

IPC分类号 : B06B1/18,B06B3/00,B23D79/00,F15B11/22,F15B21/08





专利摘要
本发明公开了一种双缸电液伺服同步激振切削装置及方法,装置部分包括第一振动液压缸、工作台、第一导向柱导套、第一导向柱、第一导向柱固定套、电涡流传感器、传感器支架、第二振动液压缸、底座、第一伺服阀、数据采集模块、工控机、电动机、油源、液压泵、单向阀、溢流阀、第一压力流量传感器、第一活塞位移传感器、第二活塞位移传感器、第二压力流量传感器、第二伺服阀、第二导向柱导套、第二导向柱、第二导向柱固定套和夹具;本发明使得切削加工过程中产生刀具和工件高频率周期性的接触和分离现象,就是通过刀具和工件的这种分离特性,达到提高工件加工质量、提高刀具寿命、提高切削表面光洁度及减小积屑瘤的作用。
权利要求
1.一种双缸电液伺服同步激振切削装置,包括第一振动液压缸、工作台、第一导向柱导套、第一导向柱、第一导向柱固定套、电涡流传感器、传感器支架、第二振动液压缸、底座、第一伺服阀、数据采集模块、工控机、电动机、油源、液压泵、单向阀、溢流阀、第一压力流量传感器、第一活塞位移传感器、第二活塞位移传感器、第二压力流量传感器、第二伺服阀、第二导向柱导套、第二导向柱、第二导向柱固定套和夹具;
其特征在于:所述第一振动液压缸、第二振动液压缸通过自身侧面焊接固定在底座的左右两侧上,底座固定在切削机床上,第一振动液压缸、第二振动液压缸的活塞杆通过螺纹连接的方式固定在工作台台面上,活塞杆与工作台台面相互垂直;
所述的第一伺服阀的A口、B口依次与第二振动液压缸的有杆腔、无杆腔相连;所述的第二伺服阀的A口、B口依次与第一振动液压缸的有杆腔、无杆腔相连;第一伺服阀和第二伺服阀的T口连接到油源;
第一伺服阀和第二伺服阀的控制线连接到工控机,所述的工作台台面上开有阶梯孔,夹具通过螺栓固定在阶梯孔内,刀具从工作台的阶梯孔中竖直穿过;
所述第一导向柱固定套和第二导向柱固定套分别焊接固定在底座上;第一导向柱设置在第一导向柱固定套内,一端通过螺钉钉紧在底座上,另一端穿过工作台;第一导向柱导套固定在工作台上表面并套在第一导向柱外;第二导向柱设置在第二导向柱固定套内,一端通过螺钉钉紧在底座上,另一端穿过工作台;第二导向柱导套固定在工作台上表面并套在第二导向柱外;第一导向柱、第二导向柱的中心连线和第一振动液压缸、第二振动液压缸的中心连线相互垂直;
所述电涡流传感器通过传感器支架固定在第二振动液压缸上,电涡流传感接收端面正对工作台的下底面,电涡流传感器的信号输出端口通过数据传输线与数据采集模块相连,数据采集模块通过PCI接口传输至工控机;
所述第一活塞位移传感器安装在第二液压缸底部;所述第二活塞位移传感器安装在第一液压缸底部,第一活塞位移传感器和第二活塞位移传感器的信号输出端口与数据采集模块相连;
所述电动机控制液压泵工作;液压泵进油口连接到油源,出油口连接到单向阀的进油口;单向阀的出油口连接到第一伺服阀的P口和第二伺服阀的P口;溢流阀P端连接到单向阀的出油管道上,T端连接到油源,控制端接工控机;
所述第一压力流量传感器连接在第一伺服阀的A口和第二液压缸有杆腔之间的油路上,第二压力流量传感器连接在第二伺服阀的A口和第一液压缸有杆腔之间的油路上。
2.根据权利要求1所述的一种双缸电液伺服同步激振切削装置的切削方法,其特征在于:
步骤一:切削加工时,启动油泵电动机,工控机分别控制两个第一伺服阀和第二伺服阀来推进或回拉工作台;在此过程中,数据采集模块分别采集第一压力流量传感器、第二压力流量传感器、第一阀芯位移传感器、第二阀芯位移传感器的信号;工控机通过采集得到的信号控制两个伺服阀,以实现双缸同步驱动;第一振动液压缸和第二振动液压缸以基频f0运动,使夹紧在工作台上的工件以一定的幅值和频率振动,刀具与工件之间产生振动信号,电涡流传感器采集工作台在竖直方向上振动的振动信号,振动信号经电涡流传感器转换为电信号;电涡流传感器输出的电信号传送至数据采集模块,在数据采集模块中,电信号经前置放大器放大,进入转换板传输至采集卡,采集卡先进行通道扫描及增益运算处理,来优化模拟信号转换效率及精度,然后对模拟信号进行高速A/D转换;
步骤二:经过数据采集模块的信号采集、转换及运算放大后,数字信号通过PCI接口,传输至工控机内等待基于数字信号滤波、采样、小波分析等数字信号的处理;经过多次数字处理后的特征信号,在基于势能函数分类模型分析识别后,由人机界面(HMI)显示工作台振动频率和幅值变化;定义f是工作台的振动频率,k是比例系数,x为振动幅值,xo为一固定幅值;工控机根据采集的振动信号,若振动的幅值x满足
则控制输出频率变化到f,经过采集卡对数字信号进行D/A转化,通过输出的信号调整第一伺服阀和第二伺服阀的阀口大小和电磁溢流阀的阀口大小,调整第一振动液压缸和第二振动液压缸的振动频率,达到设定的大功率振动切削所需要的振动频率和幅值,从而实现大功率双缸电液伺服同步激振形式下的切削加工方法。
说明书
技术领域
本发明涉及一种双缸电液伺服同步激振切削方法及装置,特别涉及一种双缸电液伺服同步激振切削装置及方法。
背景技术
电液伺服系统是使系统的输出量,如位移、速度或力等,能自动地、快速而准确地跟随输入量的变化而变化,与此同时,输出功率被大幅度地放大。电液伺服系统以其响应速度快、负载刚度大、控制功率大等独特的优点在工业控制中得到了广泛的应用。其优点主要有液压执行机构的动作快,换向迅速;液压执行机构的体积和重量远小于相同功率的机电执行机构的体积和重量;液压执行机构传动平稳、抗干扰能力强。振动加工是在刀具(或工件)上附加一定可控的振动,使加工过程变为间断、瞬间、往复的微观断续切削过程,是一种使工件材料表面逐步破碎的特种加工。切削加工是机械制造中最主要的加工方法。虽然毛坯制造精度不断提高,精铸、精锻、挤压、粉末冶金等加工工艺应用日广,但由于切削加工的适应范围广,且能达到很高的精度和很低的表面粗糙度,在机械制造工艺中仍占有重要地位。在实际切削加工生产中,切削负载会随着加工工况的改变而改变,切削阻力大,加工表面质量异常且加工尺寸易波动,这对后续工艺的加工精度、加工效率、加工质量有着较大的影响。目前的液压激振平台都是单液压缸提供激振力,如果应用于拉床中的振动切削,刀具要穿过夹紧工件的工作台;单缸激振在结构上不符合刀具安装要求,同时会造成切削负载不均衡的问题。因此,需要研制一种大负载大功率双缸电液伺服同步激振装置,对研究大负载大功率切削加工的高精度化、高效率化具有非常重要的意义。
目前,在相关领域并没有针对一种大功率切削用双缸电液伺服同步激振的切削方法及装置。如专利号为CN201010581926.6(授权公告号CN102485349A,授权公告日2012年06月06日)公开了一种液压振动筛,它包括有一台振动筛,振动筛的底座上安装有一副前高后低的减振支架,,筛箱安装在前后支架上,在两个前支架之间的中部设有一道横梁,横梁上向后上方的筛箱底部中心接触安装有一台液压振动器,在液压振动器与前支架横梁之间安装有隔振弹簧。本发明用液压振动器代替传统的电机带动的偏心轴块式机械振动器,不但使整体结构简化、方便安装和拆卸,而且可有效地提高筛分效率,降低成本。但由于整个系统过于简陋,不能保证控制精度、响应速度和可靠性,只适用于精度要求不高的情况下。因此,并不适用高精度的切削加工装置要求。专利号为CN98250767.4(授权公告号CN2350136,授权公告日1999年11月24日)公开了一种液压振动装置,它包括:电动机、进油管、出油管、箱体、油缸、液压油,油缸位于箱体的上方,油缸内装有活塞和活塞杆,箱体内装有柱塞和偏心轮,偏心轮外与电动机相连,油缸与柱塞通过进出油管相连。本实用新型结构简单,噪音低,易损件少,维修方便,通过调整电动机转速或液压马达的供油量,可方便调整振动频率和振幅,并且由于本实用新型体积小,重量轻,可广泛应用在各个领域。但整个装置精度不高,因此不适用于高精度、高频激振的大功率切削加工。
发明内容
本发明针对现有振动切削加工存在激振功率不足的问题,提供了一种双缸电液伺服同步激振切削装置及方法。该发明是一种大功率切削用双液压缸电液伺服同步驱动产生激振作用(100Hz),并将振动传递到工件上,从而实现振动切削加工的方法;是一种具有双液压缸、伺服阀、导向柱、振动梁和工件夹持机构的装置;是一种具有双缸同步激振系统(压力,流量,位移和激振频率调整)的装置。
一种双缸电液伺服同步激振切削装置,包括第一振动液压缸、工作台、第一导向柱导套、第一导向柱、第一导向柱固定套、电涡流传感器、传感器支架、第二振动液压缸、底座、第一伺服阀、数据采集模块、工控机、电动机、油源、液压泵、单向阀、溢流阀、第一压力流量传感器、第一活塞位移传感器、第二活塞位移传感器、第二压力流量传感器、第二伺服阀、第二导向柱导套、第二导向柱、第二导向柱固定套和夹具;
所述第一振动液压缸、第二振动液压缸通过自身侧面焊接固定在底座的左右两侧上,底座固定在切削机床上,第一振动液压缸、第二振动液压缸的活塞杆通过螺纹连接的方式固定在工作台台面上,活塞杆与工作台台面相互垂直;
所述的第一伺服阀的A口、B口依次与第二振动液压缸的有杆腔、无杆腔相连;所述的第二伺服阀的A口、B口依次与第一振动液压缸的有杆腔、无杆腔相连;第一伺服阀和第二伺服阀的T口连接到油源;
第一伺服阀和第二伺服阀的控制线连接到工控机,所述的工作台台面上开有阶梯孔,夹具通过螺栓固定在阶梯孔内,刀具从工作台的阶梯孔中竖直穿过;
所述第一导向柱固定套和第二导向柱固定套分别焊接固定在底座上;第一导向柱设置在第一导向柱固定套内,一端通过螺钉钉紧在底座上,另一端穿过工作台;第一导向柱导套固定在工作台上表面并套在第一导向柱外;第二导向柱设置在第二导向柱固定套内,一端通过螺钉钉紧在底座上,另一端穿过工作台;第二导向柱导套固定在工作台上表面并套在第二导向柱外;第一导向柱、第二导向柱的中心连线和第一振动液压缸、第二振动液压缸的中心连线相互垂直;
所述电涡流传感器通过传感器支架固定在第二振动液压缸上,电涡流传感接收端面正对工作台的下底面,电涡流传感器的信号输出端口通过数据传输线与数据采集模块相连,数据采集模块通过PCI接口传输至工控机;
所述第一活塞位移传感器安装在第二液压缸底部;所述第二活塞位移传感器安装在第一液压缸底部,第一活塞位移传感器和第二活塞位移传感器的信号输出端口与数据采集模块相连;
所述电动机控制液压泵工作;液压泵进油口连接到油源,出油口连接到单向阀的进油口;单向阀的出油口连接到第一伺服阀的P口和第二伺服阀的P口;溢流阀P端连接到单向阀的出油管道上,T端连接到油源,控制端接工控机;
所述第一压力流量传感器连接在第一伺服阀的A口和第二液压缸有杆腔之间的油路上,第二压力流量传感器连接在第二伺服阀的A口和第一液压缸有杆腔之间的油路上。
一种双缸电液伺服同步激振切削装置的切削方法,具体包括以下步骤:
步骤一:切削加工时,启动油泵电动机,工控机分别控制两个第一伺服阀和第二伺服阀来推进或回拉工作台;在此过程中,数据采集模块分别采集第一压力流量传感器、第二压力流量传感器、第一阀芯位移传感器、第二阀芯位移传感器的信号;工控机通过采集得到的信号控制两个伺服阀,以实现双缸同步驱动;第一振动液压缸和第二振动液压缸以基频f0运动,使夹紧在工作台上的工件以一定的幅值和频率振动,刀具与工件之间产生振动信号,电涡流传感器采集工作台在竖直方向上振动的振动信号,振动信号经电涡流传感器转换为电信号;电涡流传感器输出的电信号传送至数据采集模块,在数据采集模块中,电信号经前置放大器放大,进入转换板传输至采集卡,采集卡先进行通道扫描及增益运算处理,来优化模拟信号转换效率及精度,然后对模拟信号进行高速A/D转换;
步骤二:经过数据采集模块的信号采集、转换及运算放大后,数字信号通过PCI接口,传输至工控机内等待基于数字信号滤波、采样、小波分析等数字信号的处理;经过多次数字处理后的特征信号,在基于势能函数分类模型分析识别后,由人机界面(HMI)显示工作台振动频率和幅值变化;定义f是工作台的振动频率,k是比例系数,x为振动幅值,xo为一固定幅值;工控机根据采集的振动信号,若振动的幅值x满足
则控制输出频率变化到f,经过采集卡对数字信号进行D/A转化,通过输出的信号调整第一伺服阀和第二伺服阀的阀口大小和电磁溢流阀的阀口大小,调整第一振动液压缸和第二振动液压缸的振动频率,达到设定的大功率振动切削所需要的振动频率和幅值,从而实现大功率双缸电液伺服同步激振形式下的切削加工方法。
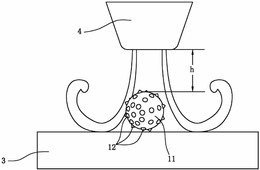
本发明利用了伺服阀控制液压缸将电控制信号,通过活塞杆转换为同一频率的机械振动,利用液压伺服系统响应速度快、负载刚度大、控制功率大,输出功率能够被大幅放大的特点,实现高激振功率的激振要求,然后通过工作台将机械振动传递到工件上。本发明是通过活塞杆带动工件以一定的频率的激振作用(100Hz),从而实现振动切削加工的方法。一种具有双液压缸、伺服阀、导向柱、振动梁和工件夹持机构的装置,将双缸大功率激振作用传递到工件上,并利用双缸同步激振系统工况(压力,流量,位移和激振频率调整)监控的控制系统,将设定的激振参数良好的传递到工件上。一种大功率切削用双缸电液伺服同步激振装置使得切削加工过程中产生刀具和工件高频率周期性的接触和分离现象,就是通过刀具和工件的这种分离特性,达到提高工件加工质量、提高刀具寿命、提高切削表面光洁度及减小积屑瘤的作用。
附图说明
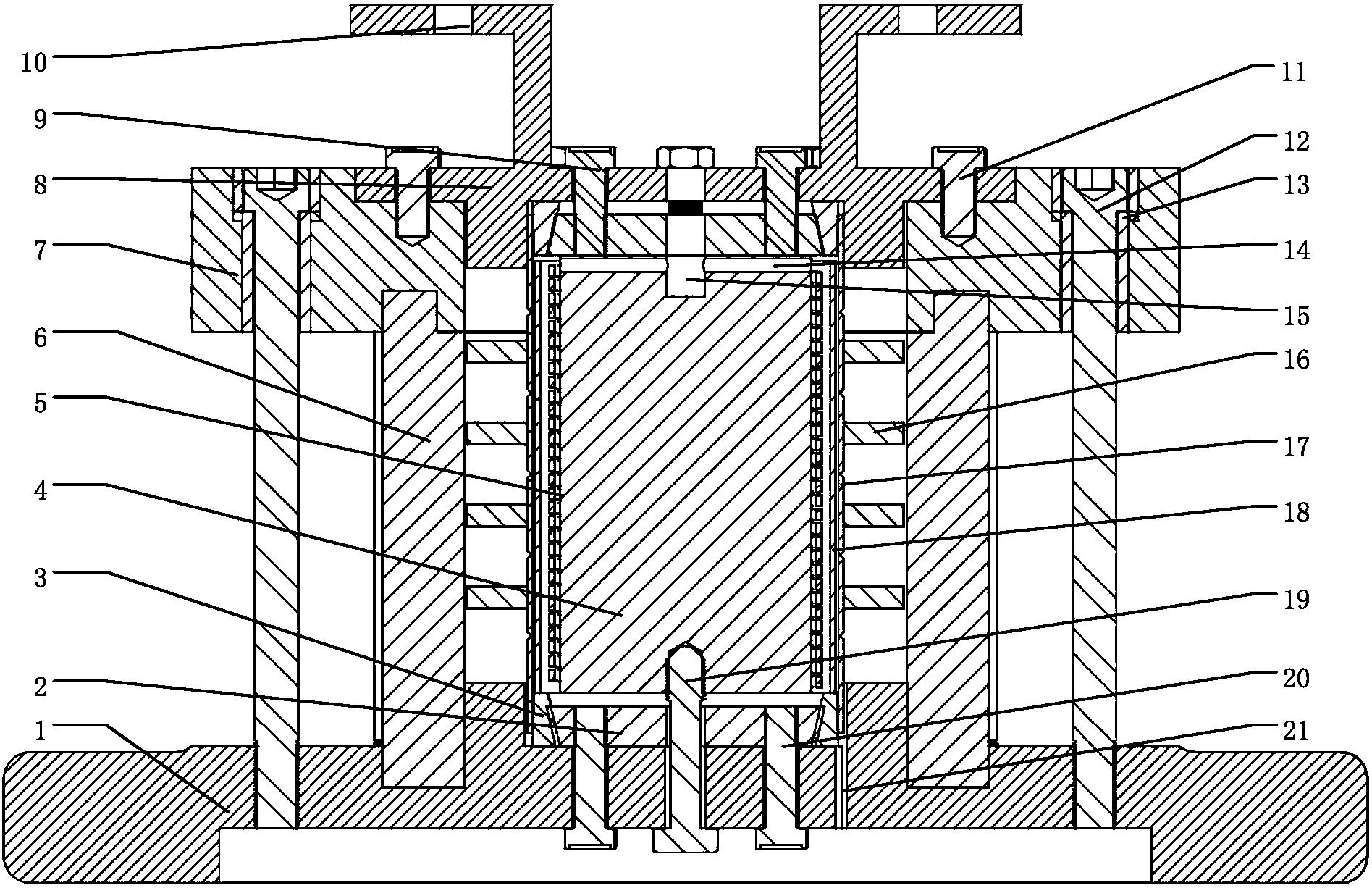
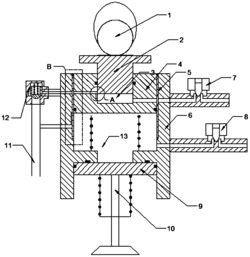
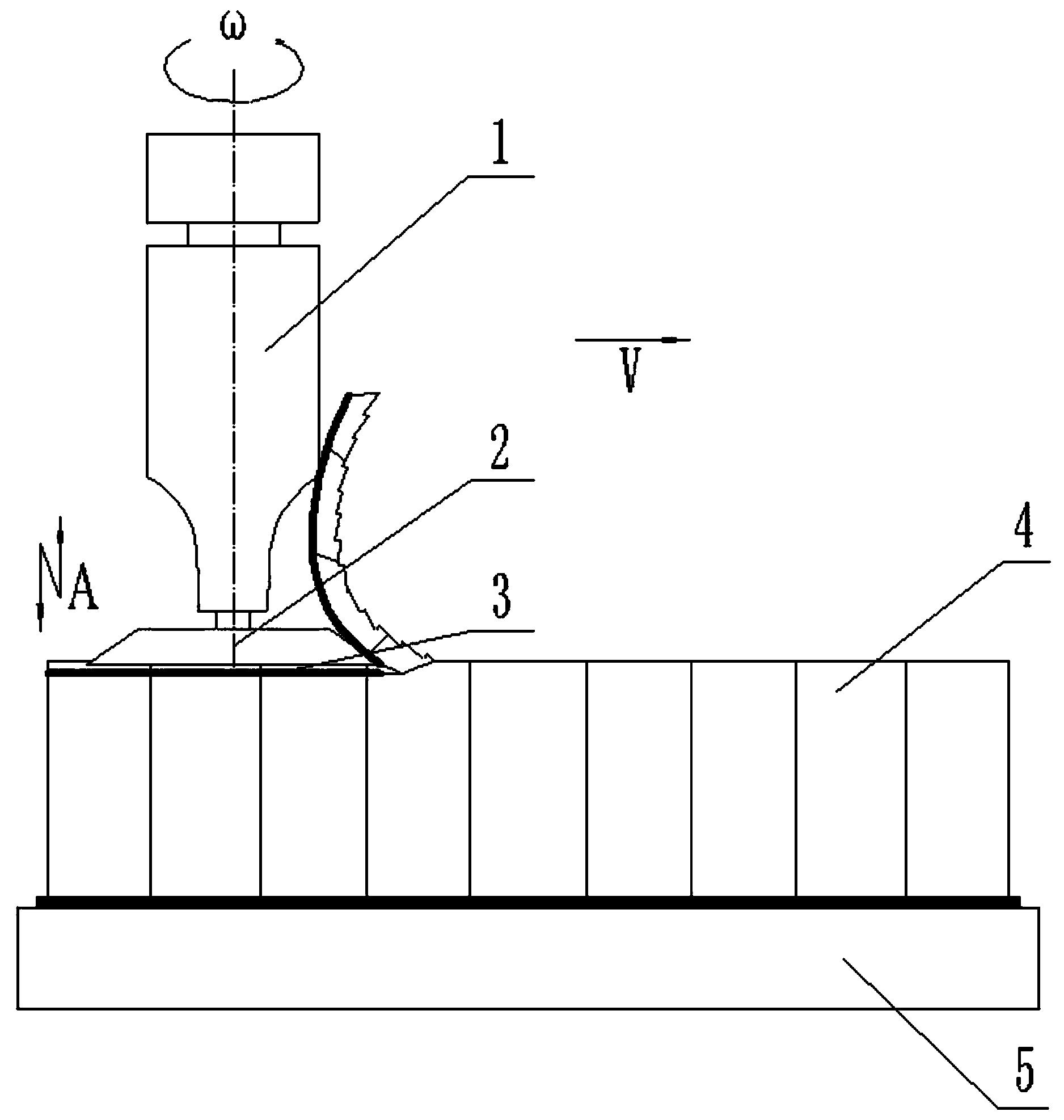
图1为大功率双液压缸同步激振装置图。
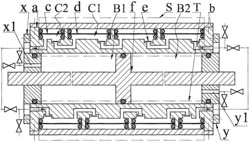
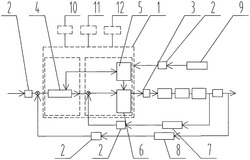
图2为大功率双液压缸同步激振装置系统图。
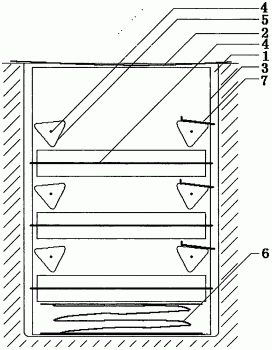
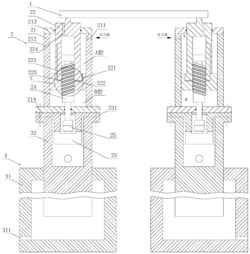
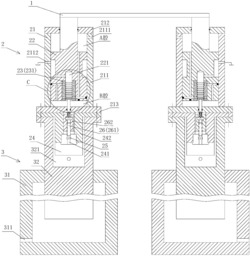
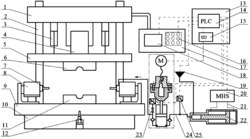
图3为大功率双液压缸同步激振装置工作台图。
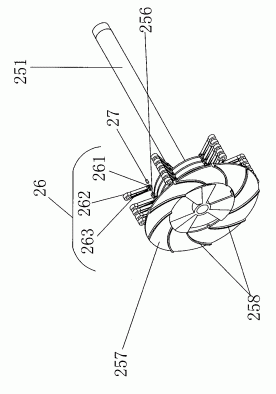
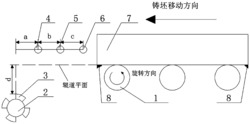
图4为大功率双液压缸同步激振装置底座图。
具体实施方式
下面结合附图,对本发明作进一步描述。
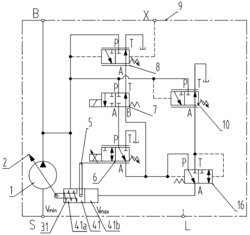
如图1、图2、图3、图4所示,一种大功率切削用双缸电液伺服同步激振装置,包括第一振动液压缸1、工作台2、第一导向柱导套3、第一导向柱4、第一导向柱固定套6、电涡流传感器7、传感器支架8、第二振动液压缸9、底座10、第一伺服阀11、数据采集模块12、工控机13、电动机14、油源15、液压泵16、单向阀17、溢流阀18、第一压力流量传感器19、第一活塞位移传感器20、第二活塞位移传感器21、第二压力流量传感器22、第二伺服阀23、第二导向柱导套24、第二导向柱25、第二导向柱固定套26和夹具27。
所述第一振动液压缸1、第二振动液压缸9通过自身侧面焊接固定在底座10的左右两侧上,底座固定在切削机床上,第一振动液压缸1、第二振动液压缸9的活塞杆通过螺纹连接的方式固定在工作台台面2上,活塞杆与工作台台面2相互垂直;
所述的第一伺服阀11的A口、B口依次与第二振动液压缸9的有杆腔、无杆腔相连;所述的第二伺服阀23的A口、B口依次与第一振动液压缸1的有杆腔、无杆腔相连;第一伺服阀11和第二伺服阀23的T口连接到油源15;
第一伺服阀11和第二伺服阀23的控制线连接到工控机13,第一振动液压缸1、第二振动液压缸9通过工控机13输出的电信号,控制伺服阀11和23的阀口大小,从而控制液压缸,使其以一定的频率和振幅运动,带动工作台振动,实现激振作用。
所述的工作台台面2上开有阶梯孔,夹具27通过螺栓固定在阶梯孔内,刀具5从工作台2的阶梯孔中竖直穿过;
工件28利用夹具27通过螺钉固定在工作台2的阶梯孔中,刀具5从工作台2的阶梯孔中竖直穿过,从而实现工件切削;
所述第一导向柱固定套6和第二导向柱固定套26分别焊接固定在底座10上;第一导向柱4设置在第一导向柱固定套6内,一端通过螺钉钉紧在底座10上,另一端穿过工作台2;第一导向柱导套6固定在工作台上表面并套在第一导向柱4外;第二导向柱25设置在第二导向柱固定套26内,一端通过螺钉钉紧在底座10上,另一端穿过工作台2;第二导向柱导套24固定在工作台上表面并套在第二导向柱25外;第一导向柱4、第二导向柱25的中心连线和第一振动液压缸1、第二振动液压缸9的中心连线相互垂直。
所述电涡流传感器7通过传感器支架8固定在第二振动液压缸9上,电涡流传感7接收端面正对工作台2的下底面,电涡流传感器7的信号输出端口通过数据传输线与数据采集模块12相连,数据采集模块通过PCI接口传输至工控机13。
所述第一活塞位移传感器20(磁致伸缩位移传感器)安装在第二液压缸9底部;所述第二活塞位移传感器21(磁致伸缩位移传感器)安装在第一液压缸1底部,第一活塞位移传感器20和第二活塞位移传感器21的信号输出端口与数据采集模块12相连。系统根据活塞位移传感器的活塞位移数据的反馈,形成闭环反馈系统,以达到双缸同步激振的目的。
所述电动机14控制液压泵16工作;液压泵16进油口连接到油源15,出油口连接到单向阀17的进油口;单向阀17的出油口连接到第一伺服阀11的P口和第二伺服阀23的P口;溢流阀18P端连接到单向阀17的出油管道上,T端连接到油源15,控制端接工控机。
所述第一压力流量传感器19连接在第一伺服阀11的A口和第二液压缸9有杆腔之间的油路上,第二压力流量传感器22连接在第二伺服阀23的A口和第一液压缸1有杆腔之间的油路上;液压系统通过压力流量传感器19和22检测双缸液压激振系统的工况,包括对压力和流量的监控。根据系统的反馈参数,工控机13通过控制电缆传输控制电动机14、液压泵16、溢流阀18和伺服阀11和23,调整输出信号使双液压缸同步激振装置达到设定的激振要求。
对于100Hz的切削加工选择合适的液压缸、伺服阀。液压缸的输出频率和振幅为可调型,输出频率范围0Hz~100Hz,输出振幅范围是0mm~10mm,最大运行速度为500mm/s最大工作压力是6MPa。对于组装好的大功率切削用双液压缸同步激振装置,将其活塞杆连接上工作台试振,用数字频率计测试振动频率点,观察是否与设计相符合。若试振时无问题整个系统可正常工作。当共振频率点高于设计频率,增加工作台原质量的10%,当共振频率点小于设计频率,减少原工作台质量的10%。当液压系统工作时产生振动信号,通过电涡流传感器采集振动信号,经前置放大器放大后进入转换板并产生模拟信号传输至采集卡进行通道扫描及增益运算处理,然后对模拟信号进行高速A/D转换,最后进入工控机完成信号采集。
基于大功率双缸电液伺服同步激振装置的切削方法:
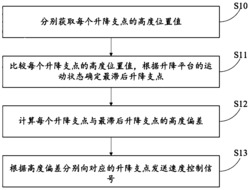
步骤一:切削加工时,启动油泵电动机,工控机分别控制两个第一伺服阀11和第二伺服阀23来推进或回拉工作台2。在此过程中,数据采集模块分别采集第一压力流量传感器19、第二压力流量传感器22、第一阀芯位移传感器20、第二阀芯位移传感器21的信号;工控机通过采集得到的信号控制两个伺服阀,以实现双缸同步驱动。第一振动液压缸1和第二振动液压缸9以基频f0运动,使夹紧在工作台2上的工件28以一定的幅值和频率振动,刀具5与工件28之间产生振动信号,电涡流传感器7采集工作台2在竖直方向上振动的振动信号,振动信号经电涡流传感器7转换为电信号。电涡流传感器7输出的电信号传送至数据采集模块12,在数据采集模块12中,电信号经前置放大器放大,进入转换板传输至采集卡,采集卡先进行通道扫描及增益运算处理,来优化模拟信号转换效率及精度,然后对模拟信号进行高速A/D转换。
步骤二:经过数据采集模块12的信号采集、转换及运算放大后,数字信号通过PCI接口,传输至工控机13内等待基于数字信号滤波、采样、小波分析等数字信号的处理。经过多次数字处理后的特征信号,在基于势能函数分类模型分析识别后,由人机界面(HMI)显示工作台振动频率和幅值变化。定义f是工作台的振动频率,k是比例系数,x为振动幅值,xo为一固定幅值。PC根据采集的振动信号,若振动的幅值x满足
则控制输出频率变化到f,经过采集卡对数字信号进行D/A转化,通过输出的信号调整第一伺服阀11和第二伺服阀23的阀口大小和电磁溢流阀18的阀口大小,调整第一振动液压缸1和第二振动液压缸9的振动频率,达到设定的大功率振动切削所需要的振动频率和幅值,从而实现大功率双缸电液伺服同步激振形式下的切削加工方法。
一种双缸电液伺服同步激振切削装置及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0