次数,而由机械手带动端拾器直接抓取料片快速放置于模具内冲压成形,且由于炉层自身高低的调节,而避免机械手或机器人等的多自由度设定,降低上料控制的复杂性。该功能可根据现场具体生产要求选择性采用。
如图6-图8所示,本实用新型实施例提供的下置式红外复合箱式加热炉中红外加热层9中的红外加热灯管组安装于该层下方,单根红外加热灯管8输出功率按照坯料加热温度及速度以及生产效率的要求设定,根据坯料加热均匀性的要求合理设计灯管间距10-50mm(间距可调节);灯管长度不低于传送托盘的宽度;灯管与加热料片的辐射距离同样根据加热速度、加热温度以及生产效率的要求可在线调节,调节距离范围10-100mm,且该距离与灯管间距需协同调节以达到最佳的料片加热的各项指标要求。加热速度最快可达50℃/s以上。
坯料支撑装置采用“凹式”支撑架15,其最小宽度根据所传送坯料的宽度以及同时传送坯料的件数设计;材料可采用耐高温氧化铝陶瓷等耐高温抗氧化材料。凹式”支撑架15设计为固定式,固,有凹式”支撑板16,依靠机械手带动端拾器伸入炉内直接抓取料片快速取出后,快速放置于模具内冲压成形,缩短料片的上料时间(空冷时间),以提高生产效率。此种方式下,增大红外加热层单层高度至不低于150mm。
其它常规电阻加热炉层的数量根据加热效率、各炉层间加热节拍的协调来设计。炉内设计与常规多层箱式炉一致。
红外加热层炉外安装水冷系统以冷却红外加热灯管的芯片控制端;制氮机4组提供高纯氮气以保证加热非涂层板的防氧化需求;同时,对于下置式红外加热层,制氮机组还提供对灯管表面的实时吹扫清理功能,以保证辐射灯管表面的反射罩14光洁度;红外加热灯管通过夹具17固定在凹式”支撑板15上炉外总控系统5协调控制各炉层的加热过程,保证料片加热质量且匹配后续热冲压成形的生产节拍。
此外,红外复合箱式炉体下方安装液压升降系统7,可在一定高度范围内实现炉体的整体升降,该功能尤其适合于箱式炉层数少(三层及以下)的情况。可以减少加热完成后料片上料过程的转移次数,而由机械手带动端拾器直接抓取料片快速放置于模具内冲压成形,且由于炉层自身高低的调节,而避免机械手或机器人等的多自由度设定,降低上料控制的复杂性。该功能可根据现场具体生产要求选择性采用。
下面结合效果对本实用新型作进一步描述。
本实用新型采用红外加热层替代传统多层箱式炉的电阻加热层,升温速度快,加热工艺可调控性佳,且板材加热均匀性良好。缩短坯料加热流程,实现热成形坯料的短流程,高能效加热。
本实用新型红外加热层可设计为上置式或下置式。整个炉体的高度的可升降调控功能。采用协同调控红外加热管的输出功率、辐射距离以及灯管间距,实现对坯料的加热温度、加热速度以及温度场均匀性的实时调整。输出功率与辐射距离均对坯料的加热速度和最高加热温度有显著的影响,基于先期分别建立的红外加热功率、辐射距离与特定厚度坯料之间温升关系曲线(函数关系),可通过合理匹配最大输出功率以及辐射距离,实现坯料的加热速度以及所需加热温度的实时调控;在此基础上,也可单独调节输出功率或辐射距离,以改变坯料后续加热速度和温度。同时,由于相邻两个红外加热灯管间存在辐射加热叠加区,且该区域的大小与灯管间距、辐射距离有直接关系,只有通过合理调整灯管间距和辐射距离,才能够使得辐射叠加区的加热速度和温度与非叠加区呈现一致性,因此,必须对红外加热管的输出功率、辐射距离以及灯管间距实施协同调控,才能够实现对坯料的加热温度、加热速度以及温度场均匀性实时调整。
下面结合实施例对本实用新型作进一步描述。
实例1:
本实用新型采用上置式红外复合箱式加热炉的红外加热炉子对普通的低碳钢进行加热,炉体处于不封闭的状态,保温状况并不是特别被注重,加热距离可以调节,并且短波红外灯管的输出功率可以调节,下图9为280mm×200mm×2mm的多梯度工字型超低碳钢钢板(图9)在288kw/m
实例2:
同样采用上置式红外复合箱式加热炉的红外加热炉子对普通的低碳钢进行加热,加热的距离仍然为4.5cm,短波红外灯管的输出功率调节为360kw/m
实例3:
采用上置式红外复合箱式加热炉的红外加热炉子对普通的低碳钢进行加热,同样材质的低碳钢厚度变为1mm,加热的高度调节为7cm,灯管之间的距离调节到1.5mm,此时短波红外灯管的输出功率为288kw/m
实例4:
如图13。采用下置式红外复合箱式加热炉的红外加热炉子对普通的低碳钢进行加热,同样材质的低碳钢厚度变为1mm,加热的高度调节为7cm,灯管之间的距离仍为1.5mm,此时短波红外灯管的输出功率为360kw/m
在本发明实施例中,图14是本实用新型提供的传统辊底炉或电阻箱式炉加热方式下坯料的一般升温曲线图。
图15是本实用新型实施例提供的矩形(a)及梯形(b)薄板快速感应加热导致的板形瓢曲图。
图16是本实用新型实施例提供的快速加热过程中沿板坯传送方向不同板宽处温度的差异性图。
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
薄板加热用多功能及小型化红外复合箱式加热炉专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。















动态评分
0.0