

![一种6H-异吲哚并[2,1-α]吲哚-6-酮衍生物的合成方法](https://www.zhichawang.com/images/tongyong/wutu.jpg)




专利摘要
本发明披露了一种地板砖,该地板砖包括从底部层压的基材层、印刷层和透明膜,并且凹型图案同时机械压花在基材层和印刷层上,以及本发明披露了制备该地板砖的方法。通过使用一系列顺序排列的辊连续地进行各层的层压和压花操作。
权利要求
1、一种地板砖,其包括从底部按顺序层压的基材层、印刷层和透明层,
其中,在所述基材层和印刷层上同时形成机械压花的凹型图案,并且所述透明层嵌入该机械压花的凹型图案中,
从而所述地板砖具备三维图案效果。
2、根据权利要求1所述的地板砖,其中,所述透明层为透明膜。
3、根据权利要求1所述的地板砖,其中,所述机械压花图案沿一方向互相连续连接。
4、根据权利要求1所述的地板砖,其中,所述机械压花图案具有0.05~0.9mm的深度,并且各图案在纵向剖面上包括双角和三角部分。
5、根据权利要求2所述的地板砖,其中,所述透明膜具有压花上表面。
6、根据权利要求2所述的地板砖,其中,所述透明膜具有形成有压花针的下表面。
7、根据权利要求1所述的地板砖,其中,在所述基材层的下表面层压平衡片,并在所述透明层的上表面层压表面修饰层。
8、根据权利要求1所述的地板砖,其中,所述印刷层通过使用珠光油墨或银粉在部分或整个含有100重量份的基础树脂和10~50重量份的增塑剂的半硬白色片上进行初次印刷,并使用常规油墨在该初次印刷片上进行第二次印刷而形成。
9、一种制备地板砖的方法,该地板砖包括从底部按顺序层压的基材层、印刷层和透明膜,并具有在基材层和印刷层上同时机械压花的凹型图案,
其中,通过使用一系列顺序排列的辊连续进行各层的层压和压花。
10、根据权利要求9所述的方法,其包括:
制备所述基材层、白色印刷片和所述透明膜;
通过使用第一层压辊在所述基材层上层压白色印刷片;
通过使用转移印刷辊在所述白色印刷片上进行转移印刷,以形成印刷层;
通过使用机械压花辊在所述基材层和印刷层上形成机械压花图案;以及
通过使用第二层压辊在所述印刷层上层压透明膜。
11、根据权利要求9所述的方法,其包括:
制备所述基材层、印刷层和透明膜;
通过使用机械压花辊在所述基材层上层压印刷层,并同时在该印刷层和基材层上形成机械压花图案;以及
通过使用第二层压辊在所述印刷层上层压透明膜。
12、根据权利要求10或11所述的方法,其中,所述机械压花辊具有沿地板砖前进的方向互相连续连接的压花凸型图案。
13、根据权利要求10或11所述的方法,其进一步包括:
通过使用表面压花辊在所述透明膜的上表面形成压花表面部分,随后,在该压花表面部分上形成表面修饰层;以及
在所述基材层的下表面层压平衡片。
说明书
技术领域技术领域
本发明涉及一种通过机械压花图案获得的具有三维图案效果的地板砖以及制备该地板砖的方法,更具体地说,本发明涉及一种其中通过一系列顺序排列的辊连续地进行层的层压和压花操作而制备地板砖的方法。
技术背景背景技术
通常,氯乙烯树脂地板砖其中具备印刷材料和压花表面图案,以获得其某种外部外观。然而,所得到的常规地板砖的外部外观仅限于平面图案。
具体而言,在通过印刷材料获得的具有外部外观的常规地板砖的情况下,首先在白色氯乙烯树脂片上进行凹版印刷或滚筒印刷,然后,在印刷层上涂敷透明氯乙烯树脂保护层,从而基于印刷层的实体压出多种外部外观。这是用如全息图等的错觉提供的具有三维外部外观效果的地板砖的方法,其在实现三维外部外观效果上存在一定局限性。
韩国实用新型登记号153188披露了一种具有三维压花图案的地板材料。具体而言,所披露的地板材料包括多个各具有在泡沫层上形成的印刷表面的树脂层。该印刷表面具有通过压花辊形成的机械压花部分。该印刷表面上的至少一层由苯乙烯树脂粒子组成的压花部分形成,该树脂粒子具有通过苯乙烯单体的悬浮聚合获得的交联结构。该泡沫层具有通过抑泡剂形成的化学压花部分。在如上所述的韩国实用新型登记中,尽管其披露了该地板材料的机械压花部分,但是其没有对形成机械压花部分的方法进行描述,并且该机械压花部分具有与本发明的机械压花部分不同的结构。
本发明人已开发出氯乙烯地板砖,其中将印刷材料层压在基材层上,通过压辊同时在印刷材料和基材层上机械地形成凹板压花图案,并将彩色或透明溶胶填入机械压花凹型图案中。尽管由于印刷材料、机械压花图案和彩色或透明溶胶使该地板砖具有三维图案效果,但是由于必须将溶胶涂敷在机械压花图案上的事实,其存在方法复杂的问题。
为了简化复杂的方法,试图在机械压花图案上层压透明膜代替溶胶涂层。然而,在层压操作过程中,由于机械压花图案占有的空间产生了气泡,导致所得到的地板砖产品的外部外观和物理性质变差。
此外,上述氯乙烯地板砖存在约60平方米/小时的非常低的生产率的问题。
发明内容发明内容
技术问题
因此,考虑到上述问题作出了本发明,本发明的一个目的是提供一种能在其生产率及通过机械压花图案获得的显著的三维图案效果上获得相当大改进的地板砖,以及一种制备该地板砖的方法。
本发明的另一个目的是提供一种能在层压过程中防止气泡的产生,从而使其外部外观和物理性质变差的风险消除的地板砖,以及一种制备该地板砖的方法。
技术方案
根据本发明的一个方面,通过提供一种包括从底部按顺序层压的基材层、印刷层和透明层的地板砖可以实现上述和其它目的,其中在基材层和印刷层上同时进行凹型图案的机械压花,并且将透明层填入该机械压花凹型图案中,从而通过印刷层、机械压花图案和透明层向地板砖提供了三维图案效果。
在本发明中,通过涂敷透明溶胶或彩色溶胶可以形成透明层。优选地,可以将透明层层叠为用于提高生产率的透明膜。
优选地,所述机械压花图案可以沿一定方向互相连续连接。对于这种结构,可以防止由气泡引起的地板砖的外部外观和物理性质的变差。
为了增强图案的真实性,所述透明膜可以具有压花的上表面。而且,为了限制气泡的产生,该透明膜可以具有用压花针(embo-pin)形成的下表面。
在本发明的地板砖中,为了获得如地板的平整、增强的图案真实性和改善的地板砖表面的物理性质的几个优点,除了透明膜的压花上表面外,可将平衡片层压在基材层的下表面上,以及可将表面修饰层层压在透明层的上表面上。
根据本发明的另一个方面,通过提供制备地板砖的方法可以实现上述和其它目的,该地板砖包括从底部按顺序层压的平衡片、基材层、印刷层和透明膜,在基材层和印刷层上同时机械地压花凹型图案,其中通过使用一系列连续排列的辊连续地进行各层的层压和压花操作。
根据本发明的第一实施方案,所述方法可以包括以下步骤:制备平衡片、基材层、白色印刷片和透明膜;通过使用第一层压辊从底部按顺序层压平衡片、基材层和白色印刷片;通过使用转移印刷辊在白色印刷片上进行转移印刷操作而形成印刷层;通过使用机械压花辊在基材层和印刷层上进行图案的机械压花;以及通过使用第二层压辊在印刷层上层压透明膜。
根据本发明的第二实施方案,所述方法可以包括以下步骤:制备平衡片、基材层、印刷层和透明膜;通过使用机械压花辊从底部按顺序层压平衡片、印刷层和基材层,并同时在印刷层和基材层上进行图案的机械压花;以及通过使用第二层压辊在印刷层上层压透明膜。
优选地,机械压花辊可以具有沿地板砖的前进方向互相连续连接的压花凸型图案。当将透明膜热层压在机械压花图案上时,这具有防止气泡产生的作用。
优选地,所述方法可以进一步包括以下步骤:通过使用表面压花辊在透明膜的上表面上形成压花表面部分;以及在压花表面部分上形成表面修饰层。这具有增强图案的真实性和消除最初使用时玷污地板砖危险的作用。
考虑到印刷特性,可以通过使用含有100重量份的基础树脂和10~50重量份的增塑剂的半硬白色片形成印刷层。并且,为了最大化三维图案效果,优选地,可以使用珠光油墨或银粉对白色片进行部分或全部地初次印刷,并在初次印刷层上用常规油墨进行第二次印刷。
所述机械压花图案可具有0.05~0.9mm的深度,并且各图案可以在纵向剖面上含有双角和三角部分(doubly and triply angled portions),以最大化三维图案效果。
如上所述,本发明具有的特征在于,机械压花图案形成在印刷层和基材层的表面上,从而使其互相连续连接,将具有预定厚度的透明膜层压在印刷层上以向地板砖赋予了耐用性,以及在透明膜上设有压花表面部分和表面修饰层以最大化三维图案效果。具体而言,本发明使用连续地板砖制备方法,以在地板砖的生产率上获得显著改进。
附图说明附图说明
结合附图,从下面的详细描述,将更清楚地理解本发明的上述和其它目的、特征及其它优点,其中:
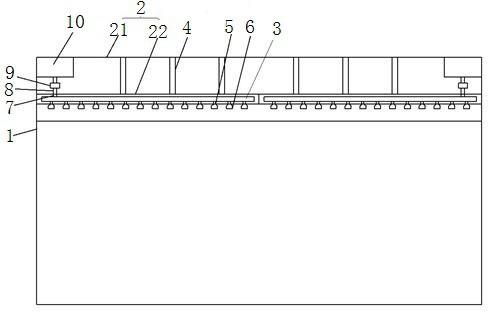
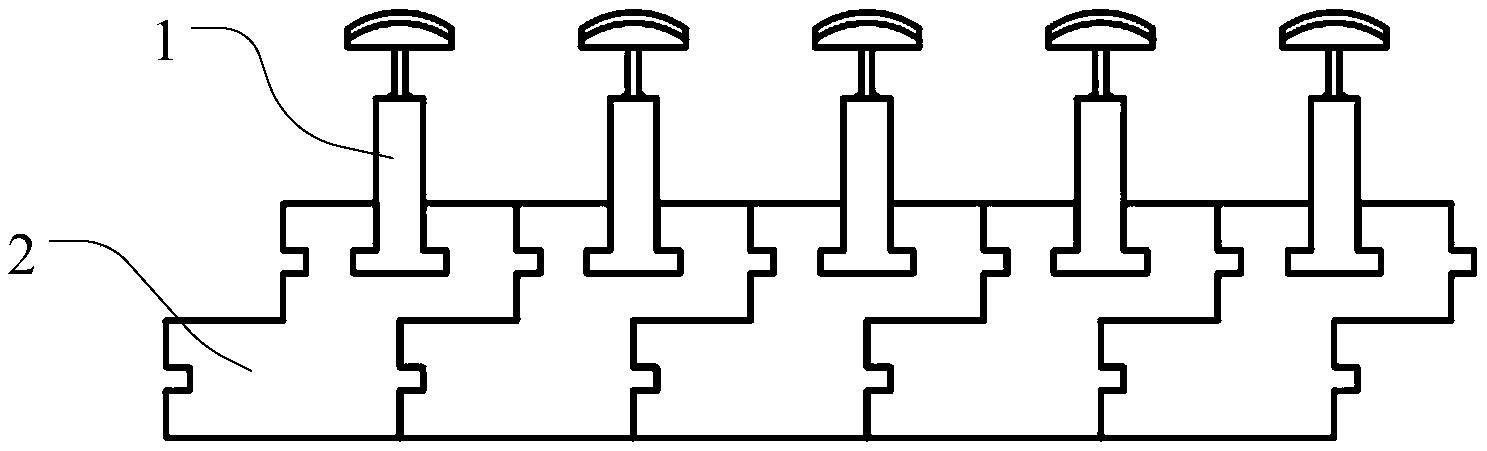
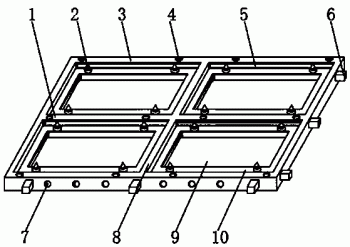
图1为图示用于向根据本发明实施方案的地板砖赋予机械压花图案的具有预定图案的压辊的剖面图;
图2为图1的压辊的平面图;
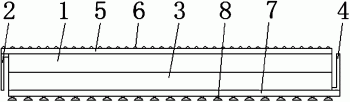
图3为图示用于向根据本发明另一个实施方案的地板砖赋予机械压花图案的具有预定图案的压辊的平面图;
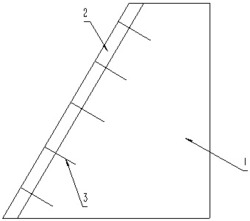
图4为图示包括从顶部按顺序互相粘附的印刷层、基材层和平衡片的半制成的地板砖材料的剖面图;
图5为图4的地板砖材料的剖面图,在所述地板砖材料上通过使用具有预定图案的压辊机械地形成压花图案;
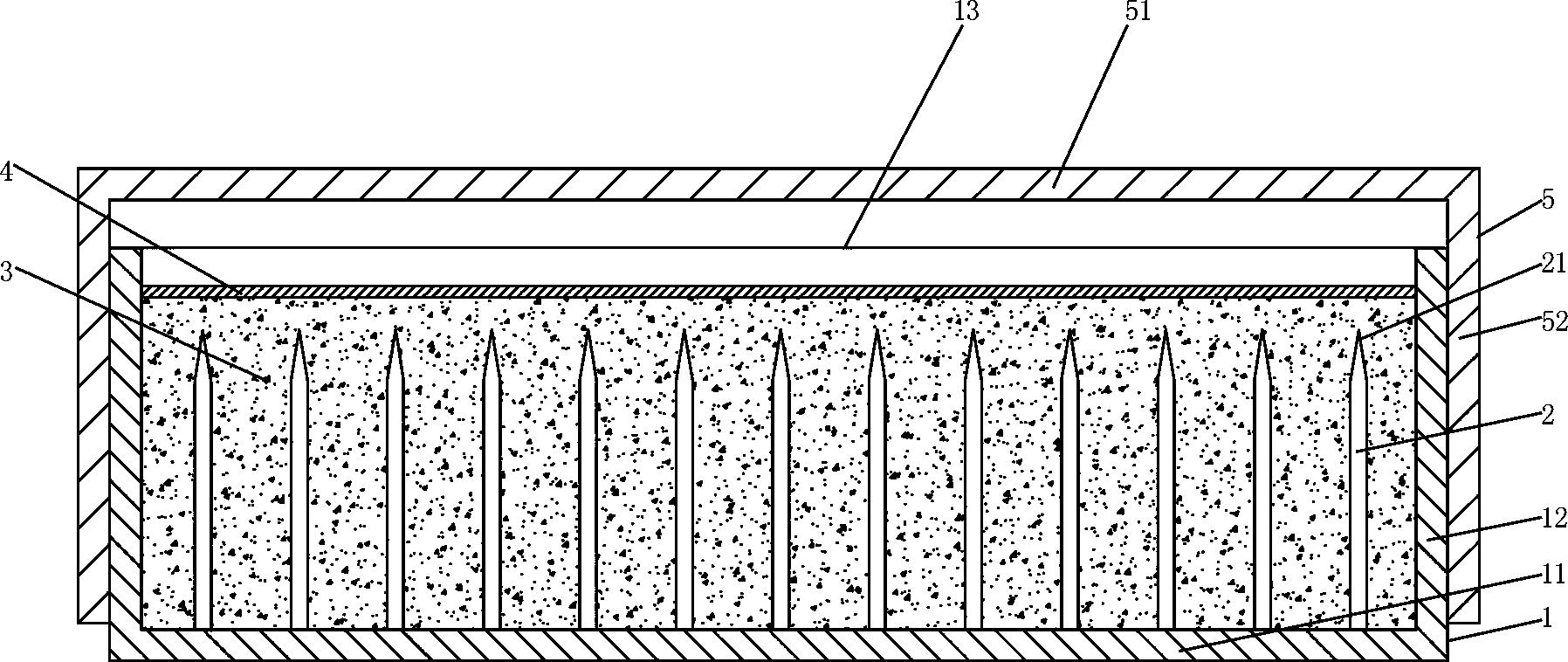
图6为图5的地板砖材料的剖面图,在所述地板砖材料上通过连续法层压透明膜;
图7为通过在图6的地板砖材料上进行表面压花和饰面处理而获得的制成地板砖产品的剖面图;
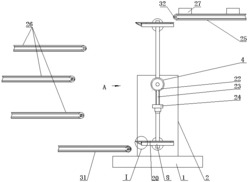
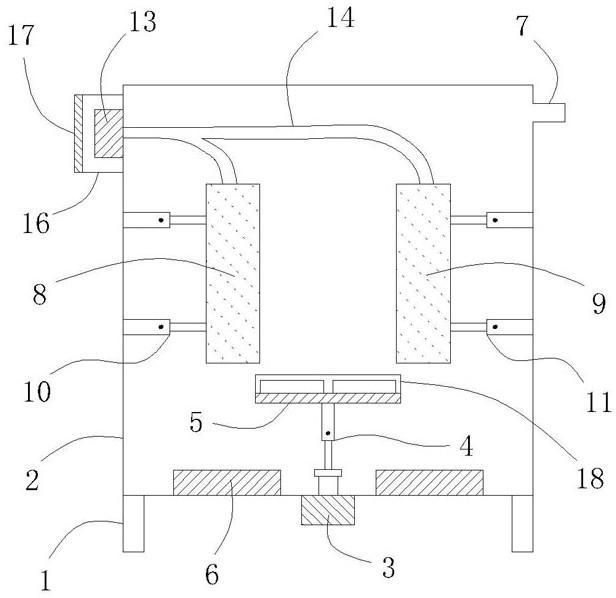
图8为根据本发明第一实施方案的连续地板砖制备次序的工序图;以及
图9为根据本发明第二实施方案的连续地板砖制备次序的工序图。
<附图主要部分附图标记的说明>
1:基材层 2:印刷层
2a:白色片 2b:转移印刷膜
3:平衡片 4:机械压花图案
5:透明膜 6:表面修饰层
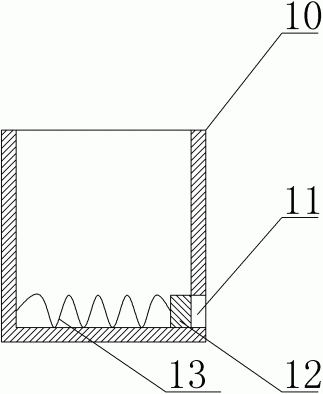
7:压花表面部分 10:第一层压辊
20:转移印刷辊 30:机械压花辊
40:第二层压辊 50:表面压花辊
具体实施方式具体实施方式
现在,参考附图,将对本发明进行详细的描述。
图1为实现根据本发明的三维图案所需的压辊的剖面图,以及图2和3为具有规则图案或不规则图案的压辊的不同例子的平面图。应该理解,给出图中所示的图案只用于例证的目的,任意其它图案都是可用的。
压辊具有压花图案以向地板砖的印刷层赋予机械压花图案。在图2和3中,箭头表示所述地板砖材料的前进方向,优选的是,压辊的图案沿地板砖材料的前进方向互相连续连接。
为了保证根据本发明的连续法有效制备地板砖,考虑到通过连续法制备地板砖的事实,如果可能,通过压辊提供的机械压花图案必需沿地板砖材料的前进方向互相连接。
如果机械压花图案沿地板砖材料的前进方向不是互相连接的,在将透明层压缩层压在形成有机械压花图案的地板砖材料上时,常常可在图案之间的不连续的接合部分处形成气泡,从而导致废品的产生。
优选地,将压辊图案设成在相同图案中具有双角或三角部分,以最大化三维图案效果。在这种情况下,在压辊上形成的压花凸起部分或能向地板砖材料赋予图案的压花板的长度可以为0.05~0.9mm,并且这个长度范围适合最大化三维图案效果。
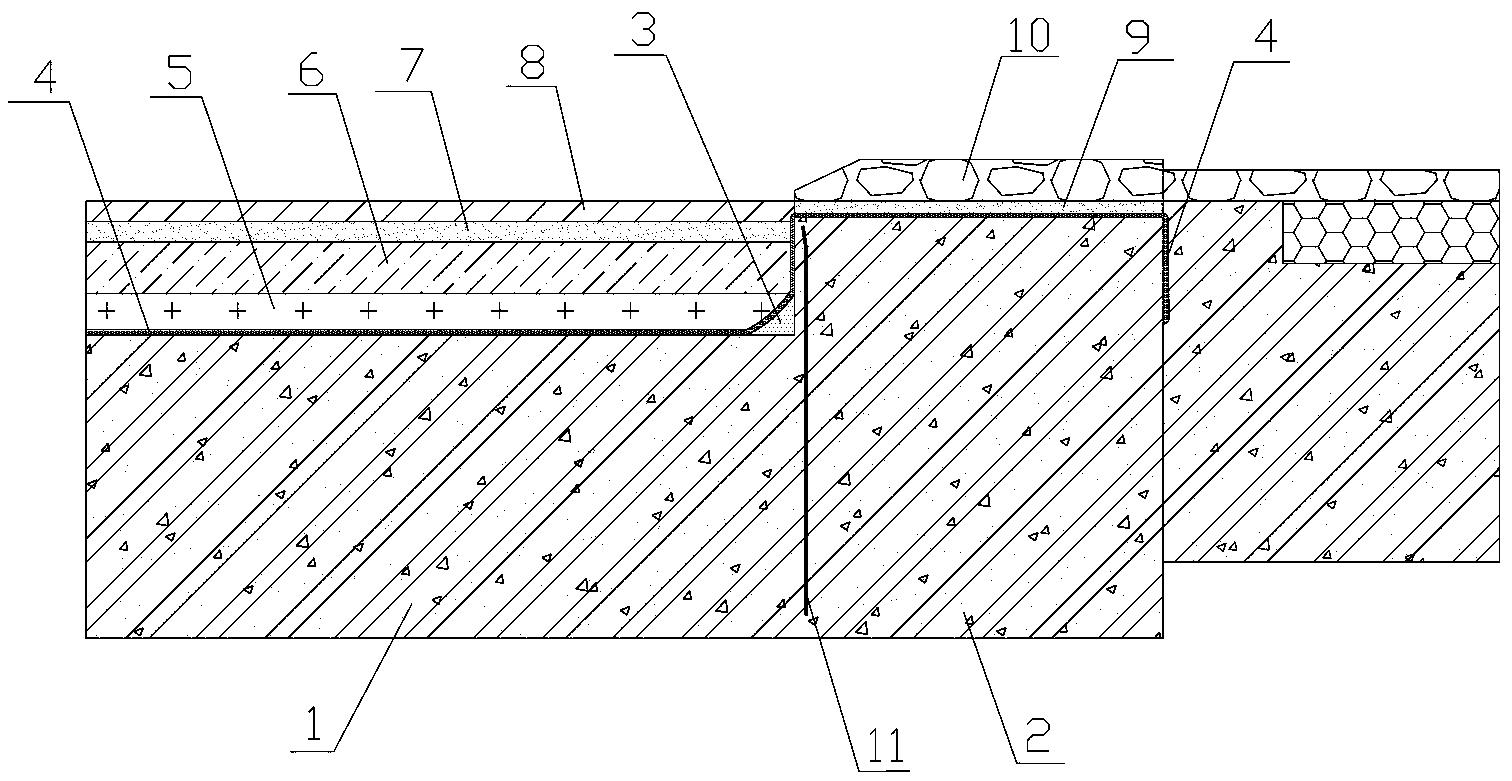
图4为包括基材层1以及分别在基材层1的上面和下面层压的印刷层2和平衡片3的地板砖材料的剖面图。
基材层1为由通过以下步骤制得的片形成的氯乙烯树脂层:混合作为主要组分的氯乙烯树脂、增塑剂、稳定剂和碳酸钙,以及对该混合物进行班伯里密炼机捏合、混合、预热和砑光以具有预定的厚度。此处,基于100重量份的氯乙烯树脂,碳酸钙的允许最大量为50~500重量份。或者,基材层1可以采用由多个片材组成的片材层的形式。
考虑到印刷特性,印刷层2由含有100重量份的基础树脂和10~50重量份的增塑剂的半硬白色片制成。而且,为了最大化三维图案效果,可以用珠光油墨和/或银粉对半硬白色片进行部分或全部的初次印刷工序。干燥后,随后使用常规油墨对初次印刷片再进行第二次印刷工序。
使用珠光油墨或银粉的半硬片的初次印刷对于最大化光的散射和散反射是有益的,从而实现所需的三维图案效果。使用印刷层2,可以获得适用于大理石、木材和其它无定形材料的任意种类的印刷图案。
平衡片3为通过以下步骤制得的氯乙烯树脂片:混合作为主要组分的氯乙烯树脂、增塑剂、稳定剂和碳酸钙,以及对该混合物进行班伯里密炼机捏合、混合、预热和砑光以具有预定的厚度。
印刷层2、基材层1和平衡片3通过热层压操作互相结合,从而形成半制成的地板砖材料。根据基材层1的厚度调节地板砖材料的总厚度。
尽管没有示出,但是为了所得到的地板砖的增强稳定尺寸的缘故,可以将尺寸增强层插入到基材层1。尺寸增强层是玻璃纤维或无纺布层,将其插入到基材层1的中部,从而防止地板砖使用中裂缝的产生,因此获得地板砖的尺寸稳定性。
图5为图4的地板砖材料的剖面图,在所述地板砖材料上通过使用具有预定图案的压辊机械地形成压花图案4。
如果包括在基材层1上层压的印刷层2的半制成的地板砖材料通过具有预定图案的压辊压制(参见,图1至3),则压辊的图案转移到印刷层2和基材层1,从而在两层上留下机械压花图案4。在这种情况下,为了在防止气泡的产生同时使三维图案效果最大化,如图1至3所示,优选所得到的图案沿地板砖材料的前进方向互相连续连接并且各图案包括双角或三角部分。
通过使用具有压花凸起图案的压辊压制地板砖材料,使地板砖材料包括在基材层1以及印刷层2中形成的机械压花凹型图案4。
图6为图5的地板砖材料的剖面图,在所述地板砖材料上通过连续法将透明膜5层压在地板砖材料的上表面上。将透明膜5热层压在地板砖材料的机械压花图案4上以提高产品表面的耐用性后,可以制得具有三维图案效果的地板砖。
用于提高产品表面耐用性的透明膜5通过以下步骤制得:混合氯乙烯树脂、增塑剂和稳定剂,对该混合物进行班伯里密炼机捏合、混合、预热和砑光以具有预定的厚度。
或者,为了防止气泡的产生,透明膜5可以在其下表面形成有许多类似于梨皮的压花针。然而,当机械压花图案4沿根据本发明的地板砖的前进方向互相连续地连接时,不使用压花针也可以充分地限制气泡的产生。
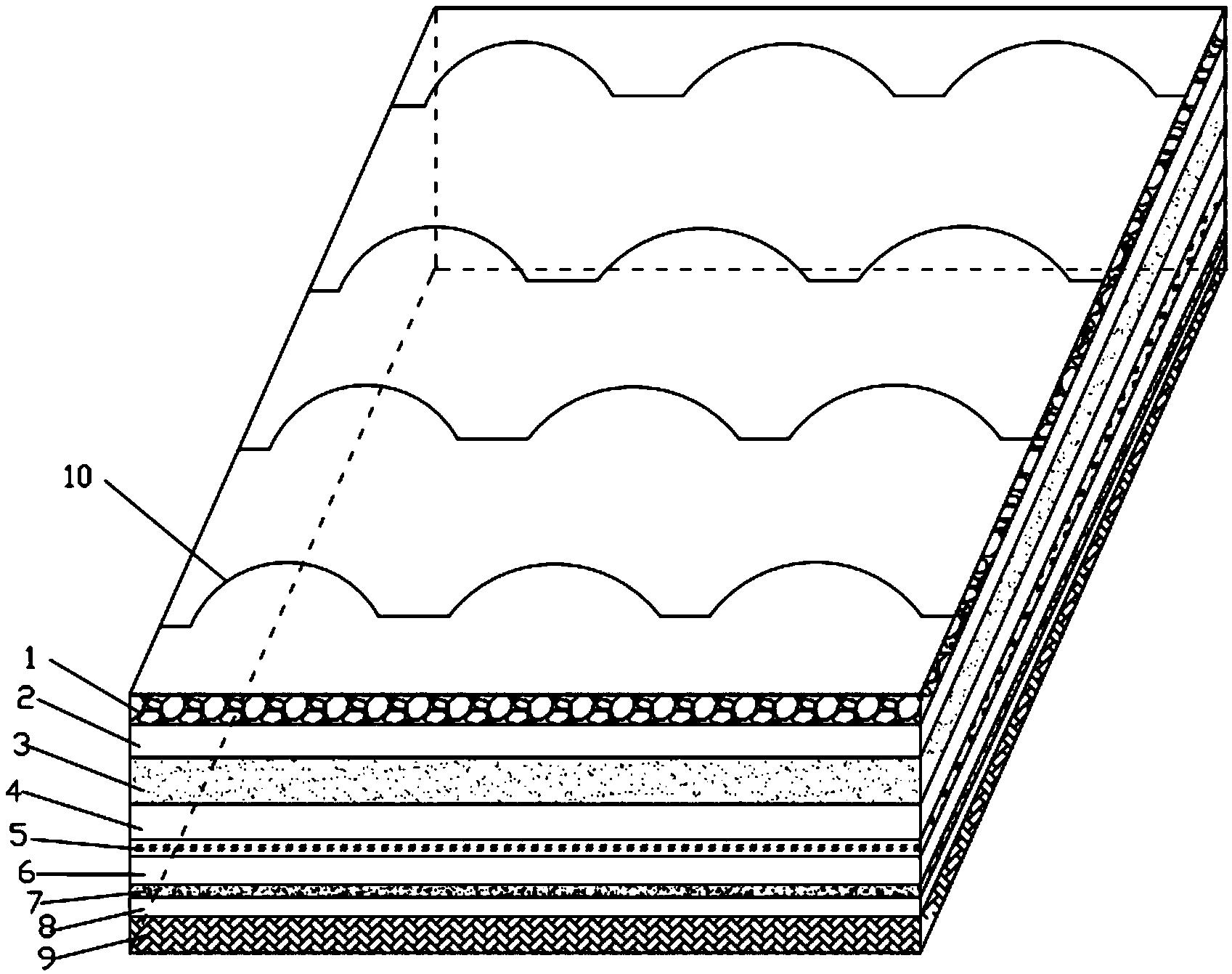
图7为通过向图6的地板砖提供压花表面部分7和表面修饰层6而获得的制成地板砖产品的剖面图。
通过涂敷含有作为主要组分的聚氨酯的涂料形成表面修饰层6,该层在最初使用时用于防止产品的玷污,从而在产品的防玷污特性上获得改进。
在透明膜5上形成压花表面部分7,以增强图案4的真实性。
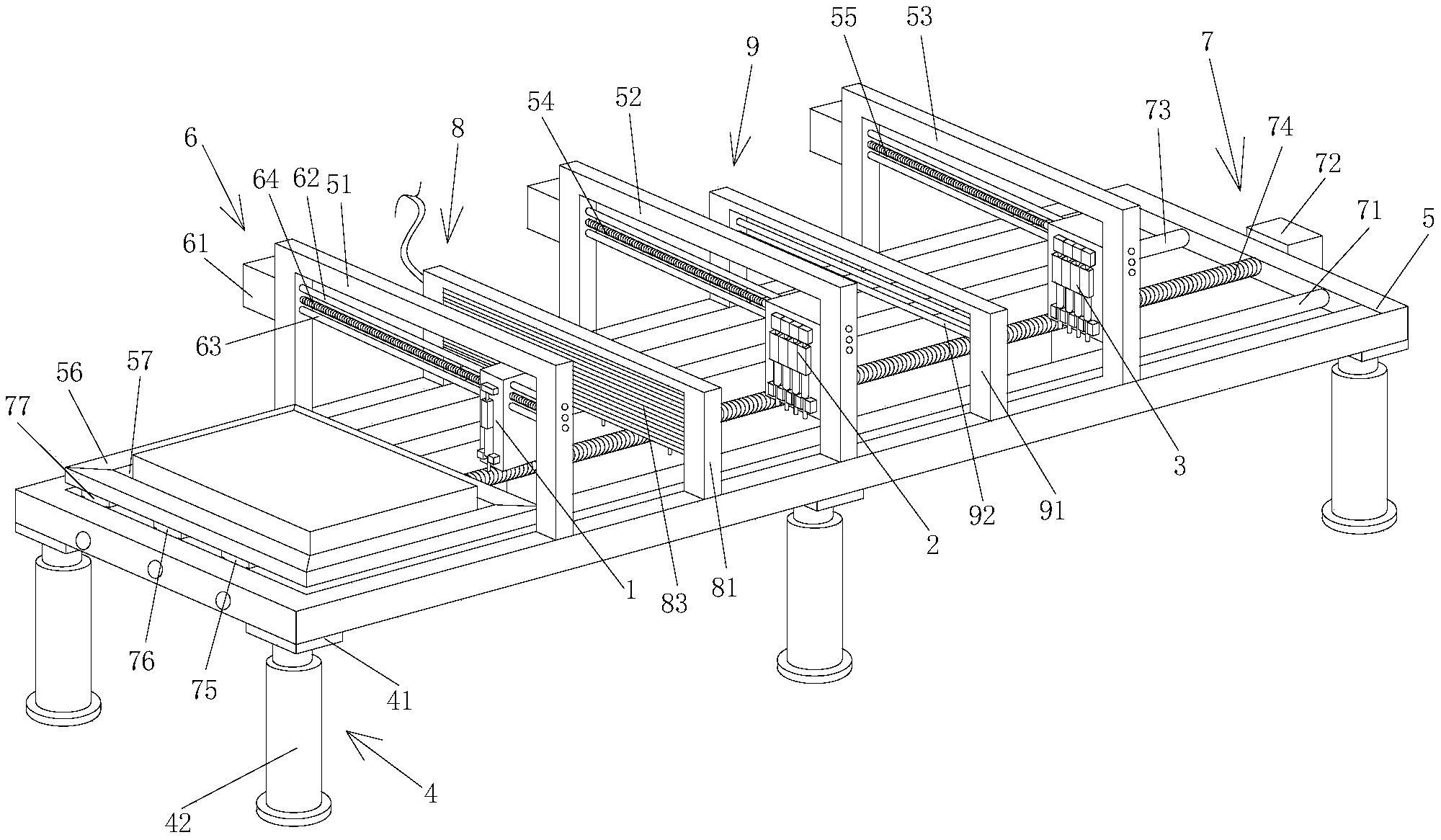
图8是图示根据本发明第一实施方案的连续地板砖制备方法的工序图。图8中的箭头表示地板砖材料的前进方向。
首先,分别制备平衡片3、基材层1、白色印刷片2a和透明膜5。
接着,通过使用第一层压辊10从底部按顺序层压平衡片3、基材层1和白色印刷片2a。
然后,通过使用转移印刷辊20在层压地板砖材料的白色印刷片2a上印刷转移印刷膜2b,以形成印刷层2。在这种情况下,转移印刷膜2b可以是聚对苯二甲酸乙二醇酯(PET)膜等。
接着,通过使用机械压花辊30在印刷层2和基材层1上形成机械压花图案4。
然后,通过使用第二层压辊40在具有机械压花图案4的印刷层2上层压透明膜5。
此后,通过使用表面压花辊50在透明膜5上形成压花表面部分7。
最后,在具有压花表面部分7的地板砖材料的最上表面上形成表面修饰层6,从而制成根据本发明的地板砖产品。
图9为图示根据本发明第二实施方案的连续地板砖制备方法的工序图。与图8的方法相比,在本实施方案的方法中,省去了转移印刷辊20,并且机械压花辊30具有第一层压辊10的作用。
首先,分别制备平衡片3、基材层1、印刷层2和透明膜5。在这种情况下,先制备印刷层2,并可以通过使用转录PET和印刷材料形成。在将珠光油墨或银粉直接印刷到转录PET或白色片上的情况下,对换珠光油墨或银粉的印刷位置。在所述两种情况下,常规油墨将直接与透明膜5接触。
接着,通过使用机械压花辊30从底部按顺序层压平衡片3、基材层1和印刷层2。在层压操作的同时,将图案4机械压花在基材层1以及印刷层2上。在这种情况下,机械压花辊30也起到图8中所示的第一层压辊10的作用。
下面的步骤与图8的步骤相同。
[实施例1]
通过以下步骤制备白色印刷片2a:用班伯里密炼机捏合100重量份的具有800~1300聚合度的氯乙烯树脂、30重量份的作为增塑剂的邻苯二甲酸二辛酯、4重量份的作为热稳定剂的钡-锌化合物、3重量份的用于增强长期低温抗热性的环氧树脂、15重量份的作为颜料的二氧化钛和30重量份的作为填料的碳酸钙,并用具有170℃温度的砑光机压制热的软化合物,以具有0.1mm的厚度。
然后,通过以下步骤制备透明膜5:用班伯里密炼机捏合100重量份的具有1000~1300聚合度的氯乙烯树脂、35重量份的邻苯二甲酸二辛酯、3重量份的钡-锌化合物和3重量份的环氧树脂,并用具有170℃温度的砑光机压制热的软化合物,以具有0.5mm的厚度。
随后,通过以下步骤制备平衡片3:使用班伯里密炼机捏合100重量份的具有800~1300聚合度的氯乙烯树脂、30重量份的邻苯二甲酸二辛酯、3重量份的钡-锌化合物、3重量份的环氧树脂和60重量份的碳酸钙,并用具有170℃温度的砑光机压制热的软化合物,以具有0.65mm的厚度。
并且,通过以下步骤制备基材层1:用班伯里密炼机捏合100重量份的具有800~1300聚合度的氯乙烯树脂、40重量份的邻苯二甲酸二辛酯、3重量份的钡-锌化合物、3重量份的环氧树脂和300重量份的碳酸钙,并用具有170℃温度的砑光机压制热的软化合物,以具有1.85mm的厚度。
此后,为了按照图8的连续制备方法制备地板砖材料,通过使用第一层压辊10用大约5kg/cm2的压力在基材层1的相对两侧层压白色片2a和平衡片3,从而制备具有如图4所示结构的地板砖材料。在这种情况下,地板砖材料的温度为大约145℃。
随后,通过使用转移印刷辊20在白色片2a上印刷如PET材料的转移印刷材料2b,以形成印刷层2。在这种情况下,转录PET膜2b具有大理石图案,并且通过使用珠光油墨对与白色片接触的膜2b的下表面进行初次印刷。
完成印刷操作后,通过使用机械压花辊30使地板砖材料形成机械压花图案4。在这种情况下,将图案形成压力设为大约5kg/cm2,以及地板砖材料的温度为大约120℃。以这种方式,制得了具有如图5所示结构的地板砖材料。
接着,在第二层压辊40的操作下,通过使用地板砖材料的潜热(120℃)在形成有机械压花图案4的地板砖材料上层压透明膜5,以制得具有如图6所示结构的地板砖材料。
此后,在约150℃的温度下,对所得到的地板砖材料进行预热,并且通过使用表面压花辊50形成压花表面部分7。
最后,通过表面处理形成饰面层6之后,将地板砖材料切成所需尺寸,以完成通过连续地板砖制备方法获得的具有三维图案效果的如图7所示的氯乙烯树脂地板砖。
[实施例2]
按照与上述实施例1中的相同方式,制备基材层1、平衡片3和透明膜5。
先制备印刷层2。具体而言,在按照与实施例1相同方式制备的白色片2a的部分上初次印刷珠光油墨,然后,通过使用凹版印刷机在所得到的印刷片上第二次印刷大理石图案,从而制得印刷层2。
然后,为了按照图9的连续制备方法制备地板砖材料,通过使用机械压花辊30在大约5kg/cm2的压力下在基材层1的相对两侧层压印刷层2和平衡片3,并同时在基材层1和印刷层2上形成机械压花图案4,从而制得具有如图5所示结构的地板砖材料。
下面的步骤与实施例1的步骤相同。
[比较例]
通过压制法制备具有如图7所示结构的氯乙烯树脂地板砖。
[测试例]
下表1比较了上述实施例1和比较例制备的地板砖的生产率。从表1可以确定,通过本发明的连续地板砖制备方法制得的地板砖在生产率上具有很大的提高。
表1
工业实用性
从上述说明显而易见,本发明提供了通过机械压花图案获得的具有三维图案效果的地板砖,其可以通过使用一系列连续排列的辊连续地进行层压和压花操作而制备,从而在地板砖的生产率上获得了很大的改进。
此外,根据本发明,机械压花图案沿地板砖材料的前进方向互相连续连接。在无分离操作的情况下,在机械压花图案上层压透明膜的过程中,具有防止气泡产生的作用。
尽管为了例证性目的而披露了本发明的优选实施方案,但本领域技术人员将理解,在不偏离所附权利要求书中披露的本发明的范围和实质的情况下,可以进行多种修改、补充和替代。
通过连续法制备的具有三维效果的地板砖及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0