








专利摘要
本发明涉及轧钢自动控制技术领域,提供一种全连续热轧薄带线双卧卷交替卷取的控制方法,包括:步骤1:带钢自动跟踪:根据是否需飞剪碎断,选择剪切完成信号启动带钢位置跟踪;步骤2:切换至2#卷取机:根据带钢头尾跟踪位置控制1#卷取机的导板、夹送辊及2#卷取机各设备顺序动作,完成对第一块钢的顺序控制;步骤3:切换至1#卷取机:1#卷取机未准备好时飞剪碎断,其他设备配合为碎断状态;1#卷取机准备好时控制1#卷取机各设备顺序动作;步骤4:第三块钢进2#卷取机:根据2#卷取机是否准备好决定是否飞剪碎断;步骤5:最后一块钢时各设备恢复至准备状态。本发明能够保证轧机连轧,降低废钢率并提高生产效率。
权利要求
1.一种全连续热轧薄带线双卧卷交替卷取的控制方法,其特征在于,包括下述步骤:
步骤1:带钢自动跟踪
步骤1.1:带钢头部过轧机后,根据飞剪前热检检得信号启动带钢头部位置跟踪的开始,带钢头部跟踪位置到达第一设定阈值、第二设定阈值时,分别进行1#导板的一次短行程控制、二次短行程控制;
步骤1.2:带钢头部到达飞剪位置后,若不需飞剪碎断,则飞剪剪切,飞剪剪切完成后,根据剪切完成信号启动带钢头部位置跟踪的重新开始;若需要飞剪碎断,则根据最后一次碎断的剪切完成信号启动带钢头部位置跟踪的重新开始;
其中,所述全连续热轧薄带线含有两台地下卷取机,所述两台地下卷取机包括1#卷取机、2#卷取机,机上设备依次包括轧机、1#导板、飞剪、1#夹送辊、2#导板、2#夹送辊、废料斗;所述1#夹送辊设置在1#卷取机的入口侧,所述2#夹送辊设置在2#卷取机的入口侧;所述1#夹送辊包括1#上夹送辊、1#下夹送辊,所述2#夹送辊包括2#上夹送辊、2#下夹送辊;每个上夹送辊均由2台液压缸驱动摆动,每个下夹送辊均由2台液压缸驱动移动;所述1#卷取机、2#卷取机均有4个助卷辊;
步骤2:自动切换到2#卷取机
步骤2.1:根据带钢头部跟踪位置控制2#卷取机各设备顺序动作:当步骤1.2中的带钢头部跟踪位置到达1#夹送辊的设定动作阈值时,控制1#上夹送辊摆位至大辊缝,1#下夹送辊切换至切换位置;分别到达2#导板的两个设定动作阈值时,分别进行2#导板的一次短行程控制、二次短行程控制;到达2#夹送辊的设定动作阈值时,2#下夹送辊切换至轧制位置,2#上夹送辊摆位至初始辊缝;到达2#卷取机的设定动作阈值时,对2#卷取机的助卷辊进行踏步控制、对2#卷取机的卷筒进行涨径控制;其中,所述大辊缝为大于带钢厚度的辊缝,所述初始辊缝为带钢厚度的0.92~0.98倍;
步骤2.2:当2#卷取机建张时,1#下夹送辊切换至轧制位置;
步骤2.3:当2#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切;
步骤2.4:根据剪切完成信号启动带钢尾部位置跟踪的开始,同时2#卷取机加速至最高速度;当2#卷取机内的带钢尾部跟踪位置过1#夹送辊时,设定2#卷取机的速度为此时的带钢速度;
步骤2.5:当2#卷取机前热检检失时,2#卷取机自动定尾开始,定尾结束后,2#卷取机卸卷;
步骤3:自动切换到1#卷取机
步骤3.1:当步骤2中2#卷取机的卷重到达设定卷重阈值的0.95~0.99倍时,若1#卷取机已准备好,则执行步骤3.1.1至步骤3.1.5;
步骤3.1.1:若飞剪碎断功能因1#卷取机未准备好而启动,则根据最后一次碎断的剪切完成信号启动带钢尾部位置跟踪的开始;若飞剪碎断功能未因1#卷取机未准备好而启动,则根据步骤2.4中的剪切完成信号启动带钢尾部位置跟踪的开始;当带钢尾部跟踪位置过1#夹送辊时,1#上夹送辊摆位至初始辊缝;
步骤3.1.2:根据步骤3.1.1中的剪切完成信号启动带钢头部位置跟踪的重新开始,同时进行1#导板的一次短行程控制,根据带钢头部跟踪位置控制1#卷取机各设备顺序动作:当带钢头部跟踪位置到达1#导板的设定动作阈值时,进行1#导板的二次短行程控制;到达1#卷取机的设定动作阈值时,对1#卷取机的助卷辊进行踏步控制、对1#卷取机的卷筒进行涨径控制;
步骤3.1.3:当1#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切;
步骤3.1.4:根据剪切完成信号启动带钢尾部位置跟踪的重新开始,同时1#卷取机加速至最高速度;当1#卷取机内的带钢尾部跟踪位置过1#夹送辊时,1#上夹送辊摆位至大辊缝,同时设定1#卷取机的速度为此时的带钢速度;
步骤3.1.5:1#卷取机自动定尾开始,定尾结束后,1#卷取机卸卷;
步骤3.2:当步骤2中2#卷取机的卷重到达设定卷重阈值的0.95~0.99倍时,若1#卷取机未准备好,则执行步骤3.2.1至步骤3.2.3;
步骤3.2.1:飞剪自动碎断准备:1#上夹送辊、2#上夹送辊均摆位至大辊缝,1#下夹送辊、2#下夹送辊均切换至切换位置,同时飞剪后所有辊道加速至带钢速度的2~4倍;
步骤3.2.2:飞剪碎断:当步骤2中2#卷取机的卷重到达设定卷重阈值时,飞剪碎断开始;以1#卷取机准备好为信号,作为飞剪碎断的最后一刀,根据剪切完成信号启动带钢头部位置跟踪的重新开始;当带钢头部跟踪位置到达S0位置时,1#下夹送辊切换至轧制位置,1#下夹送辊轧制位置到位后,1#上夹送辊摆位至初始辊缝;
其中,S0为以飞剪为基准1#上夹送辊、1#下夹送辊动作时序可完成的位置,S0=S1-(T1+T2)V,S1为飞剪与1#夹送辊之间的距离,V为带钢速度,T1为1#下夹送辊的横移时间,T2为1#上夹送辊落下由大辊缝定位到初始辊缝的时间;
步骤3.2.3:进入步骤3.1.1;
步骤4:第三块钢进入2#卷取机
步骤4.1:当步骤3中1#卷取机的卷重到达设定卷重的0.95~0.99倍时,若2#卷取机已准备好,则进入步骤4.2;若2#卷取机未准备好,则进入步骤4.3;
步骤4.2:当步骤3中1#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切,同时1#卷取机加速至最高速度,根据2#卷取机前热检检得信号启动带钢头部位置跟踪的重新开始,进入步骤2;
步骤4.3:2#上夹送辊摆位至大辊缝,2#下夹送辊切换至切换位置,飞剪自动碎断开始,同时飞剪后所有辊道加速至最大速度;当2#卷取机准备好时,飞剪后所有辊道改为正常超前速度,根据最后一次碎断的剪切完成信号启动带钢头部位置跟踪的重新开始,当带钢头部跟踪位置到达设定跟踪阈值后,即确保废料过2#夹送辊后,2#下夹送辊切换至轧制位置,2#上夹送辊摆位至初始辊缝,进入步骤2;其中,所述正常超前速度为带钢速度的1.05~1.1倍;
步骤5:最后一块钢逻辑:若轧机没有钢且当前正在卷取的卷取机前热检检失,则当前正在卷取的卷取机自动定尾开始,定尾完成后,1#上夹送辊摆位至大辊缝、1#下夹送辊切换至切换位置、2#上夹送辊摆位至大辊缝、2#下夹送辊切换至切换位置、所有辊道改为正常超前速度、1#导板打开至机械最大位置、2#导板打开至机械最大位置,当前正在卷取的卷取机卸卷后,所有卷取机都准备好,准备下一块钢的卷取。
2.根据权利要求1所述的全连续热轧薄带线双卧卷交替卷取的控制方法,其特征在于,对于每个卷取机,若该卷取机的卷筒传动系统、助卷辊传动系统、伺服液压系统、外支撑状态、助卷辊初始辊缝、卷筒涨径状态、辅助液压系统均准备好,则该卷取机已准备好;否则,该卷取机未准备好。
说明书
技术领域
本发明涉及轧钢自动控制技术领域,特别是涉及一种全连续热轧薄带线双卧卷交替卷取的控制方法。
背景技术
在全连续热轧薄带生产线中,为保证连续轧制,两台卷取机需要交替卷取,切换时机和各设备动作顺序非常关键,一旦一台设备动作时序不对或者没有准备好轧机就需要停轧,会产生大量废料且处理辊道上的废钢需要大量时间,使得成本大大增加。
现有双卧卷交替卷取的控制方法中,跟踪信号一般采用传统的热检、激光检测、高温计信号,而热检、激光检测、高温计信号闪烁会导致废钢的产生;废料斗在飞剪后,且各设备动作时机不够紧凑、设备动作失误率高,使得容易在卷取机没有准备好的情况下废钢,并且切换卷取机引起的废钢率增高,很难实现轧机连续轧制,大大增加了生产成本、降低了生产效率。
发明内容
针对现有技术存在的问题,本发明提供一种全连续热轧薄带线双卧卷交替卷取的控制方法,能够保证轧机连续轧制、减少设备动作失误率,且降低因切换卷取机停轧而引起的废钢率、节约生产成本、提高生产效率。
本发明的技术方案为:
一种全连续热轧薄带线双卧卷交替卷取的控制方法,其特征在于,包括下述步骤:
步骤1:带钢自动跟踪
步骤1.1:带钢头部过轧机后,根据飞剪前热检检得信号启动带钢头部位置跟踪的开始,带钢头部跟踪位置到达第一设定阈值、第二设定阈值时,分别进行1#导板的一次短行程控制、二次短行程控制;
步骤1.2:带钢头部到达飞剪位置后,若不需飞剪碎断,则飞剪剪切,飞剪剪切完成后,根据剪切完成信号启动带钢头部位置跟踪的重新开始;若需要飞剪碎断,则根据最后一次碎断的剪切完成信号启动带钢头部位置跟踪的重新开始;
其中,所述全连续热轧薄带线含有两台地下卷取机,所述两台地下卷取机包括1#卷取机、2#卷取机,机上设备依次包括轧机、1#导板、飞剪、1#夹送辊、2#导板、2#夹送辊、废料斗;所述1#夹送辊设置在1#卷取机的入口侧,所述2#夹送辊设置在2#卷取机的入口侧;所述1#夹送辊包括1#上夹送辊、1#下夹送辊,所述2#夹送辊包括2#上夹送辊、2#下夹送辊;每个上夹送辊均由2台液压缸驱动摆动,每个下夹送辊均由2台液压缸驱动移动;所述1#卷取机、2#卷取机均有4个助卷辊;
步骤2:自动切换到2#卷取机
步骤2.1:根据带钢头部跟踪位置控制2#卷取机各设备顺序动作:当步骤1.2中的带钢头部跟踪位置到达1#夹送辊的设定动作阈值时,控制1#上夹送辊摆位至大辊缝,1#下夹送辊切换至切换位置;分别到达2#导板的两个设定动作阈值时,分别进行2#导板的一次短行程控制、二次短行程控制;到达2#夹送辊的设定动作阈值时,2#下夹送辊切换至轧制位置,2#上夹送辊摆位至初始辊缝;到达2#卷取机的设定动作阈值时,对2#卷取机的助卷辊进行踏步控制、对2#卷取机的卷筒进行涨径控制;其中,所述大辊缝为大于带钢厚度的辊缝,所述初始辊缝为带钢厚度的0.92~0.98倍;
步骤2.2:当2#卷取机建张时,1#下夹送辊切换至轧制位置;
步骤2.3:当2#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切;
步骤2.4:根据剪切完成信号启动带钢尾部位置跟踪的开始,同时2#卷取机加速至最高速度;当2#卷取机内的带钢尾部跟踪位置过1#夹送辊时,设定2#卷取机的速度为此时的带钢速度;
步骤2.5:当2#卷取机前热检检失时,2#卷取机自动定尾开始,定尾结束后,2#卷取机卸卷;
步骤3:自动切换到1#卷取机
步骤3.1:当步骤2中2#卷取机的卷重到达设定卷重阈值的0.95~0.99倍时,若1#卷取机已准备好,则执行步骤3.1.1至步骤3.1.5;
步骤3.1.1:若飞剪碎断功能因1#卷取机未准备好而启动,则根据最后一次碎断的剪切完成信号启动带钢尾部位置跟踪的开始;若飞剪碎断功能未因1#卷取机未准备好而启动,则根据步骤2.4中的剪切完成信号启动带钢尾部位置跟踪的开始;当带钢尾部跟踪位置过1#夹送辊时,1#上夹送辊摆位至初始辊缝;
步骤3.1.2:根据步骤3.1.1中的剪切完成信号启动带钢头部位置跟踪的重新开始,同时进行1#导板的一次短行程控制,根据带钢头部跟踪位置控制1#卷取机各设备顺序动作:当带钢头部跟踪位置到达1#导板的设定动作阈值时,进行1#导板的二次短行程控制;到达1#卷取机的设定动作阈值时,对1#卷取机的助卷辊进行踏步控制、对1#卷取机的卷筒进行涨径控制;
步骤3.1.3:当1#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切;
步骤3.1.4:根据剪切完成信号启动带钢尾部位置跟踪的重新开始,同时1#卷取机加速至最高速度;当1#卷取机内的带钢尾部跟踪位置过1#夹送辊时,1#上夹送辊摆位至大辊缝,同时设定1#卷取机的速度为此时的带钢速度;
步骤3.1.5:1#卷取机自动定尾开始,定尾结束后,1#卷取机卸卷;
步骤3.2:当步骤2中2#卷取机的卷重到达设定卷重阈值的0.95~0.99倍时,若1#卷取机未准备好,则执行步骤3.2.1至步骤3.2.3;
步骤3.2.1:飞剪自动碎断准备:1#上夹送辊、2#上夹送辊均摆位至大辊缝,1#下夹送辊、2#下夹送辊均切换至切换位置,同时飞剪后所有辊道加速至带钢速度的2~4倍;
步骤3.2.2:飞剪碎断:当步骤2中2#卷取机的卷重到达设定卷重阈值时,飞剪碎断开始;以1#卷取机准备好为信号,作为飞剪碎断的最后一刀,根据剪切完成信号启动带钢头部位置跟踪的重新开始;当带钢头部跟踪位置到达S0位置时,1#下夹送辊切换至轧制位置,1#下夹送辊轧制位置到位后,1#上夹送辊摆位至初始辊缝;
其中,S0为以飞剪为基准1#上夹送辊、1#下夹送辊动作时序可完成的位置,S0=S1-(T1+T2)V,S1为飞剪与1#夹送辊之间的距离,V为带钢速度,T1为1#下夹送辊的横移时间,T2为1#上夹送辊落下由大辊缝定位到初始辊缝的时间;
步骤3.2.3:进入步骤3.1.1;
步骤4:第三块钢进入2#卷取机
步骤4.1:当步骤3中1#卷取机的卷重到达设定卷重的0.95~0.99倍时,若2#卷取机已准备好,则进入步骤4.2;若2#卷取机未准备好,则进入步骤4.3;
步骤4.2:当步骤3中1#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切,同时1#卷取机加速至最高速度,根据2#卷取机前热检检得信号启动带钢头部位置跟踪的重新开始,进入步骤2;
步骤4.3:2#上夹送辊摆位至大辊缝,2#下夹送辊切换至切换位置,飞剪自动碎断开始,同时飞剪后所有辊道加速至最大速度;当2#卷取机准备好时,飞剪后所有辊道改为正常超前速度,根据最后一次碎断的剪切完成信号启动带钢头部位置跟踪的重新开始,当带钢头部跟踪位置到达设定跟踪阈值后,即确保废料过2#夹送辊后,2#下夹送辊切换至轧制位置,2#上夹送辊摆位至初始辊缝,进入步骤2;其中,所述正常超前速度为带钢速度的1.05~1.1倍;
步骤5:最后一块钢逻辑:若轧机没有钢且当前正在卷取的卷取机前热检检失,则当前正在卷取的卷取机自动定尾开始,定尾完成后,1#上夹送辊摆位至大辊缝、1#下夹送辊切换至切换位置、2#上夹送辊摆位至大辊缝、2#下夹送辊切换至切换位置、所有辊道改为正常超前速度、1#导板打开至机械最大位置、2#导板打开至机械最大位置,当前正在卷取的卷取机卸卷后,所有卷取机都准备好,准备下一块钢的卷取。
进一步的,对于每个卷取机,若该卷取机的卷筒传动系统、助卷辊传动系统、伺服液压系统、外支撑状态、助卷辊初始辊缝、卷筒涨径状态、辅助液压系统均准备好,则该卷取机已准备好;否则,该卷取机未准备好。
本发明的有益效果为:
本发明在轧机连续轧制的背景下进行轧制和卷取,通过两台卧卷交替切换卷取,分卷通过卷重自动剪切,使用飞剪的剪切完成信号而非传统的热检、激光检测、高温计信号作为跟踪信号,避免了传统双卧卷交替卷取的控制方法中热检、激光检测、高温计信号闪烁导致的废钢情况。
本发明将废料斗设置在2#夹送辊后,通过各设备动作时机节奏的紧凑设置,使得带钢进入卷取机前为切过头且切头后的废料被快速送至废料斗,克服了飞剪碎断功能带来的卷取机控制难的问题,避免了卷取机在没有准备好的情况下废钢、保证轧机能够连续轧制,降低了因切换卷取机停轧而引起的废钢率,减少了设备动作失误率同时节约了生产成本、提高了生产效率。
附图说明
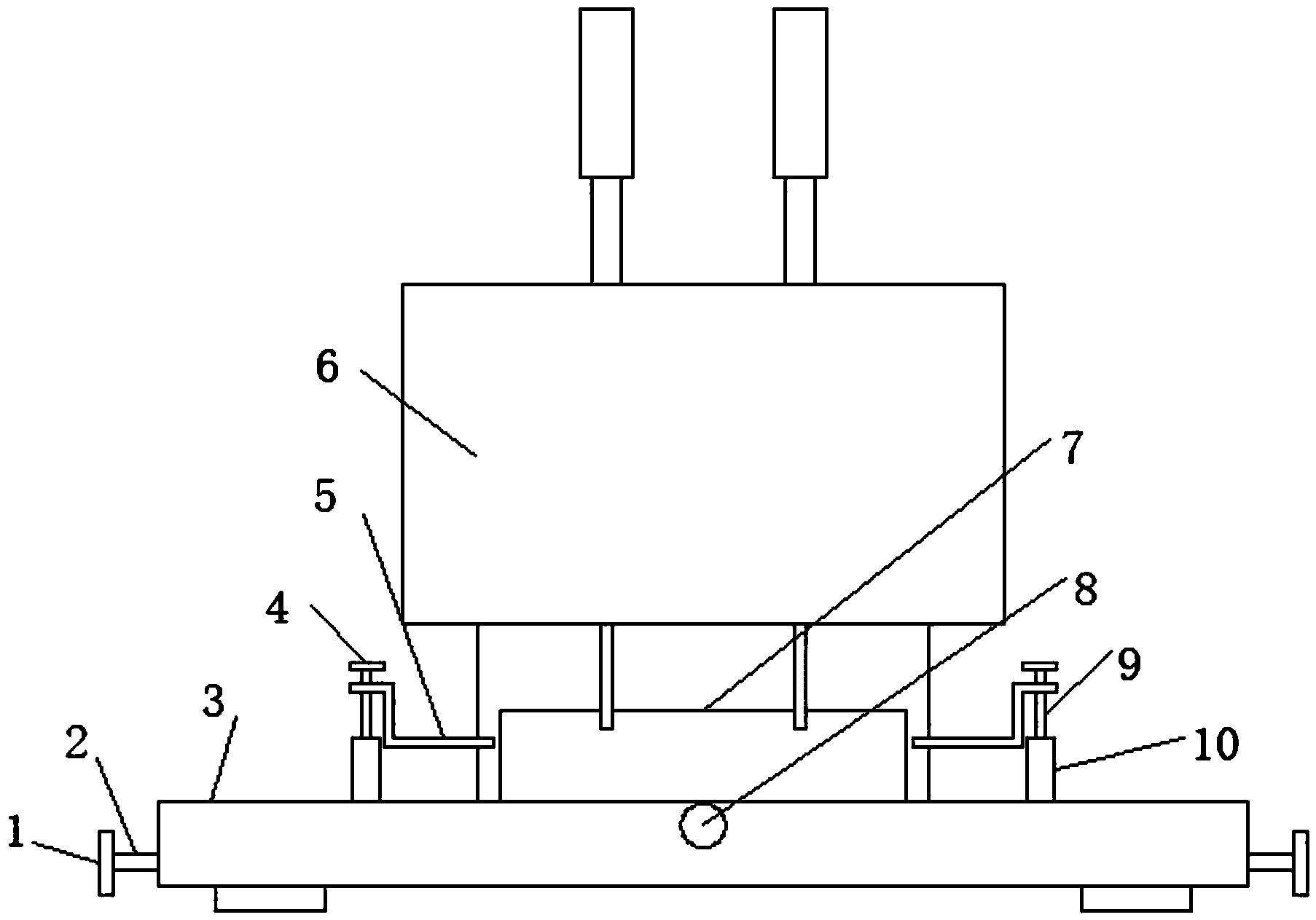
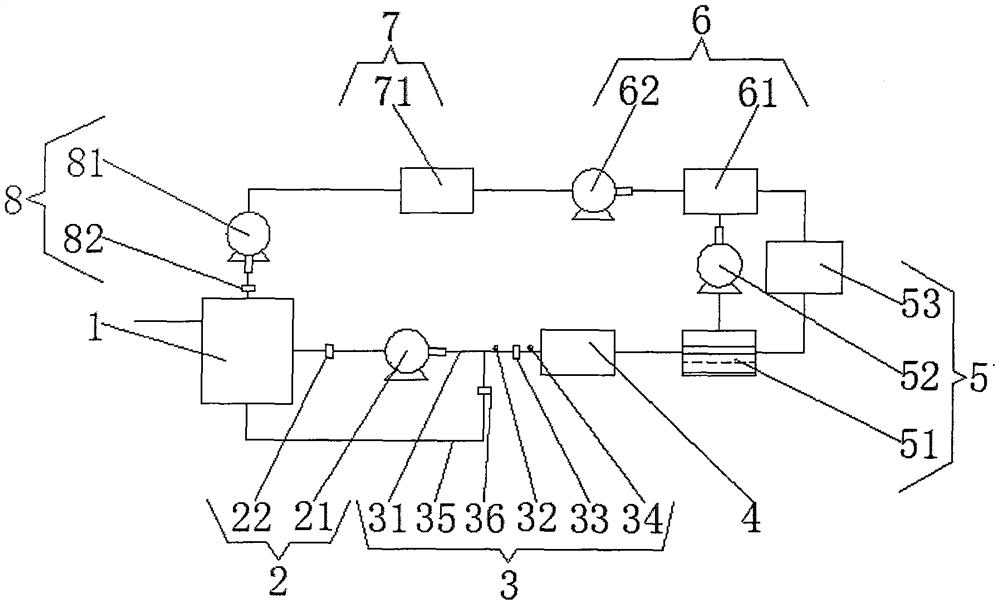
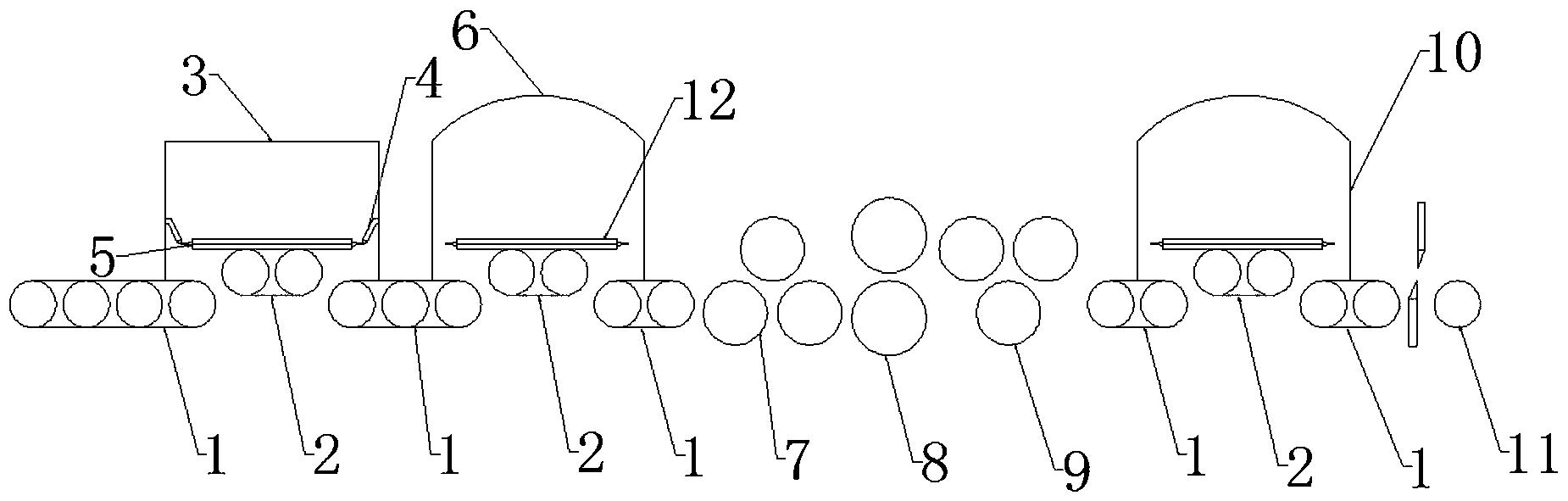
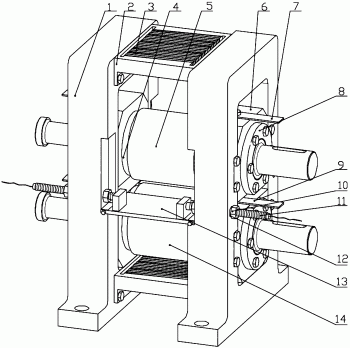
图1为具体实施方式中全连续热轧薄带线的结构示意图。
图2为本发明全连续热轧薄带线双卧卷交替卷取的控制方法中带钢自动跟踪的流程图。
图3为本发明全连续热轧薄带线双卧卷交替卷取的控制方法中2#卷取机切换的流程图。
图4为本发明全连续热轧薄带线双卧卷交替卷取的控制方法中1#卷取机切换的流程图。
图5为本发明全连续热轧薄带线双卧卷交替卷取的控制方法中第三块钢切换2#卷取机的流程图。
图中,1-轧机,2-1#导板,3-飞剪,4-1#夹送辊,4-1—1#上夹送辊,4-2—1#下夹送辊,5-2#导板,6-2#夹送辊,6-1—2#上夹送辊,6-2—2#下夹送辊,7-废料斗,8-1#卷取机,8-1-1-1#助卷辊,8-2-1-2#助卷辊,8-3-1-3#助卷辊,8-4-1-4#助卷辊,8-5-1#卷筒,9-2#卷取机,9-1-2-1#助卷辊,9-2-2-2#助卷辊,9-3-2-3#助卷辊,9-4-2-4#助卷辊,9-5-2#卷筒,10-1#热检扫描点,11-2#热检扫描点。
具体实施方式
下面将结合附图和具体实施方式,对本发明作进一步描述。
如图1所示,为本实施例中某钢厂全连续热轧薄带线的结构示意图。该轧线含有两台地下卷取机——1#卷取机8和2#卷取机9,机上设备顺序为轧机1、1#导板2、飞剪3、1#夹送辊4(包括1#上夹送辊4-1、1#下夹送辊4-2)、2#导板5、2#夹送辊6(包括2#上夹送辊6-1、2#下夹送辊6-2)、机上辊道、废料辊道、废料斗7。所述1#卷取机8包括1-1#助卷辊8-1、1-2#助卷辊8-2、1-3#助卷辊8-3、1-4#助卷辊8-4、1#卷筒8-5;所述2#卷取机9包括2-1#助卷辊9-1、2-2#助卷辊9-2、2-3#助卷辊9-3、2-4#助卷辊9-4、2#卷筒9-5。1#夹送辊4前、2#夹送辊6前分别设置有1#热检扫描点10、2#热检扫描点11。卷取机其他本体设备与常规热连轧卷取机机械设计基本相同。
其中,卷取机前夹送辊设置在地下卷取机入口侧——1#夹送辊4设置在1#卷取机8的入口侧、2#夹送辊6设置在2#卷取机9的入口侧,将钢板头部引入地下卷取机的同时,对卷板剪切后卷板施加张力。
上、下夹送辊均由一台电机通过减速机和万向接轴传动;上夹送辊由2台液压缸驱动摆动;下夹送辊由2台液压缸驱动移动。液压缸采用没有牌坊的液压缸,液压缸内置磁尺。
上、下夹送辊之间的辊缝设置,是根据带钢的厚度由液压控制油缸调整,液压缸设置在夹送辊机架和摆臂上,行程由组合位置传感器控制,该传感器与液压缸组装后整体供货。
上夹送辊通过两台液压缸进行上升和下降运动,根据不同的带钢厚度,上、下夹送辊之间的夹持力是可调的,夹送不同厚度钢板的辊缝由液压缸设定。上夹送辊平衡采用弹簧缸平衡,同时还可消除轴承间隙。上夹送辊采用焊接空心辊体,辊面堆焊耐磨的硬质合金。辊子两端装有双列调心滚动轴承以承受张力,轴承座用螺栓固定在摇臂上。
下夹送辊为固定式。辊身为实心辊,辊面堆焊耐磨的硬质合金。辊子两端装有双列调心滚动轴承以承受张力,轴承座用螺栓固定在机架上。
机架为钢板焊接结构,传动侧和操作侧机架片由厚钢板制做,两片机架用横梁连接,在安装下夹送辊的表面装有耐磨衬板。
一对上下夹送辊的相关技术数据如下:
上夹送辊尺寸:φ900x1500mm
下夹送辊尺寸:φ500x1500mm
辊面线速度:Max.5m/s
上辊摆动缸:Φ180/Φ125x580,16MPa,200mm/s,2台(传动侧、操作侧各一台)
下辊横移缸:Φ125/Φ90x280,16MPa,50mm/s,2台(传动侧、操作侧各一台)
下辊压紧缸:Φ125/Φ100x20,16MPa,10mm/s,2台(传动侧、操作侧各一台)
传动电机:AC150kW,0~1000~1730rpm,380V,2台(上、下辊各一台)
夹送辊液压缸伺服阀:MOOG D661带反馈,输入±10mA,输出4-20mA
夹送辊位移传感器:MTS RHM0630MP101S1G5100磁环:201542
各电气设备的型号如表1所示。
表1
设备电气控制的具体逻辑为:①1#上夹送辊4-1、2#上夹送辊6-1均由一台电机传动、2台液压缸控制,通过位移传感器通过伺服阀对设备进行位置环控制,分别根据通过两个杆腔与两个塞腔压力与液压缸面积计算出来的操作侧、传动侧压力通过伺服阀对设备进行压力控制,1#下夹送辊4-2、2#下夹送辊6-2的控制原理同上;②卷筒由1台电机通过可换挡减速机传动,减速机档位由接近开关检测,卷筒由1个液压缸驱动涨缩,通过磁尺以及油压传感器来计算卷筒涨缩直径与涨力;③飞剪通过1台电机传动,含有抱闸装置,通过角度编码器进行角度控制,剪刃垂直向上为0度,180度剪切,飞剪含有花架、挡水板,依据现场情况摆位角度261度为最优,飞剪含有手动剪切、自动剪切、碎断功能。
定义从任意卷取机出来的第i卷带钢,没卷取完成之前的第i卷带钢称为第i块钢。其中,从任意卷取机出来的第i卷带钢,具体为:将从1#卷取机8和2#卷取机9中出来的带钢作为一个集合,对该集合中的带钢按照时序编号,编号为i的带钢为第i卷带钢。由设备工艺决定,第一卷钢必须进2#卷取机,带钢进入卷取机后到建张与常规热连轧动作顺序相同。
本实施例中,将本发明的全连续热轧薄带线双卧卷交替卷取的控制方法应用到该钢厂全连续热轧薄带线的控制中,具体包括下述步骤:
步骤1:如图2所示,进行带钢自动跟踪
步骤1.1:带钢头部过轧机后,根据飞剪前热检检得信号启动带钢头部位置跟踪的开始,带钢头部跟踪位置到达第一设定阈值、第二设定阈值时,分别进行1#导板的一次短行程控制、二次短行程控制;
步骤1.2:带钢头部到达飞剪位置后,若不需飞剪碎断,则飞剪剪切,飞剪剪切完成后,根据剪切完成信号启动带钢头部位置跟踪的重新开始;若需要飞剪碎断,则根据最后一次碎断的剪切完成信号启动带钢头部位置跟踪的重新开始。
其中,带钢经过轧机后,由于辊道上飞剪可能连切,剪切后废料需要经过热检扫描点进入废料斗,导致热检信号不稳定,如果仅仅用热检信号做跟踪可能会引起系统不稳定,所以与常规热轧地下卷取机不同的是,本发明的跟踪信号在很多情况下采取飞剪剪切完成信号,用飞剪剪切完成信号作为带钢位置跟踪开始信号。控制画面可以输入碎断单位长度与碎断次数。
步骤2:如图3所示,自动切换到2#卷取机
步骤2.1:根据带钢头部跟踪位置控制2#卷取机各设备顺序动作:当步骤1.2中的带钢头部跟踪位置到达1#夹送辊的设定动作阈值时,控制1#上夹送辊摆位至大辊缝,1#下夹送辊切换至切换位置;分别到达2#导板的两个设定动作阈值时,分别进行2#导板的一次短行程控制、二次短行程控制;到达2#夹送辊的设定动作阈值时,2#下夹送辊切换至轧制位置,2#上夹送辊摆位至初始辊缝;到达2#卷取机的设定动作阈值时,对2#卷取机的助卷辊进行踏步控制、对2#卷取机的卷筒进行涨径控制;其中,所述大辊缝为大于带钢厚度的辊缝,所述初始辊缝为带钢厚度的0.92~0.98倍。其中,在跟踪结束后,跟踪信号复位。
步骤2.2:当2#卷取机建张时,1#下夹送辊切换至轧制位置,为进1#卷取机提前做准备。
步骤2.3:卷重由二级发送,当2#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切。
步骤2.4:根据剪切完成信号启动带钢尾部位置跟踪的开始,同时2#卷取机加速至最高速度,以将飞剪剪切后的带钢拉开距离;当2#卷取机内的带钢尾部跟踪位置过1#夹送辊时,设定2#卷取机的速度为此时的带钢速度。本实施例中,2#卷取机的最高速度为3米/秒。
步骤2.5:当2#卷取机前热检检失时,2#卷取机自动定尾开始,定尾结束后,2#卷取机卸卷。其中,定尾即为尾部定位。
步骤3:如图4所示,自动切换到1#卷取机
步骤3.1:当步骤2中2#卷取机的卷重到达设定卷重阈值的0.95~0.99倍时,若1#卷取机已准备好,则执行步骤3.1.1至步骤3.1.5:
步骤3.1.1:若飞剪碎断功能因1#卷取机未准备好而启动,则根据最后一次碎断的剪切完成信号启动带钢尾部位置跟踪的开始;若飞剪碎断功能未因1#卷取机未准备好而启动,则根据步骤2.4中的剪切完成信号启动带钢尾部位置跟踪的开始;当带钢尾部跟踪位置过1#夹送辊时,1#上夹送辊摆位至初始辊缝;
步骤3.1.2:根据步骤3.1.1中的剪切完成信号启动带钢头部位置跟踪的重新开始,同时进行1#导板的一次短行程控制,根据带钢头部跟踪位置控制1#卷取机各设备顺序动作:当带钢头部跟踪位置到达1#导板的设定动作阈值时,进行1#导板的二次短行程控制;到达1#卷取机的设定动作阈值时,对1#卷取机的助卷辊进行踏步控制、对1#卷取机的卷筒进行涨径控制;卷筒、助卷辊动作顺利完成后,顺利切换到1#卷取机卷钢;
步骤3.1.3:当1#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切,分卷开始;
步骤3.1.4:根据剪切完成信号启动带钢尾部位置跟踪的重新开始,同时1#卷取机加速至最高速度(飞剪与1#夹送辊之间距离3.5米),以将分切后的带钢拉开距离;当1#卷取机内的带钢尾部跟踪位置过1#夹送辊时,1#上夹送辊摆位至大辊缝,此时分切后的带钢能顺利通过1#夹送辊进入2#卷取机机上辊道,同时设定1#卷取机的速度为此时的带钢速度;
步骤3.1.5:1#卷取机自动定尾开始,定尾结束后,1#卷取机卸卷。
步骤3.2:当步骤2中2#卷取机的卷重到达设定卷重阈值的0.95~0.99倍时,若1#卷取机未准备好,则执行步骤3.2.1至步骤3.2.3:
步骤3.2.1:飞剪自动碎断准备:1#上夹送辊、2#上夹送辊均摆位至大辊缝,1#下夹送辊、2#下夹送辊均切换至切换位置,同时飞剪后所有辊道加速至带钢速度的2~4倍;
步骤3.2.2:飞剪碎断:当步骤2中2#卷取机的卷重到达设定卷重阈值时,飞剪碎断开始;以1#卷取机准备好为信号,作为飞剪碎断的最后一刀(飞剪最后一次碎断带钢长度5米以上,此时才能保证下夹送辊与上夹送辊动作完成时间),根据剪切完成信号启动带钢头部位置跟踪的重新开始;当带钢头部跟踪位置到达S0位置时,1#下夹送辊切换至轧制位置,1#下夹送辊轧制位置到位后,1#上夹送辊摆位至初始辊缝;
其中,S0为以飞剪为基准1#上夹送辊、1#下夹送辊动作时序可完成的位置,S0=S1-(T1+T2)V,S1为飞剪与1#夹送辊之间的距离,V为带钢速度,T1为1#下夹送辊的横移时间,T2为1#上夹送辊落下由大辊缝定位到初始辊缝的时间。带钢头部跟踪位置到达S0位置时,碎片位置已经过1#夹送辊。
步骤3.2.3:进入步骤3.1.1。
步骤4:如图5所示,控制第三块钢进入2#卷取机:
步骤4.1:当步骤3中1#卷取机的卷重到达设定卷重的0.95~0.99倍时,若2#卷取机已准备好,则进入步骤4.2;若2#卷取机未准备好,则进入步骤4.3。
步骤4.2:当步骤3中1#卷取机的卷重到达设定卷重阈值时,飞剪自动剪切,同时1#卷取机加速至最高速度,根据2#卷取机前热检检得信号启动带钢头部位置跟踪的重新开始,进入步骤2。其中,根据飞剪剪切完成信号启动带钢头部位置跟踪的开始,带钢头部跟踪位置到达热检位置时,产生2#卷取机机前热检检得信号。设定窗口范围±1米允许热检检得。
步骤4.3:2#上夹送辊摆位至大辊缝,2#下夹送辊切换至切换位置,飞剪自动碎断开始,同时飞剪后所有辊道加速至最大速度,以将碎断后的带钢碎片带入废料斗;当2#卷取机准备好时,飞剪后所有辊道改为正常超前速度,根据最后一次碎断的剪切完成信号启动带钢头部位置跟踪的重新开始,当带钢头部跟踪位置到达设定跟踪阈值后,即确保废料过2#夹送辊后,2#下夹送辊切换至轧制位置,2#上夹送辊摆位至初始辊缝,进入步骤2;其中,所述正常超前速度为带钢速度的1.05~1.1倍。如果2#卷取机一直没有准备好,则碎断功能持续。
步骤5:最后一块钢逻辑:若轧机没有钢且当前正在卷取的卷取机前热检检失,则当前正在卷取的卷取机自动定尾开始,定尾完成后,各设备恢复至卷取准备状态:1#上夹送辊摆位至大辊缝、1#下夹送辊切换至切换位置、2#上夹送辊摆位至大辊缝、2#下夹送辊切换至切换位置、所有辊道改为正常超前速度、1#导板打开至机械最大位置、2#导板打开至机械最大位置,当前正在卷取的卷取机卸卷后,所有卷取机都准备好,准备下一块钢的卷取。
本实施例中,对于每个卷取机,若该卷取机的卷筒传动系统、助卷辊传动系统、伺服液压系统、外支撑状态、助卷辊初始辊缝、卷筒涨径状态、辅助液压系统均准备好,则该卷取机已准备好;否则,该卷取机未准备好。卷取机是否准备好由程序自动检测得到。
可见,本发明的全连续热轧薄带线双卧卷交替卷取的控制方法中,通过自动判断是否需要碎断,自动判断卷取机是否准备好,最后一块带钢在哪一台卷取机卷钢,各设备的动作顺序都是不同的。为保证轧机连续轧制,本发明对飞剪、卷筒、上下夹送辊在各种复杂情况下的配合动作进行了节奏紧凑的设置:轧机出来的第一块钢的剪切通过跟踪长度来控制上、下夹送辊的动作时机,在卷钢过程中本发明利用卷重到达后剪切对带钢进行分卷控制,根据剪切完成信号进行位置跟踪,再通过跟踪的位置来对第一块钢完成顺序控制,对两台卷取机的所有设备进行压下以及速度的控制;从2#卷取机切换到1#卷取机时,程序需要判断1#卷取机是否准备好,如果1#卷取机没有准备好则自动启动飞剪碎断功能,其他设备自动配合准备为碎断状态,直到卷取机准备好,顺序控制自动启动,而如果1#卷取机已准备好,PLC程序对各设备进行自动顺序控制;同样,在1#卷取机切换到2#卷取机的过程中,程序也需要判断2#卷取机是否准备好,是否启动碎断功能。本实施例中,本发明在某全连续热轧厂中的应用表明,本发明的方案能够自动应对各种棘手的情况,能够保证轧机连续轧制,大大减少了生产成本、提高了生产效率。
显然,上述实施例仅仅是本发明的一部分实施例,而不是全部的实施例。上述实施例仅用于解释本发明,并不构成对本发明保护范围的限定。基于上述实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,也即凡在本申请的精神和原理之内所作的所有修改、等同替换和改进等,均落在本发明要求的保护范围内。
一种全连续热轧薄带线双卧卷交替卷取的控制方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0