

IPC分类号 : B22D19/00I,C23C30/00I,C23C14/35I,C23C14/16I,B22C9/02I,B22C1/00I,G06F17/50I,G16C60/00I,G06T17/00I








专利摘要
本发明公开一种碳化硅陶瓷‑镍基合金复合材料零件及其制备方法,对碳化硅陶瓷基体连接部位进行拓扑优化设计,使陶瓷基体连接部位具有三维的网状形貌;根据设计的陶瓷基体,制得陶瓷连接基体坯体,对陶瓷连接基体坯体进行处理,得到碳化硅陶瓷连接基体;对碳化硅陶瓷连接基体表面进行预合金化处理,增加碳化硅陶瓷连接基体连接面的金属活性;制备氧化钙基陶瓷模壳;利用氧化钙基陶瓷模壳与经预合金化处理后的碳化硅陶瓷连接基体进行浇注;浇注完成后保温、冷却至预设温度,在水中浸泡,以去除氧化钙基陶瓷模壳,得到碳化硅陶瓷‑镍基合金复合材料零件。本发明解决了现有技术中碳化硅陶瓷与镍基合金进行连接时,无法兼顾碳化硅陶瓷与镍基合金之间的优良属性的缺陷。
权利要求
1.一种碳化硅陶瓷-镍基合金连接复合材料零件的制备方法,其特征在于,包括如下步骤:
S1,对碳化硅陶瓷基体连接部位进行拓扑优化设计,使碳化硅陶瓷基体连接部位具有三维的网状形貌;
S2,根据设计的碳化硅陶瓷基体,制得碳化硅陶瓷连接基体坯体,对碳化硅陶瓷连接基体坯体进行处理,得到碳化硅陶瓷连接基体;
S3,对碳化硅陶瓷连接基体表面进行预合金化处理,增加碳化硅陶瓷连接基体连接面的金属活性;
S4,制备氧化钙基陶瓷模壳;
S5,利用氧化钙基陶瓷模壳与经预合金化处理后的碳化硅陶瓷连接基体进行浇注;
S6,浇注完成后保温、冷却至预设温度,在水中浸泡,以去除氧化钙基陶瓷模壳,得到碳化硅陶瓷-镍基合金连接复合材料零件;
S1中,设计碳化硅陶瓷基体的三维模型,对碳化硅陶瓷基体的三维模型进行网状划分,将碳化硅陶瓷基体的三维模型的整体结构划分为若干单元;其次选择变密度法为拓扑优化方法,采用以下优化模型进行拓扑优化设计:
式中,x
S1中,对优化后碳化硅陶瓷基体连接部位的结构采用ANSYS软件支持的进化结构优化方法,通过对结合区域进行设计计算,确认低应力或低应变能量密度的单元,并在结构中删除低应力或低应变能量密度的单元,通过循环递进作用获得剩余结构,以剩余结构作为最终碳化硅陶瓷基体表层形貌和拓扑分布的初步数字化模型。
2.根据权利要求1所述的一种碳化硅陶瓷-镍基合金连接复合材料零件的制备方法,其特征在于,S1中,所述网状形貌采用四面体、六面体、八面体或十二面体;
S2中,利用SL光固化技术原型得到树脂负型后,利用凝胶注模方法得到碳化硅陶瓷连接基体坯体,将碳化硅陶瓷连接基体坯体经过冷冻干燥、烧结工艺得到碳化硅陶瓷连接基体;或者将碳化硅陶瓷连接基体坯体经过冷冻干燥、溶渗工艺得到碳化硅陶瓷连接基体。
3.根据权利要求1所述的一种碳化硅陶瓷-镍基合金连接复合材料零件的制备方法,其特征在于,S3中,碳化硅陶瓷连接基体表面进行预合金化处理的过程包括:
通过化学气相沉积的方式在碳化硅陶瓷连接基体表面先沉积一层厚度为5-10μmTi,再沉积一层厚度为0.5-1μm的Mo,然后采用磁控溅射方式,选择钛镍合金作为靶材,溅射厚度为5-35μm,溅射时间为5-36h,形成梯度层,钛镍合金中,镍的摩尔分数为10%-60%。
4.根据权利要求1所述的一种碳化硅陶瓷-镍基合金连接复合材料零件的制备方法,其特征在于,S4中,制备氧化钙基陶瓷模壳的过程包括:
在氧化钙基陶瓷模壳中开设半径为0.5-1mm的流道,流道用于在脱除氧化钙基陶瓷模壳过程中,水能够在流道中充分与氧化钙基陶瓷模壳进行反应,使氧化钙基陶瓷模壳脱除;
然后通过布尔运算得到树脂模具三维模型,该树脂模具三维模型对应的树脂模具用于制备氧化钙基陶瓷模壳。
5.根据权利要求4所述的一种碳化硅陶瓷-镍基合金连接复合材料零件的制备方法,其特征在于,将树脂模具三维模型导入Hypermesh中进行划分网状,网状大小设置为1.0-3.0,然后划分单元;通过Hyperworks中的Optistruct对树脂模具三维模型的结构进行优化;
将优化后的树脂模具三维模型转换为STL格式并分层切片及加支撑处理后导入SL成型设备,制备树脂模具三维模型,然后清洗掉表面液态残余树脂并去除支撑,固化后得到内部有层状结构的树脂模具;
利用凝胶注模方法和树脂模具制备得到氧化钙基陶瓷模壳坯体;
氧化钙基陶瓷模壳坯体经过冷冻干燥、烧结工艺得到氧化钙基陶瓷模壳;或者氧化钙基陶瓷模壳坯体经过冷冻干燥、溶渗工艺得到氧化钙基陶瓷模壳。
6.根据权利要求5所述的一种碳化硅陶瓷-镍基合金连接复合材料零件的制备方法,其特征在于,优化树脂模具三维模型时,将浇注过程中产生温升后的热膨胀转换为位移向量,将合金浇注过程中产生的热应力转换为载荷向量后,设置优化后的尺寸为原尺寸的50%-75%,经过反复迭代得到优化后的树脂模具三维模型。
7.根据权利要求1所述的一种碳化硅陶瓷-镍基合金连接复合材料零件的制备方法,其特征在于,S6中,浇注完成后保温、冷却至预设温度,之后在60-75℃的蒸馏水中浸泡2.5-5h,以去除氧化钙基陶瓷模壳。
8.一种碳化硅陶瓷-镍基合金连接复合材料零件,其特征在于,通过权利要求1-7任意一项所述的碳化硅陶瓷-镍基合金连接复合材料零件的制备方法制得。
说明书
技术领域
本发明属于材料加工技术领域,具体涉及一种碳化硅陶瓷-镍基合金复合材料零件及其制备方法。
背景技术
陶瓷材料近几年来逐渐成为国民经济众多部门与国防事业中不可缺少的支撑材料,由于其自身耐高温、高强度、高硬度、耐磨损、抗氧化、抗腐蚀等优良属性,广泛地服务于航天、机械、能源等诸多领域。但是由于陶瓷材料的韧性差、塑性低、耐冲击性差,难以加工成尺寸较大、形貌复杂的零件,因此限制了陶瓷材料的深度应用与发展。高温合金材料具有很好的高温力学性能、优异的抗氧化能力、抗腐蚀能力、良好的抗蠕变疲劳能力、良好的导热导电性以及延展性等。陶瓷材料与高温合金材料在性能上有着一定的互补关系,通过一定的技术手段将陶瓷材料与高温合金材料相结合,就能够充分利用两者性能上优异之处,克服陶瓷难以加工与抗冲击弱等问题,生产兼具陶瓷与高温合金优异性能,满足要求的复杂高端产品。由于陶瓷与金属之间的原子结构排布不同,物理性能与化学性能不匹配,复合连接存在着一定的困难,因此实现陶瓷与金属的可靠连接,是陶瓷/金属复合材料研究的关键所在,也是国内外学者研究的热点问题。在化学性能方面,陶瓷材料主要由离子键与共价键所组成,而金属材料则是由金属键组成,相比陶瓷材料具有优良的导电能力。陶瓷与金属连接过程中不可避免的存在键型不匹配所造成的两者之间难以润湿的问题,同时陶瓷与金属连接界面形成的化合物也是影响陶瓷金属连接的关键问题;在物理性能方面,陶瓷材料的热膨胀系数小,弹性模量高,金属材料的热膨胀系数大,弹性模量低。因此在连接过程中接头易存在较大的残余应力,导致接头的强度低,严重影响陶瓷金属连接的可靠性,在服役过程中易出现连接部位的冲击碎裂、蠕变裂纹、复合层脱落等失效形式。因此实现陶瓷与金属可靠连接的关键在于避免陶瓷与金属物理化学性能差异引起的连接困难问题,不仅要实现宏观结构上的结合,还要实现陶瓷与金属材料微观上的冶金结合,更需要考虑结合区的长期稳定性、可靠性,切实提高其抗碎裂、抗交变热载荷、抗蠕变等综合能力。
目前国内外学者对于陶瓷与金属连接方法的研究已经有很多,如机械连接、粘接连接、固相扩散连接、瞬时液相连接、自蔓延高温连接、钎焊连接、超声连接等方法。机械连接无法解决陶瓷-金属之间物理化学性能之间差异在连接时所带来的问题且容易产生较大的应力集中。粘接连接对粘接剂的要求较高,但是粘接剂的使用温度一般较低,较大程度地限制了陶瓷金属连接的作用。固相扩散以及瞬时液相连接在连接过程中由于中间层不好控制且无法形成复杂形貌的陶瓷连接因此极大程度地限制了陶瓷-金属复合材料在诸多领域中的应用。钎焊连接在陶瓷与金属连接中是主要方法,但是钎焊连接受到钎料的限制,对于不同种的陶瓷-金属连接过程有一定的局限性。自蔓延高温连接在连接过程中虽然连接时间短,但是连接强度及反应产物不容易进行控制。因此需要一种新型的、兼顾陶瓷与金属之间的优良属性的陶瓷-金属异种材料构件制备方法。
发明内容
本发明的目的在于提供一种碳化硅陶瓷-镍基合金复合材料零件及其制备方法,以解决现有技术中碳化硅陶瓷与镍基合金进行连接时,无法兼顾碳化硅陶瓷与镍基合金之间的优良属性的缺陷。
本发明的目的通过如下技术方案实现:
一种碳化硅陶瓷-镍基合金连接复合材料零件的制备方法,包括如下步骤:
S1,对碳化硅陶瓷基体连接部位进行拓扑优化设计,使碳化硅陶瓷基体连接部位具有三维的网状形貌;
S2,根据设计的碳化硅陶瓷基体,制得碳化硅陶瓷连接基体坯体,对碳化硅陶瓷连接基体坯体进行处理,得到碳化硅陶瓷连接基体;
S3,对碳化硅陶瓷连接基体表面进行预合金化处理,增加碳化硅陶瓷连接基体连接面的金属活性;
S4,制备氧化钙基陶瓷模壳;
S5,利用氧化钙基陶瓷模壳与经预合金化处理后的碳化硅陶瓷连接基体进行浇注;
S6,浇注完成后保温、冷却至预设温度,在水中浸泡,以去除氧化钙基陶瓷模壳,得到碳化硅陶瓷-镍基合金复合材料零件。
S1中,设计碳化硅陶瓷基体的三维模型,对碳化硅陶瓷基体的三维模型进行网状划分,将碳化硅陶瓷基体的三维模型的整体结构划分为若干单元;其次选择变密度法为拓扑优化方法,采用以下优化模型进行拓扑优化设计:
式中,xi为陶瓷侧需要的设计变量,代表离散单元的相对密度,取值在[xmin,1]之间的连续值;n代表设计变量个数;K为总刚度阵;U为金属浇注过程中陶瓷产生热膨胀的位移向量;I为陶瓷结构在金属浇注过程中产生的热应力向量;V为结构的体积;V
S1中,对优化后碳化硅陶瓷基体连接部位的结构采用ANSYS软件支持的进化结构优化方法,通过对结合区域进行设计计算,确认低应力或低应变能量密度的单元,并在结构中删除低应力或低应变能量密度的单元,通过循环递进作用获得剩余结构,以剩余结构作为最终碳化硅陶瓷基体表层形貌和拓扑分布的初步数字化模型。
S1中,所述网状形貌采用四面体、六面体、八面体或十二面体。
S2中,利用SL光固化技术原型得到树脂负型后,利用凝胶注模方法得到碳化硅陶瓷连接基体坯体,将碳化硅陶瓷连接基体坯体经过冷冻干燥、烧结工艺得到碳化硅陶瓷连接基体;或者将碳化硅陶瓷连接基体坯体经过冷冻干燥、溶渗工艺得到碳化硅陶瓷连接基体。
S3中,碳化硅陶瓷连接基体表面进行预合金化处理的过程包括:
通过化学气相沉积的方式在碳化硅陶瓷连接基体表面先沉积一层厚度为5-10μmTi,再沉积一层厚度为0.5-1μm的Mo,提高碳化硅陶瓷侧的金属性以及形成梯度,然后采用磁控溅射方式,选择钛镍合金作为靶材,溅射厚度为5-35μm,溅射时间为5-36h,形成梯度层,钛镍合金中,镍的摩尔分数为10%-60%,其余为钛,含有少量杂质。
S4中,制备氧化钙基陶瓷模壳的过程包括:
在氧化钙基陶瓷模壳中开设半径为0.5-1mm的流道,流道用于在脱除氧化钙基陶瓷模壳过程中,水能够在流道中充分与氧化钙基陶瓷模壳进行反应,使氧化钙基陶瓷模壳脱除;
然后通过布尔运算得到树脂模具三维模型,该树脂模具三维模型对应的树脂模具用于制备氧化钙基陶瓷模壳。
将树脂模具三维模型导入Hypermesh中进行划分网状,网状大小设置为1.0-3.0,然后划分单元;通过Hyperworks中的Optistruct对树脂模具三维模型的结构进行优化;
将优化后的树脂模具三维模型转换为STL格式并分层切片及加支撑处理后导入SL成型设备,制备树脂模具三维模型,然后清洗掉表面液态残余树脂并去除支撑,固化后得到内部有层状结构的树脂模具;
利用凝胶注方法和树脂模具制备得到氧化钙基陶瓷模壳坯体;
氧化钙基陶瓷模壳坯体经过冷冻干燥、烧结工艺得到氧化钙基陶瓷模壳;或者氧化钙基陶瓷模壳坯体经过冷冻干燥、溶渗工艺得到氧化钙基陶瓷模壳。
优化树脂模具三维模型时,将浇注过程中产生温升后的热膨胀转换为位移向量,将合金浇注过程中产生的热应力转换为载荷向量后,设置优化后的尺寸为原尺寸的50%-75%,经过反复迭代得到优化后的树脂模具三维模型。
S6中,浇注完成后保温、冷却至预设温度,之后在60-75℃的蒸馏水中浸泡2.5-5h,以去除氧化钙基陶瓷模壳。
一种碳化硅陶瓷-镍基合金连接复合材料零件,通过上述碳化硅陶瓷-镍基合金连接复合材料零件的制备方法制得。
本发明具有如下有益效果:
本发明碳化硅陶瓷-镍基合金连接复合材料零件的制备方法中,对碳化硅陶瓷基体连接部位进行拓扑优化设计,拓扑优化设计连接结构方式能够减少碳化硅陶瓷与镍基合金物理性能差异所带来的残余应力,通过结构之间对应力的卸载以提高陶瓷与金属之间连接的强度与有效性;因此本发明在碳化硅陶瓷基体连接部位设计三维的网状形貌,利用三维的网状形貌能够增强碳化硅陶瓷与镍基合金之间的接触面积,以及抵御镍基合金浇注至碳化硅陶瓷连接基体过程中会存在热膨胀带来的残余拉压应力;本发明通过对碳化硅陶瓷连接基体表面进行预合金化处理,以增强一体化制造形成的陶瓷连接表面的金属活性,从而提高碳化硅陶瓷与镍基合金之间的化学相容性;本发明使用氧化钙基陶瓷模壳,浇注王成后,在水中浸泡即可去除氧化钙基陶瓷模壳,去除过程中不会损伤碳化硅陶瓷,并且还能够增加氧化钙基陶瓷模壳的脱除效率。本发明方案合理,技术路线清晰,容易实现,能够充分发挥陶瓷与金属两者之间的优良特性,避免由于两者物化性能不匹配所带来的影响。本发明使用铸造连接方式将碳化硅陶瓷和镍基合金进行连接,因此能够生产形状复杂的碳化硅陶瓷-镍基合金构件,满足诸多领域的要求。
本发明的碳化硅陶瓷-镍基合金连接复合材料零件由于采用本发明的制备方法得到,因此其具有碳化硅陶瓷与镍基合金连接可靠、同时具有碳化硅陶瓷与镍基合金之间的优良属性的特点。
附图说明
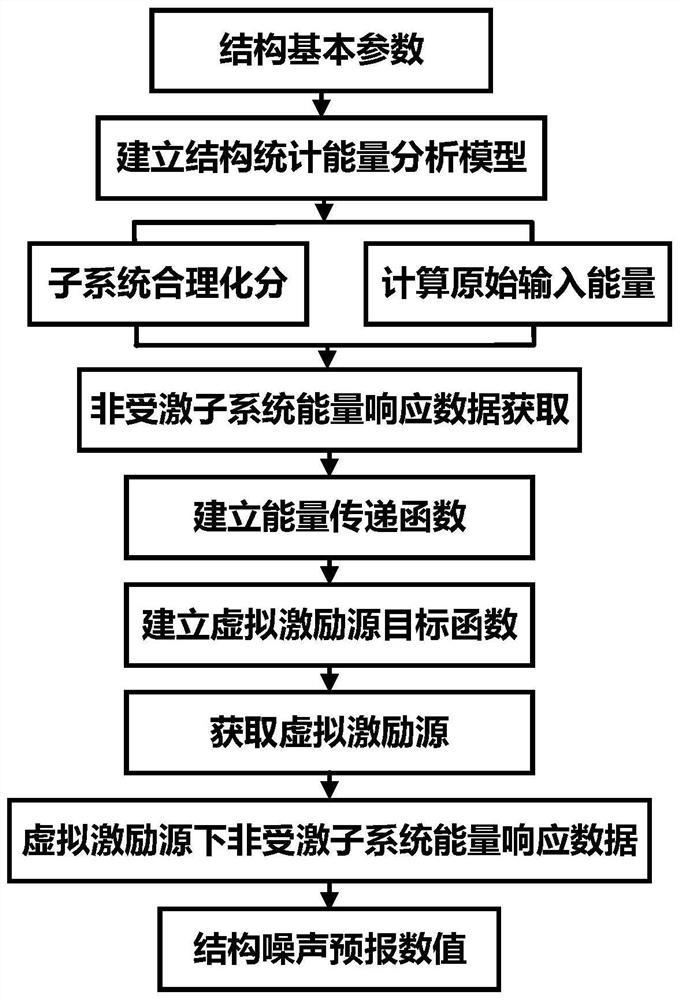
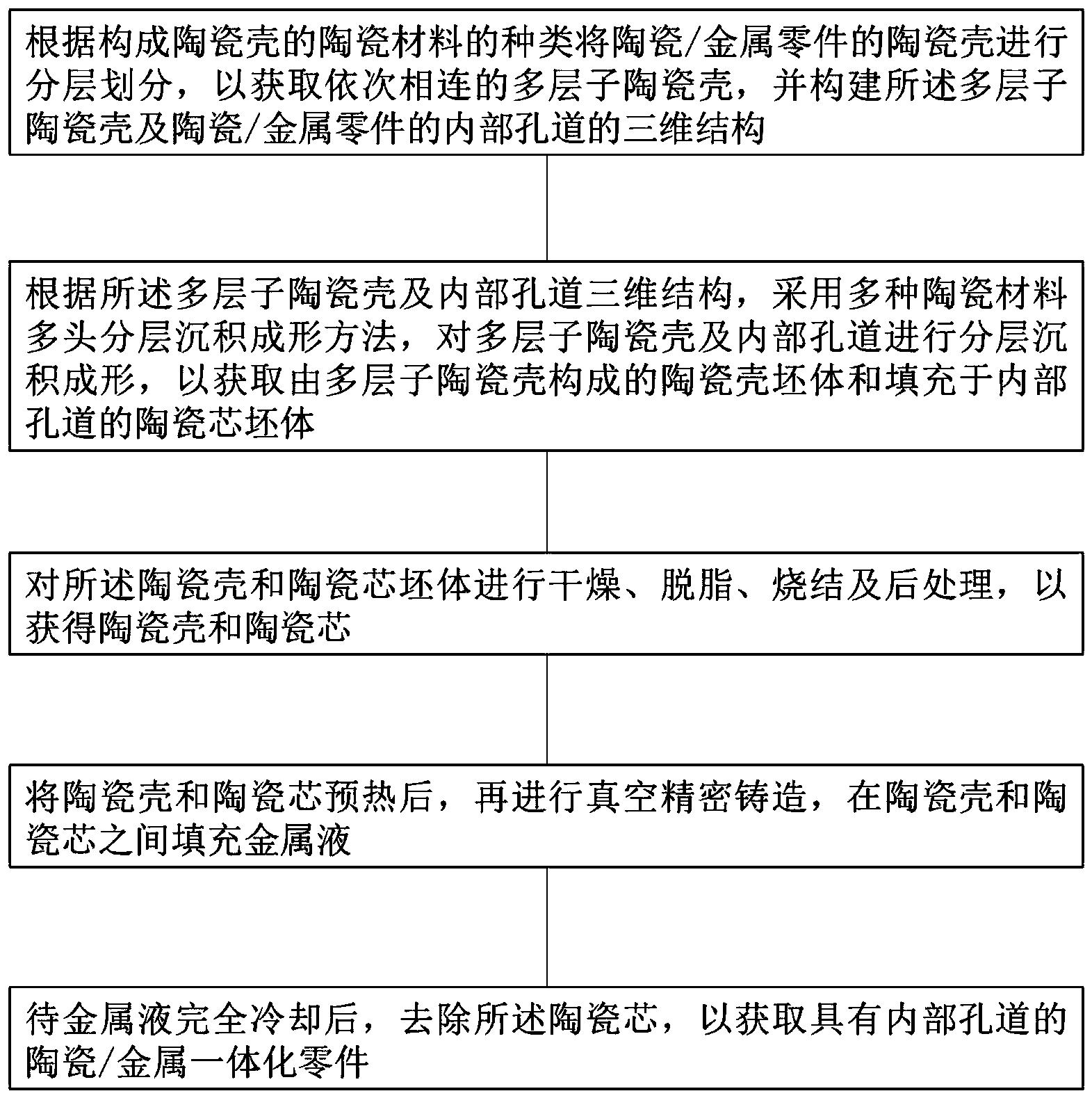
图1为本发明碳化硅陶瓷-镍基合金连接复合材料零件制备方法的方案流程图;
图2为本发明碳化硅陶瓷基体连接部位三维的网状形貌一种实施例的示意图;
图3为本发明碳化硅陶瓷基体连接部位三维的网状形貌另一种实施例的示意图;
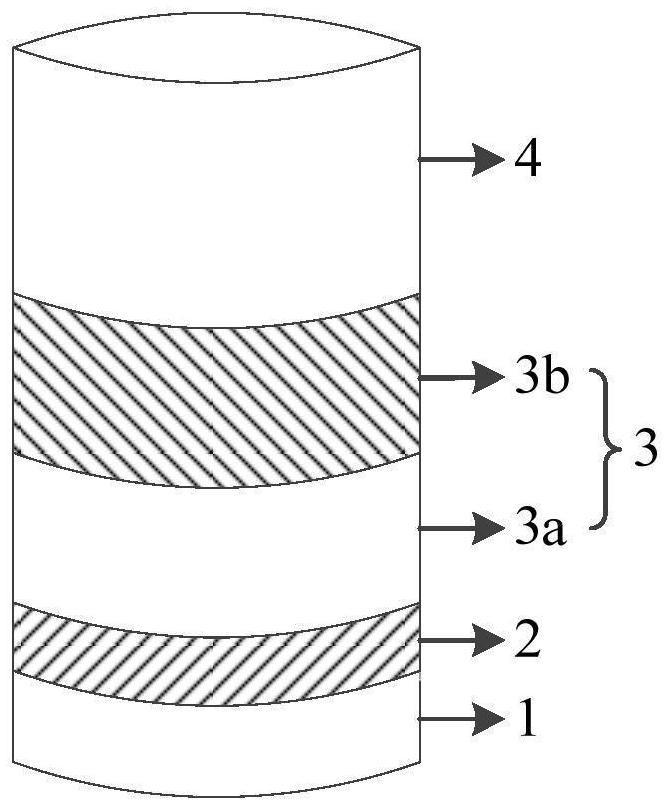
图4为本发明实施例中氧化钙基陶瓷模壳的结构示意图;
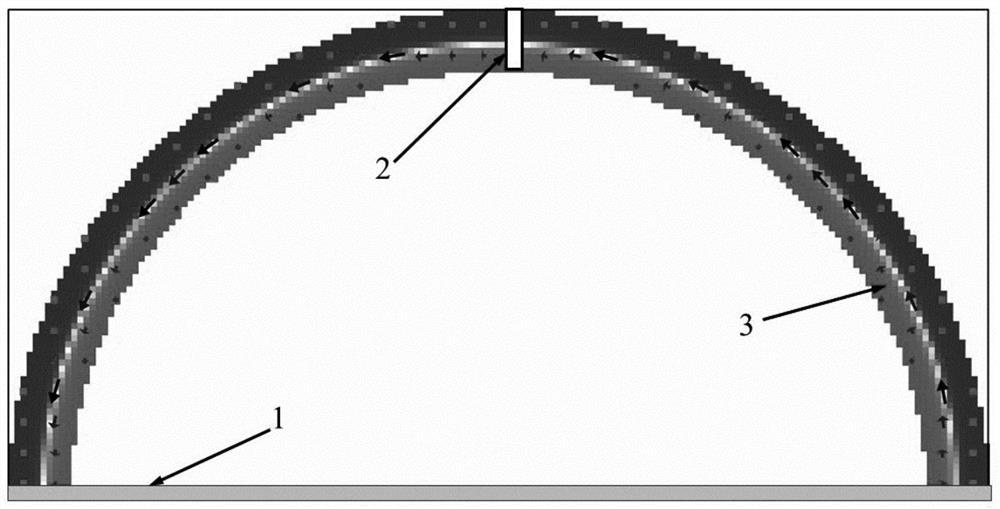
图5是本发明碳化硅陶瓷-镍基合金连接部的示意图。
图中,1-陶瓷/金属结合区,2-陶瓷基体,3-陶瓷表面,4-流道,5-模壳主体,K4169高温合金。
具体实施方式
下面结合附图和实施例来对本发明做进一步的说明。
本发明碳化硅陶瓷-镍基合金连接复合材料零件的制备方法基于拓扑优化技术,通过凝胶注模、高温合金铸造制造出碳化硅陶瓷-镍基合金复合材料零件,有利于将碳化硅陶瓷材料的耐高温、高硬度、高强度等优势与镍基高温合金材料很好的高温力学性能、优异的抗氧化能力、抗腐蚀能力、良好的抗蠕变疲劳能力、良好的导热导电性以及延展性等优势相结合,形成高强度的碳化硅陶瓷-镍基合金复合材料零件。
参照图1,本发明碳化硅陶瓷-镍基合金连接复合材料零件的制备方法包括如下步骤:
(1)对碳化硅陶瓷基体连接部位进行拓扑优化设计
碳化硅陶瓷与镍基合金之间由于热膨胀系数以及弹性模量的差异,因此在连接过程以及使用过程中升温变形等都会产生残余应力导致连接处的强度降低,从而使碳化硅陶瓷镍基合金复合构件的整体强度降低。因此需对碳化硅陶瓷侧的连接部位进行设计,为了抵御镍基合金浇注至碳化硅陶瓷过程中会存在热膨胀带来的残余拉压应力,同时为了扩大碳化硅陶瓷侧与镍基合金的接触面积,因此选择在碳化硅陶瓷基体上与镍基合金的连接处的形貌为网状形貌,首先选择网状形状为四面体、六面体、八面体、十二面体这些多面体进行三维模型的绘制,将设计好的碳化硅陶瓷侧结构三维模型进行网状划分将整体结构划分为若干单元;其次选择变密度法为拓扑优化方法,综合碳化硅陶瓷与镍基合金物理性能之间的差异、一体化凝胶注模成形能力以及金属晶粒尺寸等因素,采用以下优化模型进行拓扑优化设计:
式中,xi为陶瓷侧需要的设计变量,代表离散单元的相对密度,取值在[xmin,1]之间的连续值;n代表设计变量个数;K为总刚度阵;U为金属浇注过程中陶瓷产生热膨胀的位移向量;I为陶瓷结构在金属浇注过程中产生的热应力向量;V为结构的体积;V
(2)一体化陶瓷连接基体快速制造
通过上述步骤(1)的拓扑优化设计得到碳化硅陶瓷基体表层的拓扑优化结构后,利用SL光固化技术原型得到树脂负型后利用凝胶注模技术得到碳化硅陶瓷连接基体坯体,将碳化硅陶瓷连接基体坯体经过冷冻干燥,烧结或溶渗工艺得到设计后的碳化硅陶瓷连接基体。
(3)碳化硅陶瓷连接基体表面预合金化处理
由于碳化硅陶瓷与镍基合金之间化学性能的巨大差异,因此碳化硅陶瓷与镍基合金之间很难形成较好的反应层,从而增加碳化硅陶瓷与镍基合金之间连接的强度,因此需要对碳化硅陶瓷表面进行与合金化处理,增加碳化硅陶瓷基体连接面的金属活性,从而克服碳化硅陶瓷与镍基合金之间化学性能差异增强连接强度。通过上述步骤得到碳化硅陶瓷连接基体首先通过化学气相沉积的方式依次沉积一层5-10μm的Ti与0.5-1μm的Mo,提高碳化硅陶瓷侧的金属性以及形成梯度,然后采用磁控溅射方式,选择钛镍合金作为靶材,溅射厚度为5-35μm,溅射时间为5-36h,形成梯度层,便于金属连接,钛镍合金中,镍的摩尔分数为10%-60%,其余为钛。
(4)一体化氧化钙基陶瓷模壳结构优化快速制造
确定碳化硅陶瓷连接基体表面的形貌后,考虑到碳化硅陶瓷的脆性较大,因此模壳脱除过程需要不损伤碳化硅陶瓷基体,在氧化钙基陶瓷模壳中开设半径为0.5-1mm的流道,以方便在脱除氧化钙基陶瓷模壳过程中,高温蒸馏水能够在流道中充分与氧化钙基陶瓷模壳进行反应并脱除,然后通过布尔运算得到树脂模具三维模型,该树脂模具三维模型对应的树脂模具用于制备氧化钙基陶瓷模壳。为了节省氧化钙基陶瓷模壳材料、以及在脱除时更加快速,将树脂模具三维模型导入Hypermesh中进行划分网状,网状大小设置为1.0-3.0,然后划分单元。通过Hyperworks中的Optistruct对树脂模具三维模型的结构进行优化,将镍基合金浇注过程中产生温升后的热膨胀转换为位移向量,将镍基合金浇注过程中产生的热应力转换为载荷向量后,设置优化后的尺寸为原尺寸的50%-75%,经过反复迭代得到优化后的树脂模具三维模型。将树脂模具三维模型转换为STL格式并分层切片及加支撑处理后导入SL成型设备进行制备,清洗掉表面液态残余树脂并去除支撑,固化后得到内部有层状结构的零件树脂模具。树脂模具后利用凝胶注模技术得到氧化钙基陶瓷模壳胚体,氧化钙基陶瓷模壳经过冷冻干燥,烧结或溶渗等工艺得到设计后的氧化钙基陶瓷模壳。
(5)利用制得的氧化钙基陶瓷模壳进行浇注镍基合金。
(6)浇注后进行保温、冷却后将碳化硅陶瓷与镍基合金的连接零件置于60-75℃的蒸馏水。中浸泡2.5-5h以去除氧化钙基陶瓷模壳从而得到碳化硅陶瓷-镍基合金复合材料零件。
实施例
本实施例碳化硅陶瓷-镍基合金复合材料零的制备过程如下:
步骤(1),确定陶瓷与金属材料
选择陶瓷基体材料为纯度大于99.2%的碳化硅陶瓷,母材尺寸为15*5*5mm,金属材料选择K4169高温合金。碳化硅陶瓷的热膨胀系数为4.7×10
步骤(2),对碳化硅陶瓷基体连接部位进行拓扑优化设计
首先选择网状形状为八面体进行三维模型的绘制,如图2所,示首先将设计好的碳化硅陶瓷侧结构三维模型导入Hypermesh中进行网状划分,布种系数为2.0,将整体结构划分为若干单元;综合碳化硅陶瓷与金属物理性能之间的差异、一体化凝胶注模成形能力以及金属晶粒尺寸等因素,采用以下优化模型进行拓扑优化设计:
式中xi为陶瓷侧需要的设计变量,代表离散单元的相对密度,取值在[xmin,1]之间的连续值。n在此处代表设计变量个数选择为4。确定总刚度阵K取值;根据碳化硅陶瓷与K4169高温合金热膨胀系数确定U矩阵的值,其比例为1:3。确定陶瓷结构在金属浇注过程中产生的热应力向量I。设定体积的上限值为原体积的0.7。得到优化后结构进而采用ANSYS软件支持的进化结构优化方法,通过对结合区域进行设计计算,确认低应力或低应变能量密度的单元,并在结构中删除,通过循环递进作用获得剩余结构,作为最终陶瓷基体表层形貌和拓扑分布的初步数字化模型,如图3所示。以解决陶瓷与金属之间物理性能不匹配的问题。
(3)一体化陶瓷连接基体快速制造
通过上述步骤的拓扑优化设计得到陶瓷基体表层的拓扑优化结构后,通过布尔运算得到树脂模具三维模型,将三维模型转换为STL格式并分层切片及加支撑处理后导入SL成型设备进行制备,清洗掉表面液态残余树脂并去除支撑,固化后得到内部有层状结构的零件树脂模具。树脂模具后利用凝胶注模技术得到碳化硅陶瓷基体(连接基体)胚体,经过冷冻干燥,溶渗得到设计后的陶瓷基体。
(4)陶瓷表面预合金化处理
根据选取的碳化硅陶瓷以及K416高温合金确定预合金化材料为镍摩尔分数为40%的钛镍合金,通过上述步骤得到陶瓷连接基体首先通过化学气相沉积的方式依次沉积一层5μm的Ti与0.5μm的Mo,提高陶瓷侧的金属性以及形成梯度,其次采用真空磁控溅射机,将厚度为3mm的K4169高温合金靶材溅射到上述步骤得到的陶瓷基体连接表面上,溅射厚度为15μm,时间为16h。
(5)一体化氧化钙基陶瓷模壳快速制造
确定碳化硅陶瓷表面的形貌后,考虑到碳化硅陶瓷的脆性较大,因此模壳脱除过程需要不损伤陶瓷基体,在模壳中开设半径为1mm的流道如图4所示。方便在脱除模壳过程中高温蒸馏水可以在流道中充分与模壳进行反应脱除,然后通过布尔运算得到树脂模具三维模型,将三维模型导入Hypermesh中进行划分网状,网状大小设置为2.0后划分单元。通过Hyperworks中的Optistruct对结构进行优化,将合金浇注过程中产生温升后的热膨胀转换为位移向量,将合金浇注过程中产生的热应力转换为载荷向量后,设置优化后的尺寸为原尺寸的60%,经过反复迭代得到优化后的模壳三维模型。将三维模型转换为STL格式并分层切片及加支撑处理后导入SL成型设备进行制备,清洗掉表面液态残余树脂并去除支撑,固化后得到内部有层状结构的零件树脂模具。树脂模具后利用凝胶注模技术得到氧化钙陶瓷基体(模壳)胚体,经过冷冻干燥,烧结或溶渗等工艺得到设计后的陶瓷基体(模壳)
(6)利用上述制得的模壳浇注K4169高温合金
(7)浇注后进行保温、冷却后将陶瓷与金属的连接构件置于75℃以上的蒸馏水中浸泡5h以去除氧化钙基模壳从而得到陶瓷-金属复合材料零件,如图5所示,K4169高温合金与八面体网状形貌很好的结合在一起。
综上,本发明有以下益效果:
(1)本发明使用铸造连接方式相比目前常见的陶瓷-金属连接具有较大优势,可以生产形状复杂的陶瓷-金属构件,满足诸多领域的要求。
(2)本发明使用的拓扑优化设计连接结构范式可以减少陶瓷与金属物理性能差异所带来的残余应力,通过结构之间对应力的卸载以提高陶瓷与金属之间连接的强度与有效性。
(3)本发明使用预合金化处理增强一体化制造形成的陶瓷连接表面的金属活性,从而提高陶瓷与金属之间的化学相容性。
(4)本发明使用拓扑优化后的氧化钙基模壳,相比传统氧化钙基模壳具有更少的用料;其次,在脱除过程中,水可以通过模壳中的流道进入,增加模壳与水的接触面积,从而增加模壳的脱除效率。
(5)本发明方案合理,技术路线清晰,容易实现,能够充分发挥陶瓷与金属两者之间的优良特性,避免由于两者物化性能不匹配所带来的影响。
一种碳化硅陶瓷-镍基合金复合材料零件及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。
















动态评分
0.0