

IPC分类号 : D01B1/22,D01C1/02,D01C1/04,C12S11/00,D01G19/04,D01H5/02,D06B1/02,D06B3/02,D06B5/14




专利摘要
本发明涉及一种麻类韧皮纤维的加工工艺,其包括精干麻生产基本路线:原麻皮—分拣去根—机械脱胶—装笼—生物脱胶—高温漂洗—卸笼—分纤水洗—漂洗柔软—射频烘干—精干麻。精干麻通过机械软麻上油—渗透养生—牵切梳理—预针梳—精梳分理—末道针梳—,可以生产长麻。精梳落麻通过梳麻分理,可以生产短麻。麻根还可以经生物脱胶—高温蒸煮脱胶—高温漂洗—卸笼—分纤水洗—漂洗柔软—脱水甩干—射频烘干—机械软麻上油—渗透养生—开松除杂—梳麻分理生产。对于机械脱胶、生物脱胶、高温漂洗、分纤水洗、牵切梳理、精梳分理等采取了改进方法。本发明制作工艺流程短,生产效率高,机械自动程度高,产品质量稳定,纤维品质优良,纤维长度和细度可控性强,可用于各种韧皮纤维原料、禾本科纤维原料、叶部纤维原料等纤维生产加工过程。
权利要求
1.一种麻类韧皮纤维的加工工艺,其包括以下基本路线:
(1)精干麻加工工艺
原麻皮→分拣去根去稍→机械脱胶→装笼→生物脱胶和/或高温蒸煮脱胶→高温漂洗→卸笼→分纤水洗→漂洗柔软→射频烘干→精干麻;
(2)基于基本路线(1)生产的精干麻的长麻纤维加工工艺
精干麻→机械软麻上油→渗透养生→牵切梳理→预针梳→精梳分理→末道针梳→麻条成球→成包;
(3)基于基本路线(2)产生的精梳落麻的短麻纤维加工工艺
精梳落麻→梳麻分理→成包;
(4)基于基本路线(1)产生的根部和稍部麻皮的短麻加工工艺
根部和稍部麻皮→装笼→生物脱胶和/或高温蒸煮脱胶→高温漂洗→卸笼→分纤水洗→漂洗柔软→脱水甩干→射频烘干→机械软麻、上油→渗透养生→开松除杂→梳麻分理→成包。
2.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述机械脱胶方法包括以下步骤:
1)将成把的韧皮纤维摊开铺平,人工或机械喂入到成对设置的上、下沟槽罗拉之间;
2)通过电机带动上、下沟槽罗拉进行正方向和反方向交替运动,且正方向运动时间大于反方向运动时间,对韧皮纤维进行反复的挤压、揉搓、向前输送;
3)将经步骤2)处理后的韧皮纤维用传送带输送的同时,对韧皮纤维上的胶粒和灰尘进行人工或机械振荡、拍打除杂;
4)对经步骤3)处理后的韧皮纤维,进行人工或机械抖动进一步除杂后,结扎成把;
所述步骤2)中,调节电机的正方向运动和反方向运动的时间小于10秒;所述电机的正方向转动和反方向转动的速度相同,优选为15~30rpm。
3.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述生物脱胶方法包括以下步骤:
1)接种:将韧皮纤维装入挂纱装置内,并置于一接种发酵装置的主缸内,启动主泵开始生物脱胶接种循环,循环过程中维持主缸内的水温在33~38℃,培养循环时间为1~3小时,培养循环中向培养液中通气量为0.1~1.4L/min·m3;
2)生物发酵:预先在另一接种发酵装置的主缸内设置水温为35~41℃的温水,再将装有经步骤1)处理后的韧皮纤维挂纱装置从步骤1)中的主缸内吊出,放入温水内,启动主泵开始生物发酵循环,且间隔补充与步骤1)相同的培养液;发酵循环的水温由与热水桶连通设置在主缸内的盘管维持在35~41℃,发酵循环时间为4~25小时;发酵循环中向温水中通气量为0.2~1.5L/min·m3;
3)灭菌:在一高温液体循环装置的主缸内加水,将步骤2)处理后的韧皮纤维挂纱装置,置于高温液体循环装置的主缸内,启动主泵开始灭菌循环,灭菌循环是水温为80~140℃,时间为0.2~1.5小时;
4.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述高温蒸煮脱胶方法包括以下步骤:
1)将经过生物脱胶后的一个或多个韧皮纤维挂纱装置安装在高温液体循环装置的主缸内;
2)打开阀门通过副缸向主缸内加入化学脱胶液,开启主泵和换热装置,开始高温蒸煮循环,所述化学脱胶液的成份为:NaOH 0.5~15g/l,亚硫酸钠0.3~3g/L,三聚磷酸钠0.2~5g/l,水玻璃0.2~3g/l,所述高温蒸煮循环的化学脱胶液温度为100~160℃,循环处理时间为0.5~4小时;
所述高温漂洗方法包括以下步骤:
1)将经过生物脱胶脱胶后的上述一个或多个挂纱装置,吊入并安装在高温液体循环装置的主缸内;
2)打开阀门通过副缸向主缸内加入漂洗液,开启主泵和换热装置,开始高温漂洗循环;所述高温漂洗液的成份为:NaOH 0.5~5.0g/l,浓度为30%的H2O2 1~15g/l,精炼剂0.2~3g/l,稳定剂0.2~3g/l,螯合剂0.1~2g/l;所述漂洗液温度为80~130℃,高温漂循环时间为0.3~2小时。
5.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述分纤水洗方法包括以下步骤:
1)在机架上设置多组分纤水洗单元和一纤维输出单元,每一单元具有一运行的回转履带;
2)在每一分纤水洗单元的履带输入端通过一喂入罗拉,以将纤维束向前输送,进入间隔设置有打手和分纤罗拉的分纤水洗区域,同时开启设置在打手和分纤罗拉上方的高压水管,对纤维束边进行水洗浸泡、边拍打、边梳理分纤;
3)将上一分纤水洗单元处理过的纤维送入下一分纤水洗单元继续进行分纤水洗;
4)将最后一个分纤水洗单元处理后的纤维送入分纤输入区,经轧水辊挤压出水后,送入一摆布机构,通过摆布机构将带状的纤维摆布折叠后落入纤维贮箱。
6.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述漂洗柔软方法包括以下步骤:在一机架上设置一回转运行的网眼履带,在履带的输入端通过一喂入罗拉与履带一起将纤维向前输送,并通过一组间隔设置的分纤罗拉对纤维边梳理、边通过喷水管喷水、边通过热水槽中的热水浸泡、边通过履带向前输送,在所述履带的输出端通过一对轧水辊对纤维进行挤水操作后,送入摆布机构,通过摆布装置将带状的纤维处理成折叠状落入纤维贮箱,所述分纤罗拉操作区域的热水槽中设置有加热装置,并保持水温在20~100℃,所述分纤罗拉操作区域喷出的水中和热水槽中含有软化剂或漂白剂或清洗剂。
7.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述机械软麻上油方法包括以下步骤:
1)在机架上设置两组以上工作单元,将经过脱胶处理后的精干麻纤维分把、铺开,通过喂入装置不断喂入第一个工作单元设置的两排上、下罗拉之间;
2)纤维在由驱动装置带动的上、下罗拉之间,进行正、反方向交替碾压输送,且在每一交替周期内正方向运动时间大于反方向运动时间;
3)当纤维从前一个工作单元被输送到下一个工作单元时,经过一设置有横向窄缝的支撑板,在支撑板的上方和下方分别设置有呈扇形分布的高压喷油嘴,通过高压喷油嘴向纤维的上表面和透过横向窄缝向纤维的下表面喷射软麻油剂;
4)被输送到下一个工作单元的纤维,继续重复步骤2)和步骤3)的操作,直至经过最后一个工作单元操作后,由出麻平台输出;
在所述支撑板的下方依次设置一油杂分离装置和油剂回收装置;每对上、下罗拉采用的前进时间为0.1~5秒,后退时间为0.1~5秒,每对所述上、下罗拉采用的转动速度为1~30转/分,所述高压喷油嘴的流量范围为2~15L/h。
8.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述渗透养生方法包括以下步骤:
1)将麻纤维放置在麻纤维堆放装置上,并送入罐体中关闭密封门;
2)通过注水阀向罐体内注水,注水高度通过液位控制装置控制,水面高于预设的最低水位,低于预设的最高水位,且位于麻纤维的下方;
3)开启加热阀门,通过加热装置为罐体内的水加热,罐体中的水被加热后会产生的蒸汽渗透到麻纤维的各个部位;
4)控制罐体内的温度,温度在40~145℃的内设定,根据设定的温度控制罐 体内的饱和蒸汽压力,对麻纤维的养生时间在30~240min内设定;
5)养生操作完成后,打开排气阀,并打开排水阀排水,最后打开密封门,取出堆放有麻纤维的堆放装置,自然冷却。
9.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述麻纤维牵切梳理方法包括以下步骤:
1)将脱胶养生后的韧皮纤维束均匀地平铺到牵切机构的喂麻板上,并通过喂入罗拉向前输送;
2)在所述喂入罗拉输出端的前方间隔设置多个牵拉单元,每个牵拉单元设置有两个同步转动的支撑罗拉,且前方牵拉单元的支撑罗拉转速大于后方牵拉单元的支撑罗拉转速,同时在两所述支撑罗拉的顶部设置一由两支撑罗拉通过摩擦力驱动的加压罗拉,使纤维每经过一牵拉单元时,均受到碾压和拉伸,直至在接近输出端一侧的牵拉单元中被拉断;
3)将经步骤2)处理后纤维输入一集束装置进行收拢集束;
4)将经步骤3)处理后的纤维送入一梳箱内进行梳理;
5)将经步骤4)处理后的纤维并合成条,落入成条筒;
在进行所述步骤2)、3)、4)、5)操作的同时,对产生杂质和落麻进行收集;在步骤2)和步骤3)中,所述加压罗拉的压力范围为200~1200Kgf;在步骤2)中,所述支撑罗拉的转速为30~200m/min,所述后前两牵拉单元的支撑罗拉的转速比为1∶1~1∶3,且从所述输入端到所述输出端之间的牵拉单元内所述支撑罗拉的转速逐渐增大。
10.如权利要求1所述的一种麻类韧皮纤维加工工艺,其特征在于:所述精梳分理方法至少包括以下步骤:
针梳——一道精梳——并条——二道精梳——并条,其中各道精梳的基本过程为:
1)首先将麻条从喂入机构喂入,经导条、摆麻后形成麻片,被送入到梳理机构;
2)麻片在梳理阶段先由钳板夹持,圆梳梳理,然后拔取车摆动拔取,在拔取的过程中顶梳同时进行梳理,最后顶梳梳理过的麻须丛被斩断拔离;
3)须丛纤维被拔取后,被输送到集束器,并依次经压辊压紧,至少两对卷曲罗拉卷曲后,输送到圈条器圈条盛筒;
4)在梳理、拔取的过程中,由钳板上方的毛刷、圆梳下方的毛刷刷下短纤维及杂质,由道夫聚集,斩刀剥下,落入落麻箱中,并进行麻杂分离;
进行圆梳梳理时,所述圆梳上排布针排的圆周范围为0~270°,针排沿旋转方向密度逐渐增加,细度逐渐减小;进行所述第一道精梳时,选取25~35mm拔取隔距,顶梳选用18#或21#一排针排;圆梳选用全齿条式针条;进行所述第二道精梳时,选取30~48mm拔取隔距,顶梳选用两排针排,前排为18#或21#,后排为25#或28#;圆梳选用齿条式针条6排和针排式针条10排结合配置,齿条式针条在前,针排式针条在后;所述拔取车由一调节架带动做上与前,或上与后,或下与前,或下与后之一情况的位移。
说明书
技术领域
本发明涉及一种纤维的加工工艺,特别是关于一种麻类韧皮纤维的加工工艺。
背景技术
我国是化纤、棉产、纺织、服装出口的大国,是纺织品主要的生产国,2000年我国合成纤维的产量已突破1000万吨,占纤维总量70%,远高于国际上60%的比例,天然纤维与化学纤维比例失调。由于石油、煤、天然气等为原料生产的合成纤维,其资源不可再生,终将枯竭。因此,可再生、可循环、绿色环保的再生资源,越来越受到人们的关注。我国改革开放以来,棉花供应二十多年以来,一直处于紧缺状态。我国蚕丝的历史主要产在江浙一带,由于土地资源严重奇缺,纺织品附加值低,其发展受到了很大的限制,十多年来,总产量呈递减的趋势。羊毛虽受人们的喜爱,但我国的年毛产量和质量难以满足国内需求,近几年来,每年进口大量原毛、洗净毛、毛条、毛纱。
天然纤维中麻纤维的发展前景最为广阔,除了苎麻、亚麻、黄麻、大麻可用于纺织品外,其它的麻类(剑麻、蕉麻等)纤维大多用于麻绳、麻袋等工业用的包装材料。目前,亚麻纤维作物种植面积约在300万亩,其种植面积已超过法国、英国、俄罗斯,但我国平均产量和出麻率低,比发达国家平均产量低50%左右。由于我国亚麻加工工艺落后,出麻率(长麻)只有11%~13%,而且强度不高,断头率高,难以生产细纱,急需开发新工艺、新技术解决上述问题。
我国苎麻常年种植面积在150~300万亩,纤维产量约25万吨,占世界90%以上,但目前生产技术和生产设备落后,多位上世纪五十、六十年代技术和设备,生产效率低下,生产环境恶劣,生产过程产生大量污水,造成环境污染严重,严重影响了苎麻纤维加工发展。
大麻在我国是一个传统种植的麻类作物,亩产纤维高于苎麻和亚麻,大麻纤维具有优异的吸湿透气、天然的抗菌保健、柔软舒适、抗紫外、消声吸音、吸附异味等功能,大麻纺织品具有独特的风格,在欧美服装市场十分流行。但当前大麻纤维加工的主要瓶颈和制约因素有以下几个方面:1、大麻的种植:不同用途的大麻纤维,对大麻的种植和收获提出不同的要求。2、大麻韧皮纤维的制取:即麻皮和麻杆的分离。皮杆分离在我国传统加工中,属于劳动密集型加工,即手剥工艺,大大限制了加工效率,增加了劳动成本。3、大麻韧皮纤维的脱胶:大麻纤维 和苎麻与亚麻相比,木质素、半纤维素和果胶等非纤维素成分的含量较高,各成分在大麻韧皮中的分布方式和脱除难易程度和其它麻韧皮不同,而且大麻单纤维长度较短,控制脱胶程度较难,这是国际纺织界多年来一直未能解决的技术难题。4、传统大麻纤维加工工序长,生产设备落后,机械化、自动化程度低,劳动强度大,生产效率低,加工工艺落后,能耗大,污水多,环保问题严重,纤维利用率低,纤维品质差,难以制成高档产品。这些都是迫切需要研究解决的难题。
发明内容
针对上述问题,本发明的目的是提供一种麻类韧皮纤维的加工工艺。
为实现上述目的,本发明采取以下技术方案:一种麻类韧皮纤维的加工工艺,其包括以下基本路线:
(1)精干麻加工工艺
原麻皮→分拣去根稍→机械脱胶→装笼→生物脱胶和/或高温蒸煮脱胶→高温漂洗→卸笼→分纤水洗→漂洗柔软→射频烘干→精干麻;
(2)基于精干麻的长麻纤维加工工艺
精干麻→机械软麻上油→渗透养生→牵切梳理→预针梳→精梳分理→末道针梳→麻条成球→成包;
(3)基于精干麻的短麻纤维加工工艺
精梳落麻→梳麻分理→成包;
(4)根部或稍部短麻加工工艺
根部或稍部麻皮→装笼→生物脱胶和/或高温蒸煮脱胶→高温漂洗→卸笼→分纤水洗→漂洗柔软→脱水甩干→射频烘干→机械软麻、上油→渗透养生→开松除杂→梳麻分理→成包。
其中机械脱胶方法包括以下步骤:
1)将成把的韧皮纤维摊开铺平,人工或机械喂入到成对设置的上、下沟槽罗拉之间;
2)通过电机带动上、下沟槽罗拉进行正方向和反方向交替运动,且正方向运动时间大于反方向运动时间,对韧皮纤维进行反复的挤压、揉搓、向前输送;
3)将经步骤2)处理后的韧皮纤维用传送带输送的同时,对韧皮纤维上的胶粒和灰尘进行人工或机械振荡、拍打除杂;
4)对经步骤3)处理后的韧皮纤维,进行人工或机械抖动进一步除杂后,结扎成把。
所述步骤2)中,调节电机的正方向运动和反方向运动的时间小于10秒;所 述正方向运动时间优选为0.5~3秒,所述反方向运动时间优选为0.4~2.5秒;所述电机的正方向转动和反方向转动的速度相同,优选为15~30rpm。
其中生物脱胶方法包括以下步骤:
1)接种:将韧皮纤维装入挂纱装置内,并置于一接种发酵装置的主缸内,启动主泵开始生物脱胶接种循环,循环过程中维持主缸内的水温在33~38℃,培养循环时间为1~3小时,培养循环中向培养液中通气量为0.1~1.4L/min·m3;
2)生物发酵:预先在另一接种发酵装置的主缸内设置水温为35~41℃的温水,再将装有经步骤1)处理后的韧皮纤维挂纱装置从步骤1)中的主缸内吊出,放入温水内,启动主泵开始生物发酵循环,且间隔补充与步骤1)相同的培养液;发酵循环的水温由与热水桶连通设置在主缸内的盘管维持在35~41℃,发酵循环时间为4~25小时;发酵循环中向温水中通气量为0.2~1.5L/min·m3;
3)灭菌:在一高温液体循环装置的主缸内加水,将步骤2)处理后的韧皮纤维挂纱装置,置于高温液体循环装置的主缸内,启动主泵开始灭菌循环,灭菌循环是水温为80~140℃,时间为0.2~1.5小时;
其中高温蒸煮脱胶方法包括以下步骤:
1)将经过生物脱胶后的一个或多个韧皮纤维挂纱装置安装在高温液体循环装置的主缸内;
2)打开阀门通过副缸向主缸内加入化学脱胶液,开启主泵和换热装置,开始高温蒸煮循环,所述化学脱胶液的成份为:NaOH 0.5~15g/l,亚硫酸钠0.3~3g/L,三聚磷酸钠0.2~5g/l,水玻璃0.2~3g/l,所述高温蒸煮循环的化学脱胶液温度为100~160℃,循环处理时间为0.5~4小时。
其中高温漂洗方法包括以下步骤:
1)将经过生物脱胶脱胶后的上述一个或多个挂纱装置,吊入并安装在高温液体循环装置的主缸内;
2)打开阀门通过副缸向主缸内加入漂洗液,开启主泵和换热装置,开始高温漂洗循环;所述高温漂洗液的成份为:NaOH 0.5~5.0g/l,浓度为30%的H2O2 1~15g/l,精炼剂0.2~3g/l,稳定剂0.2~3g/l,螯合剂0.1~2g/l。所述漂洗液温度为80~130℃,高温漂循环时间为0.3~2小时;
其中所述分纤水洗方法包括以下步骤:
1)在机架上设置多组分纤水洗单元和一纤维输出单元,每一单元具有一运行的回转履带;
2)在每一分纤水洗单元的履带输入端通过一喂入罗拉,以将纤维束向前输送, 进入间隔设置有打手和分纤罗拉的分纤水洗区域,同时开启设置在打手和分纤罗拉上方的高压水管,对纤维束边进行水洗浸泡、边拍打、边梳理分纤;
3)将上一分纤水洗单元处理过的纤维送入下一分纤水洗单元继续进行分纤水洗;
4)将最后一个分纤水洗单元处理后的纤维送入分纤输入区,经轧水辊挤压出水后,送入一摆布机构,通过摆布机构将带状的纤维摆布折叠后落入纤维贮箱。
其中所述漂洗柔软方法包括以下步骤:在一机架上设置一回转运行的网眼履带,在履带的输入端通过一喂入罗拉与履带一起将纤维向前输送,并通过一组间隔设置的分纤罗拉对纤维边梳理、边通过喷水管喷水、边通过热水槽中的热水浸泡、边通过履带向前输送,在所述履带的输出端通过一对轧水辊对纤维进行挤水操作后,送入摆布机构,通过摆布装置将带状的纤维处理成折叠状落入纤维贮箱,所述分纤罗拉操作区域的热水槽中设置有加热装置,并保持水温在20~100℃,所述分纤罗拉操作区域喷出的水中和热水槽中含有软化剂或漂白剂或清洗剂。
其中机械软麻上油方法包括以下步骤:
1)在机架上设置两组以上工作单元,将经过脱胶处理后的精干麻纤维分把、铺开,通过喂入装置不断喂入第一个工作单元设置的两排上、下罗拉之间;
2)纤维在由驱动装置带动的上、下罗拉之间,进行正、反方向交替碾压输送,且在每一交替周期内正方向运动时间大于反方向运动时间;
3)当纤维从前一个工作单元被输送到下一个工作单元时,经过一设置有横向窄缝的支撑板,在支撑板的上方和下方分别设置有呈扇形分布的高压喷油嘴,通过高压喷油嘴向纤维的上表面和透过横向窄缝向纤维的下表面喷射软麻油剂;
4)被输送到下一个工作单元的纤维,继续重复步骤2)和步骤3)的操作,直至经过最后一个工作单元操作后,由出麻平台输出;
在所述支撑板的下方依次设置一油杂分离装置和油剂回收装置;每对上、下罗拉采用的前进时间为0.1~5秒,后退时间为0.1~5秒,每对所述上、下罗拉采用的转动速度为1~30转/分,所述高压喷油嘴的流量范围为2~15L/h。
其中麻纤维牵切梳理方法包括以下步骤:
1)将脱胶养生后的韧皮纤维束均匀地平铺到牵切机构的喂麻板上,并通过喂入罗拉向前输送;
2)在所述喂入罗拉输出端的前方间隔设置多个牵拉单元,每个牵拉单元设置有两个同步转动的支撑罗拉,且前方牵拉单元的支撑罗拉转速大于后方牵拉单元的支撑罗拉转速,同时在两所述支撑罗拉的顶部设置一由两支撑罗拉通过摩擦力 驱动的加压罗拉,使纤维每经过一牵拉单元时,均受到碾压和拉伸,直至在接近输出端一侧的牵拉单元中被拉断;
3)将经步骤2)处理后纤维输入一集束装置进行收拢集束;
4)将经步骤3)处理后的纤维送入一梳箱内进行梳理;
5)将经步骤4)处理后的纤维并合成条,落入成条筒。
在进行所述步骤2)、3)、4)、5)操作的同时,对产生杂质和落麻进行收集;在步骤2)和步骤3)中,所述加压罗拉的压力范围为200~1200Kgf,最佳范围为400~800Kgf;在步骤2)中,所述支撑罗拉的转速为30~200m/min,最佳范围为40~150m/min,所述后前两牵拉单元的支撑罗拉的转速比为1∶1~1∶3,且从所述输入端到所述输出端之间的牵拉单元内所述支撑罗拉的转速逐渐增大。
其中的精梳分理方法至少包括以下步骤:
针梳——一道精梳——并条——二道精梳——并条,其中各道精梳的基本过程为:
1)首先将麻条从喂入机构喂入,经导条、摆麻后形成麻片,被送入到梳理机构;
2)麻片在梳理阶段先由钳板夹持,圆梳梳理,然后拔取车摆动拔取,在拔取的过程中顶梳同时进行梳理,最后顶梳梳理过的麻须丛被斩断拔离;
3)须丛纤维被拔取后,被输送到集束器,并依次经压辊压紧,至少两对卷曲罗拉卷曲后,输送到圈条器圈条盛筒;
4)在梳理、拔取的过程中,由钳板上方的毛刷、圆梳下方的毛刷刷下短纤维及杂质,由道夫聚集,斩刀剥下,落入落麻箱中,并进行麻杂分离;
进行圆梳梳理时,所述圆梳上排布针排的圆周范围为0~270°,针排沿旋转方向密度逐渐增加,细度逐渐减小;进行所述第一道精梳时,选取25~35mm拔取隔距,顶梳选用18#或21#一排针排;圆梳选用全齿条式针条;进行所述第二道精梳时,选取30~48mm拔取隔距,顶梳选用两排针排,前排为#18或21#,后排为25#或28#;圆梳选用齿条式针条6排和针排式针条10排结合配置,齿条式针条在前,针排式针条在后;所述拔取车由一调节架带动做上与前,或上与后,或下与前,或下与后之一情况的位移。
本发明由于采取以上技术方案,其具有以下优点:1、采用去除根部和稍部分类处理工艺可以根据麻韧皮含胶的不同分别处理,提高纤维加工均匀度,避免由于脱胶过度,导致纤维强力下降,同时提高生产效率,降低消耗和污染,提高纤维品质。2、采用无污染的物理机械加工工艺脱胶,可降低生物或高温蒸煮脱胶 难度和压力,缩短处理时间,减少污染排放,提高纤维分裂度,有利生物、高温蒸煮脱胶的均匀性提高,同时机械脱胶副产物还可以搜集利用,达到综合利用目的。经试验,在蒸煮前先采用机械脱胶可去除5%-8%的大块胶质,同时去除了皮杆分离不净所带来的杂质,韧皮分裂度提高10~20%。3、采用生物、高温蒸煮联合脱胶工艺减少了污染,同时生物脱胶可大幅度脱出果胶、半纤维素,同时污水浓度降低一倍,COD由单纯化学脱胶20000降低到2600以下,同时减少了纤维损伤。采用自己发酵培养菌方法降低了成本,其成本与浸酸成本接近,比酶法脱胶成本低得多,同时便于操作、控制。4、在生物脱胶和/或高温蒸煮脱胶后,采用高温漂洗,可有效脱除半纤维素、木质素等杂质,所处理纤维更均匀,用碱量极少,时间比常规缩短4倍,节约了时间,提高了工作效率,降低能耗,减少了排污。5、采用分纤水洗、漂洗柔软设备生产可连续生产带状精干麻,实现了操作连续化,同时后工序的漂洗排水可以回用到前工序的漂洗,大幅度降低了用水量,比常规处理节约三倍用水,减少了排污,减轻了工人劳动强度,节约了用工,提高了生产效率,同时为麻类生产连续机械化奠定了基础。6、由于带状精干麻的生产使得牵切纺成为可能,不仅提高了生产效率,同时避免了采用开松机、梳麻机所带来的麻粒多,纤维损伤严重的问题,还提高了纤维分裂度,使得大麻高支纺纱成为可能。7、麻纤维的精梳分理:长麻、毛型、中长型、棉型、绒型等麻纤维的分级分离处理,实现了麻纤维粗细、长短分离,便于后工序加,不仅可以得到适合不同纺纱系统所需要的工艺纤维,而且可以充分利用麻韧皮纤维,大大提高麻纤维利用率,提高麻纤维的附加值。8、整个工艺中结合采用渗透养生、高速针梳、自调匀并条等,改变了传统麻纺纱工艺,提高了生产效率,提高了长麻得率,生产的麻纤维质量稳定。因此,本发明加工工艺总体流程短,生产效率高,节能环保效果明显,机械自动程度高,产品质量稳定,纤维品质优良,实现了韧皮纤维的可控性加工,可用于各种韧皮纤维原料、禾本科纤维原料、叶部纤维原料等纤维生产加工过程。
附图说明
图1是机械脱胶装置示意图
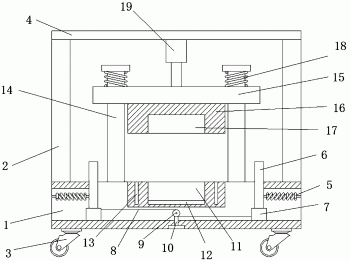
图2是本发明接种发酵装置结构示意图
图3本发明挂纱装置结构示意图
图4是图3的俯视示意图
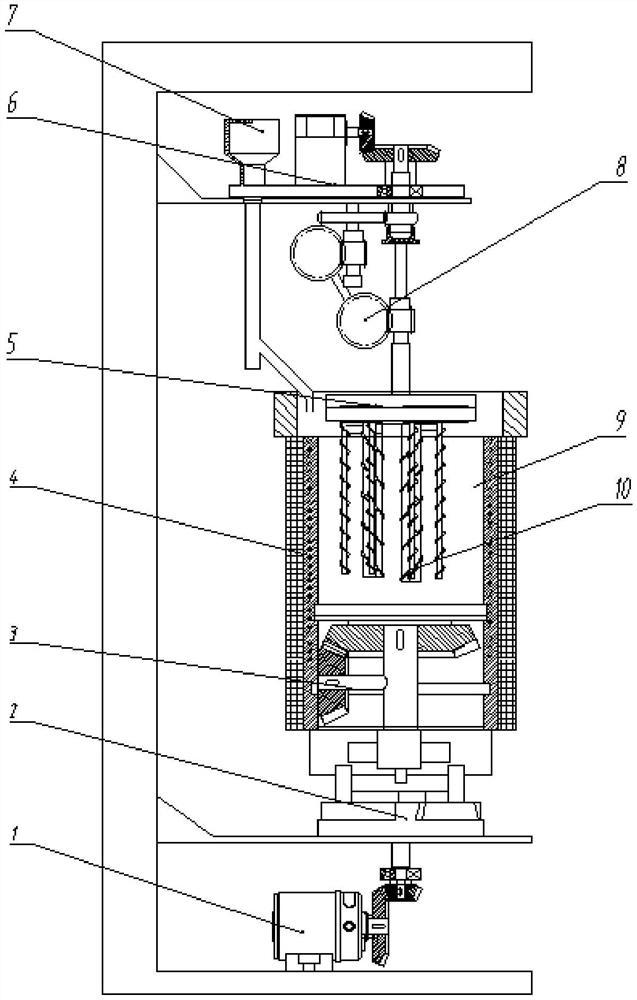
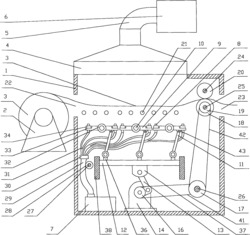
图5是本发明高温液体循环装置结构示意图
图6是本发明分纤水洗装置的结构示意图
图7是本发明机械柔软装置的结构示意图
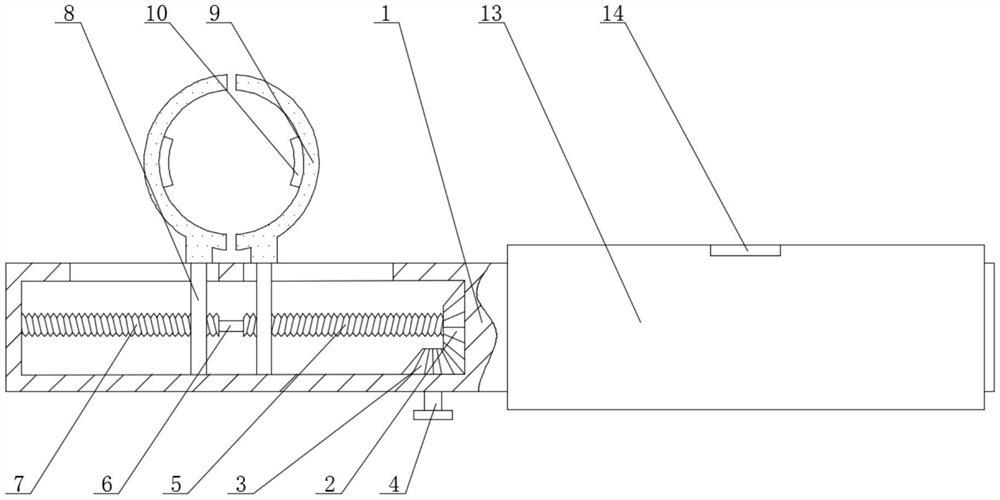
图8是本发明牵切梳理装置的结构示意图
图9是本发明精梳分理装置的结构示意图
图10是精梳分理装置中拔取车的调节机构示意图
具体实施方式
首先声明,本发明麻类韧皮纤维的加工工艺主要以大麻的加工为例进行说明,但不排除其在其它麻类韧皮纤维加工中的应用。
本发明提供的麻类韧皮纤维加工工艺,包括以下加工工序:
将原麻皮开包、分拣,将根部和稍部切除,在机械脱胶设备上进行机械脱胶,将机械脱胶后的韧皮纤维装笼,进行生物脱胶和/或高温蒸煮脱胶,再经高温漂洗后卸笼,经过分纤水洗、漂洗柔软、射频烘干后制成精干麻;再将精干麻经机械软麻、上油、渗透养生后,通过牵切梳理、针梳、精梳分理、并条后制成长麻条;对于精梳落麻,进行梳麻分级,制成短麻纤维。
上述加工工艺过程中,经过不同阶段的加工后可以形成不同的纺织产品原材料出售,因此可以根据产品的需求不同,选择各种不同的加工工艺路线,比如:
1、精干麻的加工工艺,包括以下工序:
原麻皮→分拣去根→机械脱胶→装笼→生物脱胶和/或高温蒸煮脱胶→高温漂洗→卸笼→分纤水洗→漂洗柔软→射频烘干→精干麻。
2、基于精干麻的长麻纤维加工工艺,包括以下工序:
精干麻→机械软麻上油→渗透养生→牵切梳理→预针梳→精梳分理→末道针梳→麻条成球→成包。
3、基于精干麻的短麻纤维加工工艺,包括以下工序:
精梳落麻→梳麻分理→成包。
4、根部和稍部短麻加工工艺,包括以下工序
根部和稍部麻皮→装笼→生物脱胶和/或高温蒸煮脱胶→高温漂洗→卸笼→分纤水洗→漂洗柔软→脱水甩干→射频烘干→机械软麻、上油→渗透养生→开松除杂→梳麻分理→成包。
本发明在上述各工艺路线中,对于机械脱胶、生物脱胶、高温漂洗、分纤水洗、漂洗柔软、机械软麻上油、渗透养生、牵切梳理、精梳分理的方法均进行了改进,现分别予以详细描述,其中,为了清楚起见,声明如下:
1、由于生物脱胶的接种和生物发酵工序所使用的装置结构相同,因此为描述方便,本发明将其统一称为接种发酵装置;
2、由于生物脱胶的灭菌、高温蒸煮和高温漂洗工序所使用的装置结构相同, 因此为了描述方便,本发明将其统一称为高温液体循环装置;
3、本发明的挂纱装置在生物脱胶的三个工序、高温蒸煮工序和高温漂洗工序中是共用设备。
本发明的机械脱胶方法,其包括以下步骤:
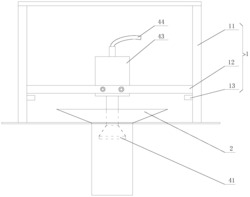
1)如图1所示,设置一机械脱胶装置,该装置包括一喂入区11、揉搓区12、拍打除杂区13、出料区14,以及设置在上述各区上部和下部的除杂装置;机械揉搓区包括多个上、下成对设置的沟槽罗拉15,每对上、下沟槽罗拉的前进、后退速度可调,压力可调,间距可调;拍打除杂区包括在网眼履带上、下设置的拍打辊16;
2)将处理好的成把的韧皮纤维摊开铺平,人工或机械喂入;
3)通过电机带动各对上、下沟槽罗拉进行正方向和反方向运动,且正方向运动时间大于反方向运动时间,对韧皮纤维进行反复的挤压、揉搓、向前输送,实现韧皮纤维上的胶质的挤碎脱离;
4)用传送带输送经步骤3)处理后的韧皮纤维的同时,对韧皮纤维上的胶粒和灰尘进行人工或机械震荡、拍打除杂;
5)对经步骤4)处理后的韧皮纤维,通过人工或机械抖动进一步除杂后,结扎成把即可。
进行上述步骤3)、4)和5)的同时进行除尘,除尘方式为吸风除尘、尘笼除尘和尘网除尘之一。
正转时间优选为0.5~3秒,反转时间优选为0.4~2.5秒;电机的正转和反转的速度相同,小于50rpm,优选为15~30rpm。
本发明的生物脱胶工序,其工序包括以下步骤:
(一)种子培养
进行生物脱胶前先将相应菌种进行种子培养,制成培养液,过程如下:
1、一级菌种培养
培养基配制方法:在水中加入蛋白胨0.5~3.0%、牛肉膏0.1~2.0%、酵母粉0.1~2.5%、葡萄糖0.1~3.0%、NaCl 0.1~1.5%、(NH4)2HPO4 0~0.1%、KH2PO40.01~0.1%,调pH值为6.5-11.0,然后灭菌;灭菌条件为:110~130℃、5~40min,制成培养基。从平板上挑取菌种,然后接入培养基中,进行培养,培养工艺参数:30~37℃、3~12小时,振荡制成一级菌种。
2、二级菌种培养
培养基配制方法:在水中加入蛋白胨0.5~3.0%、牛肉膏0.1~2.0%、酵母 粉0.1~2.5%、葡萄糖0.1~3.0%、NaCl 0.1~1.5%、(NH4)2HPO4 0~0.1%、KH2PO40.01~0.1%,调pH值为6.5-11.0,然后灭菌;灭菌条件为:110~130℃、5~40min,制成培养基。接入一级菌种,接种量为3~25%,进行培养,培养工艺参数:30~37℃、3~12小时,振荡制成二级菌种。
3、三级菌种培养
培养基配制方法:在水中加入豆粕粉0.5~3.5%、(NH4)2HPO4 0~0.1%、KH2PO40.01~0.1%、MgSO4 0.002~0.02%,调节pH值为6.5~11.0,然后灭菌;灭菌条件为:110~130℃、5~40min,制成培养基。接入二级菌种,接种量为1~15%,进行培养,培养工艺参数:30~37℃、3~12小时,振荡制成三级菌种。
(二)生物脱胶
1、在接种装置内接种:
1)如图2所示,将接种发酵装置作为接种装置,在主缸21内注入33~38℃(如35~38℃、33~37℃等)水,将经过机械脱胶工序的韧皮纤维(大麻麻皮、苎麻麻皮、亚麻麻皮等)挂入挂纱装置(如图3、4所示),即进行装笼操作。控制浴比(浴比即麻皮和水的质量比)1∶(5~20),调节pH值为6.5~11.0(如6.5~8.5、8.5~11.0、6.5~7.5等),开启主泵22,主缸21内的水泵入挂纱装置的中空柱31中,由中空柱31进入与中空柱31连通的空心梁32后,通过其上设置的伸出杆34上的孔眼,喷射到挂在其上的韧皮纤维上,从主缸21下部流出的水流回主泵22,实现液体循环操作,控制温度33~38℃(如35~38℃、33~37℃等),运行5~20分钟;
2)将三级菌种注入接种装置的主缸21,注入量为缸内水量的2~25%(如2~20%、3~25%、2~12%等);
3)处理过程中,通过主缸21内设置的盘管24和主缸21外设置的热水桶23,控制缸内液体温度33~38℃(如35~38℃、33~37℃等),通过主缸21外设置的压缩空气泵25和主泵23,控制主缸21内的通气量为0.1~1.4L/min·吨水(如0.1~1.0L/min·吨水、0.2-1.4L/min·吨水等),处理1~3小时(如1~2小时)。
完成接种工序后,启动生物发酵工序,将挂纱装置吊入作为发酵装置的接种发酵装置的主缸21内,生物发酵工序如下:
2、发酵装置内发酵:
1)在发酵装置的主缸21内注入35~41℃(如36~41℃、35~39℃等)水,控制浴比1∶(5~20),调节pH值为6.5~11.0(如6.5~8.5、8.5~11.0、6.5~7.5等),放入上述接种后的挂纱装置,开启主泵23,主缸21内的水泵入挂纱装 置的中空柱31中,由中空柱31进入与中空柱31连通的空心梁32后,通过其上设置的伸出杆34上的孔眼,喷射到挂在其上的韧皮纤维上,从主缸21下部流出的水流回主泵23,实现液体循环操作。
2)处理过程中,通过主缸21内设置的盘管24和主缸21外设置的热水桶22,控制缸内液体温度35~41℃(如36~41℃、35~39℃等),通过主缸21外设置的压缩空气泵25和主泵23,控制主缸21内的通气量为0.2-1.5L/min·吨水(如0.2-1.3L/min·吨水),循环4~25小时(如6-25小时、4~15小时、5~15小时等)进行生物发酵处理。
完成发酵工序后,启动灭菌工序,将挂纱装置吊入作为灭菌装置的高温液体循环装置的主缸41内,灭菌工序如下:
3、灭菌装置内
1)在灭菌装置的主缸41内注入水,控制浴比1∶(5~20),放入上述发酵后的挂纱装置,开启主泵42,主缸41内的水泵入挂纱装置的中空柱31中,由中空柱31进入与中空柱31连通的空心梁32后,通过其上设置的伸出杆34上的孔眼,喷射到挂在其上的韧皮纤维上,从主缸41下部流出的水流回主泵42,实现液体循环操作。
2)通过设置在主缸41外部的加热装置43,使主缸41内液体达到80~140℃,循环0.2~1.5小时进行灭菌洗涤处理,然后常温清水洗涤。
完成后,将挂纱装置吊出即完成了生物脱胶。
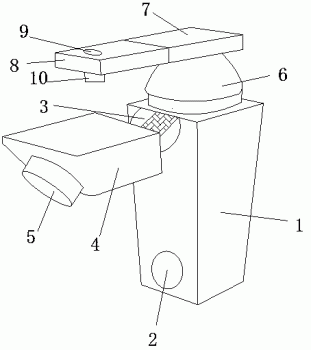
本发明的高温蒸煮脱胶工序中使用的装置为上述的高温液体循环装置(如图5所示),本工序使用的韧皮纤维可以是经过上述灭菌工序的整笼韧皮纤维,也可以是经过机械脱胶处理后的韧皮纤维,如果是后者,需要先进行韧皮纤维的装笼操作后再进行本工序。本发明高温蒸煮脱胶方法包括以下步骤:
1)将经过生物脱胶后的上述一个或多个挂纱装置,或将经过机械脱胶后又经过装笼操作后的一个或多个挂纱装置吊入并安装在高温液体循环装置的主缸41内;
2)打开阀门44通过副缸45向主缸41内加入化学脱胶液,开启主泵42和换热装置43,在驱动化学脱胶液循环流动的同时为化学脱胶液加热、保温。
本高温蒸煮脱胶工序中的化学脱胶液的成份为:NaOH 0.5~15g/l,亚硫酸钠0.3~3g/L,三聚磷酸钠0.2~5g/l,水玻璃0.2~3g/l。化学脱胶液的温度需要保持在100~160℃之间,化学脱胶液的循环处理时间为0.5~4小时。
高温漂洗脱胶工序
经过生物脱胶或高温蒸煮脱胶后的韧皮纤维,需要进行高温漂洗,高温漂洗装置采用高温液体循环装置(如图5所示),高温漂洗的方法包括以下步骤:
1)将经过生物脱胶或高温蒸煮脱胶后的上述一个或多个挂纱装置,吊入并安装在高温液体循环装置的主缸41内;
2)打开阀门44通过副缸45向主缸41内加入漂洗液,开启主泵42和换热装置43,在驱动漂洗液循环流动的同时为漂洗液加热、保温。
本发明高温漂洗工序中的漂洗液的成份为:NaOH 0.5~5.0g/l,H2O2(30%浓度)1~15g/l,精炼剂0.2~3g/l,稳定剂0.2~3g/l,螯合剂0.1~2g/l。漂洗液的温度需要保持在80~130℃之间,漂洗液的循环时间为0.3~2小时。
挂纱装置在各装置中的使用
本发明各种使用挂纱装置的工序中,挂纱装置与各脱胶装置的操作配合原理如下(如图3、4所示):
首先将装笼后的挂纱装置吊入安装在各主缸内,通过启动主泵,将各种不同的处理液泵入连接在主缸底部的挂纱装置的中空柱31内,与中空柱31连通的各空心梁32会将高压处理液,通过其上设置的各伸出杆34上的孔眼喷射到韧皮纤维上,少部分透过韧皮纤维喷出的高压处理液通过设置在伸出杆34外围的纱架挡板35上的孔眼流向主缸底部。对韧皮纤维进行处理后落下来的处理液一部分通过纱架底盘36上的网眼进入主缸底部,另一部分通过相邻挂纱装置之间的盖体外缘流入挂纱装置与主缸之间的间隙流入主缸底部,流入主缸底部的处理液会通过主缸上设置的过滤板过滤后流出主缸,进入主泵,进而实现处理液对韧皮纤维的循环处理。
分纤水洗工序
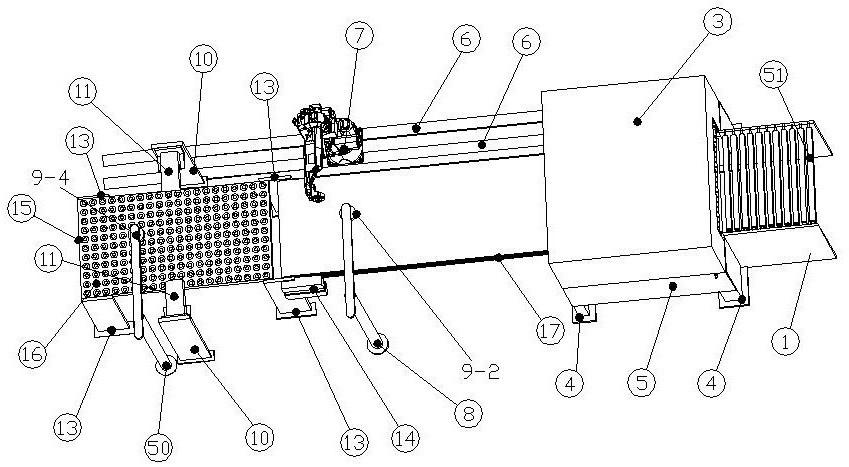
本发明在进行高温漂洗后,需要对纤维进行分纤水洗,本发明处理的纤维是通过高温漂洗后,又通过卸笼操作后的韧皮纤维,分纤水洗的装置如图6所示,
包括喂入单元51、若干组分纤水洗单元52和输出单元53,分纤水洗单元一般设置连续的2~4组较为适宜,每一单元由设置在机架上通过电机驱动的一回转运行履带带动,各组履带首尾叠设连接成一个整体的流水线。履带下方设置有集水槽54,在集水槽54内或外可以设置一水循环处理装置。分纤水洗单元中包含有若干打手55,以对纤维进行敲打。在每相邻的两个打手之间设置有一分纤罗拉56。打手55和分纤罗拉56之间的履带边缘设置有集束板57;在打手55、分纤罗拉56的上方均设置有高压水管58,高压水管58上设置有若干个喷头。输出单元设置有一对以上轧水辊59,在履带末端设置有一常规的摆布机构60。
本发明提供的纤维束分纤水洗方法,包括以下步骤:
1)在机架上设置多组分纤水洗单元和一纤维输出单元,每一单元具有一回转运行的网眼履带;
2)在每一分纤水洗单元的履带输入端通过一喂入罗拉将纤维束向前输入间隔设置有打手55和分纤罗拉56的分纤水洗区域,同时开启设置在打手和分纤罗拉上方的高压水管58对纤维束边进行水洗浸泡、边拍打、边梳理分纤;
3)将上一分纤水洗单元处理过的纤维碾压挤出部分水后,送入下一分纤水洗单元继续进行分纤水洗;
4)将最后一个分纤水洗单元处理后的纤维送入分纤输入区,经轧水辊59对纤维进行挤水操作后,送入一常规的摆布机构60,通过摆布机构将带状的纤维摆布折叠后落入纤维贮箱。
上述分纤水洗过程中,高压水管喷出的水可以是温度在20~80℃的温水,其洗涤分纤、脱胶效果更好。
本发明提供的漂洗柔软方法主要是在机架上设置一回转运行的网眼履带,在履带的输入端通过一喂入罗拉与履带一起将纤维向前输送,并通过一组间隔设置的梳理罗拉对纤维边梳理、边通过喷水管喷水、边通过热水槽中的热水浸泡、边通过履带向前输送,在所述履带的输出端通过一对轧水辊对纤维进行挤水操作后,送入摆布机构,通过摆布装置将带状的纤维处理成折叠状落入纤维贮箱。
漂洗过程中,在麻纤维经过梳理罗拉的同时,从梳理罗拉的上方喷入含有软化剂或漂白剂或清洗剂(根据工艺要求选择)的热水,在水槽中也可加入适量的相应试剂,水温控制在20~100℃。
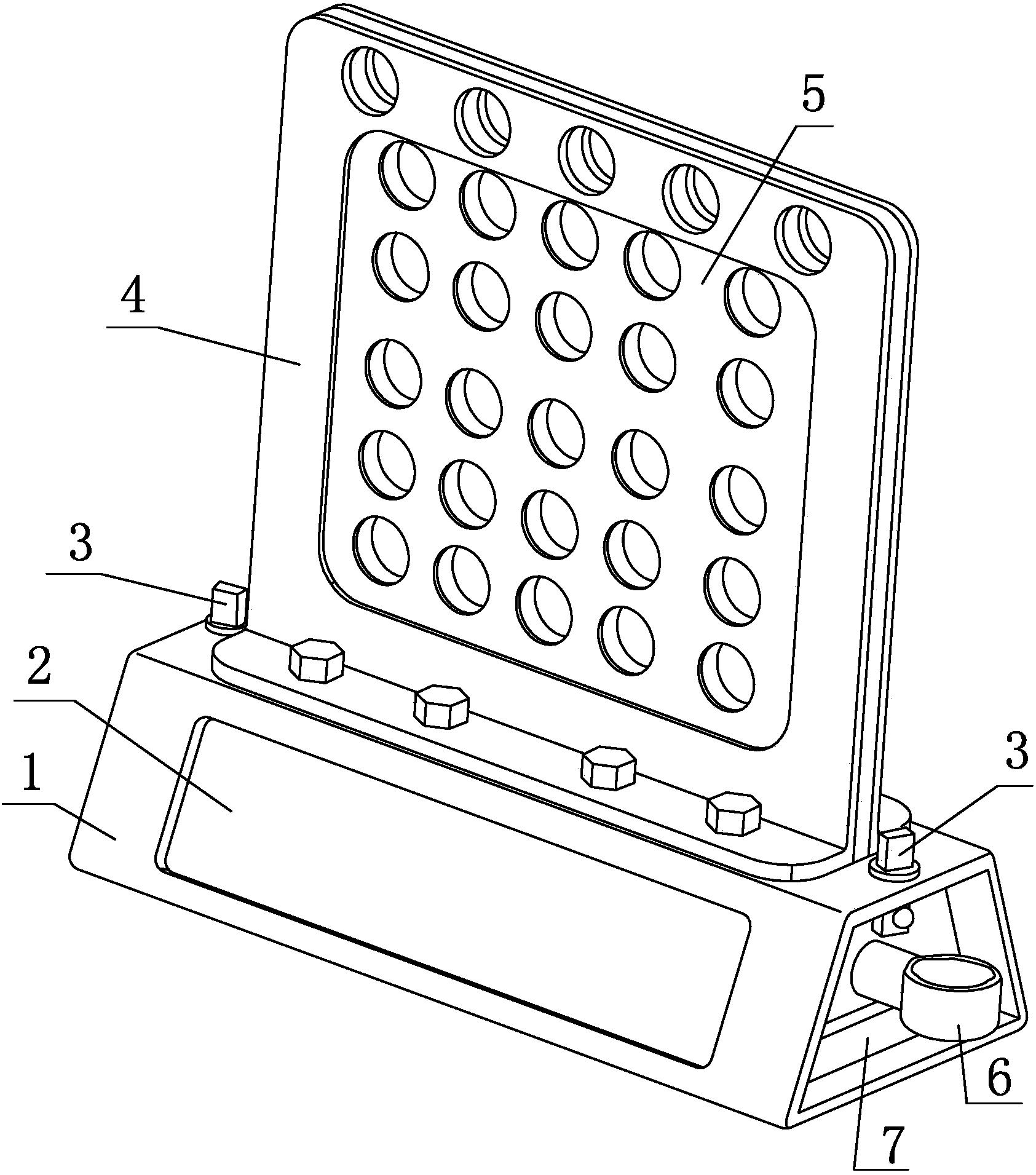
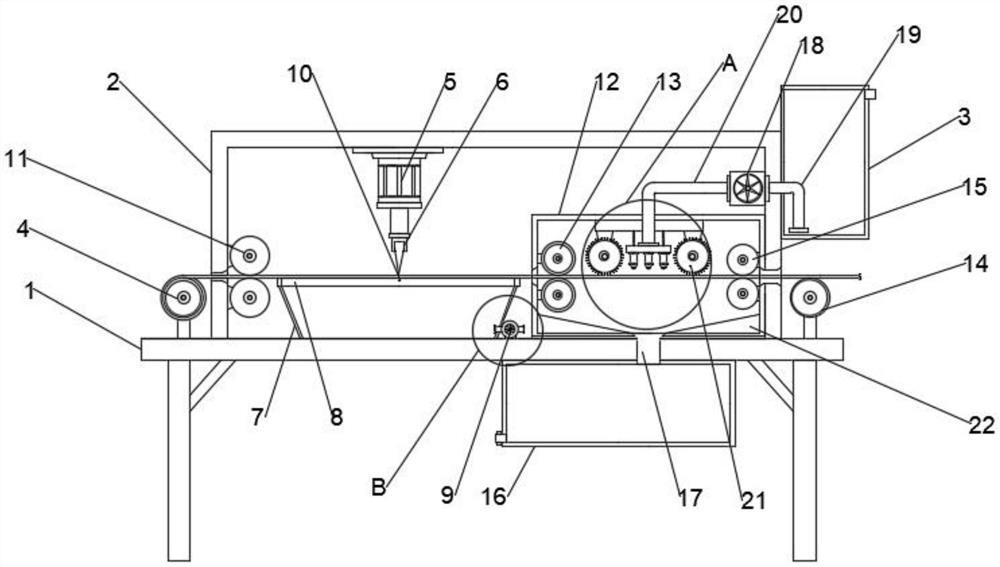
本发明提供的机械软麻上油方法较以往有所改变,如图7所示,它设置了一个一机架61,机架上设置有两组以上的工作单元62,第一组工作单元与喂入装置连接,最后一组工作单元与出麻平台连接。相邻两组工作单元之间通过一中间带有横向狭缝的支撑板63连接。每组工作单元包括若干对相对设置的上罗拉64和下罗拉65,相邻的各对罗拉之间具有一定的间隙,且每对罗拉上、下啮合。位于上部的各上罗拉64顶部分别设置有加压装置66,在各支撑板63的上方和下方分别设置有喷油管67。在第二个工作单元62到最后一个工作单元62下方设置有一油杂分离装置68,可以将软麻油和散落的纤维分离。在油杂分离装置下方设置有一油剂回收装置69,用于将经过油杂分离装置分离除去杂质后的软麻油剂回收再利用。
通过以上对本发明装置的描述,可以清楚地了解到本发明一种韧皮纤维机械 软麻方法包括以下步骤:
1)在机架上设置喂入单元、两组以上工作单元、出麻平台,将经过脱胶处理后的精干麻分把、铺开,通过喂入单元不断喂入第一个工作单元设置的两排上、下罗拉64、65之间;
2)纤维在由驱动装置带动的上、下罗拉64、65之间,进行正、反方向交替碾压输送,且在每一交替周期内正方向运动时间大于反方向运动时间;
3)当纤维从前一个工作单元被输送到下一个工作单元时,经过一设置有横向窄缝的支撑板63,在支撑板的上方和下方分别设置有呈扇形的高压喷油管67,通过喷油管向纤维的上表面和透过横向窄缝向纤维的下表面喷射软麻油剂;
4)被输送到下一个工作单元的纤维,继续重复步骤2)和步骤3)的操作,直至经过最后一个工作单元操作后,由出麻平台输出。
喷油管67的流量最佳范围为2~15L/h。每对罗拉采用的前进时间为0.1~5秒,最佳前进时间为0.5~2.5秒;后退时间为0.1~5秒,最佳后退时间为0.4~2.4秒。每对罗拉采用的转动速度为1~30转/分,最佳转动速度为15~25转/分。
本发明提供的渗透养生方法包括以下步骤:
1)将麻纤维放置在麻纤维堆放装置上,并送入罐体中关闭密封门;
2)通过注水阀向罐体内注水,注水高度通过液位控制装置控制,水面高于预设的最低水位,低于预设的最高水位,且位于麻纤维的下方;
3)开启加热阀门,通过加热装置为罐体内的水加热,罐体1中的水被加热后会产生的蒸汽渗透到麻纤维的各个部位;
4)控制罐体1内的温度,温度在40~145℃的内设定,根据设定的温度控制罐体内的饱和蒸汽压力,对麻纤维的养生时间在30~240min内设定;
5)养生操作完成后,打开排气阀,并打开排水阀排水,最后打开密封门,取出堆放有麻纤维的堆放装置,自然冷却。
所述养生操作可以分为两个阶段:第一阶段:罐体内的控制温度在30~95℃内设定,养生操作时间在5~60min内设定;第二阶段内:罐体内的控制温度在70~125℃内设定,养生操作时间在30~120min内设定。
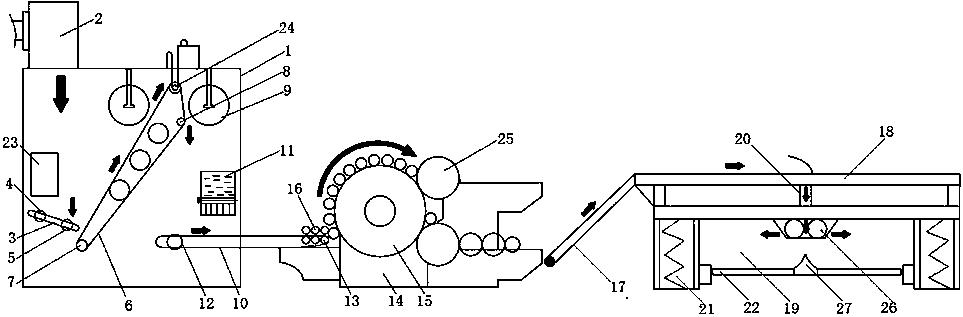
本发明的牵切梳理方法,其包括以下步骤:
如图8所示,本发明的牵切梳理装置包括依次设置的牵切机构、集束装置、梳箱和成条筒。牵切机构包括设置在机架输入端的喂麻板71和由电机驱动的喂入罗拉72,喂入罗拉72输出端前方设置了若干组牵拉单元,每一牵拉单元由下部的两个支撑罗拉73和上部的一个加压罗拉74组成,三者呈三角形布置,两个支撑 罗拉73为主动辊,依靠摩擦带动加压罗拉74转动,加压罗拉74可以给支撑罗拉施压。牵拉单元可以在机架上移动。由牵拉单元依次设置有常规的集束装置75、后罗拉76(或自调匀整器的测量罗拉)、针梳机梳箱77、前罗拉78、喇叭口79成条筒80等。
本发明所提供的纤维牵切梳理方法的工作原理是:通过各牵拉单元内加压罗拉的压力、各牵拉单元之间的隔距、各牵拉单元之间的速度差,及整个装置的运行速度中的一种方式或一种以上方式来改变对麻纤维牵切长度的控制,并经过梳针梳理,进一步分批开纤,得到均匀的短纤维条,最终按照工艺要求牵断成条。
具体的工艺步骤如下:
1)将脱胶养生后的韧皮纤维束均匀地平铺到牵切机构的喂麻板上,并通过喂入罗拉向前输送;
2)在喂入罗拉输出端的前方间隔设置多个牵拉单元,每个牵拉单元设置有两个同步转动的支撑罗拉,且前方牵拉单元的支撑罗拉转速大于后方牵拉单元的支撑罗拉转速,同时在两支撑罗拉的顶部设置一由两支撑罗拉通过摩擦驱动的加压罗拉,使纤维每经过一牵拉单元时,均受到碾压和拉伸,直至在接近输出端一侧的牵拉单元中被拉断;
3)将经步骤2)处理后纤维输入一集束装置75进行收拢集束;
4)将经步骤3)处理后的纤维送入一排列有针条的梳箱76内进行梳理;
5)将经步骤4)处理后的纤维并合成条,落入成条筒77。
本发明的精梳分理方法所使用的精梳机,如图9所示,具有以下特点:
1、在本发明装置的梳理机构上,圆梳81的针排范围增大了,以前一般为220°范围排布针排,现在达到了270°;同时,圆梳81采用几种形式,一种是全齿条式针条,另一种是齿条式针条和针排式针条结合式排列,齿条式针条在前,针排式针条在后。顶梳82也可以有两种形式,一种是只有一排针排,另一种是至少设置为两排。圆梳顶梳都是根据具体的工艺要求选择不同的规格。
2、本发明装置的拔取机构上,拔取车是可以上下和前后移动的,从而可调整拔取隔距,实现麻条长短可控,同时通过上下移动,实现了麻条的有效搭接,使麻条重量更均匀。如图10所示,本发明拔取车83安装在一调节架84上,调节架84一侧设置有把杆85,调节架84上开设有两道圆弧形滑槽86,在两圆弧形滑槽中分别插设有螺栓87,螺栓87紧固到机架上。松开螺栓87,扳动把杆85就可以使调节架84沿圆弧形滑槽86滑动一定距离,从而使拔取车在上下和前后方位上都有所调整。
3、在本发明装置的出条机构上,卷曲箱中卷曲罗拉88至少设置有两对,每一对卷曲罗拉88采用横向沟槽罗拉,前后两对罗拉的速度也不相同,后面的一对罗拉速度快,前面的一对罗拉速度慢,这样两个罗拉就像齿轮一样啮合挤压麻条,使麻条成为波纹卷曲状,速度不同以增加麻纤维的弯曲度及麻条的蜷曲度,从而提高麻纤维的抱合力。另外卷曲箱中在卷曲罗拉88的两侧还设置有挡板,与卷曲罗拉一起控制麻条的宽度,并构成麻条的出条轨道。
基于此,本发明提供的一种麻纤维梳理分理方法,主要是指将经过初步梳理的麻条进一步作一道精梳、二道精梳,甚至是更多道精梳,使长、短纤分离,粗细纤维分离,麻粒、杂质脱落的处理过程。其包括如下工艺流程:
针梳——一道精梳——并条——二道精梳——并条——三道精梳……。其中各道精梳的基本过程都是一样的,为:
1)首先将麻条从喂入机构喂入,经导条、摆麻后形成麻片,被送入到梳理机构;
2)麻片在梳理阶段先由钳板夹持,圆梳梳理,然后拔取车摆动拔取,在拔取的过程中顶梳同时进行梳理,最后顶梳梳理过的麻须丛被斩断拔离;
3)须丛纤维被拔取后,被输送到集束器,并依次经压辊压紧,卷曲罗拉卷曲后,输送到圈条器圈条盛筒;
4)在梳理、拔取的过程中,由钳板上方的毛刷、圆梳下方的毛刷刷下短纤维及杂质,由道夫聚集,斩刀剥下,落入落麻箱中,并进行麻杂分离。
本发明的工艺特点主要体现在以下方面:
1、采用多次梳理方法,至少两道精梳,实现纤维分离。
第一道精梳时,选取25~35mm隔距,顶梳选用18#或21#一排针排;圆梳选用全齿条式针条。
第二道精梳时,选取30~48mm隔距,顶梳选用两排针排,前排为#18或21#,后排为25#或28#;圆梳选用齿条式针条6排和针排式针条10排结合配置,齿条式针条在前,针排式针条在后。
第三道精梳时,选取40~60mm隔距,顶梳选用两排针排,前排为25#或28#,后排为32#;圆梳选用齿条式针条6排和针排式针条10排结合配置,齿条式针条在前,针排式针条在后。
2、在最后一道精梳之后,通过至少两对卷曲罗拉对纤维进行挤压,提高纤维弯曲和蜷曲度,增加纤维抱合力。
3、通过调整调节架以达到调整拔取车的目的,从而调整拔取隔距。
上述各具体工艺仅用于说明本发明,因此凡是在本发明技术方案的基础上进行的等同变换和改进,以及在加工用途上的改变,均不应排除在本发明的保护范围之外。
一种麻类韧皮纤维的加工工艺专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。














动态评分
0.0