






专利摘要
本发明公开了一种纵扭复合超声振动加工装置,它包括纵向超声振动换能器和超声变幅杆;超声变幅杆设置在纵向超声振动换能器的前端,并与纵向超声振动换能器整体连接在一起。该纵向超声振动换能器包括后盖板、压电陶瓷片、电极片、前盖板、绝缘套筒以及用于连接以上几个部分的预紧螺栓,该超声变幅杆包括变幅杆指数段和变幅杆圆柱段,变幅杆指数段与前盖板设计成一个整体,变幅杆圆柱段用于与加工工具连接,变幅杆指数段表面开四个相同的螺旋槽,螺旋槽可以将纵向超声振动换能器产生的纵向振动部分地转换为扭转振动,从而使变幅杆圆柱段端面产生纵扭复合超声振动。本发明具有结构简单、扭转分量大、能量转换效率高等优点。
权利要求
1.一种纵扭复合超声振动加工装置,其特征在于:它包括纵向超声振动换能器和超声变幅杆,超声变幅杆设置在纵向超声振动换能器的前端,并与纵向超声振动换能器整体连接在一起,省去了中间的连接部分,从而避免了超声能量在两部件间传递时的损失;
所述纵向超声振动换能器包括后盖板、压电陶瓷片、电极片、前盖板、绝缘套筒以及用于连接固定和压紧以上几种部件的预紧螺栓;该后盖板在纵向超声振动换能器的后端部,该前盖板在纵向超声振动换能器的前端部,该电极片和压电陶瓷片设置在后盖板与前盖板之间,绝缘套筒嵌在四片压电陶瓷片内孔壁上,预紧螺栓将上述后盖板、电极片、压电陶瓷片、前盖板和绝缘套筒连接固定在一起,该预紧螺栓是长50mm的M12螺栓;该后盖板为一圆柱体件,中间开有台阶孔,用于穿过预紧螺栓,材料为45号钢;该压电陶瓷片为圆环状件,材料为PZT-8;该电极片同样为圆环状件,材料为黄铜;该前盖板为圆柱体件,中心部开有螺孔,用于连接预紧螺栓,材料为TC4;该绝缘套筒为筒状件,材料为ABS塑料,以上构成了超声纵向振动换能器,从而将超声波电源输出的电能转换为压电陶瓷片振动的机械能;
所述超声变幅杆为Y型状件,包括变幅杆指数段和变幅杆圆柱段,变幅杆圆柱段设置在指数段的前端,与变幅杆指数段构成一个整体;所述变幅杆指数段材料为TC4,其表面开四个螺旋槽,用于将所述纵向振动换能器产生的纵向振动部分地转换为扭转振动,通过调整四个螺旋槽的外形尺寸,使纵振频率和扭转频率达到一致,从而提高能量转换效率,变幅杆指数段还具有放大振幅的作用;所述变幅杆圆柱段形状为一圆柱体,材料为TC4,用于和加工刀具连接,其直径根据刀具的直径确定,与刀具的连接方式使用ER夹头或是螺纹连接。
2.根据权利要求1所述的一种纵扭复合超声振动加工装置,其特征在于:所述的纵向超声振动换能器和超声变幅杆的共振频率在20KHz~28KHz之间。
3.根据权利要求1所述的一种纵扭复合超声振动加工装置,其特征在于:所述的纵向超声振动换能器使用四片极化方向相反、材料为PZT-8的压电陶瓷片。
4.根据权利要求1所述的一种纵扭复合超声振动加工装置,其特征在于:所述超声变幅杆指数段螺旋槽的螺旋线所围绕的包络面为圆台。
说明书
技术领域
本发明涉及机械加工技术领域,尤其涉及一种纵扭复合超声振动加工装置。
背景技术
近年来,一些新型的硬脆复合材料如C/SiC、C/C等在航空航天、汽车、能源等领域得到越来越多的应用,而这些硬脆复合材料却不如传统材料容易加工,用传统机械加工方法加工容易出现纤维撕裂、分层、毛刺等缺陷,并且刀具磨损严重,效率低,而超声振动加工技术被认为是最适合加工硬脆复合材料的方法之一,它是在传统机械加工中工件与刀具相对运动的基础上,在工件或刀具上施加超声振动,以获得更好的加工性能的加工方法。与普通加工相比,超声振动加工具有降低切削力、减少刀具磨损、提高工件表面加工精度和提高加工效率等优点。从相关文献中可知,在复合材料钻孔加工中,纵扭复合超声振动相比单独的纵向超声振动具有更好的加工效果。然而,由于切向极化压电陶瓷在技术上较难实现,使纵扭复合超声振动的应用受到了限制。当前,实现纵扭复合超声振动主要有两种方法,一是将压电陶瓷沿切向极化,但技术上很难实现,通常的方法是先将压电陶瓷片切分成若干扇形片,之后分别将各个扇形压电陶瓷片切向极化,再将各个扇形压电陶瓷片粘结起来,此种方法工艺复杂,废品率很高,还容易出现陶瓷片极化不完全、电击穿等问题,很难制造出理想的换能器;二是近几年出现的利用在换能器前端接扭振模块来实现扭转振动,如专利CN200710009459.8利用在变幅杆末端开斜槽的方式来实现扭振,虽然取得了一定的效果,但该方法扭振分量小,未能充分利用纵扭复合超声振动的优势,加工效率较低,使加工效果受到限制。而专利CN103203312A中所叙述的超磁致伸缩纵扭复合振动超声换能器虽然实现了纵扭复合超声振动,但是能量转换效率较低,并且装置复杂。
发明内容
1、目的:为了更容易得到纵扭复合超声振动,本发明的目的是提供了一种纵扭复合超声振动加工装置,该种超声振动装置扭转分量大、效率高,克服了上述装置的不足。
2、技术方案:本发明一种纵扭复合超声振动加工装置,它包括纵向超声振动换能器和超声变幅杆,它们之间的相互关系是:超声变幅杆设置在纵向超声振动换能器的前端,并与纵向超声振动换能器整体连接在一起,省去了中间的连接部分,从而避免了超声能量在两部件间传递时的损失。
所述纵向超声振动换能器包括后盖板、压电陶瓷片、电极片、前盖板、绝缘套筒以及用于连接、固定和压紧以上几种部件的预紧螺栓,它们之间的相互关系是:该后盖板在纵向超声振动换能器的后端部,该前盖板在纵向超声振动换能器的前端部,该电极片和压电陶瓷片设置在后盖板与前盖板之间,绝缘套筒嵌在四片压电陶瓷片内孔壁上,预紧螺栓将上述后盖板、电极片、压电陶瓷片、前盖板和绝缘套筒连接、固定在一起,该预紧螺栓是长50mm的M12螺栓。该后盖板为一圆柱体件,中间开有台阶孔,用于穿过预紧螺栓,材料为45号钢;该压电陶瓷片为圆环状件,材料为PZT-8;该电极片同样为圆环状件,材料为黄铜;该前盖板为圆柱体件,中心部开有螺孔,用于连接预紧螺栓,材料为TC4;该绝缘套筒为筒状件,材料为ABS塑料,以上构成了纵向超声振动换能器,从而将超声波电源输出的电能转换为压电陶瓷片振动的机械能。
所述超声变幅杆为Y型状件,包括变幅杆指数段和变幅杆圆柱段,它们之间的位置关系是:变幅杆圆柱段设置在指数段的前端,与变幅杆指数段构成一个整体。所述变幅杆指数段材料为TC4,其表面开四个螺旋槽,用于将所述纵向振动换能器产生的纵向振动部分地转换为扭转振动,通过调整四个螺旋槽的外形尺寸,可以使纵振频率和扭转频率达到一致,从而提高能量转换效率,变幅杆指数段还具有放大振幅的作用;所述变幅杆圆柱段形状为一圆柱体,材料为TC4,用于和加工刀具连接,其直径根据刀具的直径确定,与刀具的连接方式可以使用ER夹头或是螺纹连接。
其中,所述的纵向超声振动换能器和超声变幅杆的共振频率在20KHz~28KHz之间。
其中,所述的纵向超声振动换能器使用四片极化方向相反、材料为PZT-8的压电陶瓷片。
其中,所述超声变幅杆指数段螺旋槽的螺旋线所围绕的包络面为圆台。
3、优点及功效:本发明通过在超声变幅杆上开出四个螺旋槽,把由纵向超声振动换能器传递过来的纵向振动部分地转换为扭转振动,从而在超声变幅杆末端同时获得纵向振动分量和扭转振动分量。本发明舍弃了一些文献中使用的靠压电陶瓷切向极化来实现扭转振动的方法,只需利用纵向超声振动换能器即可实现纵扭复合超声振动,大大简化了纵扭复合超声振动装置的加工复杂程度,成本低;此外,相比于一些文献中的变幅杆开斜槽的方式,本发明的扭转振动分量比较大,效率较高,应用前景广阔。
附图说明
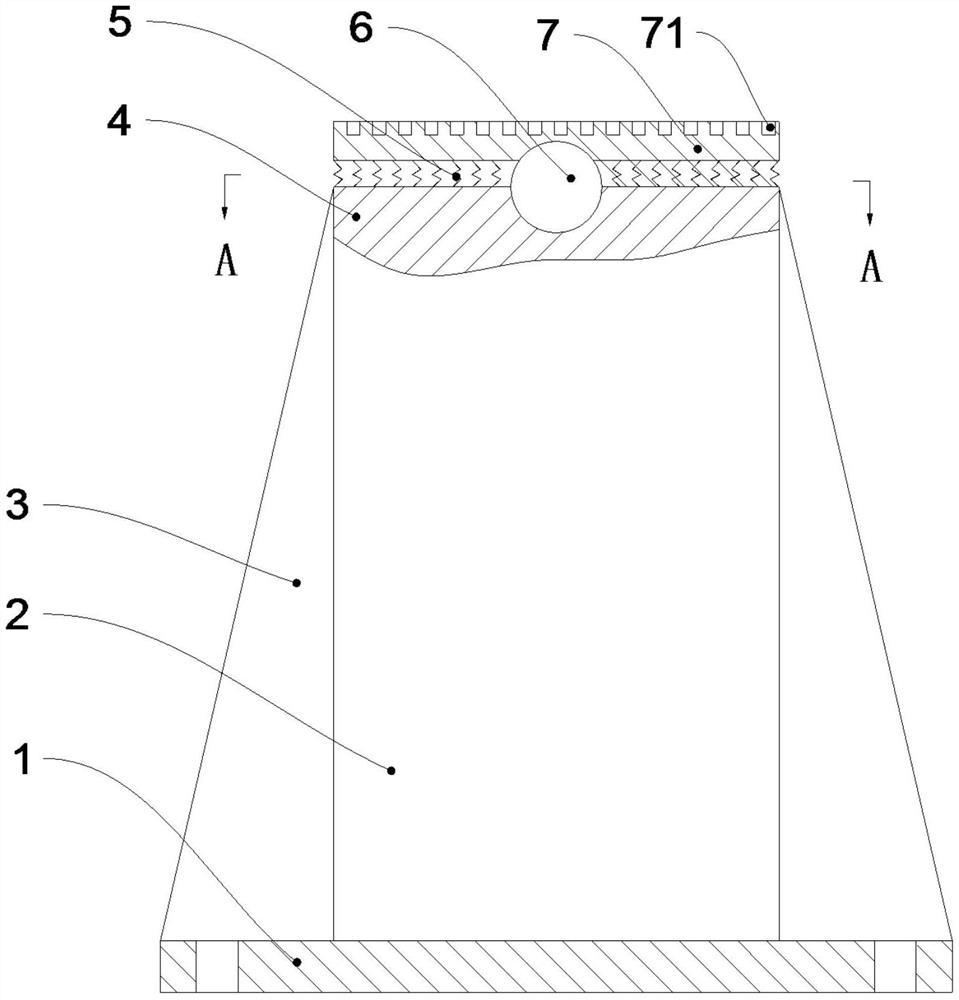
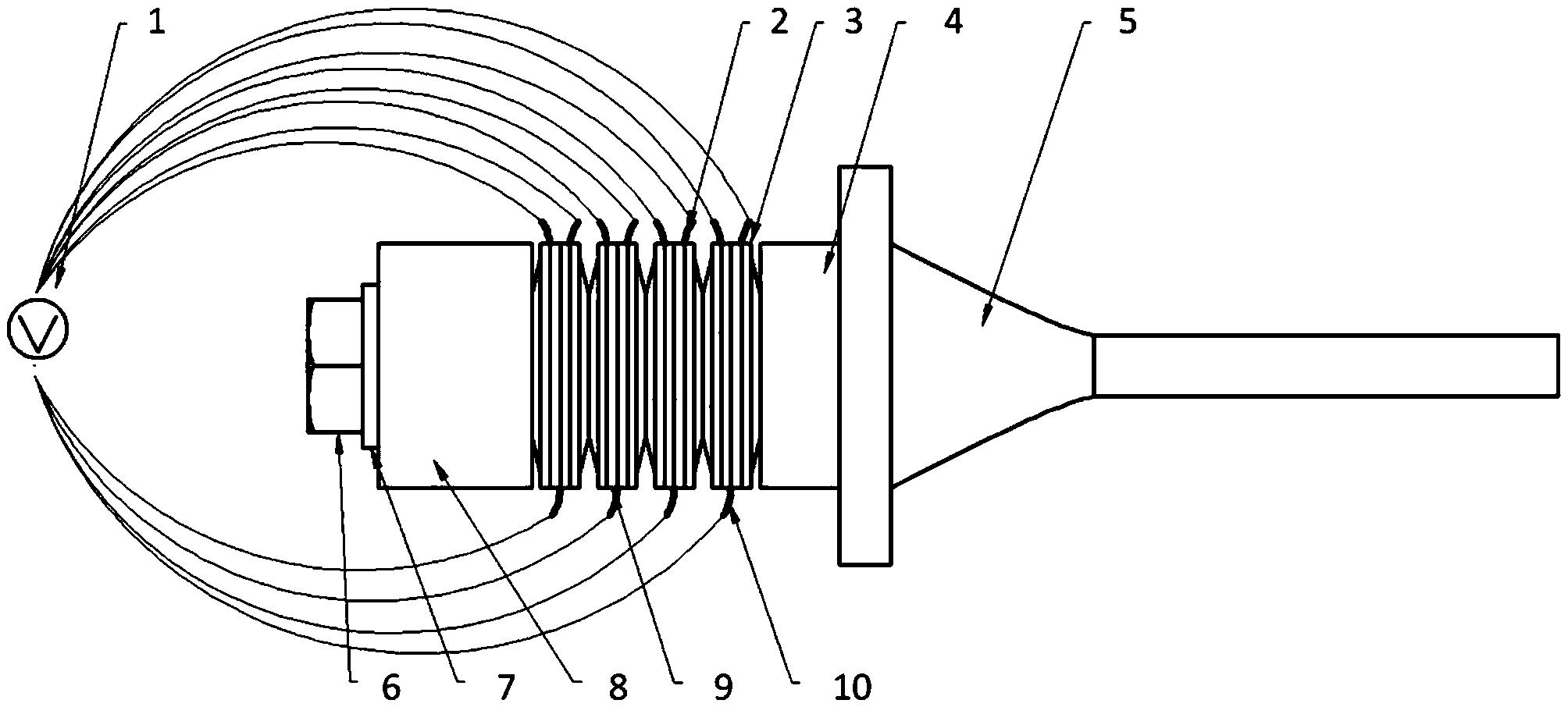
图1是纵扭复合超声振动加工装置的等轴测示意图。
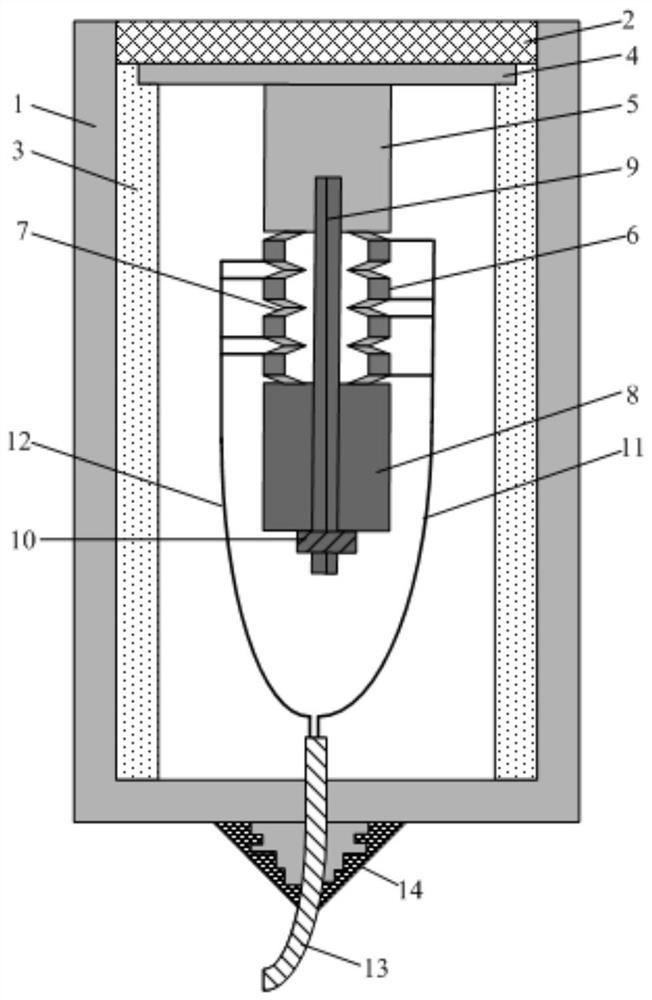
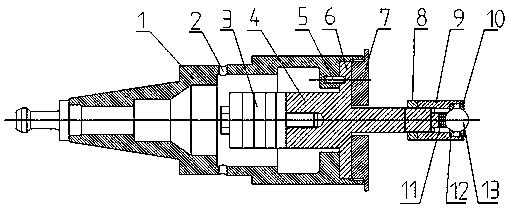
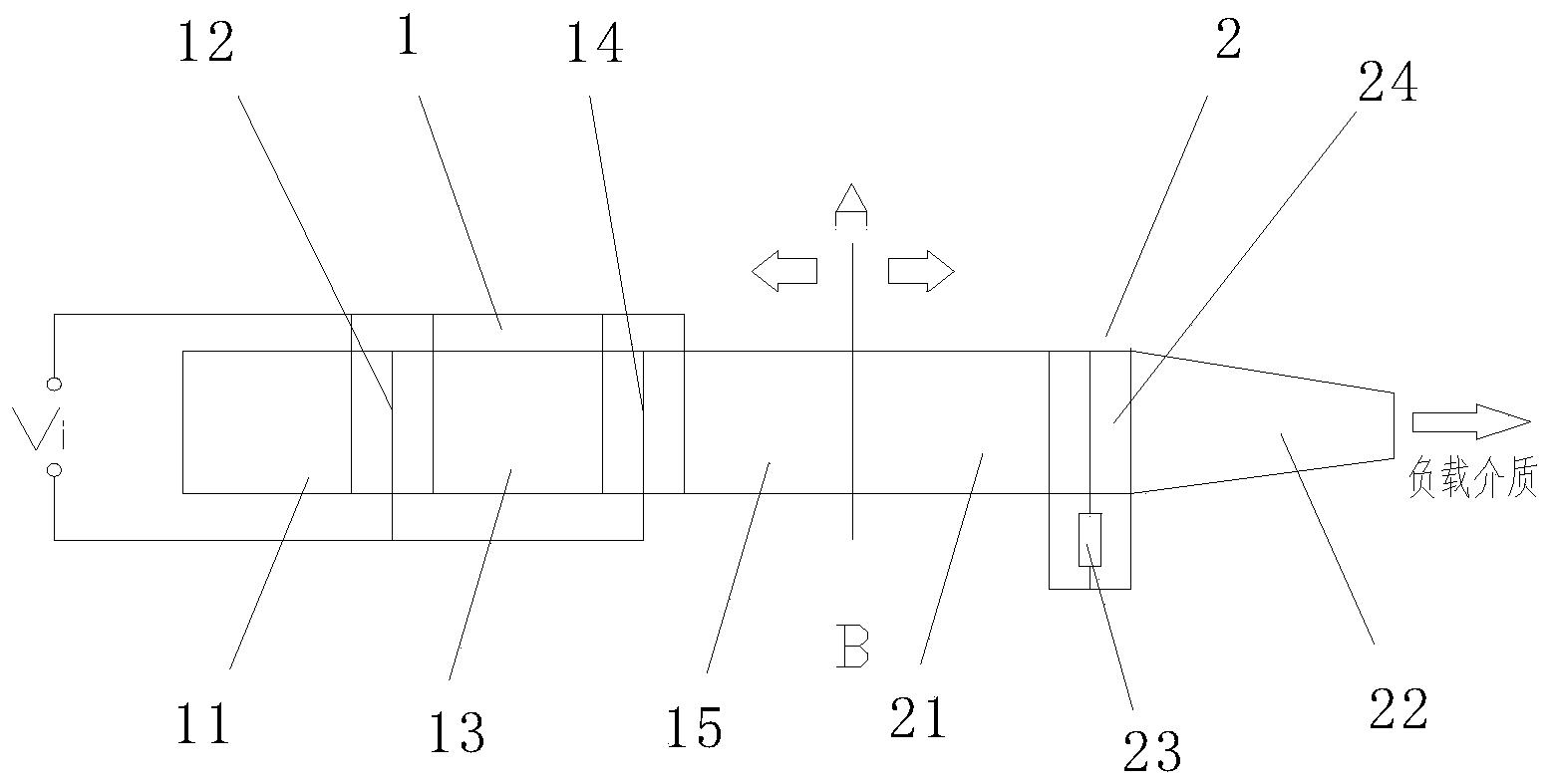
图2是纵扭复合超声振动加工装置沿轴线的剖面图。
图3是超声变幅杆与前盖板接合处的剖面图。
图4是超声变幅杆指数段螺旋槽建模示意图。
图5是纵扭复合超声振动加工装置在纵向振动固有频率时的速度矢量图。
图6是纵扭复合超声振动加工装置在扭转振动固有频率时的速度矢量图。
图中标号说明:1.后盖板,2.压电陶瓷片,3.a电极片,4.前盖板,5.螺旋槽,6.变幅杆圆柱段,7.预紧螺栓,8.绝缘套筒,9.b电极片,10.变幅杆指数段,11.超声波电源,12.扇形,13.螺旋线
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1、2所示,一种纵扭复合超声振动加工装置,包括纵向超声振动换能器和超声变幅杆,所述纵向超声振动换能器包括后盖板1、四片压电陶瓷片2、a电极片3、前盖板4、绝缘套筒8、b电极片9以及将上述六个部分连接起来的预紧螺栓7;该四片压电陶瓷片相邻的两片极化方向相反,a电极片与超声波电源11的输出端相连接,b电极片9与超声波电源11的接地端相连接;绝缘套筒8的作用是防止超声波电源11短路。所述超声变幅杆与前盖板4设计成一个整体,以减少超声能量在超声变幅杆和前盖板4接触面间传递时的损失,该超声变幅杆包括变幅杆指数段10和变幅杆圆柱段6,变幅杆指数段10用于放大纵向超声换能器输出的振幅,同时,变幅杆指数段10上的四个螺旋槽5将纵向振动的超声能量部分地转换为扭转振动能量,使变幅杆圆柱段6末端同时获得纵向振动分量和扭转振动分量。
图3、4所示为螺旋槽在建模软件中的建模过程示意图,首先,在前盖板4的端面作出四个顶角为直角的扇形12,四个扇形的圆心在半径为10mm的圆的两条相互垂直的直径与圆周的交点上,相邻扇形两条相邻的边相互平行;其次,在变幅杆指数段10上,以扇形12为轮廓、以螺旋线13为路径进行扫描切除,得到四个螺旋槽,所述螺旋线13的形成过程如下:螺旋线13绕轴线旋转的角度为108°,考虑到变幅杆指数段10的刚度要求,将螺旋线13设计成锥度螺旋线,其锥度为1:10,即螺旋线13所绕的包络面为以20mm为底面直径、10mm为顶面直径、高为50mm的圆台的侧面。
后盖板1所用材料为45号钢,直径为50mm,长度为27mm;压电陶瓷片2的规格为Φ50mm×Φ15mm×5mm,材料为PZT-8;两组电极片的材料为黄铜,厚度为0.5mm,绝缘套筒8的材料为ABS塑料,规格为Φ15mm×Φ13mm×18mm;前盖板4的材料为TC4,直径为50mm,长度为42mm;预紧螺栓7是长50mm的M12螺栓,材料为40Cr,淬火处理;所述超声变幅杆的材料为TC4,变幅杆指数段10的长度为50mm,变幅杆圆柱段6的直径为15mm,长度为43.5mm。
在使用纵扭复合超声振动加工装置时,将超声波电源11的接地端与a电极片3相连,输出端与b电极片9相连。通电之后,四片压电陶瓷片2由于逆压电效应的作用,会产生一定频率的纵向伸缩振动,产生的振动通过前盖板4传导到前盖板4的端面,其中的一部分纵向振动能量通过变幅杆指数段10继续传播,另一部分纵向振动能量由于螺旋槽5的作用而转换成扭转振动,同时,纵向振动和扭转振动的振幅通过变幅杆指数段10的振幅放大作用而放大,纵向振动和扭转振动再通过变幅杆圆柱段6传导到超声变幅杆圆柱段端面处,若在超声变幅杆端面处添加加工刀具,则刀具端部便可同时获得纵向振动和扭转振动,从而形成所需的纵扭复合超声振动。
利用有限元分析软件对进行模态分析,在不影响精度的前提下简化分析模型,忽略预紧螺栓7、两组电极片、绝缘套筒8的影响,以简化分析过程。纵扭共振超声加工装置模态分析的结果显示,装置的纵振固有频率为25390Hz,扭转振动固有频率为25422Hz,纵向振动固有频率和扭转振动固有频率下的速度矢量图如图5、6所示,可知,当超声波电源的频率在25390Hz~25422Hz之间时,加工装置作纵扭复合超声振动。
以上所述仅为本发明的较佳实施例而己,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种纵扭复合超声振动加工装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0