








专利摘要
本发明提供了一种消失模铸造浇铸过程监测系统,包括RFID标签、浇铸线和冷却线RFID识别装置、浇铸信息采集模块、PLC控制器、光电转换器、无线通讯模块和工控机,浇铸线RFID识别装置包括设置在每条浇铸线上且与RFID标签相对面的RFID读写器和接近开关,冷却线RFID识别装置包括设置在冷却线上且与RFID标签相对面的RFID读写器和接近开关,采用射频识别技术实现砂箱信息的识别;利用光电转换器实现PLC控制器和MES系统间的数据交换;利用无线通讯模块实现MES系统与工控机之间的数据传输;通过工控机实现砂箱在浇铸线移动时位置的动态显示,并实时显示砂箱的浇铸状态、浇铸时间和浇铸速率。本发明节约了时间成本,提高了浇铸速率,为建立产品的全生命周期追溯奠定基础。
权利要求
1.一种消失模铸造浇铸过程监测系统,包括MES系统,所述MES系统用于浇铸生产过程信息化管理,其特征在于:还包括RFID标签、浇铸线RFID识别装置、冷却线RFID识别装置、砂箱、浇铸信息采集模块、PLC控制器、光电转换器、无线通讯模块和工控机,所述RFID标签设置在位于砂箱底部的小车中部,用于存储砂箱的信息;所述浇铸线RFID识别装置包括设置在每条浇铸线上且与RFID标签相对面的RFID读写器和接近开关,所述每条浇铸线上的接近开关用于启动对应RFID读写器的读写功能,该RFID读写器与RFID标签配合用于读取砂箱编号以及砂箱内部模样的唯一码;所述冷却线RFID识别装置包括设置在冷却线上且与RFID标签相对面的RFID读写器和接近开关,所述每条冷却线上的接近开关用于启动对应RFID读写器的读写功能,该RFID读写器与RFID标签配合用于解除砂箱编号和模样唯一码间的关系;所述浇铸信息采集模块设置在浇铸机内,用于采集砂箱浇铸状态信息;所述浇铸信息采集模块、浇铸线和冷却线上的RFID读写器的输出信息均传输至PLC控制器,所述PLC控制器和光电转换器设置在位于浇铸区域的PLC控制柜内,所述PLC控制器对接收的信息进行处理并通过光电转换器传输至MES系统,所述MES系统通过无线通讯模块与工控机进行信息通讯,工控机可在MES系统中查询砂箱设定的工艺参数和实时浇铸状态信息;所述工控机设置在浇铸机操作室内,用于浇铸系统的信息处理及显示。
2.根据权利要求1所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述浇铸线RFID识别装置设置在每条浇铸线进口处第一个砂箱位置的砂箱导轨上,所述浇铸线RFID识别装置中的RFID读写器与RFID标签相对匹配设置,所述浇铸线RFID识别装置中的接近开关为两个,分别设置在RFID读写器的两侧。
3.根据权利要求1所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述冷却线RFID识别装置设置在冷却线出口处最后一个砂箱位置的砂箱导轨上,所述冷却线RFID识别装置中的RFID读写器与RFID标签相对匹配设置,所述冷却线RFID识别装置中的接近开关设置在RFID读写器的一侧。
4.根据权利要求2或3所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述浇铸线RFID识别装置、冷却线识别装置以及RFID标签设置于砂箱导轨的同一侧,所述RFID读写器与RFID标签的间距为100-200mm,所述接近开关与砂箱底部小车凸起处的间距为15mm。
5.根据权利要求1所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述浇铸信息采集模块包括设置在浇铸机底部的温度传感器和光电开关,以及设置在浇铸机内的压力传感器,用于采集砂箱的浇铸状态、浇铸时间和产品重量。
6.根据权利要求1所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述无线通讯模块设置在浇铸区域中心位置,以确保MES系统和工控机间的数据交换无延时。
7.根据权利要求1所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述RFID标签用于存储砂箱的信息,所述砂箱的信息是指砂箱编号以及砂箱内部模样参数。
8.根据权利要求1所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述工控机可以实时显示浇铸区域内砂箱的位置、浇铸状态、浇铸时间、浇铸速率和产品重量;基于砂箱编号和模样的唯一码,所述工控机可以通过无线模块在MES系统上查询砂箱设定的工艺参数,以便操作人员及时调整浇铸;同时所述工控机上的浇铸完成信息可以同步在MES系统,并在MES系统上显示其浇铸时间和浇铸速率。
9.根据权利要求1所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述接近开关设置在接近开关支架上,所述接近开关支架安装在砂箱导轨上;所述RFID读写器上设有防护罩。
10.根据权利要求1所述的一种消失模铸造浇铸过程监测系统,其特征在于:所述RFID标签设置在标签支架上,所述标签支架安装在砂箱底部的小车上,并在RFID标签和标签支架之间设置隔热层。
说明书
技术领域
本实用新型涉及消失模铸造技术,具体涉及一种消失模铸造浇铸过程监测系统。
背景技术
在消失模铸造浇铸时操作人员和浇铸机位于砂箱的顶部,在当前铁水包浇铸完成后进行下一轮的浇铸时,需要人工查看哪个砂箱还没有浇铸完成,然后移动浇铸机至相应位置,这一过程损耗了大量的时间,因此降低了浇铸速率。此外,虽然现有的消失模铸造行业中已经建立起产品从预发泡至浇铸前的追溯体系,但是由于浇铸环境比较恶劣,无法对浇铸过程进行有效的监测和建立产品的全生命周期追溯。
实用新型内容
针对现有技术中的不足,本实用新型提供一种消失模铸造浇铸过程监测系统。
为实现上述目的,本实用新型采用了以下技术方案:
一种消失模铸造浇铸过程监测系统,包括MES系统,所述MES系统用于浇铸生产过程信息化管理,其中包括RFID标签、浇铸线RFID识别装置、冷却线RFID识别装置、砂箱、浇铸信息采集模块、PLC控制器、光电转换器、无线通讯模块和工控机,所述RFID标签设置在位于砂箱底部的小车中部,用于存储砂箱的信息;所述浇铸线RFID识别装置包括设置在每条浇铸线上且与RFID标签相对面的RFID读写器和接近开关,所述每条浇铸线上的接近开关用于启动对应RFID读写器的读写功能,该RFID读写器与RFID标签配合用于读取砂箱编号以及砂箱内部模样的唯一码;所述冷却线RFID识别装置包括设置在冷却线上且与RFID标签相对面的RFID读写器和接近开关,所述每条冷却线上的接近开关用于启动对应RFID读写器的读写功能,该RFID读写器与RFID标签配合用于解除砂箱编号和模样唯一码间的关系;所述浇铸信息采集模块设置在浇铸机内,用于采集砂箱浇铸状态信息;所述浇铸信息采集模块、浇铸线和冷却线上的RFID读写器的输出信息均传输至PLC控制器,所述PLC控制器和光电转换器设置在位于浇铸区域的PLC控制柜内,所述PLC控制器对接收的信息进行处理并通过光电转换器传输至MES系统,所述MES系统通过无线通讯模块与工控机进行信息通讯,所述工控机可在MES系统中可查询砂箱设定的工艺参数和实时浇铸状态信息;所述工控机设置在浇铸机操作室内,用于浇铸系统的信息处理及显示。
进一步的,所述浇铸线RFID识别装置设置在每条浇铸线进口处第一个砂箱位置的砂箱导轨上,所述浇铸线RFID识别装置中的RFID读写器与RFID标签相对匹配设置,所述浇铸线RFID识别装置中的接近开关为两个,分别设置在RFID读写器的两侧。
再进一步的,所述冷却线RFID识别装置设置在冷却线出口处最后一个砂箱位置的砂箱导轨上,所述冷却线RFID识别装置中的RFID读写器与RFID标签相对匹配设置,所述冷却线RFID识别装置中的接近开关设置在RFID读写器的一侧。
更进一步的,所述浇铸线RFID识别装置、冷却线识别装置以及RFID标签设置于砂箱导轨的同一侧,所述RFID读写器与RFID标签的间距为100-200mm,所述接近开关与砂箱底部小车凸起处的间距为15mm。
更进一步的,所述浇铸信息采集模块包括设置在浇铸机底部的温度传感器和光电开关,以及设置在浇铸机内的压力传感器,用于采集砂箱的浇铸状态、浇铸时间和产品重量。根据温度传感器采集的温度信息和光电开关的状态,工控机可以判断浇铸机是处于浇铸状态,还是浇铸完成,根据压力传感器采集的信息,工控机可以计算出浇铸机浇铸的产品重量。
更进一步的,所述无线通讯模块设置在浇铸区域中心位置,以确保MES系统和工控机间的数据交换无延时。
更进一步的,所述RFID标签用于存储砂箱的信息,所述砂箱的信息是指砂箱编号以及砂箱内部模样参数。
更进一步的,所述工控机可以实时显示浇铸区域内砂箱的位置、浇铸状态、浇铸时间、浇铸速率和产品重量;基于砂箱编号和模样的唯一码,所述工控机可以通过无线模块在MES系统上查询砂箱设定的工艺参数,以便操作人员及时调整浇铸;同时所述工控机上的浇铸完成信息可以同步在MES系统,并在MES系统上显示其浇铸时间和浇铸速率。
更进一步的,所述接近开关设置在接近开关支架上,所述接近开关支架安装在砂箱导轨上;所述RFID读写器上设有防护罩。
更进一步的,所述RFID标签设置在标签支架上,所述标签支架安装在砂箱底部的小车上,并在FID标签4和标签支架之间设置隔热层。
与现有技术相比,本实用新型具有以下有益效果:
1、本实用新型在浇铸线RFID识别装置中采用两个接近开关控制RFID读写器的工作,降低了设备故障风险,提高了系统的稳定性和可靠性。
2、本实用新型通过浇铸线RFID识别装置和设置在砂箱上的RFID标签配合,实现自动识别砂箱在浇铸线的相对位置,通过冷却线RFID识别装置和设置在砂箱上的RFID标签配合,实现自动识别砂箱在冷却线的相对位置,通过工控机实现了砂箱在浇铸线和冷却线移动时位置的动态显示,方便操作人员实时了解生产进度。
3、本实用新型能够实时显示砂箱的浇铸状态,以供操作人员参考,节约了时间成本,提高了浇铸速率;同时PLC控制器、MES系统和工控机之间可实时进行信息通讯,提升了消失模铸造的智能化水平,便于统一管理,进一步完善了产品的全生命周期管理。
附图说明
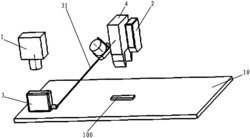
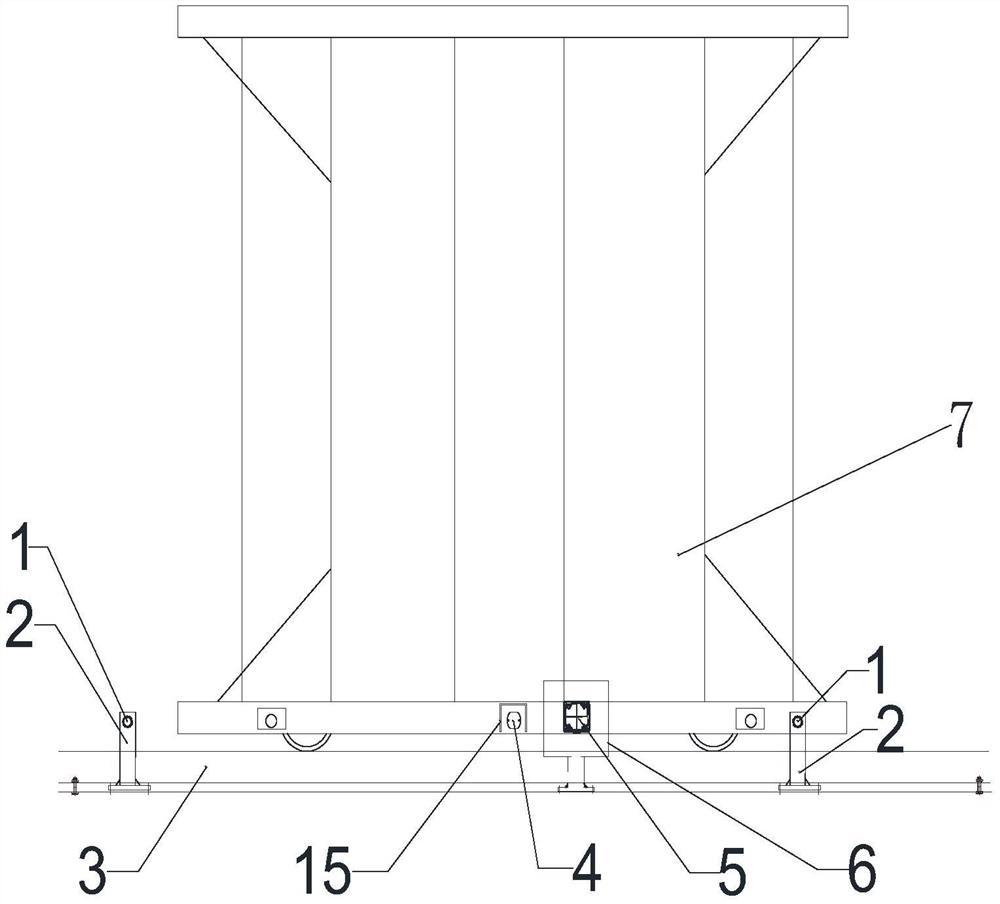
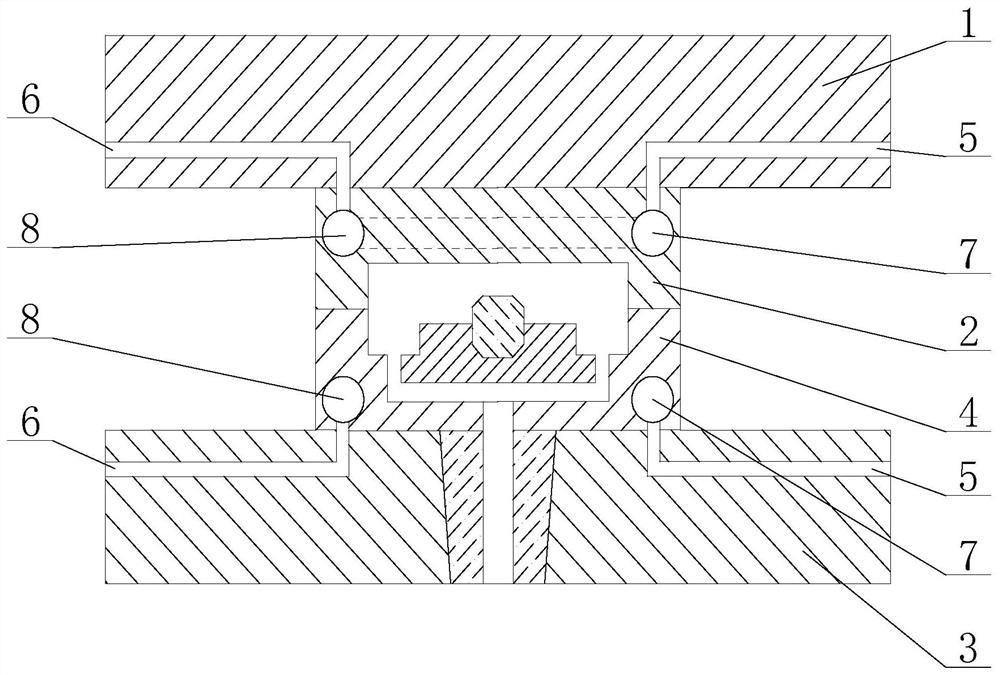
图1为本实用新型中浇铸线RFID识别装置和冷却线RFID识别装置的结构示意图。
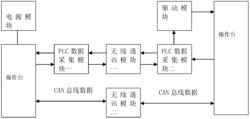
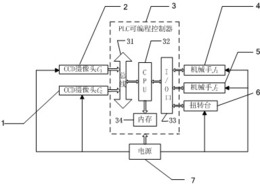
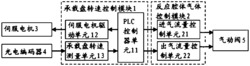
图2为本实用新型中的监测信息通讯示意图。
其中,1-接近开关,2-接近开关支架,3-砂箱导轨,4-RFID标签,5-RFID读写器,6-防护罩,7-砂箱,8-温度传感器,9-光电开关,10-PLC控制器,11-光电转换器,12-MES系统,13-工控机,14-无线通讯模块,15-标签支架,16-压力传感器。
具体实施方式
下面结合附图并通过具体实施例来进一步说明本实用新型的技术方案。本领域技术人员应该明了,所述具体实施方式仅仅是帮助理解本实用新型,不应视为对本实用新型的具体限制。
如图1-2所示,一种消失模铸造浇铸过程监测系统包括MES系统12、RFID标签4、浇铸线RFID识别装置、冷却线RFID识别装置、砂箱7、浇铸信息采集模块、PLC控制器10、光电转换器11、无线通讯模块14和工控机13,所述MES系统用于浇铸生产过程信息化管理,所述RFID标签4设置在位于砂箱7底部的小车中部,用于存储砂箱的信息;所述浇铸线RFID识别装置包括设置在每条浇铸线进口处第一个砂箱位置的砂箱导轨上,且与RFID标签4相对面的RFID读写器5和接近开关1,所述每条浇铸线上的接近开关1用于启动对应RFID读写器5的读写功能,该RFID读写器5与RFID标签4配合用于读取砂箱编号以及砂箱内部模样的唯一码;所述冷却线RFID识别装置包括设置在出口处最后一个砂箱位置的砂箱导轨上,且与RFID标签4相对面的RFID读写器5和接近开关1,所述每条冷却线上的接近开关1用于启动对应RFID读写器5的读写功能,该RFID读写器5与RFID标签4配合用于解除砂箱编号和模样唯一码间的关系;所述浇铸信息采集模块设置在浇铸机底部,用于采集砂箱浇铸状态信息;所述浇铸信息采集模块、浇铸线和冷却线上的RFID读写器5的输出信息均传输至PLC控制器10,所述PLC控制器10和光电转换器11设置在位于浇铸区域的PLC控制柜内,所述PLC控制器10对接收的信息进行处理并通过光电转换器11传输至MES系统12,所述MES系统12通过无线通讯模块14与工控机13进行信息通讯,所述无线通讯模块14设置在浇铸区域中心位置,以确保MES系统12和工控机13间的数据交换无延时;工控机13可在MES系统12中查询砂箱7设定的工艺参数和实时浇铸状态信息;所述工控机13设置在浇铸机操作室内,用于浇铸系统的信息处理及显示。
RFID标签4用于存储砂箱7的信息,砂箱7的信息是指砂箱7编号以及砂箱7内部模样。所述RFID标签4设置在标签支架15上,所述标签支架15安装在砂箱底部的小车上,考虑到小车的温度较高,在标签支架15与RFID标签4之间设置8mm的胶木板,进行隔温处理。
所述浇铸线RFID识别装置、冷却线识别装置以及RFID标签设置于砂箱导轨的同一侧,其中,所述浇铸线RFID识别装置中的接近开关1为两个,分别设置在其对应RFID读写器5的两侧,安装于接近开关支架2上。所述冷却线RFID识别装置中的接近开关1为一个,设置在其对应RFID读写器5的一侧,安装于接近开关支架2上。RFID读写器5与RFID标签4的间距为200mm(也可以为100mm或150mm),接近开关1与砂箱7底部小车凸起处的间距为15mm;RFID读写器5上设有防护罩6。
所述浇铸信息采集模块包括设置在浇铸机底部的温度传感器8和光电开关9,以及设置在浇铸机内的压力传感器16,用于采集砂箱7的浇铸状态、浇铸时间和产品重量,并将数据传至PLC控制器10;PLC控制器10对接受的信息进行处理通过光电转换器11传输至MES系统12。
在浇铸过程中有待浇铸的砂箱7驶入浇铸线上时,位于浇铸线入口的RFID读写器5会自动识别砂箱7的编号,PLC控制器10在接受到信息后会将数据作处理并通过光电转换器11将其传输至MES系统12;当有冷却完成的砂箱7驶出冷却线时,位于冷却线出口最后一个砂箱位置的RFID读写器5会自动识别砂箱7的编号,PLC控制器10在接受到信息后会将数据作处理并通过光电转换器11将其传输至MES系统12。
基于砂箱7编号和模样的唯一码,位于浇铸机操作室内的工控机13可以通过无线通讯模块14在MES系统12中查询砂箱7设定的工艺参数和实时浇铸状态信息,并在监测界面实时显示浇铸区域内砂箱7的位置、浇铸状态、浇铸时间、浇铸速率(根据浇铸状态和浇铸时间计算可得)和产品重量;操作人员根据实际浇铸状态信息,可及时调整浇铸;同时所述工控机13上的浇铸完成信息可以同步在MES系统12,并在MES系统12上显示其浇铸时间和浇铸速率。
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,可以根据本实用新型所提到的技术方案进行通同等替换或是改进。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护。
一种消失模铸造浇铸过程监测系统专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。












动态评分
0.0