

IPC分类号 : B22D47/00I,B22C9/20I,B22C9/06I,B22D35/04I,B22D33/04I,B22D29/06I






专利摘要
本实用新型涉及一种奥贝磨球自动成型生产设备,包括输送轨道,在输送轨道上方安装有浇注机,浇注机的浇注输出口从输送轨道上方一侧伸出,在输送轨道的该侧外沿平行于输送轨道的方向按间距设置有多个浇注位,形成一条浇注线,每个浇注位均安装有一钢模支座,在钢模支架上安装有上定模和下动模,在合模状态下,两模之间构成多个磨球成型腔,在上定模和下动模内设置有浇道,连通磨球成型腔及上定模上端,在浇道上方设有浇口杯;在浇注机移至与浇注位对正位置,浇注输出口与浇口杯上下衔接;在每个浇注位对应于下动模的下方均安装有溜板,溜板朝远离对应输送轨道的方向外倾斜设置,在溜板下方设有输送机。本设备保证了产品的浇注质量、具有较高生产效率。
权利要求
1.一种奥贝磨球自动成型生产设备,其特征在于:包括呈直线设置的输送轨道,在输送轨道上方安装有可沿输送轨道移动的浇注机,浇注机的浇注输出口从输送轨道上方的一侧伸出,在输送轨道的该侧外沿平行于输送轨道的方向按间距设置有多个浇注位,形成一条浇注线,每个浇注位均安装有一钢模支座,在钢模支架上安装有上定模和能实现上下移动和倾翻的下动模;上定模和下动模上下对正配合;在合模状态下,上定模和下动模之间构成多个磨球成型腔,在上定模和下动模内设置有浇道,所述浇道连通磨球成型腔及上定模上端,在浇道上方正对设置有浇口杯;在浇注机移至与浇注位对正位置,浇注机的浇注输出口与对应浇注位的浇口杯形成上下衔接;
在每个浇注位对应于下动模的下方均安装有溜板,沿由上至下的方向,所述溜板朝远离对应输送轨道的方向外倾斜设置,在溜板上设置有供倾倒出的磨球下滑的溜板槽,在溜板的下方设置有呈直线布置的输送机,输送机沿着与输送轨道平行的方向设置。
2.根据权利要求1所述的奥贝磨球自动成型生产设备,其特征在于:所述输送轨道为平行设置的两条,两条输送轨道对称设置于输送机的两侧,两条输送轨道的内侧各对应设置一条浇注线。
3.根据权利要求1所述的奥贝磨球自动成型生产设备,其特征在于:所述上定模包括上模架和上模本体,上模本体与上定模架可拆卸式固定连接;所述下动模包括下模架和下模本体,所述下模本体通过连接于其下部且从两侧伸出的支撑轴与下模架可转动式连接;在每个浇注位的钢模支座的外侧安装有竖向导轨,所述上模架以上下可调位的方式与竖向导轨配合,并与钢模支座固定连接;所述下模架沿上下可滑动式连接于竖向导轨上,在下模架的下方设置有能驱动下动模上下移动的第一液压缸,第一液压缸的下部缸筒端与钢模支架的底座连接,第一液压缸的上端推杆端与下模架的下端部连接;在下模本体与下模架之间连接有下模本体外翻转驱动机构。
4.根据权利要求3所述的奥贝磨球自动成型生产设备,其特征在于:所述下模本体外翻转驱动机构包括第二液压缸、齿条和齿轮,所述齿条通过直线导轨与下模架靠近一侧的位置连接,所述齿轮安装于所述支撑轴上靠近一端的位置,所述齿轮与齿条形成齿啮合,所述第二液压缸连接于下模座上,第二液压缸的推杆端与齿条的一端连接。
5.根据权利要求3所述的奥贝磨球自动成型生产设备,其特征在于:所述上模本体的下端设置有多个上半球碗,所述下模本体上端设置有多个下半球碗,在上合模状态下,多个上半球碗与多个下半球碗一一对正,形成磨球成型腔;在上模本体内位于上半球碗的上部设置有上部冷却腔,在下模主体上位于下半球碗的下部设置有下部冷却腔,在上模本体的侧壁上和下模主体的侧壁均设置有与对应冷却腔连通的进液口和出液口;进液口与出液口通过软管与外设的冷却装置连接,形成冷却循环系统;上定模和下动模内设置的浇道由预制浇道件的内通道形成;在每个上半球碗的顶部与上模本体的上端之间均设置有排气通孔;在每个上半球碗的内碗面和下半球碗的内碗面均喷刷有涂层。
6.根据权利要求5所述的奥贝磨球自动成型生产设备,其特征在于:上模本体上的上半球碗和下模本体上的下半球碗均为四个,四个上半球碗和四个下半球碗均沿圆周方向均布设置;所述预制浇道件为上端为开口端、下端为封闭端的预制直浇道件,在预制浇道件上靠近下端的外侧沿圆周方向设置有四个球面状的凹窝,在四个凹窝与预制浇道件的竖向中心孔之间连通有径向分流孔;在上模本体的中心位置设置有竖直的浇道件插装孔,所述浇道件插装孔连通四个上半球碗和上模本体的上端面,在下模本体的上端位于四个下半球碗之间的位置设置有浇道件定位凹槽,浇道件定位凹槽与浇道件安装腔呈上下对正;在合模状态下,预制浇道件的下端部与浇道件定位凹槽形成定位接触,预制浇道件的上端部与浇道件插装孔形成插装配合,预制浇道件上的四个凹窝分别与四组上半球碗和下半球碗的配合结构拼合,形成四个完整的磨球成型腔。
7.根据权利要求6所述的奥贝磨球自动成型生产设备,其特征在于:所述预制浇道件为两瓣式扣合连接结构。
8.根据权利要求7所述的奥贝磨球自动成型生产设备,其特征在于:所述上模本体由上顶模本体主体部分及上盖连接构成,所述下模本体有下模本体主体部分及底盖连接构成。
说明书
技术领域
本实用新型属于奥贝磨球生产技术领域应用领域,具体涉及一种奥贝磨球自动成型生产设备。
背景技术
目前,磨球已经广泛应用于冶金、矿山、水泥等行业。由于磨球为易耗品,随着工业的发展,消耗量越来越大。其中显微组织呈奥氏体、贝氏体、球状石墨及碳化物的磨球,可称奥贝磨球,是一种球磨机专用磨球。该种磨球目前的生产方式有;砂型铸造成型生产、铁模覆砂铸造成型生产两种。由于铁模覆砂铸造生产相比于砂型铸造生产具有生产效率高等方面的优点,成为主要的生产模式。现有的铁模覆砂铸造成型生产为闭环式生产模式,具体为:铸造模具在一个闭环生产线上的多个工位移动,每一个工作循环,包括8个工作位,依次为:1、模内腔喷砂;2、冷却,在模内腔形成覆砂层;3、上下模合模;4、向模内腔中浇注铸造液;5、冷却定型,形成磨球;6、分模;7、下模倾翻,将磨球从模腔内倒出;8、清理模腔内的砂层。
上述现有钢模铸造生产方式存在以下几个方面的不足:
1、钢模在生产设备上的8个工位循环运动,受运动振动的影响,上下模之间难以避免出现微量错位,另外,浇道系统也难以避免出现局部破坏,导致难以保证产品的浇注质量,进而导致产品的合格率降低。
2、由于采用了闭环式生产模式,一旦某一工位出现问题,需要维修和维护时,整个生产线都要停止作业,无法保证产品的连续生产性,影响了产品的生产效率。
3、由于磨球成型前后需要在成型模具腔内覆盖砂模、清理砂模,生产成本高、污染环境。
经现有技术检索,未检索到与本专利相近技术方案。
实用新型内容
本实用新型的目的在于克服现有技术的不足之处,提供一种保证产品的浇注质量、大幅度提高产品的合格率、且可提高产品的连续生产性,具有较高生产效率的奥贝磨球自动成型生产设备。
本实用新型的上述目的通过如下技术方案来实现:
一种奥贝磨球自动成型生产设备,其特征在于:包括呈直线设置的输送轨道,在输送轨道上方安装有可沿输送轨道移动的浇注机,浇注机的浇注输出口从输送轨道上方的一侧伸出,在输送轨道的该侧外沿平行于输送轨道的方向按间距设置有多个浇注位,形成一条浇注线,每个浇注位均安装有一钢模支座,在钢模支架上安装有上定模和能实现上下移动和倾翻的下动模;上定模和下动模上下对正配合;在合模状态下,上定模和下动模之间构成多个磨球成型腔,在上定模和下动模内设置有浇道,所述浇道连通磨球成型腔及上定模上端,在浇道上方正对设置有浇口杯;在浇注机移至与浇注位对正位置,浇注机的浇注输出口与对应浇注位的浇口杯形成上下衔接;
在每个浇注位对应于下动模的下方均安装有溜板,沿由上至下的方向,所述溜板朝远离对应输送轨道的方向外倾斜设置,在溜板上设置有供倾倒出的磨球下滑的溜板槽,在溜板的下方设置有呈直线布置的输送机,输送机沿着与输送轨道平行的方向设置。
而且的,所述输送轨道为平行设置的两条,两条输送轨道对称设置于输送机的两侧,两条输送轨道的内侧各对应设置一条浇注线。
而且的,所述上定模包括上模架和上模本体,上模本体与上定模架可拆卸式固定连接;所述下动模包括下模架和下模本体,所述下模本体通过连接于其下部且从两侧伸出的支撑轴与下模架可转动式连接;在每个浇注位的钢模支座的外侧安装有竖向导轨,所述上模架以上下可调位的方式与竖向导轨配合,并与钢模支座固定连接;所述下模架沿上下可滑动式连接于竖向导轨上,在下模架的下方设置有能驱动下动模上下移动的第一液压缸,第一液压缸的下部缸筒端与钢模支架的底座连接,第一液压缸的上端推杆端与下模架的下端部连接;在下模本体与下模架之间连接有下模本体外翻转驱动机构。
而且的,所述下模本体外翻转驱动机构包括第二液压缸、齿条和齿轮,所述齿条通过直线导轨与下模架靠近一侧的位置连接,所述齿轮安装于所述支撑轴上靠近一端的位置,所述齿轮与齿条形成齿啮合,所述第二液压缸连接于下模座上,第二液压缸的推杆端与齿条的一端连接。
而且的,所述上模本体的下端设置有多个上半球碗,所述下模本体上端设置有多个下半球碗,在上合模状态下,多个上半球碗与多个下半球碗一一对正,形成磨球成型腔;在上模本体内位于上半球碗的上部设置有上部冷却腔,在下模主体上位于下半球碗的下部设置有下部冷却腔,在上模本体的侧壁上和下模主体的侧壁均设置有与对应冷却腔连通的进液口和出液口;进液口与出液口通过软管与外设的冷却装置连接,形成冷却循环系统;上定模和下动模内设置的浇道由预制浇道件的内通道形成;在每个上半球碗的顶部与上模本体的上端之间均设置有排气通孔;在每个上半球碗的内碗面和下半球碗的内碗面均喷刷有涂层。
而且的,上模本体上的上半球碗和下模本体上的下半球碗均为四个,四个上半球碗和四个下半球碗均沿圆周方向均布设置;所述预制浇道件为上端为开口端、下端为封闭端的预制直浇道件,在预制浇道件上靠近下端的外侧沿圆周方向设置有四个球面状的凹窝,在四个凹窝与预制浇道件的竖向中心孔之间连通有径向分流孔;在上模本体的中心位置设置有竖直的浇道件插装孔,所述浇道件插装孔连通四个上半球碗和上模本体的上端面,在下模本体的上端位于四个下半球碗之间的位置设置有浇道件定位凹槽,浇道件定位凹槽与浇道件安装腔呈上下对正;在合模状态下,预制浇道件的下端部与浇道件定位凹槽形成定位接触,预制浇道件的上端部与浇道件插装孔形成插装配合,预制浇道件上的四个凹窝分别与四组上半球碗和下半球碗的配合结构拼合,形成四个完整的磨球成型腔。
而且的,所述预制浇道件为两瓣式扣合连接结构。
而且的,所述上模本体由上模本体主体部分及上盖连接构成,所述下模本体有下模本体主体部分及底盖连接构成。
本实用新型具有的优点和积极效果:
本奥贝磨球自动成型生产设备特点为:采用了移动浇注机和多个并排设定的固定浇注位的布置结构,让浇注机在直线输送轨道上移动,分别给多个浇注位的磨球成型模具进行浇注,且每个浇注位的上模不动,下模相对于上模可上下移动,以实现合模和分模,另外,下模可倾翻,以实现将铸造成型的磨球倒出。本奥贝磨球自动成型生产设备具有如下优点:
1、使成型磨球的钢模固定在设定的浇注位上,相比于现有钢模生产方式,避免了钢模在工位之间移动,从而避免了由于钢模移动而造成的上下模错位,也避免了钢模移动而对浇注系统造成破坏,进而有利于保证磨球的成型质量,提高产品的合格率。
2、由于多个浇注位并排设置,多个浇注位均为独立单元,一些浇注位出现问题时,不影响其他浇注位的正常浇注生产,相比于现有的铁模覆砂成型生产方式,生产效率大幅度提高,保证了生产的连续性。
3、相比于现有的铁模覆砂成型生产方式,由于取消了覆砂、清砂环节,降低了成本,改善了工作环境。
附图说明
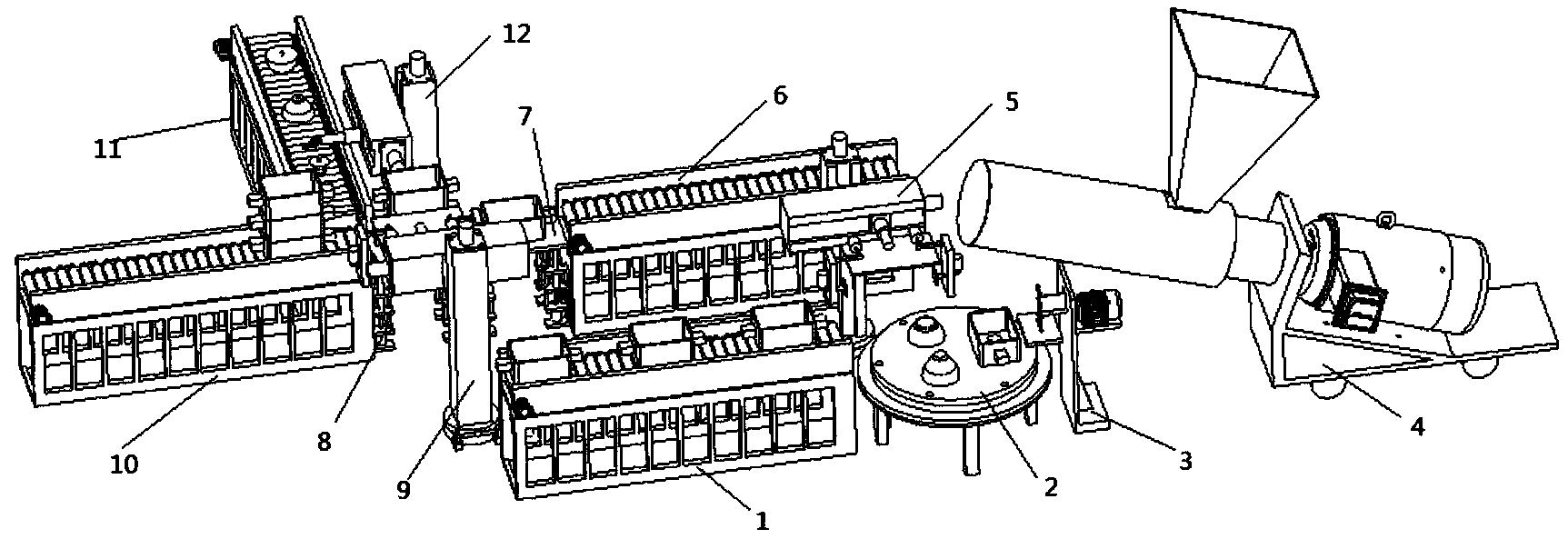
图1是本实用新型的俯视图;
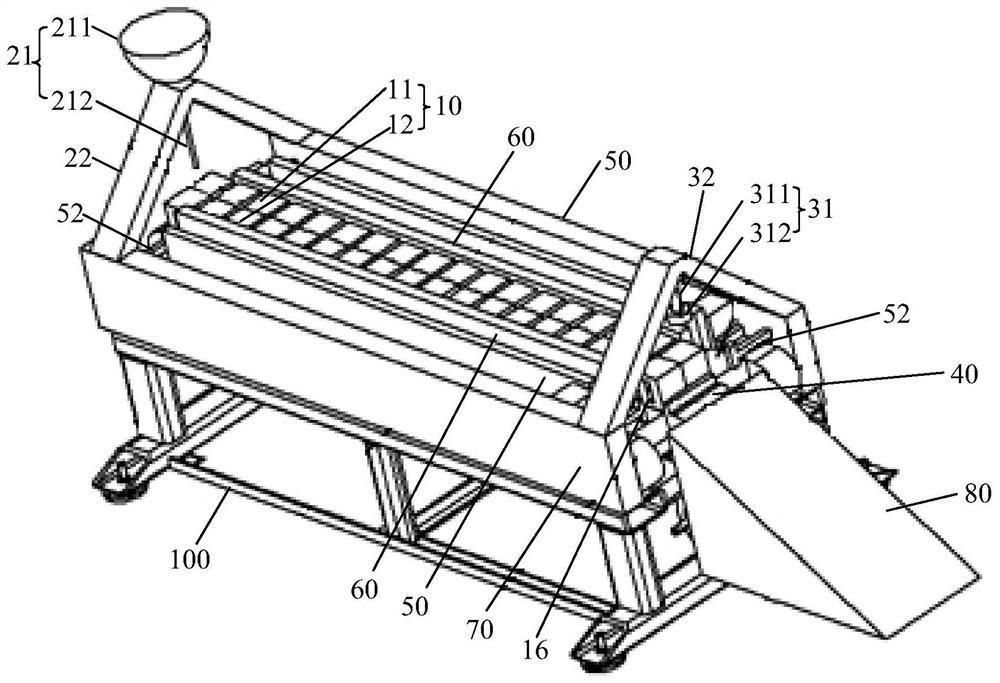
图2是本实用新型的左视图;
图3是图2的局部放大图;
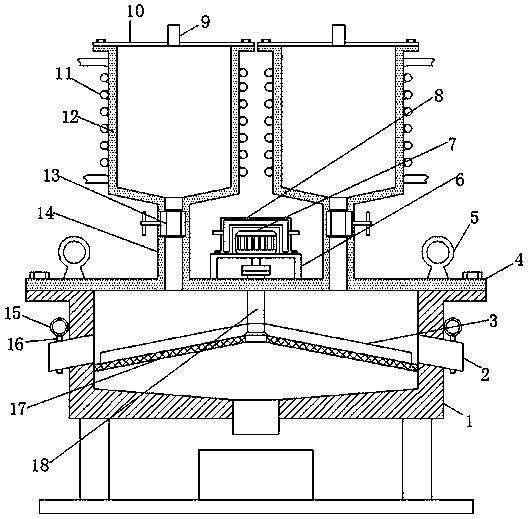
图4是本实用新型上下模配合的结构示意图;
图5是图4的局部结构示意图;
图6是本实用新型上模本体和下模本体配合的立体结构示意图;
图7是图6的立体分解图;
图8是图6中上模本体主体的立体图;
图9是图6中下模本体主体的立体图;
图10是本实用新型冷却循环系统的连接示意图。
具体实施方式
下面结合附图并通过具体实施例对本实用新型作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本实用新型的保护范围。
一种奥贝磨球自动成型生产设备,请参见图1-10,其实用新型点为:
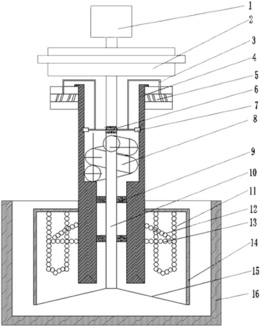
包括呈直线设置的输送轨道1,在输送轨道上方安装有可沿输送轨道移动的浇注机3,浇注机的浇注输出口从输送轨道上方的一侧伸出,在输送轨道的该侧外沿平行于输送轨道的方向按间距设置有多个浇注位,形成一条浇注线2。每个浇注位均安装有一钢模支座7,在钢模支架上安装有上定模6和能实现上下移动和倾翻的下动模8,上定模和下动模上下对正配合。在合模状态下,上定模和下动模之间构成多个磨球成型腔,在上定模和下动模内设置有浇道,所述浇道连通磨球成型腔及上定模上端,在浇道上方正对设置有浇口杯5。在浇注机移至与浇注位对正位置,浇注机的浇注输出口3-1与对应浇注位的浇口杯形成上下衔接。
在每个浇注位对应于下动模的下方均安装有溜板9,沿由上至下的方向,所述溜板朝远离对应输送轨道的方向外倾斜设置,在溜板上设置有供倾倒出的模球下滑的溜板槽,在溜板的下方设置有呈直线布置的输送机4,输送机可采用米磷板输送机,输送机沿着与输送轨道平行的方向设置。
上述输送轨道为平行设置的两条,两条输送轨道对称设置于输送机的两侧,两条输送轨道的内侧各对应设置一条浇注线,这样,在输送机的两侧形成两条浇注线,两台浇注机同时进行浇注作业,提高了成型设备的生产效率。
上述结构中,所述上定模和下动模优选采用如下架构:
所述上定模包括上模架6-2和上模本体6-1,上模本体与上定模架可拆卸式固定连接,具体的,在上模架上设置安装口,在上模本体的两侧壁外各固定连接一上安装架6-3,上模本体的上端部插入到安装口处,两上部安装架与上模架通过螺栓固定连接。
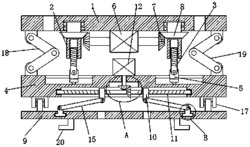
所述下动模包括下模架8-1和下模本体8-3,所述下模本体通过连接于其下部且从两侧伸出的支撑轴8-2与下模架可转动式连接,具体的,在下模本体的两侧壁外各固定连接一下安装架8-4,两下安装架与支撑轴安装架8-5通过螺栓连接,支撑轴穿装固定在支撑轴安装架上。
在每个浇注位的钢模支座的外侧安装有竖向导轨10,所述上模架以上下可调位的方式与竖向导轨配合,并与钢模支座固定连接。所述下模架沿上下可滑动式连接于竖向导轨上,在下模架的下方设置有能驱动下动模上下移动的第一液压缸11,第一液压缸的下部缸筒端与钢模支架的底座连接,第一液压缸的上端推杆端与下模架的下端部连接。在下模本体与下模架之间连接有下模本体外翻转驱动机构。
所述外翻驱动机构进一步采用如下结构:
包括第二液压缸14、齿条13和齿轮12,所述齿条通过直线导轨15与下模架靠近一侧的位置连接,所述齿轮安装于所述支撑轴上靠近一端的位置,所述齿轮与齿条形成齿啮合,所述第二液压缸连接于下模座上,第二液压缸的推杆端与齿条的一端连接。
上述上模本体和下模本体进一步优选采用如下结构:
上模本体的下端设置有多个上半球碗6-1-2f,所述下模本体上端设置有多个下半球碗8-3-1c,在上合模状态下,多个上半球碗与多个下半球碗一一对正,形成磨球成型腔。在上模本体内位于上半球碗的上部设置有上部冷却腔6-1-2d,在下模主体上位于下半球碗的下部设置有下部冷却腔8-3-1e,在上模本体的侧壁上和下模主体的侧壁均设置有与对应冷却腔连通的进液口和出液口,分别为上进液口6-1-2b、上出液口6-1-2c;下进液口8-3-1a、下出液口8-3-1b。进液口与出液口通过软管与外设的冷却装置连接,形成冷却循环系统,通过冷却循环系统加快了磨球冷却速度,冷却循环系统参见附图9,主要包括水箱、水泵和换热装置,从上、下模本体的出液口排出的冷却介质进入到水箱,在水泵的作用下,从水箱出水口流出的换热介质经换热装置的进口进入到换热装置内,在换热装置内换热后流出,再经上下模本体的进液口进入到上部冷却腔和下部冷却腔内,在模具内换热后,再通过上下模本体的出液口排出,实现冷却循环,通过对水泵和换热装置的调节,可实现对换热介质的温度和流速的调节,以实现在多种环境温度下,将磨球的冷却速度控制在最佳的状态下。上定模和下动模内设置的浇道由预制浇道件的内通道形成。在每个上半球碗的顶部与上模本体的上端之间均设置有排气通孔6-1-2a。在每个上半球碗的内碗面和下半球碗的内碗面均喷刷有涂层。涂层的作用是:调节磨球铸件的冷却速度、保护金属型,防止高温金属液对型壁的冲蚀和冲刷,利用涂料层储气排热,另外,涂层的设置,也可实现磨球顺利脱模。涂料的成分主要由粉状耐火材料、粘接剂和溶剂构成。
进一步的,上模本体上的上半球碗和下模本体上的下半球碗均为四个,四个上半球碗和四个下半球碗均沿圆周方向均布设置。所述预制浇道件16为上端为开口端、下端为封闭端的预制直浇道件,在预制浇道件上靠近下端的外侧沿圆周方向设置有四个球面状的凹窝16-3,在四个凹窝与预制浇道件的竖向中心孔16-1之间连通有径向分流孔16-2。在上模本体的中心位置设置有竖直的浇道件插装孔6-1-2e,所述浇道件插装孔连通四个上半球碗和上模本体的上端面,在下模本体的上端位于四个下半球碗之间的位置设置有浇道件定位凹槽8-3-1d,浇道件定位凹槽与浇道件安装腔呈上下对正。在合模状态下,预制浇道件的下端部与浇道件定位凹槽形成定位接触,预制浇道件的上端部与浇道件插装孔形成插装配合,预制浇道件上的四个凹窝分别与四组上半球碗和下半球碗的配合结构拼合,形成四个完整的磨球成型腔。
上述的预制浇道件进一步采用两瓣式扣合连接结构,方便了预制浇道件的射砂成型。
上述上模本体由上模本体主体部分6-1-2及上盖6-1-1连接构成,所述下模本体有下模本体主体部分8-3-1及底盖8-3-2连接构成。方便了球碗及冷却腔的加工。
本奥贝磨球自动成型生产设备的工作原理:
在进行成型作业时,浇注机在输送轨道上由一端向另一端方向移动,当浇注机移动到与第一个浇注位对正的位置时,浇注机停止移动,在浇注机移动的过程中第一个工作位的下动模上移,完成上下模合模,当浇注机停止在第一个工作位后,浇注机上的金属液开启,金属液经浇口杯后流入到第一个工作位的浇道件内,经浇道件的内腔分流到多个磨球成型腔内,当浇注量达到设定值后,浇注机启动朝第二个浇注位移动,依次类推完成浇注线上的多个浇注位的依次浇注。当浇注线上的浇注位完成浇注后,对应浇注位的冷却循环开启(对于每个浇注位可通过在对应浇注位的进液口和出液口设置开关阀来实现),对磨球成型腔内的金属液进行冷却定型,当冷却时间达到设定值后,对应浇注位上的第一液压缸启动,使下动模下移,当下移到位后,第二液压缸开启,使下模主体绕支撑轴旋转,实现倾翻,当下模主体倾翻到位后,在重力作用下,磨球从磨球成型腔内掉落到下方的溜板槽,顺着溜板槽下滑掉落到输送机,实现磨球的输出。
本实用新型浇注机与浇注位上的模具对正可通过在模具上端设置传感器来实现,在每个浇注位设置一个传感器。
尽管为说明目的公开了本实用新型的实施例和附图,但是本领域的技术人员可以理解:在不脱离本实用新型及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本实用新型的范围不局限于实施例和附图所公开的内容。
一种奥贝磨球自动成型生产设备专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0