











专利摘要
本发明公开了一种铜铌复合材料的制备方法,所述铜铌复合材料中各组分化学质量百分数为:铌含量为10‑20%,余量为铜。本发明将熔融的金属铜液浇注入嵌有铌棒的模具中,以实现铜与铌的固液复合,制备铜铌复合材料坯料。采用多道次热锻与冷轧等塑性加工手段,使得铌相尺寸细化至纳米量级的同时,引入高密度位错,使铜铌复合材料获得高强度。材料的抗拉强度为700‑1050MPa,电导率为65‑85%IACS,能够满足高强磁场领域对高强脉冲磁场用磁体材料的实际应用需求。
权利要求
1.一种铜铌复合材料的制备方法,其特征在于,包括以下步骤:
步骤一、制作模具,所述模具由第一部件和第二部件水平对接组成,模具内腔的一侧由上至下设置有浇注通道;除去浇注通道部分的面积为有效面积,在所述有效面积内均布若干铌棒安装孔,所述铜铌复合材料中的铌以铌棒的形式安装在所述铌棒安装孔内;
步骤二、将若干根纯铌制成的铌棒水平插入所述铌棒安装孔内,所述第一部件与所述第二部件组成模具内腔的高度和长度均大于模具内腔宽度的5倍以上的模具;
步骤三、将纯铜装入石墨坩埚,并放入真空感应熔炼炉内,将真空感应熔炼炉内的真空度应降低至6.0×10
步骤四、将所述坯锭进行切头尾与铣面,消除表面氧化层,切除侧边多余的纯铜,得到铜铌复合方坯;
步骤五、将所述铜铌复合方坯放入800℃至900℃的加热炉中保温0.5至1小时;
步骤六、对所述铜铌复合方坯进行热锻,热锻温度不低于450℃;热锻后,与铌棒轴向平行方向的应变大于1.5;
步骤七、将所述铜铌复合方坯放入700℃至800℃的加热炉中保温0.5至1小时后进行热锻;在铜铌复合方坯最短棱长的平行方向上的正应变大于1.2;
步骤八、步骤七至少重复28次;
步骤九、将所述铜铌复合方坯进行铣面及酸洗处理,在酸洗、脱水并烘干后;进行冷轧,轧制压下率大于97.3%,得到铜铌复合板材。
2.如权利要求1所述的铜铌复合材料的制备方法,其特征在于,所述铌棒安装孔的直径为0.5-4mm,深度为5-10mm,两孔间距大于2mm。
3.如权利要求1所述的铜铌复合材料的制备方法,其特征在于,所述浇注通道的宽度大于40mm。
4.如权利要求1所述的铜铌复合材料的制备方法,其特征在于,所述纯铌和纯铜的质量纯度均不低于99.9%。
5.如权利要求1所述的铜铌复合材料的制备方法,其特征在于,步骤六和步骤七中材料温度在整个热锻过程中大于450℃,当温度在450-500℃,将材料放入700-800℃保温0.5h后继续热锻过程。
6.如权利要求1所述的铜铌复合材料的制备方法,其特征在于,所述铜铌复合材料中铌的质量百分比在10%至20%之间,余量为铜和无法去除的杂质。
说明书
技术领域
本发明属于有色金属加工领域,涉及到一种高强度铜铌复合材料的制备方法。
背景技术
在强磁场领域,高强高导铜合金常用作脉冲磁场磁体材料。一方面,材料的高强度能使其在磁场运行过程中承受更大的洛伦兹力;另一方面,材料优异的导电性能有效降低磁场运行过程中产生的焦耳热。为进一步发展更高强度的超高强脉冲磁场(如100 T 的脉冲磁场),对磁体材料的强度及导电性提出更高要求。铜铌复合材料是一类兼具高强度与高导电性的结构功能材料,是极具应用潜力的超高强脉冲磁场用磁体材料。
铜铌复合材料通过严重塑性变形后,其铜、铌两相在一维或二维方向达到纳米量级,从而获得高强度。此外,铌与铜的相互溶解度极小。在室温,铜在铌中的溶解度低于0.1at.%,铌在铜中的溶解度低于0.02at%。铜铌复合材料中铌的存在对铜基体的导电性影响小,即材料在添加大量铌元素后,仍具有优异的导电性能。
目前,已报道的铜铌复合材料的制备工艺主要有以下几种:
第一种方法是通过累积叠轧、技术拉拔等严重塑性变形方法实现铜、铌相的物理复合。此外,在严重塑性变形过程中实现铜、铌两相的纳米化,从而得到高强度、高电导率的铜铌复合材料。这种方法的主要缺点在于加工过程繁杂,设备要求高,生产周期长,难以制备大尺寸的块状铜铌复合材料。
第二种方法是通过高能球磨实现铜粉与铌粉的机械合金化法,再通过粉末冶金手段制备高性能铜铌复合材料。这种方法的主要缺点在于难以制备大型产品,且生产成本高。
第三种方法是通过感应熔炼和自耗电弧熔炼工艺制备铜铌合金铸锭,再采用多道次拉拔或轧制等手段,制得铌相达到纳米量级的高强高导铜铌复合材料。然而,铌熔点高且难溶于金属铜液中,以Cu-20Nb合金为例,要使铌元素在过程中完全溶解,熔炼温度需达到2200℃以上。传统的铜合金熔铸方法难以制备铜铌合金铸锭,必须采用感应熔炼与自耗电弧熔炼相结合的方法制备铜铌合金坯料。这种方法的主要缺点在于熔炼工艺复杂,合金成分稳定性难以控制,生产成本高。
因此,如何简化铜铌复合材料的制备方法,实现大尺寸高强高导铜铌复合材料的高效制备,是函待解决的技术难题。
发明内容
针对现有铜铌复合材料制备加工技术的不足,本发明旨在解决现有铜铌复合材料熔铸及加工工艺复杂、成品尺寸受限等问题。
鉴于上述问题,本发明的目的在于,提出一种操作简单且安全的铜铌复合材料制备方法。将熔融的金属铜液浇注入嵌有铌棒的模具中,实现铜、铌的固液复合,制备铜铌复合材料;通过多道次热锻与冷轧等手段,不但可以细化铌相与铜相尺寸,而且可以引入大量位错,从而制得具有高强度、高导电性的铜铌复合材料,适用于高强脉冲磁场用磁体材料。
为了实现上述目的,本发明采用如下技术方案实现:
一种铜铌复合材料的制备方法,其特征在于,包括以下步骤:
步骤一、制作模具,所述模具由第一部件和第二部件水平对接组成,模具内腔的一侧由上至下设置有浇注通道;除去浇注通道部分的面积为有效面积,在所述有效面积内均布若干铌棒安装孔,铌棒合金中的铌以铌棒的形式安装在所述铌棒安装孔内;
步骤二、将若干根纯铌制成的铌棒水平插入所述铌棒安装孔内,所述第一部件与所述第二部件组成模具内腔的高度和宽度均大于厚度5倍以上的模具;
步骤三、将纯铜装入石墨坩埚,并放入真空感应熔炼炉内,将真空感应熔炼炉内的真空度应降低至6.0×10
步骤四、将所述坯锭进行切头尾与铣面,消除表面氧化层,切除侧边多余的纯铜,得到铜铌复合方坯;
步骤五、将所述铜铌复合方坯放入700℃至800℃的加热炉中保温0.5至1小时;
步骤六、对所述铜铌复合方坯进行热锻,热锻温度不低于450℃;热锻后,与铌棒轴向平行方向的应变大于1.5;
步骤七、将所述铜铌复合方坯放入800℃至900℃的加热炉中保温0.5至1小时后进行热锻;在平行于最短棱长的方向上的正应变大于1.2;
步骤八、步骤七至少重复28次;
步骤九、将所述铜铌复合方坯进行铣面及酸洗处理,在酸洗、脱水并烘干后;进行冷轧,轧制压下率大于97.3%,得到铜铌复合板材。
进一步,所述铌棒安装孔的直径为0.5-4mm,深度为5-10mm,两孔间距大于2mm。
进一步,所述浇注通道的宽度大于40mm。
进一步,所述纯铌和纯铜的质量纯度均不低于99.9%。
进一步,步骤六和步骤七中材料温度在整个热锻过程中大于450℃,当温度在450-500℃,将材料放入700-800℃保温0.5h后继续热锻过程。
进一步,所述铜铌复合材料中铌的质量百分比在10%至20之间,余量为铜和无法去除的杂质。
本发明中应变η计算公式为η=ln(L/L0)可用长度表示,其中,L0与L分别为材料在形变前后的长度。
本发明中两孔间距表示为两孔圆心之间距离减去两孔半径。例如,孔A与孔B的两孔间距=孔A与孔B圆心之间距离-孔A的半径-孔B的半径。
本发明中采用EBSD测量材料中铜相的KAM(Kernel Average Misorientation)值,该值反映了材料微区的平均取向差及位错密度。材料KAM值与材料内部的位错密度关联密切,KAM值越大,其位错密度越高。
本发明具有如下有益效果:
1)本发明中将熔融金属铜液浇注入嵌有固态铌棒的模具中,通过固液复合法实现铜与铌的化学结合,以制备铜铌复合材料坯锭。本发明中铜铌复合材料坯锭的制备方法简单易行。
2)通过多道次热锻,折叠、破碎、细化铜铌复合材料中的铌相,并使铌相均匀分布于材料当中。
3)通过冷轧,一方面,可以进一步减小铌相尺寸,使其在一维方向上达到纳米尺度,从而增强材料的界面强化效果;另一方面,可以引入大量位错,增强材料位错强化效果。在这两方面因素的作用下,使得铜铌复合材料的强度进一步提高。
4)本发明铜合金在完成热锻后铌相厚度的平均尺寸小于4μm;铌相在轧面法向的平均厚度小于80nm;此外,采用EBSD法测定材料轧面的铜相的KAM值在2.5-4.0之间;具有优良的高强度、高导电性,所述铜铌复合材料抗拉强度为750-1050MPa,电导率为65-85%IACS,综合性能优异,适用于高强脉冲磁场用磁体材料。
本发明在铜铌复合材料本身具有高强度、高导电性的基础上,提供一种简单易行的加工制备方法,具有明显的技术优势。
附图说明
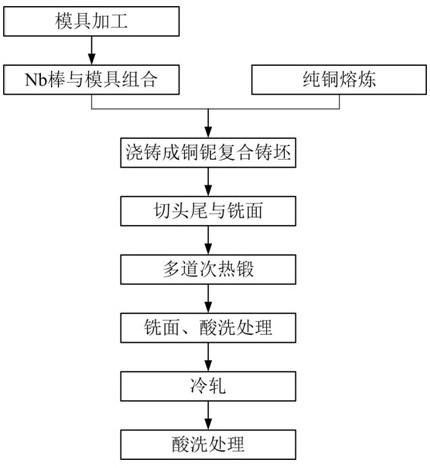
图1为本发明的制备方法流程图;
图2为本发明模具在组装后的结构示意图。
图中:1、左模具;2、铌棒;3、右模具;4、铌棒安装孔。
具体实施方式
为了进一步阐述本发明,下面结合实施例对本发明优选实施方案进行描述。实施例的描述只是为进一步说明本发明的特征及优点,并不应理解为对本发明的任何限制。
实施例1
Cu-10wt%Nb复合板材的制备:
如图1所示,铌含量为10wt%的铜铌复合板材的制备,具体按以下步骤实施:
步骤一、在铸造模具的左模具1内壁正面上加工多组圆孔作为铌棒安装孔4,圆孔呈阵列排列。圆孔直径为2.7mm,深度为6mm,两孔间距为4.3mm,圆孔孔心与模具左侧边的最小距离为52mm,该距离应不小于40mm;以在左边留出浇注通道;也可以将浇筑通道设置在右侧。可以在右模具3的内壁正面上也加工多组圆孔作为铌棒安装孔4,只是,两边均设置安装孔安装比较麻烦。左模具1内壁正面除去浇注通道占用的面积,剩余面积为有效面积;铌棒安装孔的设置应在有效面积区域内。通过计算铌棒安装孔4的直径和根数,可以保证有效面积区域内,铌和铜的比例符合设计要求。
步骤二、将直径为2.6mm,长度为70mm的纯铌制成的铌棒2共3249根,质量为10.35千克,嵌入左模具1的铌棒安装孔4中,并将右模具3与左模具1组合完成。模具型腔为方形,型腔高度、长度和宽度分别为560mm、460mm和65mm。铌棒直径应比模具孔直径小0.02mm-0.2mm,保证铌棒能顺利嵌入模具圆孔中。
步骤三、将纯铜装入石墨坩埚,并放入真空感应熔炼炉内。将真空感应熔炼炉内的真空度降低至5.8×10
步骤四、将步骤三所述的铜铌复合材料坯锭进行切头尾与铣面,消除表面氧化层,切除侧边多余的纯铜,得到高度、长度和宽度分别为400mm、400mm和60mm的铜铌复合方坯;其中铌的含量为8.87千克;铜的含量为76.23千克。
步骤五、步骤四所述的铜铌复合材料坯锭放入温度为900℃的加热炉内保温1h。
步骤六、将步骤五所述的铜铌复合材料进行热锻,材料在热锻过程中温度应大于450℃,当温度达到450℃,将材料放入900℃保温0.5h后继续热锻过程。热锻后铜铌复合材料的长度由400mm缩短至约80mm,高度仍保持400mm,宽度由60mm增长至约300mm,铜铌复合材料在与铌棒轴向平行方向的应变达到1.6。
步骤七、将步骤六所述铜铌复合材料放入750℃保温1h后进行热锻,材料在热锻过程中温度应大于450℃,当温度达到450℃,将材料放入750℃保温0.5h后继续热锻过程。铜铌复合材料热锻后,其最短棱为第一棱;第一棱长由80mm的增长至300mm,最长棱为第二棱;第二棱长由400mm缩短至80mm,第三棱长由300mm增长至400mm,材料在平行于最短棱长——第一棱长的方向上的正应变最大达到1.32(ln(300/80))。热锻后,第一棱成为新的第三棱;第二棱成为新的第一棱;第三棱成为新的第二棱。
步骤八、重复步骤七的操作28次,通过多道次热锻细化铜相与铌相。此时,铜铌复合材料中铌相厚度的平均尺寸达到2.7μm。
步骤九、将步骤八所述的铜铌复合材料进行铣面及酸洗处理,在酸洗、脱水并烘干后铜铌复合材料的棱长别为75mm、296mm和390mm。对铜铌复合材料进行冷轧,轧制压下量为73mm,相应的轧制压下率大于97.3%,得到厚度为2mm的铜铌复合板材。此时,材料中铌相尺寸在轧面法向的平均厚度为78nm,根据SEM-EBSD法的测定结果,轧面的KAM值为2.8。
步骤十、将步骤九所述的铜铌复合板材进行酸洗处理,在酸洗、脱水并烘干后,制成铜铌复合材料成品。此时,材料抗拉强度为814MPa,电导率为79.4%IACS。
实施例2
Cu-12wt%Nb复合板材的制备:
如图1所示,铌含量为12wt%的铜铌复合板材的制备,具体按以下步骤实施:
步骤一、在铸造模具内壁正面上加工多组圆孔,圆孔呈阵列排列。圆孔直径为2.1mm,深度为6mm,两孔间距为2.9mm,圆孔孔心与模具左侧边的最小距离为52mm。
步骤二、将直径为2mm,长度为70mm的铌棒共6400根,质量为12.06千克,嵌入模具圆孔中,并将模具组合完成。模具型腔为方形,型腔高度、长度和宽度分别为560mm、460mm和65mm。
步骤三、将纯铜装入石墨坩埚,并放入真空感应熔炼炉内。将真空感应熔炼炉内的真空度降低至5.8×10
步骤四、将步骤三所述的铜铌复合材料坯锭进行切头尾与铣面,消除表面氧化层,切除侧边多余的纯铜,得到高度、长度和宽度分别为400mm、400mm和60mm的铜铌复合方坯;其中铌的含量为10.34千克;铜的含量为74.7千克。
步骤五、步骤四所述的铜铌复合材料坯锭放入温度为900℃的加热炉内保温0.5h。
步骤六、将步骤五所述的铜铌复合材料进行热锻,材料在热锻过程中温度大于450℃,当温度达到450℃,将材料放入800℃保温0.5h后继续热锻过程。热锻后铜铌复合材料的长度由400mm缩短至约80mm,高度仍保持400mm,宽度由60mm增长至约300mm,铜铌复合材料在与铌棒轴向平行方向的应变为1.6。
步骤七、将步骤六所述铜铌复合材料放入750℃保温1h后进行热锻,材料在热锻过程中温度应大于450℃,当温度达到450℃,将材料放入750℃保温0.5h后继续热锻过程。铜铌复合材料热锻后,其第一棱长由80mm的增长至300mm,第二棱长由400mm缩短至80mm,第三棱长由300mm增长至400mm,材料在平行于最短棱长的方向上的正应变达1.32。
步骤八、重复步骤七的操作31次,通过多道次热锻细化铜相与铌相。此时,铜铌复合材料中铌相厚度的平均尺寸达到2.1μm。
步骤九、将步骤八所述的铜铌复合材料进行铣面及酸洗处理,在酸洗、脱水并烘干后铜铌复合材料的棱长别为75mm、296mm和390mm。对铜铌复合材料进行冷轧,轧制压下量为73mm,相应的轧制压下率大于97.3%,得到厚度为1mm的铜铌复合板材。此时,材料中铌相尺寸在轧面法向的平均厚度为62nm,根据SEM-EBSD法的测定结果,轧面的KAM值为2.9。
步骤十、将步骤九所述的铜铌复合板材进行酸洗处理,在酸洗、脱水并烘干后,制成铜铌复合材料成品。此时,铜铌复合板材的抗拉强度为926MPa,电导率为76.5%IACS。
实施例3
Cu-14wt%Nb复合板材的制备:
如图1所示,铌含量为14wt%的铜铌复合板材的制备,具体按以下步骤实施:
步骤一、在铸造模具内壁正面上加工多组圆孔,圆孔呈阵列排列。圆孔直径为2.7mm,深度为6mm,两孔间距为3.3mm,圆孔孔心与模具左侧边的最小距离为52mm。
步骤二、将直径为2.6mm,长度为70mm的铌棒共4356根,质量为13.87千克,嵌入模具圆孔中,并将模具组合完成。模具型腔为方形,型腔高度、长度和宽度分别为560mm、460mm和65mm。
步骤三、将纯铜装入石墨坩埚,并放入真空感应熔炼炉内。将真空感应熔炼炉内的真空度降低至5.8×10
步骤四、将步骤三所述的铜铌复合材料坯锭进行切头尾与铣面,消除表面氧化层,切除侧边多余的纯铜,得到高度、长度和宽度分别为400mm、400mm和60mm的铜铌复合方坯;其中铌的含量为11.89千克;铜的含量为73.09千克。
步骤五、步骤四所述的铜铌复合材料坯锭放入温度为900℃的加热炉内保温0.5h。
步骤六、将步骤五所述的铜铌复合材料进行热锻,材料在热锻过程中温度大于450℃,当温度达到450℃,将材料放入800℃保温0.5h后继续热锻过程。热锻后铜铌复合材料的长度由400mm缩短至约80mm,高度仍保持400mm,宽度由60mm增长至约300mm,铜铌复合材料在与铌棒轴向平行方向的应变为1.6。
步骤七、将步骤六所述铜铌复合材料放入750℃保温1h后进行热锻,材料在热锻过程中温度应大于450℃,当温度达到450℃,将材料放入750℃保温0.5h后继续热锻过程。铜铌复合材料热锻后,第一棱长由80mm的增长至300mm,第二棱长由400mm缩短至80mm,第三棱长由300mm增长至400mm,材料在平行于最短棱长的方向上的正应变达1.32。
步骤八、重复步骤七的操作31次,通过多道次热锻细化铜相与铌相。此时,铜铌复合材料中铌相厚度的平均尺寸达到1.9μm。
步骤九、将步骤八所述的铜铌复合材料进行铣面及酸洗处理,在酸洗、脱水并烘干后铜铌复合材料的棱长别为75mm、296mm和390mm。对铜铌复合材料进行冷轧,轧制压下量为74mm,相应的轧制压下率大于98.6%,得到厚度为1mm的铜铌复合板材。此时,材料中铌相尺寸在轧面法向的平均厚度为38nm,根据SEM-EBSD法的测定结果,轧面的KAM值为3.2。
步骤十、将步骤九所述的铜铌复合板材进行酸洗处理,在酸洗、脱水并烘干后,制成铜铌复合材料成品。此时,铜铌复合板材的抗拉强度为958MPa,电导率为74.2%IACS。
实施例4
Cu-17wt%Nb复合板材的制备:
如图1所示,铌含量为14wt%的铜铌复合板材的制备,具体按以下步骤实施:
步骤一、在铸造模具内壁正面上加工多组圆孔,圆孔呈阵列排列。圆孔直径为2.5mm,深度为6mm,两孔间距为2.5mm ,圆孔孔心与模具左侧边的最小距离为52mm。
步骤二、将直径为2.4mm,长度为70mm的铌棒共6400根,质量为17.37千克,嵌入模具圆孔中,并将模具组合完成。模具型腔为方形,型腔高度、长度和宽度分别为560mm、460mm和65mm。
步骤三、将纯铜装入石墨坩埚,并放入真空感应熔炼炉内。将真空感应熔炼炉内的真空度降低至5.8×10
步骤四、将步骤三所述的铜铌复合材料坯锭进行切头尾与铣面,消除表面氧化层,切除侧边多余的纯铜,得到高度、长度和宽度分别为400mm、400mm和60mm的铜铌复合方坯;其中铌的含量为14.89千克;铜的含量为69.98千克。
步骤五、步骤四所述的铜铌复合材料坯锭放入温度为900℃的加热炉内保温0.5h。
步骤六、将步骤五所述的铜铌复合材料进行热锻,材料在热锻过程中温度大于450℃,当温度达到450℃,将材料放入800℃保温0.5h后继续热锻过程。热锻后铜铌复合材料的长度由400mm缩短至约80mm,高度仍保持400mm,宽度由60mm增长至约300mm,铜铌复合材料在与铌棒轴向平行方向的应变为1.6。
步骤七、将步骤六所述铜铌复合材料放入750℃保温1h后进行热锻,材料在热锻过程中温度应大于450℃,当温度达到450℃,将材料放入750℃保温0.5h后继续热锻过程。铜铌复合材料热锻后,第一棱长由80mm的增长至300mm,第二棱长由400mm缩短至80mm,第三棱长由300mm增长至400mm,材料在平行于最短棱长的方向上的正应变达1.32。
步骤八、重复步骤七的操作34次,通过多道次热锻细化铜相与铌相。此时,铜铌复合材料中铌相厚度的平均尺寸达到1.5μm。
步骤九、将步骤八所述的铜铌复合材料进行铣面及酸洗处理,在酸洗、脱水并烘干后铜铌复合材料的棱长别为75mm、296mm和390mm。对铜铌复合材料进行冷轧,轧制压下量为74mm,相应的轧制压下率大于98.6%,得到厚度为1mm的铜铌复合板材。此时,材料中铌相尺寸在轧面法向的平均厚度为24nm,根据SEM-EBSD法的测定结果,轧面的KAM值为3.3。
步骤十、将步骤九所述的铜铌复合板材进行酸洗处理,在酸洗、脱水并烘干后,制成铜铌复合材料成品。此时,铜铌复合板材的抗拉强度为1041MPa,电导率为68.7%IACS。
上述示例只是用于说明本发明,除此之外,还有多种不同的实施方式,而这些实施方式都是本领域技术人员在领悟本发明思想后能够想到的,故,在此不再一一列举。
一种铜铌复合材料的制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。


















动态评分
0.0