

IPC分类号 : B24C1/00,B24C3/02,B24C5/04,B24C9/00,B05B1/00







专利摘要
本发明提供了一种基于可控空蚀技术的织构加工试验装置,具有无热变形、无须二次加工、不受加工材料限制且可进行非平行接触副织构加工的优点,包括数控精密动平台、电磁施载机构、储水罐、反射式激光空化发生器、旋转式可控径喷嘴、织构加工监测及反馈控制系统,介质水通过反射式激光空化发生器后产生大量空化气泡,经由旋转式可控径喷嘴将空化气泡传递至加工材料表面,利用空化气泡的破碎力进行织构加工,加工过程中破碎力通过织构加工监测及反馈控制系统实时控制,同时由X‑Y方向数控精密动平台和Z方向电磁施载机构实现工件给定位置处的织构化。
权利要求
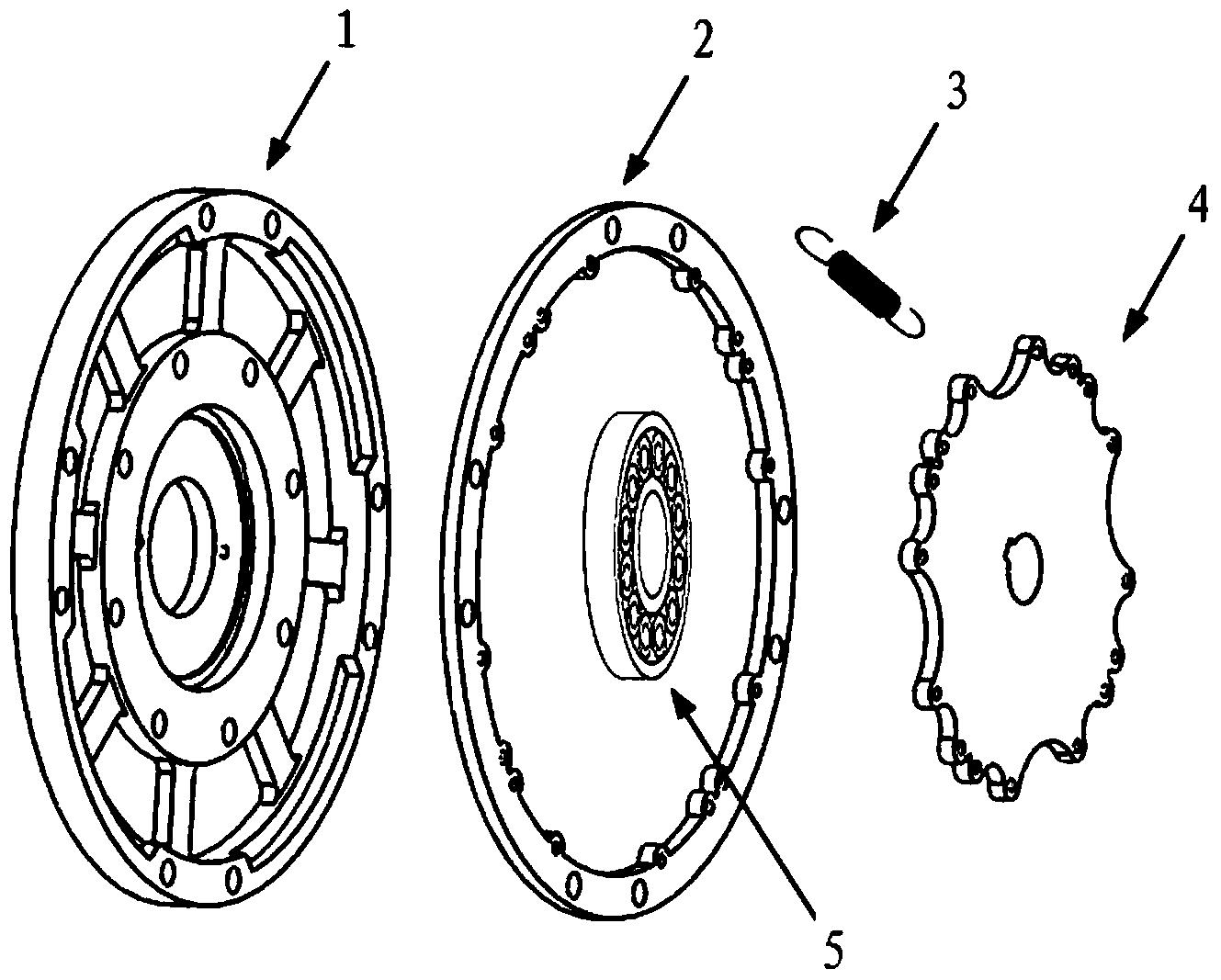
1.一种基于可控空蚀技术的织构加工试验装置,其特征在于:包括储水罐(1)、X-Y方向数控精密动平台(16)、Z方向电磁施载机构(9)、反射式激光空化发生器(10)、旋转式可控径喷嘴(12)、空化泡数密度监测与反馈控制系统、空化泡均一性监测与反馈控制系统,介质水通过反射式激光空化发生器(10)后产生大量空化气泡,经由旋转式可控径喷嘴(12)将空化气泡传递至加工材料表面,利用空化气泡的破碎力进行织构加工,加工过程中破碎力通过空化泡数密度监测与反馈控制系统和空化泡均一性监测与反馈控制系统实时控制,同时由X-Y方向数控精密动平台(16)和Z方向电磁施载机构(9)实现工件给定位置处的织构化;
所述Z方向电磁施载机构(9)包括电磁力器(9-1)、弹簧支撑件(9-2)、控制杆(9-3),电磁力器(9-1)和弹簧支撑件(9-2)分别连接控制杆(9-3),通过改变电磁力器(9-1)的电流大小控制控制杆(9-3)的高低,并由弹簧支撑件(9-2)发挥缓冲作用,所述控制杆(9-3)带动反射式激光空化发生器(10)的Z方向运动;
所述反射式激光空化发生器(10)由激光发射器(10-1)、中空式空化发生罐(10-2)以及激光反射镜(10-3)组成,所述的激光发射器(10-1)安装在中空式空化发生罐(10-2)内部,向中空式空化发生罐(10-2)外侧发射激光;中空式空化发生罐(10-2)材料为有机透明玻璃,中空式空化发生罐(10-2)外侧设置有激光反射镜(10-3),可以实现一个激光发射器(10-1)发射的激光可以两次通过液体内部产生气泡;
所述空化泡数密度监测与反馈控制系统包括空化泡数密度监测系统和空化泡数密度控制系统;
所述空化泡数密度监测系统包括流量监测系统与空化泡数目监测系统,流量监测系统通过流量计(5)对管路流量进行监测,空化泡数目监测系统通过高速摄像机机采集图像,通过基于形态学的颗粒图像二值化算法进行气泡数目统计;
空化泡数密度控制系统包括两级控制,分别由流量控制系统和激光能量控制系统组成,流量控制系统通过调压阀(7)实现管路压力与流量的控制,激光能量控制系统通过控制激光发射器(10-1)发射的激光强度,实现不同空化气泡数目的控制;
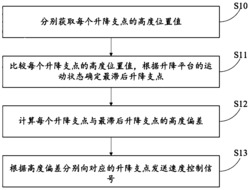
所述空化泡均一性监测与反馈控制系统包括空化泡均一性监测系统和空化泡均一性控制系统;
空化泡均一性监测系统包括距离监测系统(13)与磨屑粒径分析系统(14),通过监测旋转式可控径喷嘴(12)与加工工件(15)之间的距离及加工磨屑的粒径分布情况判断空泡数的均一性,距离监测系统(13)通过电涡流位移传感器监测旋转式可控径喷嘴(12)与加工工件(15)之间的距离,磨屑粒径分析系统(14)通过激光粒度仪对加工磨屑进行粒径分析;
所述空化泡均一性控制系统包括两级控制,分别由喷头直径控制系统和距离控制系统组成,喷头直径控制系统通过伺服电机经齿轮带动旋转式可控径喷嘴(12)实现控制,距离控制系统通过Z方向电磁施载机构(9)和X-Y方向数控精密动平台(16)调节距离;
所述旋转式可控径喷嘴(12)为直射型控径喷嘴(12-1);
所述直射型控径喷嘴(12-1)由锥形螺母(12-2)与爪式喷头(12-3)组成,锥形螺母(12-2)外壁设置有齿轮状凸起,爪式喷头(12-3)包括外侧金属层和内侧薄橡胶层组成,内侧薄橡胶层由外侧金属层加持实现固定,爪式喷头(12-3)在外侧金属层上开槽以实现不同直径的控制,所述锥形螺母(12-2)螺纹配合于爪式喷头(12-3)外侧。
2.一种基于可控空蚀技术的织构加工试验装置,其特征在于:包括储水罐(1)、X-Y方向数控精密动平台(16)、Z方向电磁施载机构(9)、反射式激光空化发生器(10)、旋转式可控径喷嘴(12)、空化泡数密度监测与反馈控制系统、空化泡均一性监测与反馈控制系统,介质水通过反射式激光空化发生器(10)后产生大量空化气泡,经由旋转式可控径喷嘴(12)将空化气泡传递至加工材料表面,利用空化气泡的破碎力进行织构加工,加工过程中破碎力通过空化泡数密度监测与反馈控制系统和空化泡均一性监测与反馈控制系统实时控制,同时由X-Y方向数控精密动平台(16)和Z方向电磁施载机构(9)实现工件给定位置处的织构化;
所述Z方向电磁施载机构(9)包括电磁力器(9-1)、弹簧支撑件(9-2)、控制杆(9-3),电磁力器(9-1)和弹簧支撑件(9-2)分别连接控制杆(9-3),通过改变电磁力器(9-1)的电流大小控制控制杆(9-3)的高低,并由弹簧支撑件(9-2)发挥缓冲作用,所述控制杆(9-3)带动反射式激光空化发生器(10)的Z方向运动;
所述反射式激光空化发生器(10)由激光发射器(10-1)、中空式空化发生罐(10-2)以及激光反射镜(10-3)组成,所述的激光发射器(10-1)安装在中空式空化发生罐(10-2)内部,向中空式空化发生罐(10-2)外侧发射激光;中空式空化发生罐(10-2)材料为有机透明玻璃,中空式空化发生罐(10-2)外侧设置有激光反射镜(10-3),可以实现一个激光发射器(10-1)发射的激光可以两次通过液体内部产生气泡;
所述空化泡数密度监测与反馈控制系统包括空化泡数密度监测系统和空化泡数密度控制系统;
所述空化泡数密度监测系统包括流量监测系统与空化泡数目监测系统,流量监测系统通过流量计(5)对管路流量进行监测,空化泡数目监测系统通过高速摄像机机采集图像,通过基于形态学的颗粒图像二值化算法进行气泡数目统计;
空化泡数密度控制系统包括两级控制,分别由流量控制系统和激光能量控制系统组成,流量控制系统通过调压阀(7)实现管路压力与流量的控制,激光能量控制系统通过控制激光发射器(10-1)发射的激光强度,实现不同空化气泡数目的控制;
所述空化泡均一性监测与反馈控制系统包括空化泡均一性监测系统和空化泡均一性控制系统;
空化泡均一性监测系统包括距离监测系统(13)与磨屑粒径分析系统(14),通过监测旋转式可控径喷嘴(12)与加工工件(15)之间的距离及加工磨屑的粒径分布情况判断空泡数的均一性,距离监测系统(13)通过电涡流位移传感器监测旋转式可控径喷嘴(12)与加工工件(15)之间的距离,磨屑粒径分析系统(14)通过激光粒度仪对加工磨屑进行粒径分析;
所述空化泡均一性控制系统包括两级控制,分别由喷头直径控制系统和距离控制系统组成,喷头直径控制系统通过伺服电机经齿轮带动旋转式可控径喷嘴(12)实现控制,距离控制系统通过Z方向电磁施载机构(9)和X-Y方向数控精密动平台(16)调节距离;
所述旋转式可控径喷嘴(12)为散射型控径喷嘴(12-4);
所述散射型控径喷嘴(12-4)由内侧固定层(12-5)与外侧旋转层(12-6)双层金属组成,且均在侧面开孔,内侧固定层(12-5)与管道连接,外侧旋转层(12-6)外壁设置有齿轮状凸起,通过伺服电机经齿轮带动外侧金属层(12-6)外壁的齿轮状凸起实现散射型控径喷嘴(12-4)直径的控制。
说明书
技术领域
本发明属于轴承表面加工试验装置领域,具体涉及一种基于可控空蚀技术的织构加工试验装置。
背景技术
近年来,表面织构技术受到了国内外学者的广泛关注。该技术利用物理、化学或机械的方法在摩擦接触副表面加工的具有特定分布的、离散的微几何特征(如凹坑或凹槽等),能够有效降低摩擦副之间的摩擦、减小磨损和提高表面承载力。
作为普遍使用的织构加工方法之一,激光表面织构技术利用高能量密度的激光使聚集点处工件表面材料气化,形成所需织构形貌。但激光加工属于热作用过程,在高压蒸汽的作用下,液态材料被喷出,在工件材料表面上的熔融物遇冷凝固后形成“翻边”现象。为解决该问题,申请号:20191015234.5的专利通过超声波技术及时清除热处理后的熔融物,改善微织构表面质量,但是该方法需要后处理工序,增加了制造加工成本,且不能完全消除织构两侧的熔融物凸起。另外,随着水、空气等润滑介质的出现,非金属材料逐渐应用于润滑密封领域,但该类材料对于激光密度过于敏感,同时滑动轴承等非平行接触副由于内部直径的限制,其表面的织构加工还尚未成熟。因此,为了研究织构对于接触副的润滑改善机理,有必要设计一个织构加工试验装置来解决上述的问题。
发明内容
本发明要解决的技术问题是:克服现有技术的不足,提供一种具有无热变形、无须二次加工、不受加工材料限制且可进行非平行接触副织构加工的试验装置。
本发明解决其技术问题所采用的技术方案是:一种基于可控空蚀技术的织构加工试验装置,其特征在于,包括数控精密动平台、电磁施载机构、储水罐、反射式激光空化发生器、旋转式可控径喷嘴、织构加工监测及反馈控制系统,介质水通过反射式激光空化发生器后产生大量空化气泡,经由旋转式可控径喷嘴将空化气泡传递至加工材料表面,利用空化气泡的破碎力进行织构加工,加工过程中破碎力通过织构加工监测及反馈控制系统实时控制,同时由X-Y方向数控精密动平台和Z方向电磁施载机构实现工件给定位置处的织构化。
所述反射式激光空化发生器由激光发射器、中空式空化发生罐以及激光反射镜组成,激光发射器安装在中空式空化发生罐内部,向中空式空化发生罐外侧发射激光;中空式空化发生罐外侧设置有激光反射镜,实现一个激光发射器发射的激光可以两次通过液体内部产生气泡,以减少激光发射器数目。
优选的,中空式空化发生罐材料为有机透明玻璃,以方便激光作用在液体上产生空化气泡;所述的织构加工监测及反馈控制系统包括空化泡数密度监测、反馈控制系统与空化泡均一性监测、反馈控制系统,监测系统通过监测空化泡数密度与均一性,产生信号传送至采集卡系统,采集卡系统将信号传递至计算机系统,计算机系统产生信号传递至反馈控制系统。
所述的空化泡数密度监测系统包括流量监测系统与空化泡数目监测系统;
所述流量监测系统通过流量计对管路流量进行监测,这些流量计可选用电磁流量计、涡街流量计等;
所述空化泡数目监测系统通过高速摄像机机采集图像,通过基于形态学的颗粒图像二值化算法进行气泡数目统计;
所述空化泡数密度反馈控制系统包括两级控制,由流量控制系统和激光能量控制系统组成,流量控制系统通过调压阀实现管路压力与流量的控制,激光能量控制系统通过控制激光强度,实现不同空化气泡数目的控制;
优选的,反射式激光空化发生器采用脉冲激光,通过调节脉冲宽度和幅值实现空化泡数密度的控制。
所述的空化泡均一性监测系统包括距离监测系统与磨屑粒径分析系统,通过监测旋转式可控径喷嘴与加工工件之间的距离及加工磨屑的粒径分布情况计算空泡数的均一性;
所述距离监测系统通过电涡流位移传感器监测旋转式可控径喷嘴与加工工件之间的距离;
所述磨屑粒径分析系统通过激光粒度仪对加工磨屑进行粒径分析,如果磨屑粒径分布覆盖范围过大,说明到达工件表面的空化泡粒径不均匀,反之,说明到达工件表面的空化泡粒径较为均匀;
所述空化泡均一性反馈控制系统包括两级控制,由喷头直径控制系统和距离控制系统组成,喷头直径控制系统通过伺服电机经齿轮带动旋转式可控径喷嘴实现控制,距离控制系统通过电磁施载机构和数控精密动平台调节该距离;
所述旋转式可控径喷嘴设置有直射型控径喷嘴、散射型控径喷嘴两种型号,分别适用于推力轴承等平行接触副表面和滑动轴承等非平行接触副内表面的织构加工;
优选的,所述直射型控径喷嘴由锥形螺母与爪式喷头组成,锥形螺母外壁设置有齿轮状凸起,喷嘴直径由伺服电机经齿轮带动齿轮状凸起实现控制,爪式喷头包括外侧金属层和内侧薄橡胶层组成,内侧薄橡胶层由外侧金属层加持实现固定,爪式喷头在外侧金属层上开槽以实现不同直径的控制。
优选的,所述散射型控径喷嘴由双层金属组成,分为内侧固定层和外侧旋转层,双层金属均在侧面开孔,以便于将喷嘴伸入滑动轴承内侧,内侧固定层与管道连接,外侧旋转层外壁设置有齿轮状凸起,通过伺服电机经齿轮带动外侧金属层外壁的齿轮状凸起实现散射型控径喷嘴直径的控制;
所述距离控制系统包括X-Y方向数控精密动平台与Z方向电磁施载机构,对于直射型控径喷嘴,所述的X-Y方向数控精密动平台用于精确控制织构间的距离,所述Z方向电磁施载机构用于精确控制直射型控径喷嘴与加工工件之间的距离,进而控制到达加工工件的空化气泡数目;对于散射型控径喷嘴,所述的X-Y方向数控精密动平台用于控制散射型控径喷嘴与加工工件之间的距离,所述的Z方向电磁施载机构用于精确控制织构间的距离。
优选的,所述电磁施载机构包括电磁力器、弹簧支撑件、控制杆,电磁力器和弹簧支撑件分别连接控制杆,通过改变电磁力器的电流大小控制控制杆的高低,并由弹簧支撑件发挥缓冲作用。
与现有技术相比,本发明所具有的有益效果是:
1、本发明的基于可控空蚀技术的织构加工试验装置,依靠空化气泡破裂时产生的破碎力在轴承表面进行织构加工,与传统的激光加工技术相比,避免了“翻边”现象,具有无热变形、无须二次加工、不受加工材料限制且可进行滑动轴承类曲面织构加工等优点;
2、在本发明织构加工试验台中设置了织构加工监测及反馈控制系统,通过监测空化泡数密度与均一性,产生信号传送至采集卡系统,采集卡系统将信号传递至计算机系统,计算机系统产生电信号传递至反馈控制系统,与传统织构加工技术相比,可以根据轴承表面的织构加工情况对试验台进行实时反馈控制,实现了轴承表面织构加工的分级、分类与分层控制;
3、所述的旋转式可控径喷嘴设置为直射型控径喷嘴与散射型控径喷嘴,直射型控径喷嘴用于推力轴承等平行接触副表面的织构加工,散射型控径喷嘴用于滑动轴承等非平行接触副内表面的织构加工,与传统的织构加工试验台相比,可实现同时满足不同形式轴承表面的织构加工;
4、所述的直射型控径喷嘴由锥形螺母与爪式喷头组成,锥形螺母外壁设置有齿轮状凸起,喷嘴直径由伺服电机经齿轮带动凸起实现控制,爪式喷头包括外侧金属层和内侧薄橡胶层组成,内侧薄橡胶层由外侧金属层加持实现固定,爪式喷头在外侧金属层上开槽以实现不同直径的控制,与传统喷嘴相比,可以实现喷嘴直径的实时控制;
5、所述的散射型控径喷嘴由双层金属组成,双层金属均在侧面开孔,使空化气泡从喷嘴侧面喷出,以便于将喷嘴伸入滑动轴承内侧进行表面织构加工,并通过旋转外侧金属层控制散射型控径喷嘴的喷口直径,与传统织构加工技术相比,可以实现喷嘴直径的实时控制与滑动轴承等曲面类轴承内表面的织构加工;
6、所述的可控空蚀技术的织构加工试验台采用反射式激光空化发生器,与传统的空化发生器相比,在实现空化气泡粒径与数目实时快速控制的同时,由于设置有反射镜,可以进一步减少激光发生器的数量。
附图说明
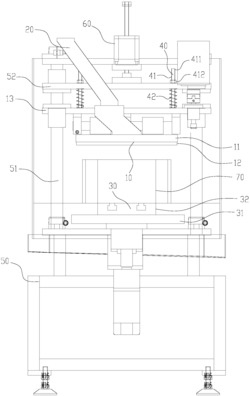
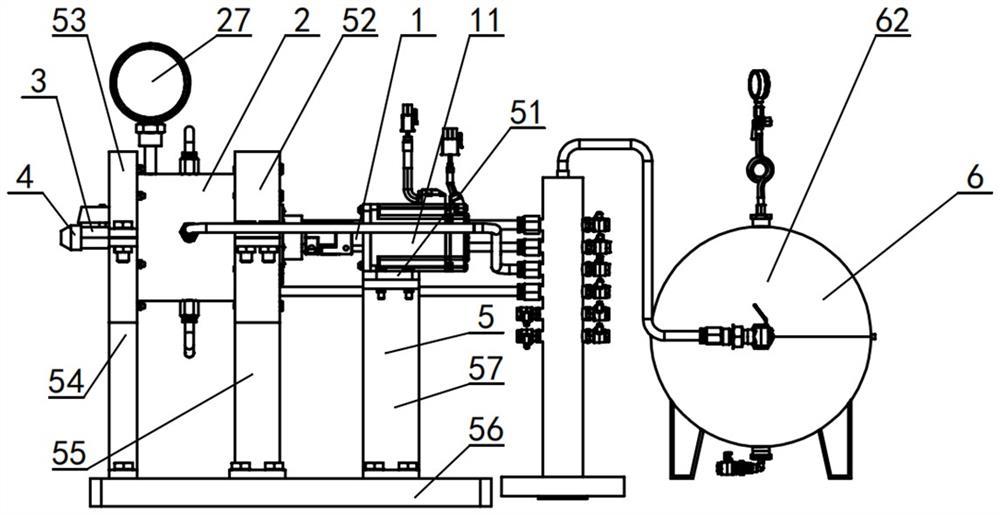
图1为织构加工试验装置结构示意图;
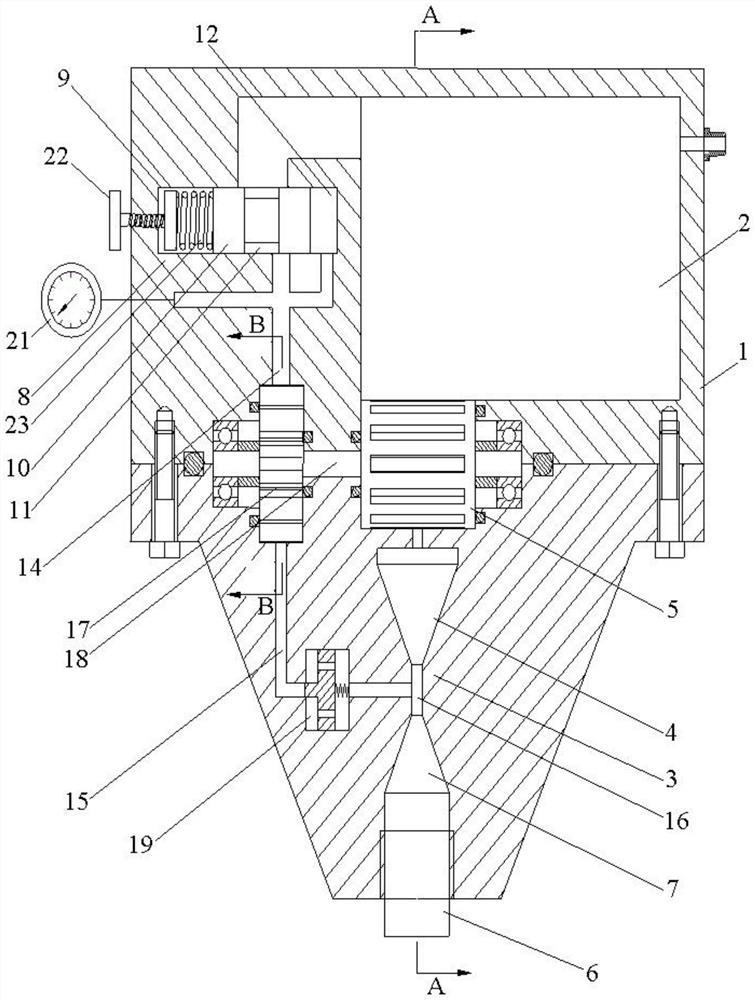
图2为反射式激光空化发生器示意图;
图3为直射型控径喷嘴爆炸图;
图4为直射型控径喷嘴二维示意图;
图5为锥形螺母主视图;
图6为散射型控径喷嘴装配图;
图7为散射型控径喷嘴爆炸图;
其中:1、储水罐2、Y型过滤器3、缓冲罐4、稳压阀5、流量计6、水泵7、调压阀8、压力表9、Z方向电磁施载机构10、反射式激光空化发生器11、空化泡数目监测系统12、旋转式可控径喷嘴13、距离监测系统14、磨屑粒径分析系统15、加工工件16、X-Y方向数控精密动平台17、采集卡系统18、计算机系统19、空化泡数密度监测与反馈控制系统20、空化泡均一性监测与反馈控制系统9-1、电磁力器9-2、弹簧支撑件9-3、控制杆10-1、激光发射器10-2、中空式空化发生罐10-3、激光反射镜12-1、直射型控径喷嘴12-2、锥形螺母12-3、爪式喷头12-4、散射型控径喷嘴12-5、内侧固定层12-6、外侧旋转层19-1、空化泡数密度监测系统19-2、空化泡数密度控制系统20-1空化泡均一性监测系统20-2、空化泡均一性控制系统。
具体实施方式
以下结合附图实施例对本发明作进一步详细描述。
以下由特定的具体实施例说明本发明的实施方法,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
参阅附图,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的位置限定用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
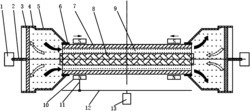
如图1所示,该基于可控空蚀技术的织构加工试验装置,其特征在于包括储水罐(1)、X-Y方向数控精密动平台(16)、Z方向电磁施载机构(9)、反射式激光空化发生器(10)、旋转式可控径喷嘴(12)、空化泡数密度控制系统(19)、空化泡均一性控制系统(20),来源于储水罐(1)的介质水由水泵(6)提供能量,首先经过Y型过滤器(2)进行过滤,其次依次经过缓冲罐(3)与稳压阀(4)进行稳流,经由管路中流量计(6)、调压阀(7)等调节管道状态,通过反射式激光空化发生器(10)后产生大量空化气泡,经由旋转式可控径喷嘴(12)将空化气泡传递至加工工件(15)表面,利用空化气泡的破碎力进行织构加工,加工过程中破碎力通过织构加工监测及反馈控制系统实时控制,同时由X-Y方向数控精密动平台(16)和Z方向电磁施载机构(9)实现工件给定位置处的织构化。
所述织构加工监测及反馈控制系统包括空化泡数密度监测与反馈控制系统(19)与空化泡均一性监测与反馈控制系统(20),监测系统通过监测空化泡数密度与均一性,产生信号传送至采集卡系统(17),采集卡系统(17)将信号传递至计算机系统(18),计算机系统(18)产生信号传递至反馈控制系统。其中空化泡数密度监测与反馈控制系统(19)包括空化泡数密度监测系统(19-1)和空化泡数密度控制系统(19-2),空化泡均一性监测与反馈控制系统(20)包括空化泡均一性监测系统(20-1)和空化泡均一性控制系统(20-2)。
所述空化泡数密度监测系统(19-1)包括流量监测系统与空化泡数目监测系统,其中,流量监测系统通过流量计(5)对管路流量进行监测,这些流量计包括电磁流量计、涡街流量计等。同时,空化泡数目监测系统通过高速摄像机机采集图像,通过基于形态学的颗粒图像二值化算法进行气泡数目统计。
空化泡数密度控制系统19-2包括两级控制,分别由流量控制系统和激光能量控制系统组成,流量控制系统通过调压阀(7)实现管路压力与流量的控制,激光能量控制系统通过控制激光发射器(10-1)发射的激光强度,实现不同空化气泡数目的控制。同时,反射式激光空化发生器(10)采用脉冲激光,通过调节脉冲宽度和幅值实现空化泡数密度的控制。
空化泡均一性监测系统20-1包括距离监测系统与磨屑粒径分析系统,通过监测旋转式可控径喷嘴(12)与加工工件(15)之间的距离及加工磨屑的粒径分布情况推断空泡数的均一性。
距离监测系统(13)通过电涡流位移传感器监测旋转式可控径喷嘴(12)与加工工件(15)之间的距离,磨屑粒径分布系统(14)通过激光粒度仪对加工磨屑进行粒径分析,如果磨屑粒径分布覆盖范围过大,说明到达工件表面的空化泡粒径不均匀,反之,说明到达工件表面的空化泡粒径较为均匀。
空化泡均一性控制系统20-2包括两级控制,分别由喷头直径控制系统和距离控制系统组成,喷头直径控制系统通过伺服电机经齿轮带动旋转式可控径喷嘴(12)实现控制,距离控制系统通过Z方向电磁施载机构(9)和X-Y方向数控精密动平台(16)调节该距离。
Z方向电磁施载机构(9)包括电磁力器(9-1)、弹簧支撑件(9-2)、控制杆(9-3)组成,通过改变电磁力器的电流大小控制控制杆的高低,并由弹簧支撑件发挥缓冲作用;
如图2所示,为反射式激光空化发生器示意图,所述反射式激光空化发生器由激光发射器(10-1)、中空式空化发生罐(10-2)以及激光反射镜(10-3)组成,激光发射器(10-1)安装在中空式空化发生罐(10-2)内部,向中空式空化发生罐(10-2)外侧发射激光。中空式空化发生罐(10-2)材料为有机透明玻璃,以方便激光作用在液体上产生空化气泡,同时,中空式空化发生罐(10-2)外侧设置有激光反射镜(10-1),可以实现一个激光发射器(10-1)发射的激光可以两次通过液体内部产生气泡,以减少激光发射器(10-1)数目。
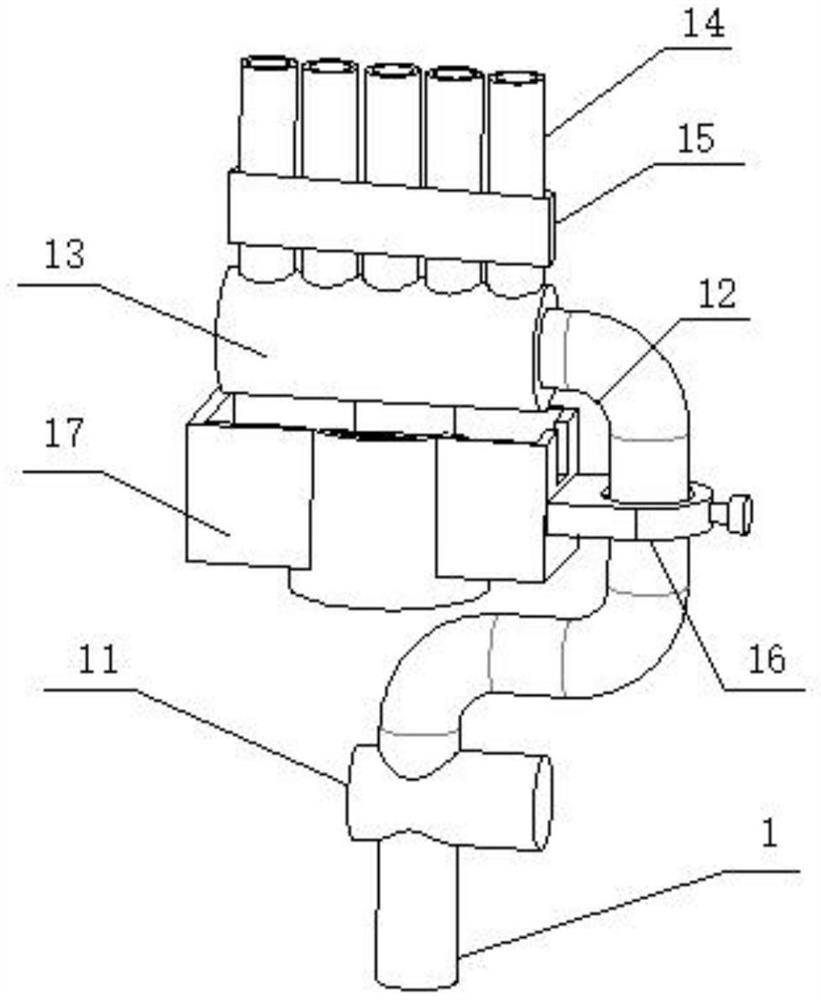
如图3所示,为直射型控径喷嘴爆炸图,图4为直射型控径喷嘴二维示意图,图5为锥形螺母主视图,直射型控径喷嘴(12-1)由锥形螺母(12-2)与爪式喷头(12-3)组成,锥形螺母外壁设置有齿轮状凸起,喷嘴直径由伺服电机经齿轮带动齿轮状凸起实现控制,实现喷嘴口径在最小口径dmin与最大口径之间口径d的调节变化,爪式喷头包括外侧金属层和内侧薄橡胶层组成,内侧薄橡胶层由外侧金属层加持实现固定,爪式喷头在外侧金属层上开槽以实现不同直径的控制。
图6为散射型控径喷嘴装配图,图7为散射型控径喷嘴爆炸图,如图所示,
散射型控径喷嘴(12-4)由内侧固定层(12-5)与外侧旋转层(12-6)双层金属组成,双层金属均在侧面开孔,以便于将喷嘴伸入滑动轴承内侧,内侧固定层(12-5)与管道连接,外侧旋转层(12-6)外壁设置有齿轮状凸起,通过伺服电机经齿轮带动外侧金属层(12-6)外壁的齿轮状凸起实现散射型控径喷嘴(12-4)直径的控制;
距离控制系统包括X-Y方向数控精密动平台(16)与Z方向电磁施载机构(9),对于直射型控径喷嘴(12-1),所述的X-Y方向数控精密动平台(16)用于精确控制织构间的距离,所述的Z方向电磁施载机构(9)用于精确控制直射型控径喷嘴(12-1)与加工工件(15)之间的距离,进而控制到达加工工件(15)的空化气泡数目;对于散射型控径喷嘴(12-4),所述的X-Y方向数控精密动平台(16)用于控制散射型控径喷嘴(12-4)与加工工件(15)之间的距离,所述的Z方向电磁施载机构(9)用于精确控制织构间的距离。
以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例。但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
一种基于可控空蚀技术的织构加工试验装置专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0