








专利摘要
本发明公开了一种石英晶圆深微孔加工设备,该设备包括空气压缩机、喷砂枪和载玻台,所述压缩机连接着喷砂枪,压缩机向喷砂枪输送高压缩空气,致使喷砂枪内的磨料高速喷击到置于载玻台的石英晶圆上,利用高速运动的磨料撞击石英材料实现在石英晶圆上的深微孔加工。本发明同时公开了一种对石英晶圆进行深微孔加工的方法。利用本发明,解决了激光不能在透明材料打孔的弊端,以及离子打孔电荷问题不能加工深微孔等一系列问题,实现了在石英上的深微孔制作,设备简单,易于实现,而且成本低廉,刻蚀速度快,可以批量生产。
权利要求
1、一种石英晶圆深微孔加工设备,其特征在于,该设备包括空气压缩机(1)、喷砂枪(2)和载玻台(5),所述压缩机(1)连接着喷砂枪(2),压缩机(1)向喷砂枪(2)输送高压缩空气,致使喷砂枪(2)内的磨料高速喷击到置于载玻台(5)的石英晶圆上,利用高速运动的磨料撞击石英材料实现在石英晶圆上的深微孔加工。
2、根据权利要求1所述的石英晶圆深微孔加工设备,其特征在于,所述载玻台(5)在磨料喷击石英晶圆时垂直放置。
3、根据权利要求1或2所述的石英晶圆深微孔加工设备,其特征在于,所述载玻台(5)在磨料喷击石英晶圆时匀速旋转。
4、根据权利要求1所述的石英晶圆深微孔加工设备,其特征在于,所述磨料为金刚砂。
5、一种对石英晶圆进行深微孔加工的方法,基于空气压缩机、喷砂枪和载玻台构成的石英晶圆深微孔加工设备实现,其特征在于,该方法包括:
在石英晶圆上涂一层光刻胶作为掩膜,对该光刻胶掩膜进行光刻,做出想要的微孔图形,再将该石英晶圆固定在载玻台上;
调整喷砂枪喷嘴与载玻台的距离、磨料的粒径以及空气压缩机的压力,启动载玻台,使载玻台匀速旋转;
启动空气压缩机压缩空气,带动由进料口进入喷砂枪体内的磨料,使高速运动的磨料喷击石英晶圆表面;
刻蚀完毕后,取下石英晶圆,清洗去掉光刻胶掩膜,实现石英晶圆的深微孔打孔。
6、根据权利要求5所述的对石英晶圆进行深微孔加工的方法,其特征在于,所述磨料为金刚砂。
7、根据权利要求5所述的对石英晶圆进行深微孔加工的方法,其特征在于,在所述石英晶圆受到光刻胶掩膜保护的部分,运动的磨料停下或者弹出,而在未被光刻胶掩膜保护的部分,由运动的磨料撞击而打出微孔。
说明书
技术领域技术领域
本发明涉及微电子技术中的微机电系统(MEMS)微细加工技术领域,尤其涉及对石英晶圆进行深微孔加工技术领域,具体是一种石英晶圆深微孔加工设备及方法。
技术背景背景技术
在微机电系统(MEMS)微细加工中,需要制作大量的微孔,实现微孔制作的方法有化学方法也有物理方法。最常见的在基底上制作微孔的方法有刻蚀法,激光打孔,超声打孔以及离子打孔。
然而,石英的优异特性使其在微机电系统的制造中越来越广泛的得到应用,由于刻蚀法的选择性使得在石英上刻蚀微孔不能实现,又由于透光,所以对于激光打孔也是不能实现的。
目前超声打孔的最小孔径为0.3mm左右,远远达不到我们在微机电系统(MEMS)微细加工制作中的要求,而离子打孔由于带电粒子的电荷问题也还不能得到很好解决。
所以上述的各种微孔加工方法都不能很好的在石英晶圆上加工出满足要求的微孔。尤其是在石英晶圆上深微孔的加工更为困难。
发明内容发明内容
(一)要解决的技术问题
有鉴于此,本发明的一个目的在于提供一种石英晶圆深微孔加工设备,以实现对石英晶圆进行深微孔加工。
本发明的另一个目的在于提供一种对石英晶圆进行深微孔加工的方法,以实现对石英晶圆进行深微孔加工。
(二)技术方案
为达到上述一个目的,本发明提供了一种石英晶圆深微孔加工设备,该设备包括空气压缩机1、喷砂枪2和载玻台5,所述压缩机1连接着喷砂枪2,压缩机1向喷砂枪2输送高压缩空气,致使喷砂枪2内的磨料高速喷击到置于载玻台5的石英晶圆上,利用高速运动的磨料撞击石英材料实现在石英晶圆上的深微孔加工。
上述方案中,所述载玻台5在磨料喷击石英晶圆时垂直放置。
上述方案中,所述载玻台5在磨料喷击石英晶圆时匀速旋转。
上述方案中,所述磨料为金刚砂。
为达到上述另一个目的,本发明提供了一种对石英晶圆进行深微孔加工的方法,基于空气压缩机、喷砂枪和载玻台构成的石英晶圆深微孔加工设备实现,该方法包括:
在石英晶圆上涂一层光刻胶作为掩膜,对该光刻胶掩膜进行光刻,做出想要的微孔图形,再将该石英晶圆固定在载玻台上;
调整喷砂枪喷嘴与载玻台的距离、磨料的粒径以及空气压缩机的压力,启动载玻台,使载玻台匀速旋转;
启动空气压缩机压缩空气,带动由进料口进入喷砂枪体内的磨料,使高速运动的磨料喷击石英晶圆表面;
刻蚀完毕后,取下石英晶圆,清洗去掉光刻胶掩膜,实现石英晶圆的深微孔打孔。
上述方案中,所述磨料为金刚砂。
上述方案中,在所述石英晶圆受到光刻胶掩膜保护的部分,运动的磨料停下或者弹出,而在未被光刻胶掩膜保护的部分,由运动的磨料撞击而打出微孔。
(三)有益效果
从上述技术方案可以看出,本发明具有以下有益效果:
1、利用本发明,可以实现在透明石英晶圆上的深微孔加工,解决激光打孔不能解决的难题。
2、利用本发明,对于制作不同孔径的微孔,或者不同厚度的石英晶圆,可由调整压缩机的压力风速,喷砂磨料的粒径以及喷嘴与载玻台的距离实现。
3、利用本发明,由于无极性可以实现快速且批量的石英晶圆深微孔加工技术,实现离子打孔电荷带来的问题。
4、利用本发明,由于载玻台的匀速旋转可以实现工艺设备简单,打孔均匀的石英深微孔加工技术。
5、利用本发明,解决了激光不能在透明材料打孔的弊端,以及离子打孔电荷问题不能加工深微孔等一系列问题,实现了在石英上的深微孔制作,设备简单,易于实现,而且成本低廉,刻蚀速度快,可以批量生产。
附图说明附图说明
下面结合附图和实施例对本发明进一步说明:
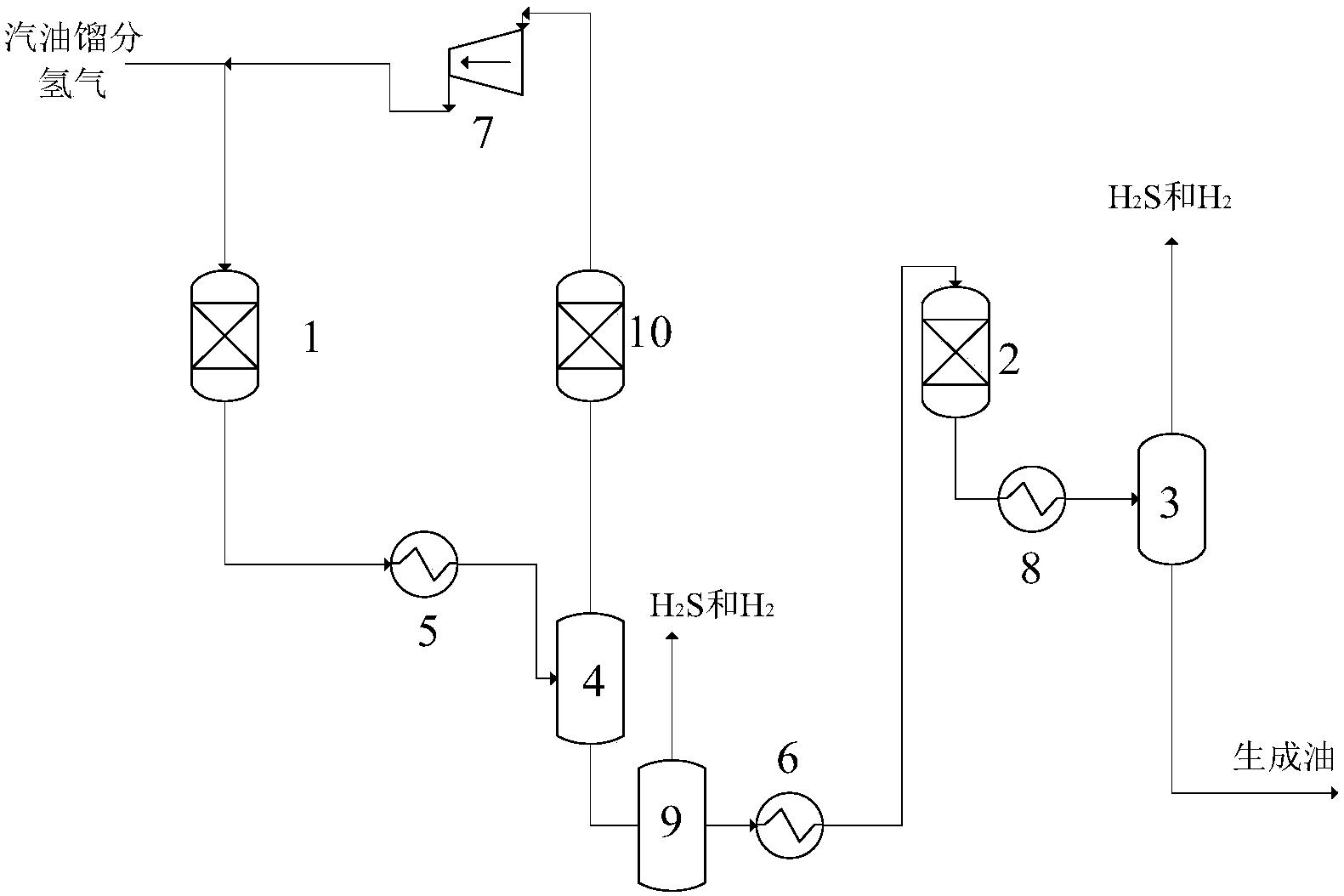
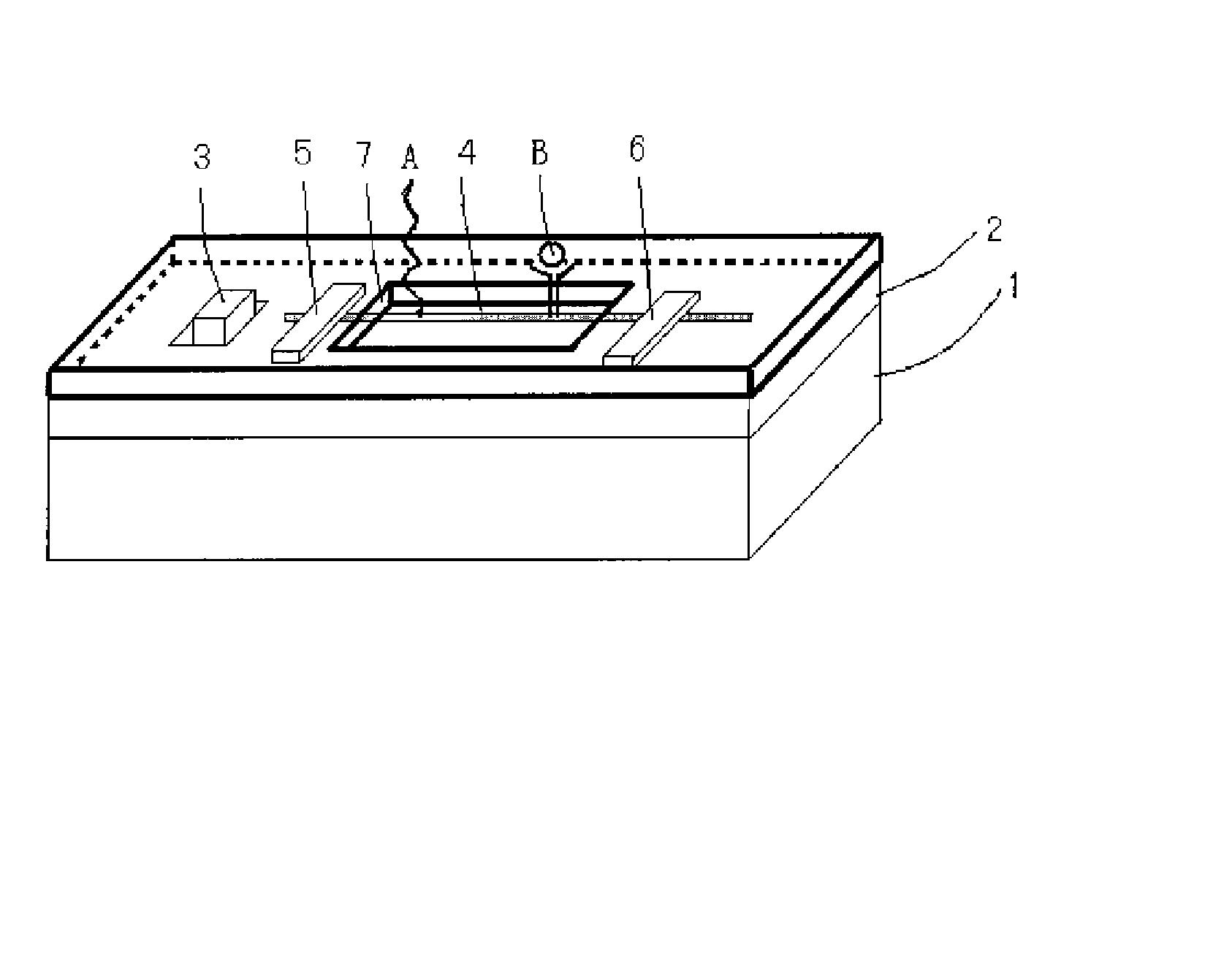
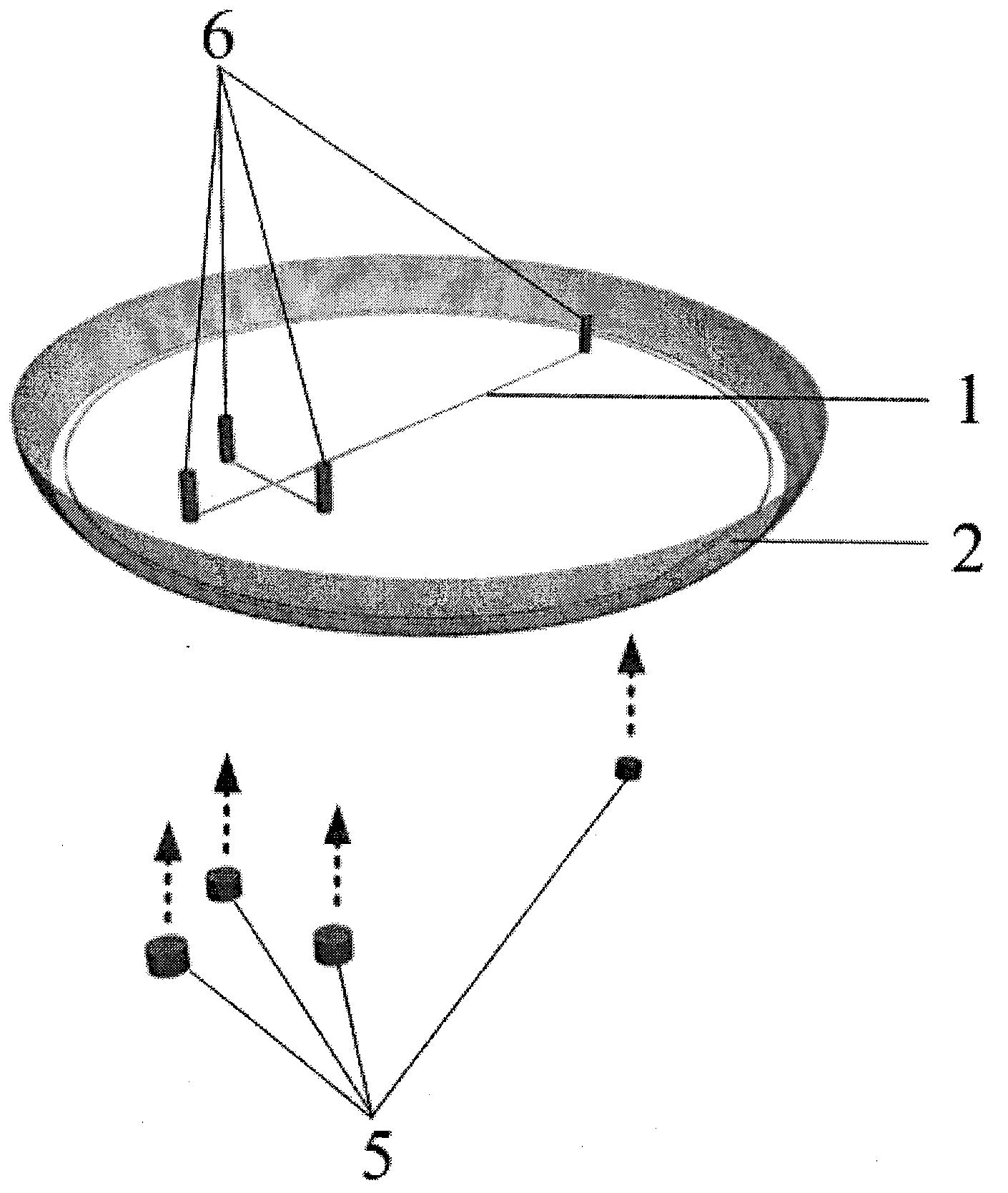
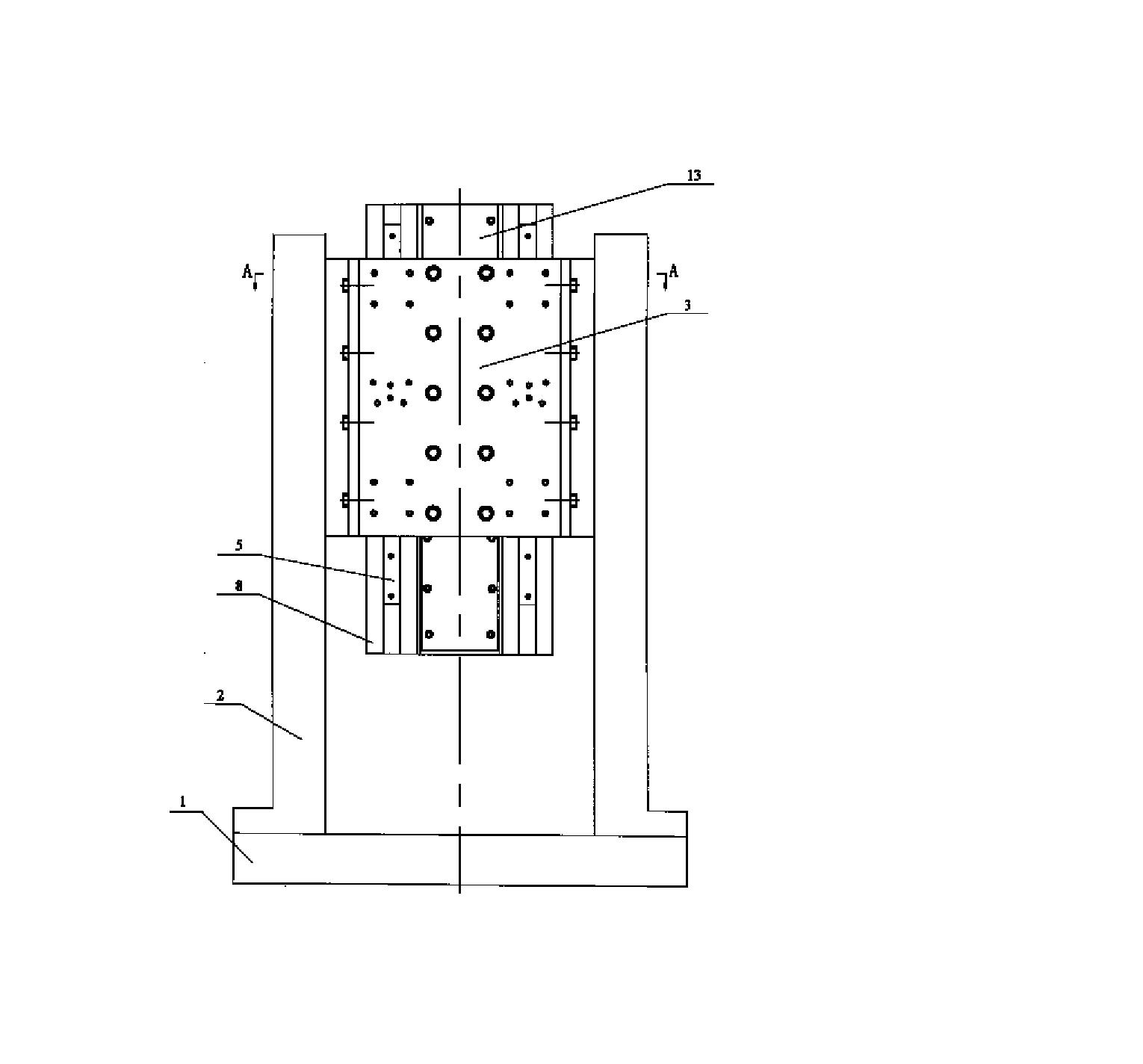
图1是本发明提供的石英晶圆深微孔加工设备的结构示意图;
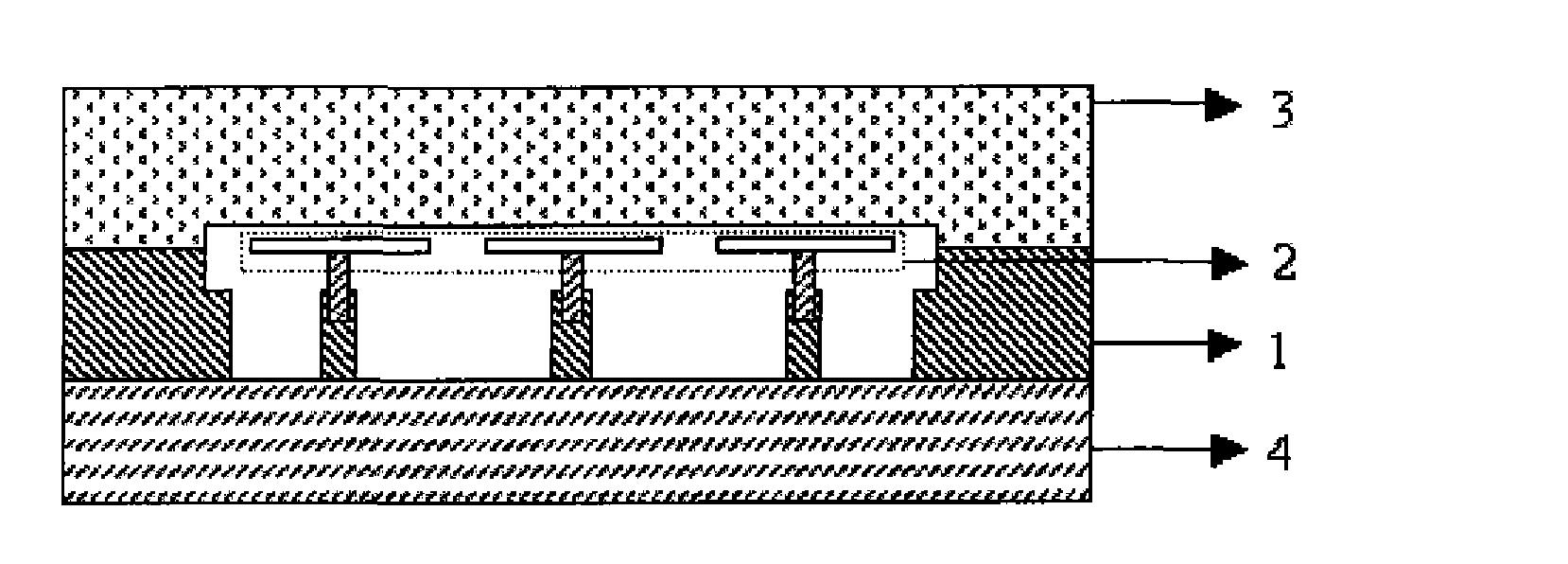
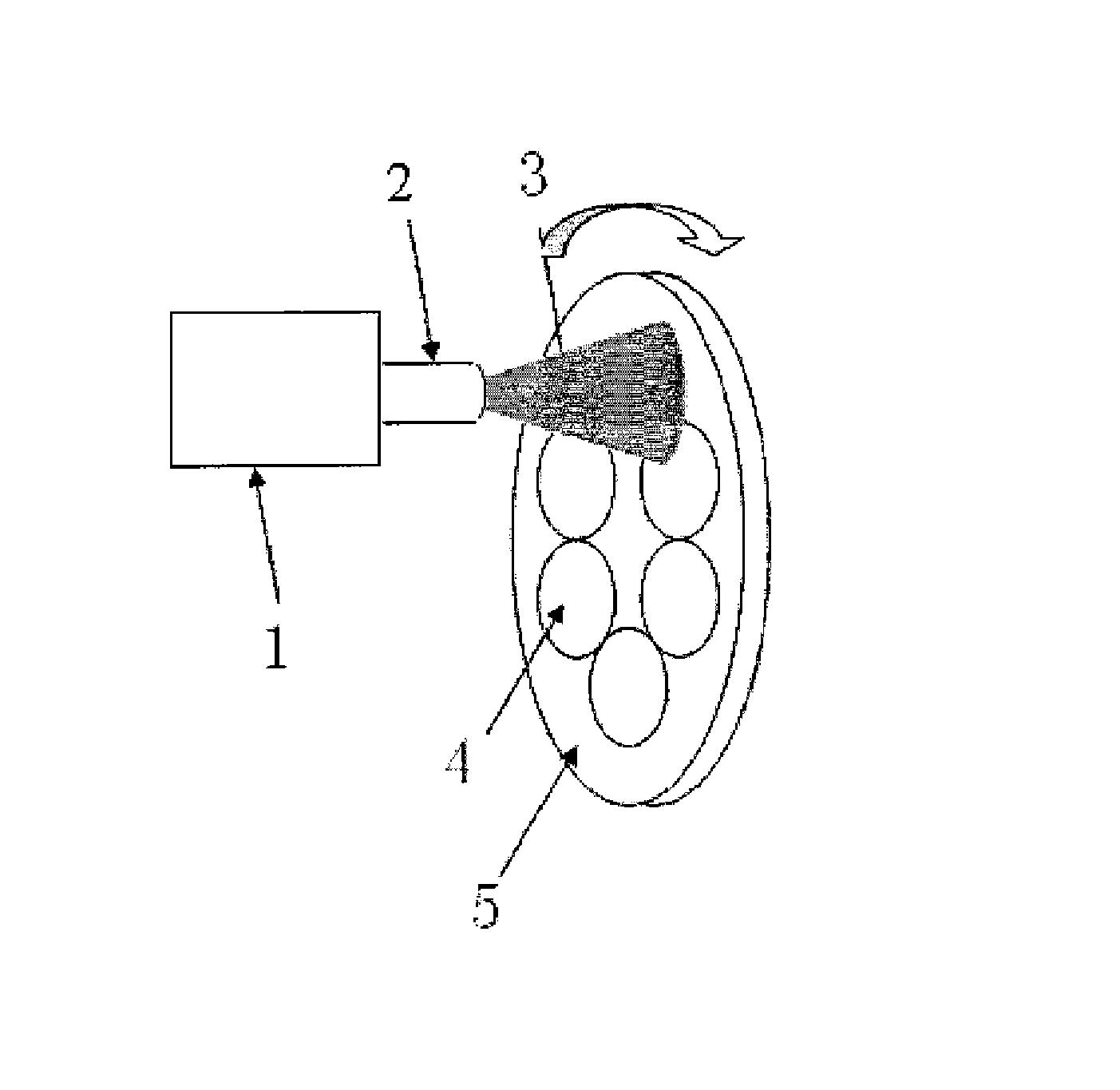
图2是本发明提供的石英晶圆深微孔加工设备的工作原理示意图;
图3是本发明提供的对石英晶圆进行深微孔加工的方法流程图;
图4是依照本发明实施例为石英晶圆涂一层光刻胶然后固定在载玻台上的示意图;
图5是依照本发明实施例光刻出微孔图形的示意图;
图6是依照本发明实施例喷砂打孔的示意图;
图7是依照本发明实施例清洗去掉光刻胶的示意图;
图8是依照本发明实施例微孔加工完毕后的石英晶圆示意图;
图中1.空气压缩机,2.喷砂枪,3含有金刚砂磨料的喷气流,4石英晶圆,5.载玻台,6.金刚砂磨料,7.光刻胶。
具体实施方式具体实施方式
为使本发明的目的、技术方案和优点更加清楚明白,以下结合具体实施例,并参照附图,对本发明进一步详细说明。
如图1所示,图1是本发明提供的石英晶圆深微孔加工设备的结构示意图,该设备包括空气压缩机1、喷砂枪2和载玻台5。所述压缩机1连接着喷砂枪2,压缩机1向喷砂枪2输送高压缩空气,致使喷砂枪2内的磨料高速喷击到置于载玻台5的石英晶圆上,利用高速运动的磨料撞击石英材料实现在石英晶圆上的深微孔加工。
所述载玻台5在磨料喷击石英晶圆时垂直放置且匀速旋转,使在微孔制作过程中的喷砂余料落回地面;所述磨料为金刚砂。
所述喷砂枪2内金刚砂磨料粒径可根据制作不同微孔孔径的需求选择,喷砂范围超过一个晶圆面积。
所述空气压缩机1的压力,喷嘴2与载玻台5的距离可以根据石英晶圆4的厚度来做不同的调整。
图2示出了本发明提供的石英晶圆深微孔加工设备的工作原理示意图。
图3是本发明提供的对石英晶圆进行深微孔加工的方法流程图,该方法基于空气压缩机、喷砂枪和载玻台构成的石英晶圆深微孔加工设备实现,具体包括:
步骤301:在石英晶圆上涂一层光刻胶作为掩膜,对该光刻胶掩膜进行光刻,做出想要的微孔图形,再将该石英晶圆固定在载玻台上;
步骤302:调整喷砂枪喷嘴与载玻台的距离、磨料的粒径以及空气压缩机的压力,启动载玻台,使载玻台匀速旋转;
步骤303:启动空气压缩机压缩空气,带动由进料口进入喷砂枪体内的磨料,使高速运动的磨料喷击石英晶圆表面;
步骤304:刻蚀完毕后,取下石英晶圆,清洗去掉光刻胶掩膜,实现石英晶圆的深微孔打孔。
下面结合具体的实施例详细描述本发明提供的石英晶圆深微孔加工设备和对石英晶圆进行深微孔加工的方法。
首先在石英晶圆4上涂一层光刻胶7作为掩膜,如图4所示,保护好晶片4然后光刻,做出想要的微孔图形,再固定在载玻台5上,如图5所示。调整好喷嘴2与载玻台5的距离,磨料6的粒径以及空气压缩机1的压力后启动载玻台5,使其匀速旋转。然后启动空气压缩机1压缩空气,带动由进料口进入喷砂枪2体内的金刚砂磨料6,使高速运动的金刚砂磨料6喷击石英晶圆4表面。石英晶圆4受到光刻胶7保护的部分,运动的金刚砂磨料6停下来或者弹出去,而未被光刻胶7掩膜保护的部分,由于运动的金刚砂磨料6撞击而打出微孔,如图6所示。刻蚀完毕后,取下晶圆4,清洗去掉光刻胶掩膜7,如图7,从而实现了石英晶圆4的深微孔打孔,即图8。
以上所述的具体实施例,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施例而已,并不用于限制本发明,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
石英晶圆深微孔加工设备及方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0