

IPC分类号 : B27N1/00,B27N1/02,B27K3/00,B27K3/12,B27K3/52,B27N3/12,B27N3/04,B27N3/00





专利摘要
本申请公开了一种木质纤维预处理液,包括组分A和水,所述组分A包括用于降解纤维素、半纤维素和/或木质素的酶粉或菌粉,该种处理液还包括组分B,所述组分B包括水溶性营养粉;该预处理液由组分A、组分B和水搅拌混合而成,所述组分A与所述组分B与水的投放质量份之比为(1~5):(3.5~9.5):(136.5~168.5)。具有生产能耗低、纤维得率高的优点。
权利要求
1.一种木质纤维预处理液,包括组分A和水,所述组分A包括用于降解纤维素、半纤维素和/或木质素的酶粉或菌粉,其特征在于,该种
所述预处理液通过以下方法调配制得:取1~5质量份的组分A、3.5~9.5质量份的组分B、及136.5~168.5质量份的水,搅拌后,室温下静置12h~48h;
在所述预处理的工序之前,木质削片的含水率为10%~100%。
2.根据权利要求1所述的一种木质纤维预处理液,其特征在于,所述水溶性营养粉包括淀粉、糖、蛋白粉的一种或多种的组合。
3.根据权利要求2所述的一种木质纤维预处理液,其特征在于,所述淀粉包括小麦粉、木薯粉、玉米粉的一种或多种的组合。
4.根据权利要求1所述的一种木质纤维预处理液,其特征在于,所述组分B还包括钠盐粉末,所述钠盐粉末为硅酸钠粉末、碳酸氢钠粉末的一种或两种的组合,所述钠盐粉末的投放量为所述组分B总质量的8%~16%。
说明书
技术领域
本申请涉及一种预处理液,具体涉及一种用于木质纤维预处理的预处理液;同时,本申请还涉及利用了该种预处理液的纤维板的制造方法。
背景技术
中/高密度纤维人造板板是目前市场上最为普及、质量最为稳定、且技术最为成熟的一种人造板。通常为获得纤维原料,需要经过木质削片热磨和纤维干燥,之后获得纤维原料才可用于纤维板的热压成型。热磨的工序具有较高的要求,例如对木质削片的含水率的均匀度、热磨时间、原木蒸煮程度等,95%的纤维得率(可用于热压成型的有效纤维比例)也成为热磨工序出材率的瓶颈。
木质削片的含水率控制、热磨时间延长、原木蒸煮时间延长,都会大幅增加生产能耗,因此,现有的纤维制法虽然成熟,但仍存在着要求高、能耗高、纤维得率无法突破的问题。
发明内容
过往,人们虽然知晓酶粉或菌粉可用于对木质纤维进行处理,但由于成本高、有效的处理时间短且不可控等因素,这一想法仅停留于实验室,从未获得工业上的实现。本申请的一个技术目的在于克服上述技术问题,从而提供一种酶粉或菌粉投放量小、活性时间长、处理成本低的预处理液。通过预处理液的使用,可有效降低热磨工序的要求,缩短热磨时间、缩短原木蒸煮时间、并提高纤维得率,同时,所带来的有效收益远大于酶或菌处理所投入的成本。
本申请的第二个技术目的在于提供该种预处理液的使用方法,即利用了该种预处理液的纤维板的制造方法。为了将纤维的温度控制在酶或菌的可存活温度内,需要付出巨大的能耗。众所周知,从纤维制作过程和热压成型的过程,均处于高温环境下,从而,现有的工艺中,难以找到合适进行酶或菌处理的时机。本申请的预处理时机包括两种:其一,在热磨之前对削片进行预处理,削片的制作过程为开放式,是常温操作,可以自然的提供酶或菌适宜的处理问题。由于本申请技术方案的预处理液酶粉或菌粉投放量低、水的占比更高,且有效处理时间长,因而可以对木质削片进行有效、均匀、充分的预处理。其二,利用预处理工序替换纤维干燥和施胶工序,在预处理的同时进行施胶,较纤维干燥和单独施胶能耗降低很多,而且预处理工序使在较低的热磨条件下获得的纤维原料、不做干燥处理便可适用于热压成型的工序。通过上述两种工艺形式,在削片含水率均匀度较差、削片软度较差(受原木蒸煮程度影响)的情况下,使用更短的热磨时间,获得至少90%的纤维得率(可用于热压成型的有效纤维比例)。
为实现本申请的第一个技术目的,本发明的一个实施例公开了一种木质纤维预处理液,包括组分A和水,所述组分A包括用于降解纤维素、半纤维素和/或木质素的酶粉或菌粉,该种处理液还包括组分B,所述组分B包括水溶性营养粉;该预处理液由组分A、组分B和水搅拌混合而成,所述组分A与所述组分B与水的投放质量份之比为(1~5):(3.5~9.5):(136.5~168.5)。
其中,组分A可以是现有技术中主要用于降解纤维素、半纤维素或木质素的酶粉或菌粉。酶粉可以是漆酶、半纤维素酶、脂肪酶、木聚糖酶中一种或几种的组合;菌粉可以是双歧杆菌、乳酸菌、光合细菌、酵母菌、芽孢杆菌的一种或几种的组合。
本领域普通技术人员可知,营养液、营养粉或其他形式的营养物质,是木质材料、秸秆类材料、竹藤类材料处理、加工、使用中的大忌,生产制造企业和科研院校长期致力于从上述材料中分离营养物质,避免在生产和使用过程中发生虫害、霉腐、菌害等问题。
在本申请的技术方案中,发明人克服了上述技术偏见,将营养物质引入木质纤维的预处理液中。包括水溶性营养粉的组分B溶解于水中,配制得到溶剂,组分A分散于溶剂中。组分B在水中水解产生营养物质,为组分A提供适宜的环境,提高组分A的活性、延长组分A的活性时间。从而在对相同质量和相同目数的木质纤维进行处理、并获得接近的处理效果的前提下,只需使用更少的组分A(酶粉或菌粉),有效降低了预处理工序的生产成本。从而在有效降低热磨工序的要求的同时,所带来的有效收益远大于酶或菌处理所投入的成本。
进一步的,发明人经过长期实践和研究,明确了组分A与组分B之间的相互促进与消耗的关系,同时结合了后期的施胶工序、热压工序对预处理后木质纤维中预处理液残留成分的影响,从而确定了组分A、组分B与水之间的配比关系。在上述配比关系下所制得的预处理液,不仅可以降低组分A(酶粉或菌粉)的用量、降低生产成本,同时避免了营养物质对木质纤维及由此制得的纤维板的影响。
作为优选,所述水溶性营养粉包括淀粉、糖、蛋白粉的一种或多种的组合。
作为优选,所述淀粉包括小麦粉、木薯粉、玉米粉的一种或多种的组合。
作为优选,所述组分B还包括钠盐粉末,所述钠盐粉末为硅酸钠粉末、碳酸氢钠粉末的一种或两种的组合,所述钠盐粉末的投放量为所述组分B总质量的8%~16%。
由此,本申请的木质纤维预处理液至少具有酶粉或菌粉投放量小、生产成本低的优点,使预处理的收益远高于因预处理而投入的成本。
为实现本申请的第二个技术目的,本发明的一个实施例公开了一种纤维板的制造方法,包括热磨的工序,在所述热磨的工序之前,还包括预处理的工序,所述预处理的工序为:取1~2份所述预处理液,散布在220~280份木质削片上;搅拌后密闭存储于容器中12h~24h,储存温度为20℃~50℃。
本领域普通技术人员可知,酶粉或菌粉的有效处理时间一般为4h~8h,这是由于组分A的酶仅可在这段时间内保持活性,而酶或菌实质上对木质材料的处理通常需要较长的处理周期,是一个缓慢的过程,在这一矛盾下,使得现有的技术方案中,酶或菌粉在完成对木质材料充分处理前,就已经失去了活性,无法充分处理。而为了获得充分处理的效果,便需要投放超过实际需要量的酶粉或菌粉,大大增加了生产成本。反观本技术方案,预处理的总时间可达12h~24h,本技术方案的预处理液中的组分A,可以在更长的时间中对木质材料进行处理,从而在较长的处理周期中,对木质材料充分降解处理。采用相同的组分A的投放量的情况下,不仅处理能力更强(酶的活性更高),且处理时间更长,由此,从两个方面提高了预处理液的处理能力。
酶与菌的活性提高之后,对预处理液及处理过程中的木质材料的放置环境要求大幅降低,露天堆放、简单包裹的密封即可,无需严格控制处理环境,预处理过程易于控制,利于生产制造企业实现连续化生产,并进一步降低为了满足处理环境的要求而投入的生产成本。
正是基于上述,本技术方案的预处理液可对木质削片进行处理。木质削片具有极大的形状不规则性,对于存放处理、充分接触有较高的要求。本申请技术方案的预处理液溶剂与有效处理成分的比例极大,通过占主要质量比的溶剂的作用下,作为溶质的有效处理成分可充分接触,在长的处理时间下,可对木质削片充分处理。
作为优选,所述预处理液通过以下方法调配制得:取1~5质量份的组分A、3.5~9.5质量份的组分B、及136.5~168.5质量份的水,搅拌后,室温下静置12h~48h。
作为优选,在所述预处理的工序之前,木质削片的含水率为10%~100%。
为实现本申请的第二个技术目的,本发明的第二个实施例公开了一种纤维板的制造方法,包括热磨的工序和热压成型的工序,在所述热磨的工序和所述热压成型的工序之间,还包括预处理的工序,所述预处理的工序依次包括以下步骤:
(1)取1~3份所述预处理液,散布在300~350份木质纤维材料上;
(2)搅拌后密闭存储于容器中,储存温度为20℃~50℃;
(3)存储4h~6h后,分两次或三次向所述容器中投放胶黏剂;
所述预处理与施胶的工作总处理时间为12h~24h;所述胶黏剂为脲醛树脂胶黏剂或酚醛树脂胶黏剂。
在预处理的同时,分两次或三次进行施胶,节约生产耗时,并且可以使胶液分散更均匀,利于胶合。现有技术由于受限于短暂的酶活性预处理时间,和酶的处理环境的pH值限制,仅可在预处理完成后,再进行施胶。
作为优选,在所述预处理与施胶的工序之前,将木质纤维的含水率调整至10%~100%。
在本技术方案中,由于预处理和施胶同步进行,因而省去了预处理后对木质纤维的干燥工序。现有技术中,为保证酶或菌的活性,在处理期间,木质纤维需要保持较高的含水率水平,大约为50%~100%,远高于后续常规人造板压制,因而在预处理之后、施胶之前,需要将木质纤维干燥至含水率大约3%~5%。由此,本申请的技术方案不仅提高了生产效率,且大幅降低了生产能耗,进一步降低了生产成本。
作为优选,当投放的胶黏剂为脲醛树脂胶黏剂时,总的胶黏剂投放量为10%~15%,当投放的胶黏剂为酚醛树脂胶黏剂时,总的胶黏剂投放量为12%~18%。所述胶黏剂的投放量为绝干树脂/绝干秸秆刨花的质量百分比。所述胶黏剂的投放量为绝干树脂/绝干木质纤维的质量百分比。
为实现本申请的第二个技术目的,本发明的第三个实施例公开了一种秸秆刨花板的制造方法,依次包括预处理液调配的工序、预处理的工序及施胶的工序,所述预处理的工序为,取1~3份所述预处理液,散布在450~460份木质纤维材料上,搅拌后密闭存储于容器中,储存温度为20℃~50℃,存储时间为12h~24h。
作为优选,所述施胶的工序为,向容器中投放胶黏剂,所述胶黏剂为脲醛树脂胶黏剂、酚醛树脂胶黏剂、三聚氰胺胶黏剂或异氰酸酯胶黏剂的一种;当投放的胶黏剂为脲醛树脂胶黏剂时,投放量为10%~15%;当投放的胶黏剂为酚醛树脂胶黏剂时,投放量为12%~18%;当投放的胶黏剂为三聚氰胺胶黏剂时,投放量为8%~11%,当投放的胶黏剂为异氰酸酯胶黏剂时,投放量为3%~5%。所述胶黏剂的投放量为绝干树脂/绝干木质纤维的质量百分比。
作为优选,在所述预处理的工序之前,将木质纤维的含水率调整至10%~100%;在所述预处理的工序之后,将木质纤维的含水率调整至12%~40%。
由此,本申请的纤维板的制造方法至少具有以下优点:
(1)热磨要求低,在采用相同的热磨时间、获得接近的纤维得率的情况下,热磨温度可从160℃~180℃降低至100℃~180℃,温度更低,范围更广,对于处理温度的控制要求大幅降低;在采用相同的热磨温度的情况下,1kg木片的热磨时间从约20min降至约18min。
(2)纤维得率高,在采用相同的热磨温度、热磨时间的情况下,纤维得率从70%~80%升至90%~95%。
上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例详细说明如后。
附图说明
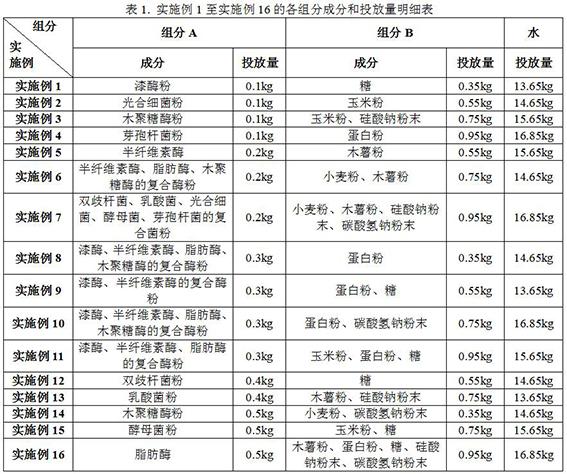
图1是本发明实施例1至实施例16的各组分成分和投放量明细表。
图2是本发明实施例1至实施例9的纤维质量明细表。
图3是本发明实施例1至实施例9的纤维得率明细表。
图4是本发明实施例10至实施例16的纤维板的性能检测实验结果。
具体实施方式
下面结合实施例,对本发明的具体实施方式作进一步详细描述。以下实施例用于说明本发明,但不用来限制本发明的范围。
实施例1:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为漆酶粉,投放量为0.1kg;组分B为糖,投放量为0.35kg;水,13.65kg。每份14.1kg。
实施例2:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为光合细菌粉,投放量为0.1kg;组分B为玉米粉,投放量为0.55kg;水,14.65kg。每份15.3kg。
实施例3:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为木聚糖酶粉,投放量为0.1kg;组分B包括玉米粉、投放量为0.69kg,以及硅酸钠粉末、投放量0.06kg,共0.75kg;水,15.65kg。每份16.5kg。
一种利用了实施例1至实施例3的预处理液的纤维板的制造方法,依次包括以下工序:
S1.原木蒸煮及削片处理,将原木或枝丫材进行8h的蒸煮处理,将蒸煮后的原木或枝丫材做削片处理。
S2.预处理液调配的工序,按照实施例1至实施例3的投放量将组分A、组分B和水放置于容器中,搅拌后,室温下静置12h。
S3.预处理的工序,在预处理的工序之前,不对木质削片进行含水率处理,未经含水率处理的木质削片的含水率为10%~100%;取1.5份所述预处理液,散布在220份木质削片上,即实施例1的预处理液处理3.1t木质削片、实施例2的预处理液处理3.4t木质削片、实施例3的预处理液处理3.6t木质削片,搅拌后密闭存储于容器中24h,储存温度为20℃。
S4.热磨的工序,将经过预处理后的木质削片进行高温研磨,热磨温度100℃、热磨时间20min。
S5.组坯与热压成型的工序,采用现有的生产工艺进行施胶、组坯与热压成型,从而制得纤维板。
实施例4:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为芽孢杆菌粉,投放量为0.2kg;组分B包括蛋白粉,投放量0.95kg;水,16.85kg。每份17.9kg。
实施例5:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为半纤维素酶粉,投放量为0.2kg;组分B包括木薯粉,投放量0.55kg;水,15.65kg。每份16.4kg。
实施例6:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为半纤维素酶、脂肪酶、木聚糖酶的复合酶粉,投放量为0.2kg;组分B包括小麦粉和木薯粉的混合物,投放量为0.75kg;水,14.65kg。每份15.6kg。其中组分A的复合酶粉中半纤维素酶、脂肪酶、木聚糖酶的投放比例不做限定,组分B的小麦粉、木薯粉的投放比例不做限定。
一种利用了实施例4至实施例6的预处理液的纤维板的制造方法,依次包括以下工序:
S1.原木蒸煮及削片处理,将原木或枝丫材进行10h的蒸煮处理,将蒸煮后的原木或枝丫材做削片处理。
S2.预处理液调配的工序,按照实施例4至实施例6的投放量将组分A、组分B和水放置于容器中,搅拌后,室温下静置18h。
S3.预处理的工序,在预处理的工序之前,不对木质削片进行含水率处理,未经含水率处理的木质削片的含水率为10%~100%;取1份所述预处理液,散布在250份木质削片上,即实施例4的预处理液处理4.5t木质削片、实施例5的预处理液处理4.1t木质削片、实施例6的预处理液处理3.9t木质削片,搅拌后密闭存储于容器中18h,储存温度为35℃。
S4.热磨的工序,将经过预处理后的木质削片进行高温研磨,热磨温度140℃、热磨时间20min。
S5.组坯与热压成型的工序,采用现有的生产工艺进行施胶、组坯与热压成型,从而制得纤维板。
实施例7:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为双歧杆菌、乳酸菌、光合细菌、酵母菌、芽孢杆菌的复合菌粉,投放量为0.2kg;组分B包括小麦粉和木薯粉的混合物、投放量为0.85kg,以及硅酸钠粉末和碳酸氢钠粉末、投放量为0.1kg,共0.95kg;水,16.85kg。其中组分A的复合酶粉中半纤维素酶、脂肪酶、木聚糖酶的投放比例不做限定,组分B的小麦粉、木薯粉的投放比例不做限定,组分B的硅酸钠粉末和碳酸氢钠粉末的投放比例不做限定。每份18kg。
实施例8:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为漆酶、半纤维素酶、脂肪酶、木聚糖酶的复合酶粉,投放量为0.3kg;组分B为蛋白粉,投放量为0.35kg;水,14.65kg。其中组分A的复合酶粉中漆酶、半纤维素酶、脂肪酶、木聚糖酶的投放比例不做限定。每份15.3kg。
实施例9:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为漆酶、半纤维素酶的复合酶粉,投放量为0.3kg;组分B包括蛋白粉和糖的混合物,投放量为0.55kg;水,13.65kg。其中组分A的复合酶粉中漆酶、半纤维素酶的投放比例不做限定,组分B中蛋白粉和糖的投放比例不做限定。每份14.5kg。
一种利用了实施例7至实施例9的预处理液的纤维板的制造方法,依次包括以下工序:
S1.原木蒸煮及削片处理,将原木或枝丫材进行12h的蒸煮处理,将蒸煮后的原木或枝丫材做削片处理。
S2.预处理液调配的工序,按照实施例7至实施例9的投放量将组分A、组分B和水放置于容器中,搅拌后,室温下静置18h。
S3.预处理的工序,在预处理的工序之前,不对木质削片进行含水率处理,未经含水率处理的木质削片的含水率为10%~100%;取2份所述预处理液,散布在280份木质削片上,即实施例7的预处理液处理5.0t木质削片、实施例8的预处理液处理4.3t木质削片、实施例9的预处理液处理4.0t木质削片,搅拌后密闭存储于容器中12h,例如置于存储筐中,利用PVC膜包覆形成简易的密闭环境,储存温度为50℃。
S4.热磨的工序,将经过预处理后的木质削片进行高温研磨,热磨温度180℃、热磨时间20min。
S5.组坯与热压成型的工序,采用现有的生产工艺进行施胶、组坯与热压成型,从而制得纤维板。
实施例10:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为漆酶、半纤维素酶、脂肪酶、木聚糖酶的复合酶粉,投放量为0.3kg;组分B包括蛋白粉、投放量为0.63kg,以及碳酸氢钠粉末、投放量为0.12kg,共0.75kg;水,16.85kg。其中组分A的复合酶粉中漆酶、半纤维素酶、脂肪酶、木聚糖酶的投放比例不做限定。每份17.9kg。
实施例11:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为漆酶、半纤维素酶、脂肪酶、木聚糖酶的复合酶粉,投放量为0.3kg;组分B为玉米粉、蛋白粉和糖的混合物,投放量为0.95kg;水,15.65kg。其中组分A的复合酶粉中漆酶、半纤维素酶的投放比例不做限定,组分B中玉米粉、蛋白粉和糖的投放比例不做限定。每份16.9kg。
实施例12:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为双歧杆菌粉,投放量为0.4kg;组分B为糖,投放量为0.55kg;水,14.65kg。每份15.6kg。
一种利用了实施例10至实施例12的的预处理液的纤维板的制造方法,依次包括以下工序:
S1.原木蒸煮及削片处理,将原木或枝丫材进行12h的蒸煮处理,将蒸煮后的原木或枝丫材做削片处理。
S2.热磨的工序,将经过木质削片进行高温研磨,热磨温度160℃、热磨时间18min。
S3.预处理液调配的工序,按照实施例10至实施例12的投放量将组分A、组分B和水放置于容器中,搅拌后,室温下静置24h。
S4.预处理的工序,包括以下步骤,
(1)取3份所述预处理液,散布在320份木质纤维上,即实施例10的预处理液处理5.7t木质纤维、实施例11的预处理液处理5.4t木质纤维、实施例12的预处理液处理4.6t木质纤维;
(2)搅拌均匀后密闭存储于容器中,例如反应釜,外界自然温度为20℃~25℃;
(3)存储4h后,分二次向容器中投放脲醛树脂胶黏剂,相邻两次投放间隔4h,每次投放量为5%~7.5%;预处理与施胶的工作总处理时间为12h。
S4.组坯与热压成型的工序,采用现有的生产工艺进行组坯与热压成型,从而制得纤维板。
实施例13:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为乳酸菌粉,投放量为0.4kg;组分B为木薯粉、投放量0.68kg,硅酸钠粉末、投放量0.07kg,总投放量为0.75kg;水,13.65kg。每份14.8kg。
实施例14:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为木聚糖酶粉,投放量为0.5kg;组分B为小麦粉、投放量0.3kg,碳酸氢钠粉末、投放量0.05kg,总投放量为0.35kg;水,14.65kg。每份15.5kg。
一种利用了实施例13至实施例14的的预处理液的纤维板的制造方法,依次包括以下工序:
S1.原木蒸煮及削片处理,将原木或枝丫材进行10h的蒸煮处理,将蒸煮后的原木或枝丫材做削片处理。
S2.热磨的工序,将木质削片进行高温研磨,热磨温度140℃、热磨时间18min。
S3.预处理液调配的工序,按照实施例13至实施例14的投放量将组分A、组分B和水放置于容器中,搅拌后,室温下静置36h。
S4.预处理的工序,包括以下步骤,
(4)取1份所述预处理液,散布在300份木质纤维上,即实施例13的预处理液处理4.4t木质纤维、实施例14的预处理液处理4.6t木质纤维;
(5)搅拌均匀后密闭存储于容器中,例如反应釜,外界自然温度为30℃~35℃;
(6)存储6h后,分三次向容器中投放酚醛树脂胶黏剂,第一次与第二次投放之间间隔6h,第二次与第三次投放之间间隔4h,每次投放量为4%~6%;预处理与施胶的工作总处理时间为18h。
S4.组坯与热压成型的工序,采用现有的生产工艺进行组坯与热压成型,从而制得纤维板。
实施例15:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为酵母菌粉,投放量为0.5kg;组分B为玉米粉、糖,投放量为0.75kg;水,15.65kg。其中组分B中的玉米粉和糖的质量比例不做限定。每份16.9kg。
实施例16:一种木质纤维预处理液,由组分A、组分B和水搅拌混合而成。组分A为脂肪酶粉,投放量为0.5kg;组分B为木薯粉、蛋白粉、糖、硅酸钠粉末、碳酸氢钠粉末,投放量为0.95kg,其中木薯粉、蛋白粉、糖的投放量为0.8kg,硅酸钠粉末、碳酸氢钠粉末的投放量为0.15kg;水,16.85kg。其中组分B中的木薯粉、蛋白粉、糖的质量比例不做限定,硅酸钠粉末、碳酸氢钠粉末的质量比例不做限定。每份18.3kg。
一种利用了实施例15至实施例16的的预处理液的纤维板的制造方法,依次包括以下工序:
S1.原木蒸煮及削片处理,将原木或枝丫材进行10h的蒸煮处理,将蒸煮后的原木或枝丫材做削片处理。
S2.热磨的工序,将木质削片进行高温研磨,热磨温度100℃、热磨时间17min。
S3.预处理液调配的工序,按照实施例15至实施例16的投放量将组分A、组分B和水放置于容器中,搅拌后,室温下静置48h。
S4.预处理的工序,包括以下步骤,
(7)取2份所述预处理液,散布在350份木质纤维上,即实施例15的预处理液处理5.9t木质纤维、实施例16的预处理液处理6.4t木质纤维;
(8)搅拌均匀后密闭存储于容器中,例如反应釜,控制容器内温度为45℃~50℃;
(9)存储5h后,分三次向容器中投放酚醛树脂胶黏剂,第一次与第二次投放之间间隔6h,第二次与第三次投放之间间隔8h,每次投放量为4%~6%;预处理与施胶的工作总处理时间为24h。
S4.组坯与热压成型的工序,采用现有的生产工艺进行组坯与热压成型,从而制得纤维板。
实施例1至实施例9的纤维板制造方法中,在热磨的工序后,所制得的纤维材料质量如图2所示。由图2中可知,在采用了低的热磨温度或短的热磨时间时,仍可以得到更为细密的纤维材料。实施例1至实施例9的纤维板制造方法中,在热磨的工序后的纤维得率如图3所示。由图3中可知,在采用相同的热磨温度和热磨时间的情况下,经过预处理后的木片可获得更高的纤维得率。
实施例10至实施例16的工艺所制得的纤维板的性能参数如图3所示。在实施例10至实施例16中,通过上述预处理液的配方及纤维板的制造方法,采用了较短的热磨和蒸煮时间,制作质量等级较差的纤维,在利用对纤维进行预处理后,制得与市售纤维板质量等级相同的纤维板。
在实施例1至实施例16中,所使用的酶粉的品牌均为微瑞,其中漆酶活力值966-3780IU/g、半纤维素酶活力值86-128IU/g、木聚糖酶活力值480-2050IU/g、脂肪酶活力值103-2317IU/g;所使用的菌粉的品牌农富康,型号jgfjj-rx,含菌量500亿/cfu。
以上所述仅是本发明的优选实施方式,并不用于限制本发明,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
一种木质纤维预处理液及其纤维板的制造方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0