

IPC分类号 : D01F6/18,D02G3/04,D03D15/00,D03D27/00







专利摘要
本申请提供适于高毛绒布等毛绒高低不同的毛绒织物的聚丙烯腈纤维以及含有该纤维的纱线、使用该纱线的毛绒织物。聚丙烯腈纤维是单纤维纤度为1~7dtex、收缩率为20~40%、收缩后的蓬松度为0.19~0.30mm3/g的高收缩性聚丙烯腈纤维,或者是单纤维纤度为2~7dtex、伸长率为50~70%、蓬松度为0.19~0.30mm3/g的聚丙烯腈纤维。
权利要求
1.一种高收缩性聚丙烯腈纤维,其中,单纤维纤度为1~7dtex,收缩率为20~40%,收缩后的蓬松度为0.19~0.30mm3/g。
2.一种聚丙烯腈纤维,其中,单纤维纤度为2~7dtex,伸长率为50~70%,蓬松度为0.19~0.30mm3/g。
3.如权利要求2所述的聚丙烯腈纤维,其中,截面惯性矩为最小的方向的每单位纤度的截面惯性矩的最小值为600μm4以上,截面惯性矩为最大的方向的每单位纤度的截面惯性矩的最大值为2200μm4以上。
4.如权利要求2或3所述的聚丙烯腈纤维,其中,截面惯性矩为最小的方向的截面惯性矩的最小值为4000μm4以上。
5.如权利要求2~4的任一项所述的聚丙烯腈纤维,其满足以下必要条件(1)、(2)、(3)的任一个,
(1)纤维截面是具有比圆形的直径短的短边的长方形贯穿圆形且长方形的两端部位于圆形外的形状,将所述长方形的长边的长度设为a、短边的长度设为b时,a/b为3~25,将所述圆形的直径设为W、圆形内分别距长方形各长边的最大高度中较小的高度设为H时,W为a/10~4a/5、H为b/2~2b;
(2)纤维截面为三角形的形状,将所述三角形的边中的最大边长设为C,将最大边作为底边时的高度设为B时,B/C为0.5以上;
(3)纤维截面的形状为哑铃形,收腰度(X/Y)为1.1~2.5,
X是收腰端部的大直径部的最大直径长度,
Y是收腰底面部的直径长度。
6.如权利要求2~5的任一项所述的聚丙烯腈纤维,其由含有50质量%以上的丙烯腈单元的丙烯腈系聚合物形成。
7.一种纱线,其中,含有权利要求1~6的任一项所述的聚丙烯腈纤维20~50质量%。
8.一种毛绒高低不同的毛绒织物,是包含长毛绒部与短毛绒部的毛绒高低不同的毛绒织物,其中,
短毛绒部含有权利要求2~6的任一项所述的聚丙烯腈纤维,
所述毛绒织物的压缩回复性为35~90。
9.如权利要求8所述的毛绒高低不同的毛绒织物,其中,短毛绒部所含的所述聚丙烯腈纤维的比例,相对于毛绒整体,为20~50质量%。
10.如权利要求8或9所述的毛绒高低不同的毛绒织物,其中,毛绒的根部是纱线的状态。
11.如权利要求8~10的任一项所述的毛绒高低不同的毛绒织物,其中,短毛绒部的长度为5~20mm。
12.如权利要求8~11的任一项所述的毛绒高低不同的毛绒织物,其中,长毛绒部的毛绒长度为6~40mm。
13.如权利要求8~12的任一项所述的毛绒高低不同的毛绒织物,其中,长毛绒部包含聚丙烯腈纤维、聚酯纤维、动物毛纤维的任一种以上,相对于长毛绒部整体,所述聚丙烯腈纤维、聚酯纤维、动物毛纤维的任一种以上的含量为含有50~100质量%。
14.如权利要求8~13的任一项所述的毛绒高低不同的毛绒织物,其中,长毛绒部的单纤维纤度为1~50dtex。
15.如权利要求8~14的任一项所述的毛绒高低不同的毛绒织物,所述聚丙烯腈纤维或聚酯纤维的纤维轴方向的截面形状为扁平形截面、Y字形截面、UFO形截面、哑铃形截面。
16.如权利要求8~13的任一项所述的毛绒高低不同的毛绒织物,长毛绒部的长度与短毛绒部的长度之差为1~20mm。
说明书
技术领域
本发明涉及适用于毛绒高低不同的毛绒织物的聚丙烯腈纤维、含有该纤维的纱线以及使用该纱线得到的毛绒高低不同的毛绒织物。
背景技术
通常,天然毛皮是由顶端比根部更细的起毛纤维构成,因此具有回弹性,但具有触感柔软的独特的质感。近年来,出于保护自然环境的观点,倾向于控制天然毛皮的使用,强烈地期待使用合成纤维开发具有与天然毛皮相近的质感的起毛产品。
合成纤维中,特别是聚丙烯腈纤维,具有动物毛基调的质感、光泽,被广泛用作动物毛发基调的起毛产品的起绒材料。
以往,使用聚丙烯腈纤维的、与天然毛皮相似的起毛产品被大量市售,但不得不使用具有均一粗度的纤维,因此,与根部的粗度相同时,虽然具有回弹性但变为粗硬的质感;从根部至顶端为相同的粗度时,变为没有回弹性的质感。
作为使用具有与天然毛皮相近的质感的合成纤维得到起毛产品的技术,有由长毛绒部与短毛绒部构成的毛绒高低不同的毛绒织物。长毛绒部是模拟动物针毛(Guardhair,卫毛)的结构,短毛绒部是模拟动物胎毛(绒毛)的结构,对于得到具有动物毛基调的质感的织物是适宜的。
长毛绒部要求毛处理性、柔软性,短毛绒部要求起毛性、体积感、蓬松性。特别期待开发具有能够在短毛绒部中确保优异的蓬松性、起毛性、同时能够维持作为起绒织物整体的柔软感的特征的聚丙烯腈纤维。
作为这样地利用与天然毛皮相近的质感的合成纤维得到起毛产品的技术,例如根据日本专利特开平8-260234号公报(专利文献1)已知一种聚丙烯腈纤维,作为针毛成分用纤维是超扁平聚丙烯腈纤维,在其长边具有沿纤维轴方向连续的凸部。
此外,例如从日本专利特开平9-78375号公报(专利文献2)可知,由扁平率为15~30、单纤维纤度为2~3旦尼尔(2.2~3.3dtex)的超扁平聚丙烯腈纤维以及1~5旦尼尔(1.1~5.6dtex)的收缩性聚丙烯腈纤维与其他聚丙烯腈纤维构成的起绒用纤维等。
起毛产品中,没有起毛部的松软、毛处理性、起毛性良好是重要的特性。一直以来,虽然存在为了改善起毛产品的触感而将针毛成分改良为扁平截面纤维、狗骨形截面纤维、蚕豆形截面纤维、圆形截面纤维等的例子,但在提高起毛性方面效果都薄弱。
进一步地,例如,日本专利特开平11-350298号公报(专利文献3)公开了胎毛成分主要使用圆形截面收缩纤维、一部分使用扁平纤维的例子。
但是,没有提及其它截面形状的收缩纤维。
现有技术文献
专利文献
专利文献1:日本专利特开平8-260234号公报
专利文献2:日本专利特开平9-78375号公报
专利文献3:日本专利特开平11-350298号公报
发明内容
发明要解决的问题
根据上述情况进行深入研究的结果发现,通过使用截面为异形且高收缩性的纤维作为胎毛成分的纤维,起毛性会提高,至此完成本发明。
用于解决课题的手段
本发明的聚丙烯腈纤维是单纤维纤度为1~7dtex、收缩率为20~40%、收缩后的蓬松度为0.19~0.30mm3/g的高收缩性的聚丙烯腈纤维。
此外,本发明的聚丙烯腈纤维,其单纤维纤度为2~7dtex,伸长率为50~70%,蓬松度为0.19~0.30mm3/g。
优选被规定为该伸长率以及蓬松度的本发明的聚丙烯腈纤维,在截面惯性矩为最少的方向的每单位纤度的截面惯性矩的最小值为600μm4以上,在截面惯性矩为最大的方向的每单位纤度的截面惯性矩的最大值为2200μm4以上。
进一步优选上截面惯性矩为最小的方向的截面惯性矩的最小值为4000μm4以上。
此外,优选本发明的聚丙烯腈纤维是满足以下必要条件(1)、(2)、(3)的任一项的聚丙烯腈纤维。
(1)纤维截面是具有比圆形的直径短的短边的长方形贯穿圆形且长方形的两端部位于圆形外的形状,将上述长方形的长边的长度设为a、短边的长度设为b时,a/b为3~25,将上述圆形的直径设为W、圆形内分别距长方形各长边的最大高度中较小的高度设为H时,W为a/10~4a/5、H为b/2~2b。
以下,本说明书中,该纤维截面的形状有时称为“UFO形截面”。
(2)纤维截面为三角形的形状,将上述三角形的边中的最大边长设为C,将最大边作为底边时的高度设为B时,B/C为0.5以上。
(3)纤维截面的形状为哑铃形,收腰度(X/Y)为1.1~2.5。
X是收腰端部的大直径部的最大直径长度。
Y是收腰底面部的直径长度。
优选本发明的聚丙烯腈纤维由含有50质量%以上的丙烯腈单元的丙烯腈系聚合物形成。
本发明的纱线是含有20~50质量%的本发明的上述聚丙烯腈纤维的纱线。
本发明的毛绒高低不同的毛绒织物是包含长毛绒部与短毛绒部的毛绒高低不同的毛绒织物,是短毛绒部含有本发明的上述的聚丙烯腈纤维、毛绒织物的压缩回复性为35~90的毛绒高低不同的毛绒织物。
本发明的毛绒高低不同的毛绒织物,优选短毛绒部所含的上述聚丙烯腈纤维的比例,相对于毛绒部整体,为20~50质量%。
本发明的毛绒高低不同的毛绒织物,优选毛绒的根部为纱线的状态。
本发明的毛绒高低不同的毛绒织物,优选短毛绒部的长度为5~20mm。
本发明的毛绒高低不同的毛绒织物,优选长毛绒部毛绒长度为6~40mm。
本发明的毛绒高低不同的毛绒织物的用于长毛绒部的材料,可以是合成纤维、天然纤维等,没有特别限定,可以根据所期望的质感进行适当选择。
其中,优选含有聚丙烯腈纤维、聚酯纤维、动物毛纤维的任一种以上。聚丙烯腈纤维因为在毛绒的精加工之际进行热处理时,卷缩经热易伸展,因此能够得到柔软的质感、光泽优异的外观,因此优选。
聚酯纤维,因为具有回弹性,因此在表现较硬的质感的织物时优选。
使用动物毛纤维作为长毛绒时,因为能够得到接近天然材料的质感、外观,因此优选。
此外,本发明的毛绒高低不同的毛绒织物,优选上述聚丙烯腈纤维、聚酯纤维、动物毛纤维的任一种以上的含量,相对于长毛绒部整体,含有50~100质量%。
若上述含量在50质量%以上,则易出现该材料的特征,因此优选,更优选80质量%。
优选本发明的毛绒高低不同的毛绒织物的长毛绒部,其单纤维纤度为1~50dtex。
若单纤维纤度在1dtex以上,则易得到柔软的质感,若单纤维纤度在50dtex以下,则易得到起毛性优异的毛绒高低不同的毛绒。
其中,从可纺性、抛光工序中由热引起的卷缩的伸展难易度的方面考虑,更优选2~25dtex,进一步优选3~10dtex。
本发明的毛绒高低不同的毛绒织物的长毛绒部中使用的上述聚丙烯腈纤维或聚酯纤维的纤维轴方向的截面形状,可以根据期望的质感适当地选择扁平形截面、Y字形截面、UFO形截面、哑铃形截面、圆形截面等。
其中,由于截面形状为扁平形截面、Y字形截面、UFO形截面、哑铃形截面时,易得到与动物毛相近的质感,因此优选。
本发明的毛绒高低不同的毛绒织物,优选长毛绒部的长度与短毛绒部的长度之差为1~20mm。若在1mm以上,则能够容易地发挥长毛绒部的特征,若在20mm以下,则能够容易地得到起毛性、压缩回复性良好的毛绒高低不同的毛绒织物。
从上述观点考虑,更优选长毛绒部的长度与短毛绒部的长度之差为3~15mm,进一步优选5~10mm。
发明的效果
本发明能够得到在制成毛绒高低不同的毛绒织物时起毛性、压缩回复性优异的毛绒高低不同的毛绒织物、以及用于得到该毛绒高低不同的毛绒适宜的聚丙烯腈纤维。
附图说明
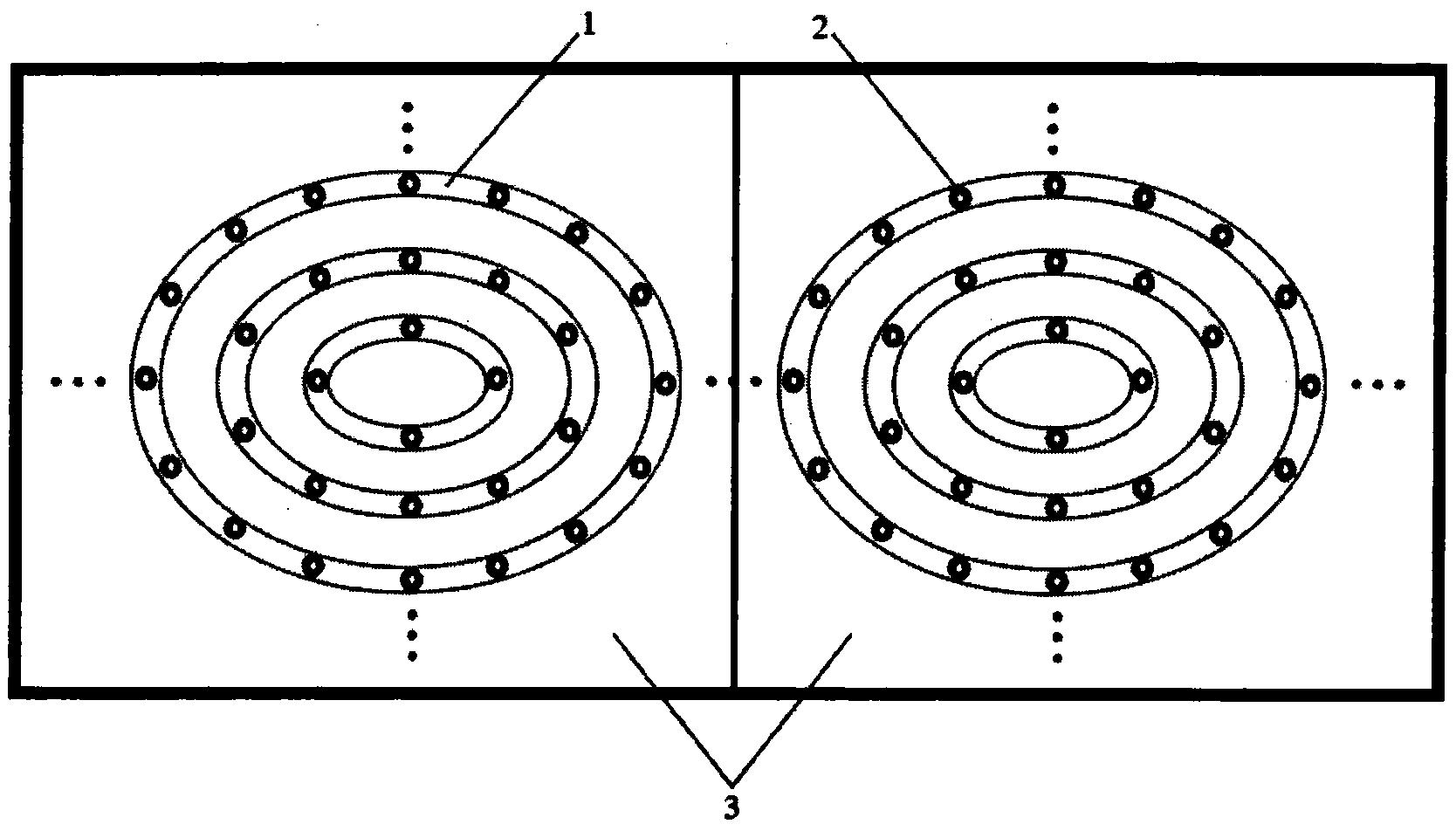
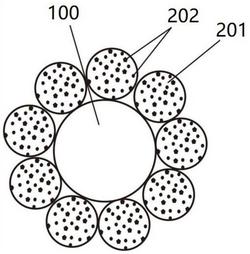
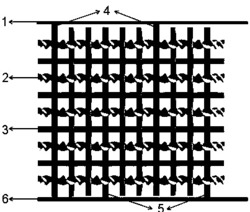
[图1]与本发明的高收缩聚丙烯腈纤维(1)的纤维轴垂直的截面图。
[图2]与本发明的高收缩聚丙烯腈纤维(2)的纤维轴垂直的截面图。
[图3]与本发明的高收缩聚丙烯腈纤维(3)的纤维轴垂直的截面图。
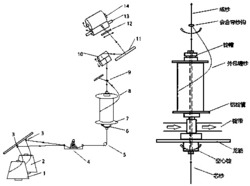
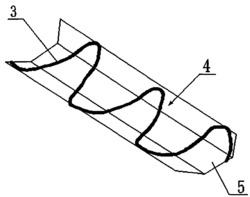
[图4]从斜上方观察使用本发明的聚丙烯腈纤维束的蓬松度的测定夹具测定时的状态的立体图。
符号说明
1测定夹具
10夹具主体
11~13第1~第3板材
14砝码
15纤维束
具体实施方式
下面,进一步具体地说明本发明。
<丙烯腈系聚合物>
本发明中,丙烯腈系聚合物由丙烯腈以及能与其聚合的不饱和单体组成。作为这样的不饱和单体,可列举丙烯酸、甲基丙烯酸、或者它们的烷基酯类、醋酸乙烯酯、丙烯酰胺、氯乙烯、偏二氯乙烯,进一步地,根据目的,可以使用苯乙烯磺酸钠、甲代烯丙基磺酸钠、烯丙基磺酸钠、丙烯酰胺甲基丙烷磺酸钠、对磺基苯基甲代烯丙基醚钠等离子性不饱和单体。
聚合物中的丙烯腈单元的含量,优选为50质量%以上,更优选85质量%以上,进一步优选90质量%以上,上限优选99质量%以下。
若聚合物中的丙烯腈单元的含量在80质量%以上,则容易得到使用上没有问题的纤维强度,若在99质量%以下,则容易得到良好的染色性。
构成本发明的聚丙烯腈纤维的丙烯腈系聚合物,可以由1种的聚合物构成,也可以由丙烯腈含量不同的2种以上的聚合物的混合物构成。
作为上述聚丙烯腈系聚合物的聚合方法,能够选择悬浮聚合、溶液聚合等,没有特别限定。上述聚丙烯腈系聚合物的分子量只要是在通常聚丙烯腈纤维的制造中使用的范围的分子量即可,没有特别限定,从可纺性、纤维强度的观点考虑,优选制成0.5重量%二甲基甲酰胺溶液时,25℃中的还原粘度为1.5~3.0的范围。
<纺丝原液>
将聚丙烯腈系聚合物以成为15~28质量%地溶解于溶剂中而制备纺丝原液,若浓度在15质量%以上,则凝固时纺丝喷嘴的排出孔的形状与纤维截面的形状差异少,容易得到目标截面形状。另一方面,若在28质量%以下,则纺丝原液的经时稳定性良好,可纺性容易稳定,因此优选。
作为溶剂,可以使用二甲基甲酰胺、二甲基乙酰胺、二甲亚砜等有机溶剂之外,还可以使用硝酸、罗丹酸盐水溶液、氯化锌水溶液等,但在通过纺丝喷嘴的排出孔控制截面形状时,能够有利地使用有机溶剂。其中,从凝固的速度、操作性的观点考虑,更优选二甲基乙酰胺。
<纺丝>
通过纺丝拉取以使用凝固丝的拉取速度与纺丝原液的吐线速度之比定义的纺丝牵伸在0.7~2.0的范围,从而容易得到具有与纺丝喷嘴的排出孔的形状大致相似的截面形状的异形聚丙烯腈纤维。若纺丝牵伸在0.7以上,则凝固时纺丝喷嘴的排出孔的形状与纤维截面的形状之差少,容易得到目标的截面形状,因此优选。另一方面,若在2.0以下,则凝固浴液中的断线变少,因此优选。
得到的凝固丝通过公知的方法、条件进行延伸、洗涤、干燥,在松弛处理工序后的蒸汽拉伸工序中,将该纤维以1.10~2.00的倍率拉伸,从而成为具有收缩率20~40%的热收缩特性的本发明的聚丙烯腈纤维。
可以根据用途将得到的纤维切成特定的长度制成原棉。
可以使用得到的原棉,通过公知的毛绒加工法,加工成毛绒质地。
本发明所涉及的聚丙烯腈纤维是通过湿热或干热加热时收缩的聚丙烯腈纤维。
首先,对收缩前的聚丙烯腈纤维进行说明。
<单纤维纤度>
本聚丙烯腈纤维的主要目的之一是包含于毛绒高低不同的毛绒织物中的短毛绒部中,为了得到毛绒高低不同的毛绒织物的柔软的质感,优选收缩前的单纤维纤度为1~7dtex。
若单纤维纤度在1dtex以上,则制成毛绒高低不同的毛绒织物时,易得到优异的起毛性,若在7dtex以下,则制成毛绒高低不同的毛绒织物时,易做成柔软的质感。从上述观点考虑,单纤维纤度更优选1~5dtex,进一步优选2~4dtex。
<聚丙烯腈纤维的收缩率>
所谓本发明中的聚丙烯腈纤维的收缩率,只要湿热收缩率(沸水中×3分钟处理)或干热收缩率(130℃×10分钟处理)的任一种为20~40%即可。
若收缩率在20%以上,则收缩性能充分,能够充分地得到毛绒高低不同的毛绒织物毛绒的体积感、设计效果。此外,若收缩率在40%以下,则毛绒高低不同的毛绒织物的质感不变硬,能够确保充分的产品品质。
从上述观点考虑,上述收缩率更优选25~35%,进一步优选27~33%。
<收缩后的蓬松度>
本发明的聚丙烯腈纤维的收缩后的蓬松度为0.19~0.30mm3/g。
若上述蓬松度在0.19mm3/g以上,则易得到起毛性、体积感优异的毛绒高低不同的毛绒织物,若在0.30mm3/g以下,则毛绒高低不同的毛绒织物的质感不会变硬,能够确保产品品质。从上述观点考虑,上述蓬松度更优选0.21~0.25mm3/g。
下面,对收缩后的本发明聚丙烯腈纤维进行说明。
<单纤维纤度>
本聚丙烯腈纤维的主要目的之一是包含于毛绒高低不同的毛绒织物中的短毛绒部中,为了得到毛绒高低不同的毛绒织物的柔软的质感,优选收缩后的单纤维纤度为2~7dtex。
若单纤维纤度在2dtex以上,则用于毛绒高低不同的短毛绒部时,易使压缩回复性变得良好,若在7dtex以下时,质感不会变得过硬,因此优选。
从上述观点考虑,单纤维纤度更优选2~5dtex,进一步优选2~4dtex。
<伸长率>
本聚丙烯腈纤维的伸长率为50~70%。若伸长率在50%以上,则容易形成具有优异的起毛性的毛绒高低不同的毛绒织物,因此优选;若在70%以下,则毛绒高低不同的毛绒织物的密度不会变得过高、质感不会变硬,因此优选。
从上述观点考虑,上述伸长率更优选52~65%,进一步优选56~63%。
<截面惯性矩>
截面惯性矩是表示物体对于弯曲力矩变形的难易度的量,若截面惯性矩的数值高,则难以弯曲;若低,则容易弯曲。
此外,异形截面的情况下,截面惯性矩的数值根据弯曲方向而不同。
本发明的聚丙烯腈纤维优选:截面惯性矩为最小的方向的每单位纤度的截面惯性矩的最小值在600μm4以上,截面惯性矩为最大的方向的每单位纤度的截面惯性矩的最大值为2200μm4以上。
若截面惯性矩为最小的方向的每单位纤度的截面惯性矩的最小值在600μm4以上,则用于毛绒高低不同的毛绒织物的短毛绒部时,即使施加外力,起毛也难以倒下,即使在施加外力起毛倒下的情况下,也容易回复。从上述观点考虑,上述最小值更优选1000μm4以上,进一步优选4000μm4以上。
若截面惯性矩为最大的方向的每单位纤度的截面惯性矩的最大值为2200μm4以上,则用于毛绒高低不同的毛绒织物的短毛绒部时,即使施加外力起毛也难以倒下,即使倒下的情况下起毛也容易回复。从上述观点考虑,上述最大值更优选6000μm4以上,进一步优选10000μm4以上。
毛绒高低不同的情况下,毛绒织物中存在的许多的起毛纤维的纤维截面的朝向不是一定的,因此,截面惯性矩为最大的方向的每单位纤度的截面惯性矩的最大值越变高,在一定方向施加外力时起毛越难以倒下。
优选截面惯性矩为最小的方向的截面惯性矩的最小值为4000μm4以上,因为使用于毛绒高低不同的毛绒织物的短毛绒部时,即使施加外力起毛也难以倒下,因此优选。
<聚丙烯腈纤维的截面形状>
本发明的聚丙烯腈纤维的截面形状没有特别限定,下面表示其具体例子。
必要条件(1)如下所示。
纤维截面必需是具有比圆形的直径短的短边的长方形贯穿圆形且长方形的两端部位于圆形外的形状,将上述长方形的长边的长度设为a、短边的长度设为b时,a/b为3~25,将上述圆形的直径设为W、圆形内分别从长方形各长边的最大高度中较小的高度设为H时,W为a/10~4a/5,H为b/2~2b。另外,本发明中的纤维截面是指与纤维长度方向垂直的方向的纤维截面。
通过聚丙烯腈纤维满足必要条件(1),能够得到收缩时,由截面形状引起的优异的回弹性、起毛性。
必要条件(2)如下所示。
纤维截面为三角形的形状,要求上述三角形的边中,将最大边长设为C、最大边长作为底边时的高度设为B时,B/C为0.5以上。若B/C不足0.5,则变为接近扁平形的细长形状,有损纤维截面的回弹性,无法得到期望的效果。此外,B/C的最大值为0.87,形状变为正三角形。进一步地,本截面也可以是角稍微变圆的大致三角形。
必要条件(3)如下所示。
单纤维截面的形状为哑铃形,要求收腰端部的大直径部的最大直径长度(X)/收腰底面部的直径长度(Y)所表示的值的收腰度(X/Y)为1.1~2.5。收腰度的上述范围在1.1以上时,接近于通常的扁平截面,能够得到所期望的起毛性、回弹性。收腰度在2.5以下时,能够抑制纺丝的稳定性下降、纤维强度下降。
<纱线>
本发明的聚丙烯腈纤维是形成毛绒高低不同的毛绒织物的短毛绒部的纤维,通过公知的方法以规定的比例混纺而加工成纱线。优选本发明的聚丙烯腈纤维的混纺比例在20~50质量%之间。
若在20%以上,则毛绒高低不同的毛绒织物的体积不会下降;若在50%以下,则能够维持毛绒高低不同的毛绒织物的柔软性。
本发明的毛绒高低不同的毛绒织物中,除扁平聚丙烯腈纤维、非收缩性聚丙烯腈纤维、收缩性聚丙烯腈纤维以外,还可以出于增加柔软的触感等的目的而添加1.5旦尼尔以下的纤维,或者出于赋予抗菌性、抗静电性能的目的而添加具有各目标功能的纤维等,添加的纤维的种类没有限定。
毛绒高低不同的毛绒织物的制造方法,可以通过由纱线制造毛绒织物的方法、编织棉条制造毛绒织物的方法等公知的方法制造。
使用本发明的高收缩聚丙烯腈纤维时,适宜使用制成纱线后制造毛绒的方法。因为通过该方法,容易呈现短毛绒部的长度与长毛绒部的长度的差异。
<毛绒高低不同的毛绒织物>
本发明的毛绒高低不同的毛绒织物是包含长毛绒部与短毛绒部的毛绒高低不同的毛绒织物,短毛绒部含有本发明的聚丙烯腈纤维,是以下说明的压缩回复性为35~90的毛绒高低不同的毛绒织物。
通过将本发明的聚丙烯腈纤维用于短毛绒部,能够得到起毛性良好、压缩回复性优异的毛绒高低不同的毛绒。
若本发明的毛绒高低不同的毛绒织物的压缩回复性在35以上,则即使起毛因外力暂时倒下,也容易还原。压缩回复性的最大值为90。
上述压缩回复性更优选38以上,进一步优选43以上。
本发明的毛绒高低不同的毛绒织物,优选短毛绒部所含的本发明的上述聚丙烯腈纤维相对于毛绒部整体,含有20~50质量%。若本发明的聚丙烯腈纤维的含量相对于毛绒部整体在20质量%以上,则长毛绒部的起毛变得良好,能够得到作为目标的回弹性、起毛性;若在50质量%以下,则长毛绒部的混合比例不会变得过少,能够体现长毛绒部的纤维的质感,能够制得与天然毛皮相近的质感。
上述含量优选30~45质量%以上,从上述观点考虑,优选35~40质量%。
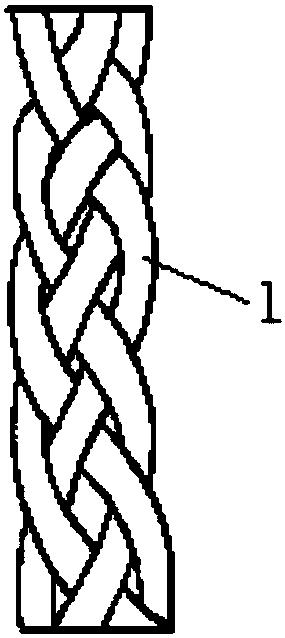
本发明的毛绒高低不同的毛绒织物,优选毛绒的根部是纱线的状态。通过使毛绒的根部为纱线的状态,能够形成纤维束难以从根部倒下、起毛性优异的毛绒高低不同的毛绒织物。
从起毛性的观点考虑,优选纱线的状态的长度为1~5mm。
本发明的毛绒高低不同的毛绒织物,优选短毛绒部的长度为5~20mm。若上述短毛绒的长度为5mm以上,则能够维持优异的起毛性;若在20mm以下,则毛绒高低不同的毛绒织物的质感变柔软。
从上述观点考虑,更优选上述短毛绒的长度为5~10mm。
本发明的毛绒高低不同的毛绒织物,优选长毛绒部的长度与短毛绒部的长度之差为1~20mm。若在该范围,则能够兼具起毛性与天然毛皮般的质感,因此优选。
进一步地,本发明的毛绒高低不同的毛绒织物中,为了在毛绒高低不同的毛绒织物中保持韧性、表现回弹性、起毛性,尤其优选长毛绒部的毛绒长度为6~40mm。若长毛绒部的毛绒长度为40mm以下,则由于聚丙烯腈纤维所具有的韧性、回弹性,能够防止毛绒前端的收束。
实施例
下面,通过实施例具体说明本发明。另外,实施例中各项目的测定按照以下方法进行。
<单纤维纤度的测定>
使用自动振动式纤度测定器(Search制御电气公司制,DeniorComputerDC-11),在温度25℃、湿度65%的条件下测定。进行25次测定,使用其平均值。
<收缩率的测定>
(1)将聚丙烯腈纤维束切断为大约2m,将一端部固定,垂直下垂。在另一端部施加每单位纤度10mg/dtex的负荷。在上下隔着100cm的间隔(L1)的两处标上标记。
(2)将上述聚丙烯腈纤维束在不施加张力的状态下加入沸水中3分钟。
(3)对聚丙烯腈纤维束赋予与(1)相同的负荷,测定(1)中标示的两处标记的距离L2(cm)。
(4)通过以下式算出收缩率。
收缩率(%)={(L1-L2)/L1}×100
进行3次试验,将其平均值作为收缩率。
<蓬松度的测定>
(1)使用图4所示的测定夹具1,如下测定聚丙烯腈纤维束的蓬松度。如该图所示,该测定夹具1具有夹具主体10和砝码14,该夹具主体10中隔着间隔垂直并平行地排列有第1以及第2板材11、12,由第3板材13连接该2张板材11、12的下端,该砝码14是在该夹具主体10的第1以及第2的板材11、12之间的间隔宽松地嵌入的棱柱状的砝码。根据本实施方式,第1以及第2的板材11、12之间的间隔为10mm,夹具主体10的深度以及上述砝码14的长度为40mm。
测定聚丙烯腈纤维束的蓬松度时,将N根聚丙烯腈纤维束15排列层叠于第3板材13的上面。此处,N为500~800。切断从夹具主体10露出的部分,对齐纤维束的两端。
(2)在聚丙烯腈纤维束的上端整体加载砝码14施加0.196N的负荷,测定静置1分钟后的高度H(cm),同时测定纤维束15的质量W(g)。
(3)通过以下式算出蓬松度。
蓬松度(cm3/g)=10×40×H/(N×W)
进行10次测定,将其平均值作为蓬松度。
<截面惯性矩的每单位纤度的最小值、最大值>
算出每个截面形状的截面惯性矩,适当变更截面形状的X轴、Y轴方向,算出截面惯性矩的最小值、最大值。
接着,将该截面惯性矩的最小值、最大值除以单纤维纤度而得的数值作为每单位纤度的截面惯性矩的最小值、最大值。
<纤维截面中的a、b、W、H、B、C、X、Y、Z的测定>
使用扫描型电子显微镜(日立制作所公司制,S-3500N),在倍率500倍下观察用离子镀膜机(EIKOEngineering公司制,IB-3型)进行汽化镀金后的纤维截面,对于25个截面,测定纤维截面中的a、b、W、H、B、C、X、Y、Z的长度,分别算出平均值。此处,Z是指收腰端大直径部的端部间长度。
<毛绒高低不同的毛绒织物的压缩回复性>
压缩回复性评价通过以下方法进行。
将毛绒高低不同的毛绒织物切成3cm×3cm后,在141g/cm2的负荷下在35℃的干燥机中静置3天。静置3天后,在除去负重后立即测定起毛的角度A。进一步地,在室温(25℃、65%相对湿度)下测定静置1天后的相同部位的起毛的角度B。上述角度是指,基底织物的水平面与起毛所朝向的方向的角度(锐角)。毛绒高低不同的毛绒织物的起毛的压缩回复性为(B-A)。
压缩回复性是指除去负重后,1天时间的起毛角度的变化量。
进行10次测定,将其平均值作为毛绒高低不同的毛绒织物的压缩回复性。
<毛绒高低不同的毛绒织物的质感评价>
由资深研究员3人通过目视以及手感进行感官试验,就以下3个观点用以下4个阶段进行评价。
评价项目:毛处理性、柔软感、体积感
5:毛绒高低不同的毛绒织物表面的各项目极其良好,
4:良好,
3:一般,
2:不佳,
1:极差。
“实施例1”
通过水系悬浮聚合得到由丙烯腈90质量%、醋酸乙烯酯10质量%构成的共聚物。该聚合物在0.5质量%二甲基甲酰胺溶液、25℃中的还原粘度为2.0。将该聚合物溶解于二甲基乙酰胺中制成聚合物浓度为24质量%的纺丝原液。从表1记载的截面形状的纺丝喷嘴的排出孔,在温度40℃下、溶剂浓度40%的二甲基乙酰胺水溶液中排出上述纺丝原液,得到凝固纤维。进一步地,在热水中将上述凝固纤维以5倍拉伸倍率进行拉伸、洗涤、通过干燥辊进行的干燥,在加压水蒸气气氛下进行热松弛处理,然后,在蒸汽拉伸工序中进行拉伸至2倍,进一步地赋予机械卷缩,得到聚丙烯腈纤维。上述聚丙烯腈纤维的收缩率如表1所示。
进一步地,将切断至大约2m的聚丙烯腈纤维束的样品放入容器中,在容器内通入100℃的蒸汽3分钟,使聚丙烯腈纤维收缩。收缩后的聚丙烯腈纤维的形状、物性如表1以及表2所示。
表1以及表2表示收缩后的聚丙烯腈纤维的形状与收缩率以外的各种物性。
将未收缩的聚丙烯腈纤维在纤维长76~127mm的范围进行不等长度切断,以该聚丙烯腈纤维40质量%、纤维截面形状为扁平形(扁平率7)的聚丙烯腈纤维(产品编号:H155BRE3.3TVCL,单纤维纤度3.3dtex,纤维长76~127mm的不等长度切断,收缩率0%,三菱丽阳公司制)60质量%的比例混棉,进行通常方法的梳毛纺织,得到毛绒支数为2/28Nm的纱线。对该纱线进行膨化以及绞纱染色。然后,进行编织以及剪切、之后作为公知的毛绒加工法的涂刷、抛光以及抽皱(剪毛)的各工序处理,得到毛绒高低不同的毛绒织物。该毛绒高低不同的毛绒织物的评价结果如表3所示。
“实施例2~5、比较例1,2”
除变更纺丝喷嘴的排出孔的截面形状,使收缩后的聚丙烯腈纤维的截面形状如表1记载所示以外,用与实施例1相同的方式得到表1以及表2记载的聚丙烯腈纤维。
此外,关于毛绒高低不同的毛绒织物,除将短毛绒部的纤维变更为上述各纤维以外,用与实施例1相同的方式得到毛绒高低不同的毛绒织物。
毛绒高低不同的毛绒织物的评价结果如表3所示。
“比较例3”
除变更纺丝喷嘴的排出孔的截面形状,未进行蒸汽拉伸以外,用与实施例1相同的方式得到表1以及表2记载的聚丙烯腈纤维。纤维长度切为38mm。
毛绒高低不同的毛绒织物,将上述聚丙烯腈纤维40质量%与纤维截面形状为扁平形(扁平率7)的聚丙烯腈纤维(产品编号:H155BRE3.3T51、单纤维纤度3.3dtex、纤维长51mm、收缩率0%、三菱丽阳公司制)混棉而制造棉条,通过编制棉条制造毛绒织物,进行作为毛绒加工发的涂刷、抛光以及抽褶(剪毛)的各工序处理,得到表1的聚丙烯腈纤维为短毛绒部、产品编号:H155BRE3.3T51为长毛绒部的毛绒高低不同的毛绒织物。该毛绒高低不同的毛绒织物的评价结果如表3所示。
“比较例4、5”
除变更纺丝喷嘴的排出孔的截面形状以外,用与比较例3相同的方式得到表1以及表2记载的聚丙烯腈纤维。
此外,除将比较例3中得到的聚丙烯腈纤维变更为比较例4、5中得到的聚丙烯腈纤维以外,用与比较例3相同的方式得到毛绒高低不同的毛绒织物。
该毛绒高低不同的毛绒织物的评价结果如表3所示。
此外,比较例中使用以下纤维。
比较例1:三菱丽阳公司制:H156BHH3.3TVCL
比较例2:三菱丽阳公司制:V57BSH3.3TVCL
比较例3:三菱丽阳公司制:H155BRE3.3T38
比较例4:三菱丽阳公司制:V17BRE3.3T38
比较例5:三菱丽阳公司制:H180BRE3.3T38
高收缩性聚丙烯腈纤维、含该纤维的纱线和使用该纱线的毛绒高低不同的毛绒织物专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。











动态评分
0.0