










专利摘要
本发明涉及一种管材冷拔加工设备,尤其是一种超长管材冷拔机,包括设在头座上的拔模,可沿轨道移动的拉拔小车和与拉拔小车连接的牵引装置,牵引装置包括设在头座上的滑轮组,电机和与电机连接的减速器,轨道上设有夹持装置,滑轮组上缠绕细钢丝绳,细钢丝绳的一端连接拉拔小车的后端,另一端与设在轨道前端的小卷筒连接,拉拔小车的前端通过粗钢丝绳与安装在小卷筒一侧的大卷筒连接,小卷筒上设有小齿轮,大卷筒上设有与小齿轮相啮合的大齿轮,大齿轮与减速器连接。本发明的有益效果是操作简单方便,误差小,省工省时且节约管料,管材拉拔质量好,加工效率高。
说明书
技术领域技术领域
本发明涉及一种管材冷拔加工设备,尤其是一种超长管材冷拔机。
技术背景背景技术
所谓冷拔加工是指采用拔模将大直径的管材直接冷拔为较小直径的管材,冷拔机是用以对管材进行减径减壁或减壁扩径加工的一种机械设备。现有的冷拔机对坯管进行冷拔处理时,先对坯管进行打头处理,以制成可被冷拔机拔车夹持的端头,退火后将坯管的端头通过推管的方式穿过模具,再利用拔车的夹持机构将端头夹紧,夹持机构一般采用机械式夹钳,无外力辅助,初始夹持时易滑落,然后由拔车牵引将坯管经模具拔出,最后去头,切掉没用的端头,其中拔车牵引一般采用滚子链条施加作用力,链条传动存在瞬时速度波动,容易造成拉拔速度不均,从而影响的表面质量。由于滚子链条重量大,使得冷拔机比较笨重,操作不灵活,尤其是对于长度较长的管材。另外,管材进行冷拔时需对其外表面进行预处理,这也增加了加工成本。
发明内容发明内容
本发明的目的是为了解决现有技术的上述缺点而提出一种可对长度较长的管材进行匀速拉拔的超长管材冷拔机。
本发明的目的可以通过以下技术方案来实现:
一种超长管材冷拔机,包括设在头座上的拔模,可沿轨道移动的拉拔小车和与拉拔小车连接的牵引装置,所述牵引装置包括设在头座上的滑轮组,电机和与电机连接的减速器,所述轨道上设有夹持装置,其改进之处在于,所述滑轮组上缠绕细钢丝绳,所述细钢丝绳的一端连接拉拔小车的后端,另一端与设在轨道前端的小卷筒连接,所述拉拔小车的前端通过粗钢丝绳与安装在小卷筒一侧的大卷筒连接,所述小卷筒上设有小齿轮,所述大卷筒上设有与小齿轮相啮合的大齿轮,所述大齿轮与减速器连接。
本发明的目的还可以通过以下技术解决措施来进一步实现:
前述的超长管材冷拔机,其中所述拉拔小车的后端两侧设有定楔块,所述两个定楔块间设有形状与定楔块相配合的动楔块,所述定楔块与动楔块滑动连接,所述动楔块的前端通过可沿滑道移动的滑板与电液推杆连接,所述动楔块的后端设有起夹持管材作用的夹钳口,所述拉拔小车通过滑轮连接粗钢丝绳。
前述的超长管材冷拔机,其中所述动楔块由两个板块组成,所述板块的前端设有横向长孔,所述横向长孔通过销轴与滑板连接,所述两个板块相对的侧面上设有凹槽,所述凹槽中设有夹钳口,所述两个夹钳口相对形成夹钳嘴。
前述的超长管材冷拔机,其中所述夹持装置包括C型支架和夹持钳,所述夹持钳固定在C型支架,所述C型支架上设有控制夹持钳的电磁铁。
前述的超长管材冷拔机,其中所述夹持钳由两个相交的钳臂组成,所述两个钳臂的相交位置通过销轴与连接板活动连接,所述连接板与C型支架固定连接。
前述的超长管材冷拔机,其中所述钳臂的上端通过连板与设在电磁铁下端的连接轴活动连接,所述钳臂的下端凹槽内设有尼龙垫块。
前述的超长管材冷拔机,其中所述拔模内设有固定座,所述固定座通过螺栓与连接板连接,所述连接板通过螺栓固定在模座的一侧台阶上,所述模座上安装连接板的一侧凹槽内设有定径模,另一侧凹槽内设有密封模,所述模座连接密封模的一侧通过螺栓与模盖板固定连接,所述模座与润滑油管连接。
本发明的优点是采用钢丝绳索传递牵引力稳定地拉拔管材,拉拔速度均匀稳定从而改善了管材的表面质量,钢丝绳索质量轻大大降低了冷拔机设备的重量,操作灵活方便,尤其适用于长度较长的管材,另外钢丝绳卷绕的大小滚筒上对应设有相啮合的大小齿轮使得其上卷绕的粗、细钢丝绳作反向同速运动,使得作用在拉拔小车两端的粗、细钢丝绳作反向同速协调运动,并且保持一定的张力使拉拔小车运行平稳,避免了拉拔小车刹车时的回弹冲击;拉拔小车上还设有夹钳口能够在拉拔开始前对管材进行初始夹持,防止了拉拔起始时管材的脱落,拉拔过程中由电磁铁控制的夹持钳对拔出的管材进行扶持以避免管材下垂弯曲,夹持可靠不易脱落;润滑油管向拔模输送高压油在拔模内形成了高压腔,使得管材与定径模之间形成润滑油膜,减少了管材与定径模之间的相互摩擦,减小了拉拔力,提高了管材的表面质量,管材表面不需要预处理,节省了工序。总之,本发明的超长管材冷拔机操作简单方便,误差小,省工省时且节约管料,管材拉拔质量好,加工效率高。
附图说明附图说明
下面结合附图对本发明作进一步说明。
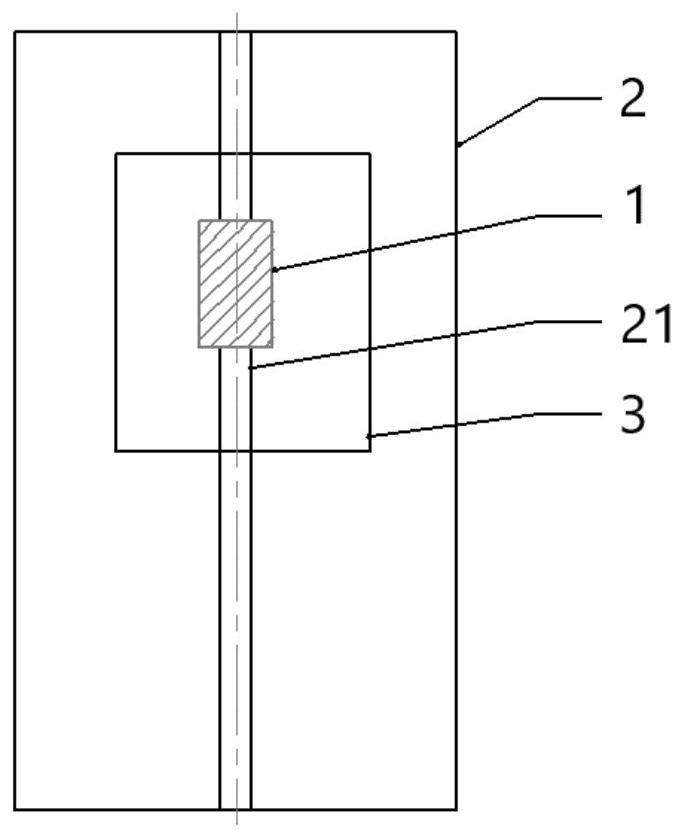
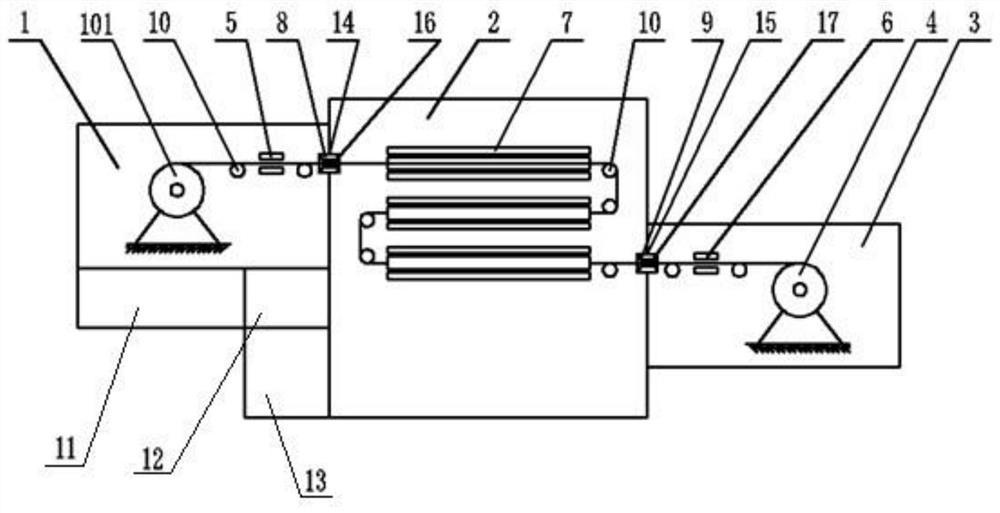
图1为本发明的超长管材冷拔机结构示意图。
图2为图1的俯视图。
图3为图1的A-A向剖视图。
图4为本发明的拉拔小车结构示意图。
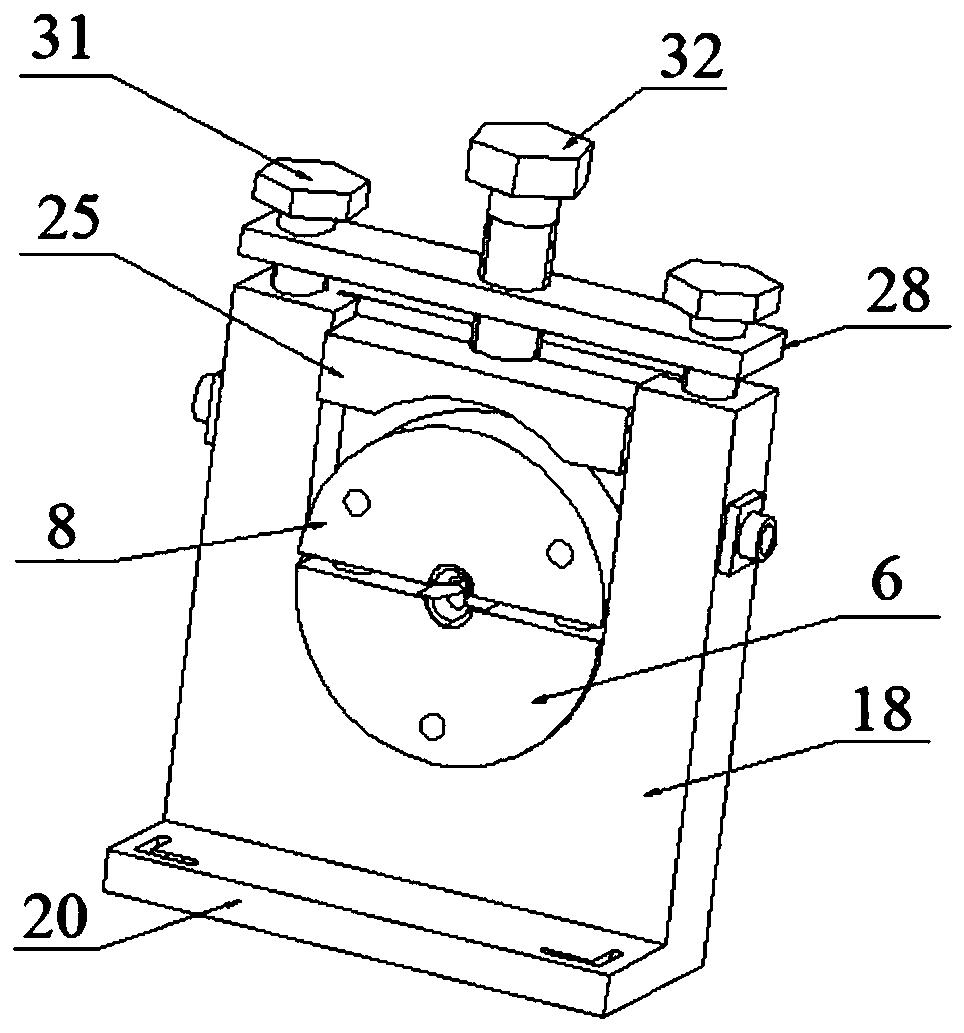
图5为本发明的夹持装置结构示意图。
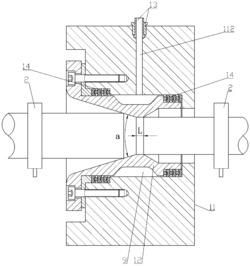
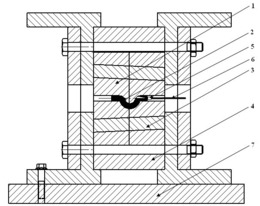
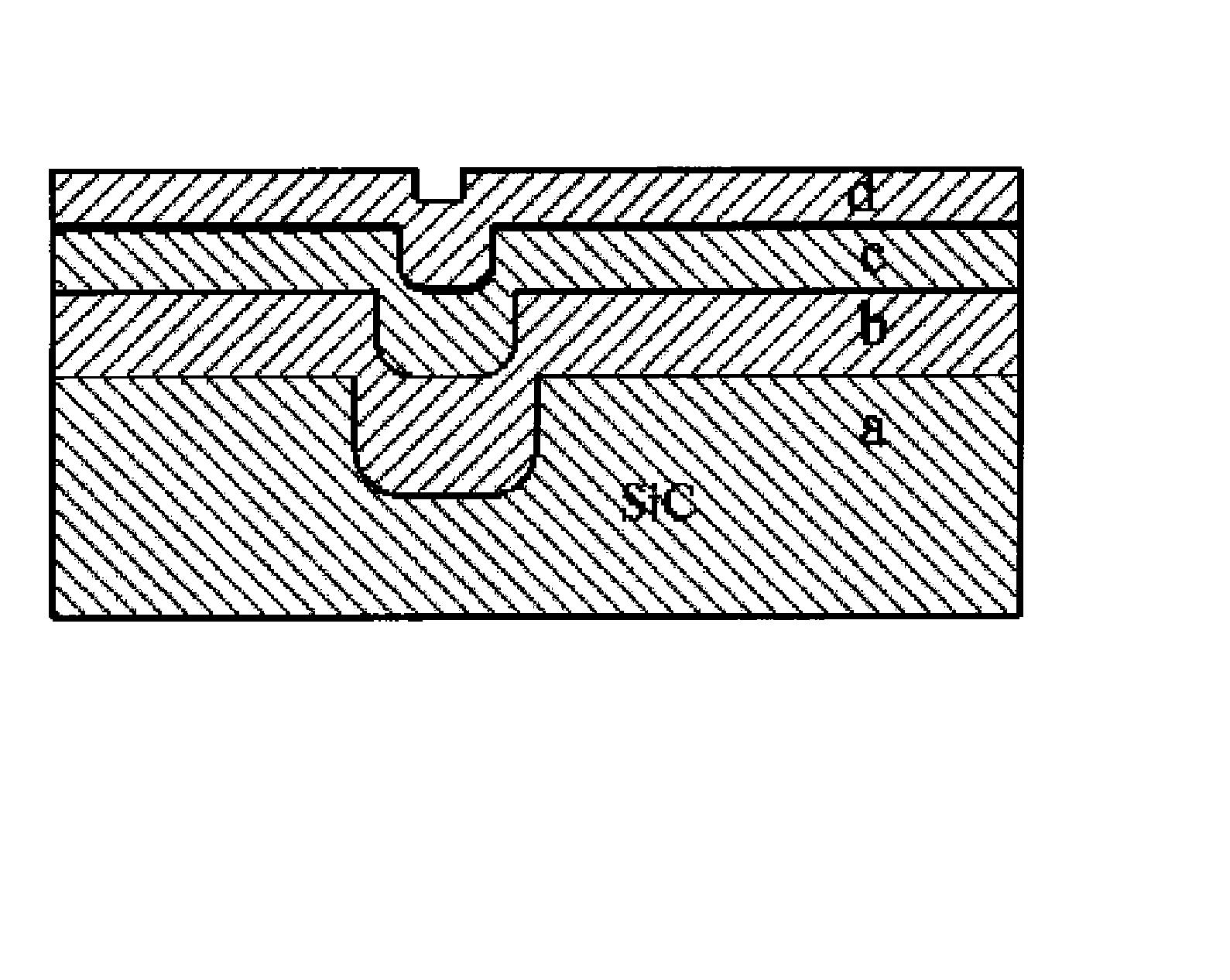
图6为本发明的拔模内部结构示意图。
具体实施方式具体实施方式
实施例一
本实施例的结构如图1和图2所示,一种超长管材冷拔机,包括设在头座2上的拔模1,可沿轨道8移动的拉拔小车9和与拉拔小车9连接的牵引装置,牵引装置包括设在头座2上的滑轮组,电机20和与电机20连接的减速器19,滑轮组包括定滑轮4、动滑轮5和定滑轮7,滑轮组上缠绕细钢丝绳13,动滑轮5上设有可对细钢丝绳13的张紧力起调节作用的调节丝杠6,细钢丝绳13穿过定滑轮4的一端连接拉拔小车9的后端,穿过定滑轮7的另一端与设在轨道8前端的小卷筒15连接,拉拔小车9的前端通过粗钢丝绳14与安装在小卷筒15一侧的大卷筒17相连接,小卷筒15的一端设有小齿轮16,大卷筒17的一端设有与小齿轮16相啮合的大齿轮18,大齿轮18与减速器19连接;如图4所示,拉拔小车9包括车轮25和车架26,车架26后端的两侧设有定楔块24,两个定楔块24相对的侧面上设有形状与定楔块24相配合的动楔块23,定楔块24与动楔块23在结合面上以燕尾槽形式滑动连接,拉拔小车9的前端设有缠绕粗钢丝绳14的滑轮30,动楔块23的前端通过可沿滑道27移动的滑板28连接在电液推杆29的活塞杆上,电液推杆29的缸体固定在拉拔小车9上,其中动楔块23由两个相同的板块相对组成,两个板块相对的侧面上均设有凹槽,凹槽中设有夹钳口22,两个夹钳口22相对形成夹钳嘴,两个板块的前端均设有横向长孔,横向长孔通过销轴与滑板28连接,销轴穿过横向长孔,当滑板28通过销轴推动动楔块23纵向移动时,也允许动楔块23相对横向移动,带动两个板块上的夹钳口22向内移动,使得夹钳口22夹住管头;如图3和图5所示,轨道8上设有夹持装置,夹持装置包括C型支架12和夹持钳11,C型支架12上设有电磁铁31,电磁铁31的下端设有连接轴,夹持钳11由两个相交的钳臂33组成,两个钳臂33的相交位置通过销轴与连接板活动连接,连接板固定在C型支架12上,钳臂33的上端通过连板32与连接轴活动连接,控制连板32的长度使其容易形成转动死点,即电磁铁31失电时钳臂33落下处于夹持状态(见图5b),两个连板32之间的夹角角度为160。-180。,这样,在两个钳臂33上施加分开力时,两个连板32相互顶死形成自锁机构,使得夹持钳11能够夹紧管材3,电磁铁31得电时吸合,夹持钳11的两个钳臂33处于打开状态(见图5a),另外在钳臂33的下端凹槽内设有尼龙垫块34;如图6所示,拔模1内设有固定座35,固定座35通过螺栓与连接板36连接,连接板36通过螺栓固定在模座38的一侧台阶上,模座38连接连接板36的一侧凹槽内设有定径模37,另一侧凹槽内设有密封模39,模座38连接密封模39的一侧通过螺栓与模盖板40固定连接,定径模37与密封模39中间穿过管材3,模座38与润滑油管41连接,润滑油管41向定径模37、模座38、密封模39和管材3之间的空隙输送高压油从而形成高压油腔,进而在管材3与定径模37之间形成润滑油膜,减少了管材3与定径模37之间的摩擦,减小了拉拔力。
冷拔机对坯管进行加工时,先将管材3向拔模1的模腔中推进,使管材3从模腔中伸出一段以作为拉头部分,启动拉拔小车9上的电液推杆29,电液推杆29的活塞杆伸出使夹钳口22对管材3的拉头部分进行夹持,对管材3施加初始的夹持力以防止拉拔开始时管材3滑落,电机20带动大齿轮18与小齿轮16转动,从而使小卷筒15和大卷筒17匀速转动,大卷筒17收紧粗钢丝绳14拉拔小车9获得向前的作用力,小卷筒16收紧细钢丝绳13拉拔小车9同时获得向后的作用力,由于向后的作用力小于向前的作用力拉拔小车9获得向前牵引力,在拉拔小车9的牵引下管材3从模腔拉出;此时夹持装置的电磁铁31处于得电吸合状态,夹持钳11的两个钳臂33在电磁铁31作用下处于打开状态以便于拉拔小车9通过,拉拔小车9每通过一个夹持装置,接近开关就控制电磁铁31失电使夹持钳11的两个钳臂33落下夹持管材3,钳臂33下端的尼龙垫块34对管材3进行扶持以防止管材3变形;同时电液推杆29由吊挂在C型支架12内与电路连接的滑线槽10持续供电,可保证在整个拉拔过程中对管材3的持续稳定的主动夹持力,不会产生拉脱现象;管材3被全部拉出后,控制电液推杆29使夹钳口22打开,同时控制电磁铁31使夹持钳11打开进行卸料,卸下的管材3从C型支架12的开口处滑下,然后对管材3进行退火处理,更换模具以改变模口尺寸,重复上述步骤直至获得所需尺寸的成品。
除上述实施例外,本发明还可以有其他实施方式,例如夹持钳除了由电磁铁控制外,还可以由气缸控制。凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围之内。
超长管材冷拔机专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。









动态评分
0.0