

IPC分类号 : F41H1/00,F41H1/02,F41H5/04,B32B27/12,B32B27/04,B32B37/10,B32B37/12,A41D31/02




专利摘要
本发明涉及仿生层状复合材料领域,特别涉及微米及纳米材料增强的仿生层状复合高抗冲击材料及其制备方法。本发明的材料是由增韧结构材料层与增强材料层一层一层间隔复合而成,且仿生层状复合材料的两面外层都为所述的增韧结构材料层;所述的增韧结构材料层为由连续的纤维交织成的连续纤维结构体或者由连续的纤维构成的非交织的连续纤维结构体,所述的增强材料层为将微米及纳米无机材料颗粒与热塑性高分子树脂混合形成的混合物涂覆在所述的增韧结构材料层上得到的微米及纳米无机材料颗粒层。本发明的材料是一种更为有效的轻型防护材料,克服了现有技术上存在的如复合层太厚、层间结合不牢等导致的层间强度低、负重太大等的一些缺陷。
说明书
技术领域
本发明涉及仿生层状复合材料领域,特别涉及微米及纳米材料增强的仿生层状复合高抗冲击材料及其制备方法。
背景技术
抗冲击性材料作为防护材料广泛应用于现代社会的安保、防恐怖袭击及战争中。按照其用途可以将抗冲击性材料分为普通抗冲击性材料与高级抗冲击性材料。普通抗冲击性材料一般用于民生之中,如潜水服、登山服、建筑头盔等等;高级抗冲击性材料一般用于国防军事及科学研究中,如航空服、实验防护服、装甲防护用品等等。但是,由于现代科技的发展,日常生活中对防护材料的要求也越来越高,这两者之间的界限日趋模糊。现代高抗冲击性材料应尽可能满足“高硬度、高强度、高韧性、低密度、低成本”的要求。抗冲击性材料多为金属板、陶瓷板及与高性能纤维复合板复合而成的板材。但是这些复合材料的抗冲击性能有限,要保证其防护效果,必须增加厚度重量或叠加使用,导致材料硬且笨重。多层复合材料的抗冲击性能要明显好于单层均质材料,但是多层材料存在的质量大、层间粘合牢度差、综合强韧舒适性有待提高等问题,给配备人员和器材造成了较大的负重及安全隐患,降低了战术战略的有效性。改善材料的结构来降低重量并提高单位面积重量的耐冲击性,对于发明新型防护材料、改善其综合性能意义重大。同时,由于贝壳、牙齿等类骨组织是高度结构化多功能复合材料的典范,仿造类骨材料的结构制成的纳米尺度无机颗粒与高分子材料多层复合在一起的复合仿生材料的多级结构也具有十分优异的力学性能。所以如果将仿生手段与多层抗冲击复合材料的研究结合在一起,将会提高材料的综合性能。
金属板材的高抗冲击性材料(包括防弹钢、铝合金、钛合金等)主要应用于运钞车、武警公安防爆车及防弹轿车等特种车辆。但是金属抗冲击性材料的焊接和热影响区性能、应力腐蚀性能及板材表面质量均较差,成形性有限,异型构件制作难度大,从而导致了材料的防护能力及可靠性下降,不利于人体的近身防护和战术性能的发挥,并且该材料的使用成本较大(材料导报.2005,19(z2))。陶瓷板材料具有高硬度、高抗压强度、高弹性模量且耐高温,并具有良好的化学稳定性、相对较低的密度、高中子吸收能力和良好的耐冲蚀及耐磨损性能,有利于抵御高速穿甲弹的侵蚀并能减轻装甲重量,所以是一种良好的高抗冲击性材料。目前在主战坦克上将陶瓷用做间隙复合装甲的夹层材料及其它抗冲击性用途都非常普遍。然而由于其断裂韧性差、脆且易氧化、与金属亲和力强、难烧结和加工性能差等缺点,陶瓷材料至今仍然不能作为均质装甲单独使用;并且陶瓷材料的硬度对成分和组织比较敏感,难于应用于工业化生产(宇航材料工艺.2000,30(5))。高性能纤维具有较高的强度、较高的模量、适当的断裂伸长率和良好的耐腐蚀性及阻燃性,并且其密度比金属低很多,因此高性能纤维在防护材料领域,尤其在个体防护领域有着重要的应用。用高性能纤维复合板材料和抗冲击性材料制成的复合材料质轻、柔韧性好、防护效果佳。这种高性能纤维复合抗冲击材料主要用于各式的防弹衣和防弹头盔中。由于目前应用广泛的高性能纤维有碳纤维、芳纶、液晶聚合物基材纤维(如PBO纤维)、超高分子量聚乙烯纤维(UHMWPE)和玻璃纤维等等。这些纤维通过不同的复合工艺手段,可以制成与实际需要相符的产品,如用溶液纺丝法制得的超高分子量聚乙烯纤维具有突出的抗弹丸冲击性能和耐环境腐蚀性能。但是高性能纤维复合材料的缺点在于纤维表面光滑,与树脂基体之间的界面结合强度比较弱并且抗压缩强度较低(轻纺工业与技术.2010,39(4))。
将金属、陶瓷及高性能纤维材料中的两种或几种复合在一起制成的多层抗冲击性材料具有比均质材料更好的防侵彻性能,如美国Halverson等人采用往疏松的B4C坯体内渗铝的方法获得韧性和耐磨性都非常好的复合材料。国内外学者通过大量试验及数值模拟分析等手段,对多层复合防护结构的防护性能和破坏机理进行了较多研究,取得了大量成果,如李爽(兵器材料科学与工程.2010,33(1))等人研究的以陶瓷为面板和以纤维增强树脂基复合材料或金属为背板所构成的三种多层复合材料的抗冲击性能的对比;又如Woodward(International Journal of Impact Engineering.January 1990,9(4):455-474)、王天运等(防护工程.2008,30(2),55-58.)对陶瓷/纤维增强树脂结构的性能和防护机理进行了分析;杜忠华等(兵工学报.2003,24(3):119-221)、赵俊山等(玻璃钢/复合材料.2005(1)22-24)对双层及三层陶瓷/金属(钢和铝合金)结构和陶瓷/玻璃纤维/钢板复合靶板的抗弹性能和防护机理进行了研究。即多种组分材料通过不同的手段相互层层复合,各组分在性能上相互取长补短,产生协同效应,将使复合材料的综合性能大大提高。
另外,天然生物体结构进化至今,使得生物的类骨组织集质轻、最优化强度、坚韧稳定和多层次结构等近乎完美的优秀特质于一身。许多生物学家和生物矿化研究人员已经了解到一些生物体系矿化过程模式的基本规律,并利用生物学概念,如形态制备、复制、自组装和形态变形等作为新材料合成的策略。这些类骨组织的结构也成为新型有机/无机复合材料的最佳模板。该仿生技术的优点在于:通过有机物分子与无机粒子的相互作用,能够在温和的条件下合成出具有多级结构、形貌特殊和性能优异的有机/无机复合材料。但是由于影响生物矿化的微环境相当复杂,尽管通过各种方法已经合成了许多不同形态的仿生材料,但至今还未能真正从化学方法上获得与自然界中结构和功能相似的仿生材料。如何合理改进复合材料的仿生结构,得到最优化设计,是本发明的目标之一。
国内外复合材料研究者在增强材料抗冲击性、提高材料综合性能方面也做了大量工作,近年来的工作主要集中在通过调节复合材料的成分、结构及制造工艺来实现对抗冲击材料性能的完善,如:在公开号为CN101243297A的中国专利中公开了由高强度纤维等制成的多层防护材料;在公开号为CN102015350A的中国专利中公开了含有任选地增强抗冲击性的阻挡聚合物的多层结构;在公开号为CN101443623A的中国专利中公开了增强的抗脱层防弹复合多层材料;在公开号为CN201371606Y的中国专利中公开了一种纤维三维增强中空复合材料;在公开号为CN101511580A的中国专利中公开了具有改进的柔韧性的高性能防弹复合材料及其制造方法;在公开号为CN100999144A的中国专利中公开了一种多层复合吸能材料及其制备方法;在公开号为CN101421096A的中国专利中公开了一种制备改善的弹道产品的方法;在美国专利4,623,574和4,748,064中公开了包含嵌入在弹性基质中的高强度纤维的简单复合结构;在美国专利11,142,035中公开了一种含陶瓷颗粒的防护材料及其制备方法;在美国专利4,650,710中公开了多层柔性增强复合材料;在美国专利6,642,159中公开了一种具有多条纤维层的抗冲击刚性复合材料;在美国专利5,124,195中公开了一种具有柔韧性的防弹复合材料。
发明内容
本发明的目的是采用一种仿生层状复合方式,使材料在厚度不变的情况下,增加层数、减少质量;在材料受到强冲击破坏时,提高其耐冲击的能力,或者延缓材料从受力到完全破坏的时间,大大提高抗冲击纤维复合材料的综合性能,从而提供一种微米及纳米材料增强的仿生层状复合高抗冲击材料。
本发明的再一目的是提供目的一的微米及纳米材料增强的仿生层状复合高抗冲击材料的制备方法。
本发明是在仿生学的基础上,借鉴软体动物的外壳以及人类等哺乳动物的牙齿、骨骼的结构(由纳米级层厚的多层高分子材料与无机矿物质复合而成),提供了一种具有高抗冲击性能的仿生层状复合材料。
本发明的微米及纳米材料增强的仿生层状复合高抗冲击材料是由增韧结构材料层与增强材料层一层一层间隔复合而成,且仿生层状复合高抗冲击材料的两面外层都为所述的增韧结构材料层;所述的增韧结构材料层为连续纤维结构体,所述的连续纤维结构体是由连续的纤维交织成的织物结构体或者由连续的纤维构成的非交织的纤维片结构体,所述的增强材料层为将微米及纳米无机材料颗粒与热塑性高分子树脂混合形成的混合物涂覆在所述的增韧结构材料层上得到的微米及纳米无机材料颗粒层。
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数。
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料中的增韧结构材料层的层数为N,所述的增强材料层的层数为N-1,N为大于等于2的自然数(具体复合层数可根据使用要求来设计确定)。
当所述的增韧结构材料层为由连续的纤维交织成的织物结构体,在进行铺装仿生层状复合高抗冲击材料的相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角α,所述的夹角α的角度为180/N度;所述的增韧结构材料层中的织物结构体选择相同的织物结构体;所述的N为所述的增韧结构材料层的层数。
所述的由连续的纤维构成的非交织的纤维片结构体是连续纤维单向排列的纤维片结构体或是无纺布纤维片结构体。
当所述的增韧结构材料层为所述的连续纤维单向排列的纤维片结构体,在进行铺装仿生层状复合高抗冲击材料的相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中连续纤维单向排列的方向成夹角α,所述的夹角α的角度为180/N度;所述的N为所述的增韧结构材料层的层数。
当所述的增韧结构材料层为无纺布纤维片结构体,在进行铺装仿生层状复合高抗冲击材料的相邻的两层增韧结构材料层时,其相邻的两层增韧结构材料层的铺层方向为任意的方向。
所述的织物结构体可以是机织物结构体或可以是针织物结构体。
所述的机织物结构体包括平纹、斜纹或方平等织物;所述的针织物结构体包括经编或纬编等织物。
所述的增强材料层为将微米及纳米无机材料颗粒与热塑性高分子树脂混合形成的混合物,其中,混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%。
所述的微米及纳米无机材料颗粒的粒径范围在10nm-10μm之间;选自陶瓷颗粒、玻璃微珠、二氧化硅颗粒、石墨烯、金刚石、石墨、富勒烯、粘土、碳管和金属氧化物颗粒等中的一种或几种。
所述的金属氧化物颗粒中的金属选自锌、锆或铝。
所述的热塑性高分子树脂选自聚丙烯、聚乙烯、尼龙、聚烯烃弹性体、聚酯和热塑性聚氨酯中的一种或几种。
所述的纤维是化学纤维或无机纤维。
所述的化学纤维可以选自芳纶、碳纤维、聚苯醚(PPO)纤维和聚对苯撑苯并双噁唑(PBO)纤维等中的一种或几种。
所述的无机纤维可以选自玻璃纤维、石棉纤维和玄武岩纤维中的一种或几种。
本发明的微米及纳米材料增强的仿生层状复合高抗冲击材料的结构类似于生物体壳和牙齿的结构(由纳米级层厚的多层高分子树脂与无机矿物质复合而成),是由热塑性高分子树脂与微米及纳米无机材料颗粒和连续纤维结构体层层复合而成。由于连续纤维结构体在二维空间内可以随意弯曲变形,本发明的微米及纳米材料增强的仿生层状复合高抗冲击材料可以是平板板材,也可以是有一定弧度或曲面的板材。同样厚度的微米及纳米材料增强的仿生层状复合高抗冲击材料,增韧结构材料与增强材料的复合层数越多,增强效果越好。增韧结构材料层的初始(热压成型或压力成型处理前)厚度同增强材料层厚度的比优选在1:0.1~1:10之间。增韧结构材料层与增强材料层的实际复合层数可根据使用要求确定,所述的增韧结构材料的层数为N,所述的增强材料的层数为N-1,两层增韧结构材料层之间为单层的增强材料层,N为大于等于2的自然数,多层微米及纳米材料增强的仿生层状复合高抗冲击材料的两面最外层都是增韧结构材料层。在微米及纳米材料增强的仿生层状复合高抗冲击材料的制备过程中,当使用层间高分子胶黏剂时,需要控制使涂覆在增强材料层和增韧结构材料层之间的高分子胶粘剂的厚度均匀,减少材料内部缺陷,以均衡微米及纳米材料增强的仿生层状复合高抗冲击材料在受到外力冲击时的内部应力,同时从结构上提高微米及纳米材料增强的仿生层状复合高抗冲击材料的抗冲击性能。
本发明的微米及纳米材料增强的仿生层状复合高抗冲击材料的制备方法是将微米及纳米无机材料颗粒分散于热塑性高分子树脂的熔体或者热塑性高分子树脂溶液中形成混合物并作为增强材料,然后用喷涂、刷涂或浸渍等的方法,将上述混合物涂覆到作为增韧结构材料层的连续纤维结构体的表面,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后,在所述的作为增韧结构材料层的连续纤维结构体的表面得到增强材料层,然后将所述的增韧结构材料层及其表面的增强材料层共同作为复合的基本单元层;
在得到的复合的基本单元层的增强材料层的表面再铺装所述的增韧结构材料层,得到复合层数为2的微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料,然后在所用的热塑性高分子树脂的熔点温度至熔点温度以上20℃范围内,并在压力为10-100MPa下进行热压成型后,得到复合层数为2的所述的微米及纳米材料增强的仿生层状复合高抗冲击材料;或
在得到的复合的基本单元层的增强材料层的表面再粘合所述的增韧结构材料层,得到复合层数为2的微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,并在压力为10-100MPa下进行压力成型后,得到复合层数为2的所述的微米及纳米材料增强的仿生层状复合高抗冲击材料。
所述的复合层数为所述的增韧结构材料层的层数。
在上述得到的复合的基本单元层的增强材料层的表面再铺装所述的增韧结构材料层后,再用喷涂、刷涂或浸渍等的方法,将所述的混合物涂覆到上述的增韧结构材料层的表面,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后,在上述增韧结构材料层的表面得到新的增强材料层,在得到的新的增强材料层的表面再铺装新的增韧结构材料层;以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为N层、增强材料层的层数为N-1层;得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料,且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在所用的热塑性高分子树脂的熔点温度至熔点温度以上20℃范围内,并在压力为10-100MPa下进行热压成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;所述的N为大于2的自然数。
按照前述制备复合的基本单元层的方法制备N-1个复合的基本单元层,然后将N-1个所述的复合的基本单元层和单层的所述的增韧结构材料层进行粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为N层、增强材料层的层数为N-1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10-100MPa下进行压力成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料。所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;所述的N为大于2的自然数。
所述的粘合是用高分子胶黏剂进行粘合。
所述的混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%。
本发明的微米及纳米材料增强的仿生层状复合高抗冲击材料的制备方法具体可为以下七种方法。
方法一:
(1.1)将连续的纤维浸渍在热塑性高分子树脂的熔体或者热塑性高分子树脂溶液中,取出,降温固化,得到表面有热塑性高分子树脂涂覆的连续的纤维,经拉伸、单向排列,制备成为由表面涂覆有热塑性高分子树脂层的连续纤维非交织的连续纤维单向排列的纤维片结构体,得到增韧结构材料层;
(1.2)将微米及纳米无机材料颗粒与步骤(1.1)所述的热塑性高分子树脂的熔体或者热塑性高分子树脂溶液混合,形成混合物,混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%,通过喷涂、刷涂或浸渍等的方法,将混合物涂覆在步骤(1.1)所述的单层增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后得到增强材料层;此时得到由表面有热塑性高分子树脂涂覆层的连续纤维单向排列成的纤维片结构体层与微米及纳米无机材料颗粒层复合的基本单元;
(1.3)将由步骤(1.1)所述的单独的增韧结构材料层铺装在步骤(1.2)得到的复合的基本单元的增强材料层一面,并在增强材料层一面上得到新铺装的增韧结构材料层,此时增韧结构材料的层数N为2,增强材料层数为N-1;当所需增韧结构材料的层数N为大于2时(所述的N为自然数),则继续将步骤(1.2)所述的混合物通过喷涂、刷涂或浸渍等的方法涂覆在所得新铺装的增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后,在该增韧结构材料层上形成新的增强材料层,然后再将步骤(1.1)所述的增韧结构材料层铺装在该新得到的增强材料层一面,以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为N层、增强材料层的层数为N-1层;得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料(具体复合层数可根据使用要求来设计确定),且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在所用的热塑性高分子树脂的熔点温度至熔点温度以上20℃范围内,并在压力为10-100MPa下进行热压成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
或
按照步骤(1.2)中制备复合的基本单元层的方法制备N-1个复合的基本单元层,然后将N-1个所述的复合的基本单元层和步骤(1.1)得到的单层的所述的增韧结构材料层进行粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为N层、增强材料层的层数为N-1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10-100MPa下进行压力成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中连续纤维单向排列的方向成夹角α,所述的夹角α的角度为180/N度;所述的N为所述的增韧结构材料层的层数。
方法二:
(2.1)将连续的纤维浸渍在热塑性高分子树脂的熔体或者热塑性高分子树脂溶液中,取出,降温固化,得到表面有热塑性高分子树脂涂覆的连续的纤维,经过机织或针织等织造方法制备成为由表面涂覆有热塑性高分子树脂层的连续纤维交织成的织物结构体,得到增韧结构材料层;
(2.2)将微米及纳米无机材料颗粒与步骤(2.1)所述的热塑性高分子树脂的熔体或者热塑性高分子树脂溶液混合,形成混合物,混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%,通过喷涂、刷涂或浸渍等的方法,将混合物涂覆在步骤(2.1)所述的单层增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后得到增强材料层;此时得到由表面有热塑性高分子树脂涂覆层的连续纤维交织成的织物结构体层与微米及纳米无机材料颗粒层复合的基本单元;
(2.3)将由步骤(2.1)所述的单独的增韧结构材料层铺装在步骤(2.2)得到的复合的基本单元的增强材料层一面,即在增强材料层一面上得到新铺装的增韧结构材料层,此时增韧结构材料的层数N为2,增强材料层数为N-1;当所需增韧结构材料的层数N为大于2时(所述的N为自然数),则继续将步骤(2.2)所述的混合物通过喷涂、刷涂或浸渍等的方法涂覆在所得新铺装的增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后,在该增韧结构材料层上形成新的增强材料层,然后再将步骤(2.1)所述的增韧结构材料层铺装在该新得到的增强材料层一面,以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为N层、增强材料层的层数为N-1层;得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料(具体复合层数可根据使用要求来设计确定),且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在所用的热塑性高分子树脂的熔点温度至熔点温度以上20℃范围内,并在压力为10-100MPa下进行热压成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
或
按照步骤(2.2)中制备复合的基本单元层的方法制备N-1个复合的基本单元层,然后将N-1个所述的复合的基本单元层和步骤(2.1)得到的单层的所述的增韧结构材料层进行粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为N层、增强材料层的层数为N-1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10-100MPa下进行压力成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角α,所述的夹角α的角度为180/N度;所述的N为所述的增韧结构材料层的层数。
方法三:
(3.1)将连续的纤维浸渍在热塑性高分子树脂的熔体或者热塑性高分子树脂溶液中,取出,降温固化,得到表面有热塑性高分子树脂涂覆的连续的纤维,经过无纺非交织的方法制备成为由表面涂覆有热塑性高分子树脂层的连续纤维非交织的无纺布纤维片结构体,得到增韧结构材料层;
(3.2)将微米及纳米无机材料颗粒与步骤(3.1)所述的热塑性高分子树脂的熔体或者热塑性高分子树脂溶液混合,形成混合物,混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%,通过喷涂、刷涂或浸渍等的方法,将混合物涂覆在步骤(3.1)所述的单层增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后得到增强材料层;此时得到由表面有热塑性高分子树脂涂覆层的连续纤维非交织的无纺布纤维片结构体层与微米及纳米无机材料颗粒层复合的基本单元;
(3.3)将由步骤(3.1)所述的单独的增韧结构材料层铺装在步骤(3.2)得到的复合的基本单元的增强材料层一面,即在增强材料层一面上得到新铺装的增韧结构材料层,此时增韧结构材料的层数N为2,增强材料层数为N-1;当所需增韧结构材料的层数N为大于2时(所述的N为自然数),则继续将步骤(3.2)所述的混合物通过喷涂、刷涂或浸渍等的方法涂覆在所得新铺装的增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后,在该增韧结构材料层上形成新的增强材料层,然后再将步骤(3.1)所述的增韧结构材料层铺装在该新得到的增强材料层一面,以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为N层、增强材料层的层数为N-1层;得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料(具体复合层数可根据使用要求来设计确定),且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在所用的热塑性高分子树脂的熔点温度至熔点温度以上20℃范围内,并在压力为10-100MPa下进行热压成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
或
按照步骤(3.2)中制备复合的基本单元层的方法制备N-1个复合的基本单元层,然后将N-1个所述的复合的基本单元层和步骤(3.1)得到的单层的所述的增韧结构材料层进行粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为N层、增强材料层的层数为N-1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10-100MPa下进行压力成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,其相邻的两层增韧结构材料层的铺层方向为任意的方向。
方法四:
(4.1)将经过机织或针织等织造方法制备成为连续纤维交织成的织物结构体浸渍在热塑性高分子树脂的熔体或者热塑性高分子树脂溶液中,取出,降温固化,制备成为表面涂覆有热塑性高分子树脂层的由连续纤维交织成的织物结构体,得到增韧结构材料层;
(4.2)将微米及纳米无机材料颗粒与步骤(4.1)所述的热塑性高分子树脂的熔体或者热塑性高分子树脂溶液混合,形成混合物,混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%,通过喷涂、刷涂或浸渍等的方法,将混合物涂覆在步骤(4.1)所述的单层增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后得到增强材料层;此时得到表面有热塑性高分子树脂涂覆层的由连续纤维交织成的织物结构体层与微米及纳米无机材料颗粒层复合的基本单元;
(4.3)将由步骤(4.1)所述的单独的增韧结构材料层铺装在步骤(4.2)得到的复合的基本单元的增强材料层一面,即在增强材料层一面上得到新铺装的增韧结构材料层,此时增韧结构材料的层数N为2,增强材料层数为N-1;当所需增韧结构材料的层数N为大于2时(所述的N为自然数),则继续将步骤(4.2)所述的混合物通过喷涂、刷涂或浸渍等的方法涂覆在所得新铺装的增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后,在该增韧结构材料层上形成新的增强材料层,然后再将步骤(4.1)所述的增韧结构材料层铺装在该新得到的增强材料层一面,以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为N层、增强材料层的层数为N-1层;得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料(具体复合层数可根据使用要求来设计确定),且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在所用的热塑性高分子树脂的熔点温度至熔点温度以上20℃范围内,并在压力为10-100MPa下进行热压成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
或
按照步骤(4.2)中制备复合的基本单元层的方法制备N-1个复合的基本单元层,然后将N-1个所述的复合的基本单元层和步骤(4.1)得到的单层的所述的增韧结构材料层进行粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为N层、增强材料层的层数为N-1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10-100MPa下进行压力成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角α,所述的夹角α的角度为180/N度;所述的N为所述的增韧结构材料层的层数。
方法五:
(5.1)将连续纤维非交织的无纺布纤维片结构体浸渍在热塑性高分子树脂的熔体或者热塑性高分子树脂溶液中,取出,降温固化,制备成为表面涂覆有热塑性高分子树脂层的由连续纤维非交织的无纺布纤维片结构体,得到增韧结构材料层;
(5.2)将微米及纳米无机材料颗粒与步骤(5.1)所述的热塑性高分子树脂的熔体或者热塑性高分子树脂溶液混合,形成混合物,混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%,通过喷涂、刷涂或浸渍等的方法,将混合物涂覆在步骤(5.1)所述的单层增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后得到增强材料层;此时得到表面有热塑性高分子树脂涂覆层的由连续纤维非交织构成的无纺布纤维片结构体层与微米及纳米无机材料颗粒层复合的基本单元;
(5.3)将由步骤(5.1)所述的单独的增韧结构材料层铺装在步骤(5.2)得到的复合的基本单元的增强材料层一面,即在增强材料层一面上得到新铺装的增韧结构材料层,此时增韧结构材料的层数N为2,增强材料层数为N-1;当所需增韧结构材料的层数N为大于2时(所述的N为自然数),则继续将步骤(5.2)所述的混合物通过喷涂、刷涂或浸渍等的方法涂覆在所得新铺装的增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后,在该增韧结构材料层上形成新的增强材料层,然后再将步骤(5.1)所述的增韧结构材料层铺装在该新得到的增强材料层一面,以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为N层、增强材料层的层数为N-1层;得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料(具体复合层数可根据使用要求来设计确定),且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在所用的热塑性高分子树脂的熔点温度至熔点温度以上20℃范围内,并在压力为10-100MPa下进行热压成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
或
按照步骤(5.2)中制备复合的基本单元层的方法制备N-1个复合的基本单元层,然后将N-1个所述的复合的基本单元层和步骤(5.1)得到的单层的所述的增韧结构材料层进行粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为N层、增强材料层的层数为N-1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10-100MPa下进行压力成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,其相邻的两层增韧结构材料层的铺层方向为任意的方向。
方法六:
(6.1)将经过机织或针织等织造方法制备成为连续纤维交织成的织物结构体直接作为增韧结构材料层;
(6.2)将微米及纳米无机材料颗粒与热塑性高分子树脂的熔体或者热塑性高分子树脂溶液混合,形成混合物,混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%,通过喷涂、刷涂或浸渍等的方法,将混合物涂覆在步骤(6.1)所述的单层增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后得到增强材料层;此时得到由连续纤维交织成的织物结构体层与微米及纳米无机材料颗粒层复合的基本单元;
(6.3)按照步骤(6.2)中制备复合的基本单元层的方法制备N-1个复合的基本单元层,然后将N-1个所述的复合的基本单元层和步骤(6.1)得到的单层的所述的增韧结构材料层进行粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为N层、增强材料层的层数为N-1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10-100MPa下进行压力成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角α,所述的夹角α的角度为180/N度;所述的N为所述的增韧结构材料层的层数。
方法七:
(7.1)将连续纤维非交织的无纺布纤维片结构体直接作为增韧结构材料层;
(7.2)将微米及纳米无机材料颗粒与热塑性高分子树脂的熔体或者热塑性高分子树脂溶液混合,形成混合物,混合物中的所述的微米及纳米无机材料颗粒的体积占混合物总体积的40%~60%,通过喷涂、刷涂或浸渍等的方法,将混合物涂覆在步骤(7.1)得到的增韧结构材料层上,待高分子树脂溶液中的有机溶剂挥发或者高分子树脂的熔体降温固化后得到增强材料层;此时得到由连续纤维非交织构成的无纺布纤维片结构体层与微米及纳米无机材料颗粒层复合的基本单元;
(7.3)按照步骤(7.2)中制备复合的基本单元层的方法制备N-1个复合的基本单元层,然后将N-1个所述的复合的基本单元层和步骤(7.1)得到的单层的所述的增韧结构材料层进行粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为N层、增强材料层的层数为N-1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10-100MPa下进行压力成型后,得到复合层数为N的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,其相邻的两层增韧结构材料层的铺层方向为任意的方向。
本发明中所述的增韧结构材料层按照其制备方法有七类,一是将单纤维表面涂覆热塑性高分子树脂后,通过单向排列的方法制备成由表面涂覆有热塑性高分子树脂层的连续纤维非交织的连续纤维单向排列的纤维片结构体;二是将单纤维表面涂覆热塑性高分子树脂后,通过机织或针织的方法制备成由表面涂覆有热塑性高分子树脂层的连续纤维交织成的织物结构体;三是将单纤维表面涂覆热塑性高分子树脂后,通过无纺非交织的方法制备成由表面涂覆有热塑性高分子树脂层的连续纤维非交织的无纺布纤维片结构体;四是将连续纤维交织成的织物结构体通过热塑性高分子树脂的熔体或者热塑性高分子树脂溶液浸渍的方法,制备成为表面涂覆有热塑性高分子树脂层的由连续纤维交织成的织物结构体;五是将连续纤维非交织的无纺布纤维片结构体通过热塑性高分子树脂的熔体或者热塑性高分子树脂溶液浸渍的方法,制备成为表面涂覆有热塑性高分子树脂层的由连续纤维非交织的无纺布纤维片结构体;六是将连续纤维交织成的织物结构体直接作为增韧结构材料;七是将连续纤维非交织的无纺布纤维片结构体直接作为增韧结构材料。
所述的高分子胶黏剂可以选自丁腈橡胶、氯丁橡胶、硅橡胶和酚醛橡胶中的一种或几种。
所述的热塑性高分子树脂溶液的浓度为0.01-0.3g/ml。所述的热塑性高分子树脂溶液中的有机溶剂选自甲苯、苯、氯苯、四氢呋喃、乙酸乙酯、丙酮、乙腈、异丙醇、正丁醇、无水乙醇、甲醇、氯仿、冰醋酸、甲酸及水、三乙胺、乙醚、1,2-二氯乙烷、二氯甲烷、环己烷、正己烷及四氯化碳中的一种或几种。
所述的热塑性高分子树脂选自聚丙烯、聚乙烯、尼龙、聚烯烃弹性体、聚酯和热塑性聚氨酯中的一种或几种。
所述的微米及纳米无机材料颗粒层与增韧结构材料层的复合,连续纤维结构体的表面与微米及纳米无机材料颗粒表面的结合,可以通过热塑性高分子树脂在熔融和压力状态下进行热压成型;也可以在常温下通过高分子胶黏剂粘合,再进行压力成型。
所述的降温固化的温度为室温或者取所用的热塑性高分子树脂的熔融温度以下的温度。降温固化过程中的降温速率为5-30℃/min。
本发明的微米及纳米材料增强的仿生层状复合高抗冲击材料是利用简单的复合方法将抗冲击的连续纤维结构体材料与微米及纳米无机材料颗粒通过热塑性高分子树脂复合起来,大大提高了材料的抗冲击性能,兼顾了材料的刚度和韧性等物理力学性能。并且在厚度不变的情况下,增多了材料的层数,降低了质量。本发明的微米及纳米材料增强的仿生层状复合高抗冲击材料是连续纤维结构体与微米及纳米无机材料颗粒层通过周期性复合的方法间隔复合,作为第三组分的热塑性高分子树脂均匀分布在连续纤维结构体组织和微米及纳米无机材料颗粒增强层之间,形成有机/无机有序的仿生层状复合材料。与传统的材料相比,本发明的微米及纳米材料增强的仿生层状复合高抗冲击材料是一种更为有效的轻型防护材料,克服了现有技术上存在的如复合层太厚、层间结合不牢等导致的层间强度低、负重太大等的一些缺陷。
以下结合附图及具体实施例对本发明进行详细说明,但并不是对本发明的保护范围进行具体限制。
附图说明
图1(a)为本发明以非交织的连续纤维单向排列的纤维片结构体为增韧结构材料层的微米及纳米材料增强的仿生层状复合高抗冲击材料的结构示意图;
图1(b)为本发明以连续纤维交织成的织物结构体为增韧结构材料层的微米及纳米材料增强的仿生层状复合高抗冲击材料的结构示意图;
图1(c)为本发明以连续纤维非交织的无纺布纤维片结构体为增韧结构材料层的微米及纳米材料增强的仿生层状复合高抗冲击材料的结构示意图;
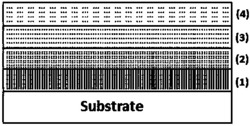
其中微米及纳米无机材料颗粒层和连续纤维结构体层各成一体,为层状结构,热塑性高分子树脂均匀地分散在它们两层之间作为连接组分,复合层数以连续纤维结构体的层数为准。图1中:A为连续纤维结构体,B为微米及纳米无机材料颗粒层,n为复合材料的层数。连续纤维结构体为仿生层状复合材料的表面层,作为增强材料层的微米及纳米无机材料颗粒层在两层连续纤维结构体层的中间,高分子树脂均匀分布在纤维之间及微米及纳米无机材料颗粒层之间,层间或为高分子树脂或为高分子胶黏剂。另外,图1(a)和图1(b)两种复合结构中的两层相邻的连续纤维结构体层在铺装时可根据需要以一定设计角度α交叉铺层。
具体实施实例
实施例1
(1)将连续的涤纶纤维浸渍在聚丙烯树脂(聚丙烯树脂的重均分子量大约20万,分子量分布在7.8左右)的熔体中,取出,室温降温固化,得到表面有聚丙烯树脂涂覆的涤纶纤维,经过机织的织造方法制备成为由表面涂覆有聚丙烯树脂层的涤纶织物结构体,得到增韧结构材料层(织物组织结构为2/1斜纹,平方米重640g/m2,厚度1.20mm,断裂强力(经/纬)9520/6480(N/N),断裂伸长率(经/纬)29/23(%/%));
(2)将粒径为10nm-8μm的陶瓷颗粒与聚丙烯树脂溶液(浓度为0.01g/ml的聚丙烯/二甲苯溶液)混合,形成混合物,混合物中的所述的陶瓷颗粒的体积占混合物总体积的40%~60%,通过喷涂的方法,将混合物涂覆在步骤(1)所述的单层增韧结构材料层上,待聚丙烯树脂溶液中的二甲苯溶剂挥发后得到增强材料层(增强材料厚度为4mm);此时得到由表面有聚丙烯树脂涂覆层的涤纶纤维交织成的织物结构体层与陶瓷颗粒层复合的基本单元,增韧结构材料层与增强材料层的初始厚度之比为1:3.3;
(3)按照步骤(2)中制备复合的基本单元层的方法制备1个复合的基本单元层,然后将1个所述的复合的基本单元层和步骤(1)得到的单层的所述的增韧结构材料层利用氯丁-酚醛胶进行常温粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为2层、增强材料层的层数为1层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,增韧结构材料层与增强材料层的初始厚度之比为1:3.3,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10MPa下进行压力成型20分钟后,得到复合层数为2的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角90°。
按ISO 179测试标准进行简支梁摆锤冲击试验,结果显示,该复合层数为2的微米及纳米材料增强的仿生层状复合高抗冲击材料与未复合之前相比,材料的冲击强度提高了117倍。
实施例2
(1)将机织斜纹的连续涤纶纤维织物结构体(织物组织结构为2/1斜纹,平方米重640g/m2,厚度1.20mm,断裂强力(经/纬)9520/6480(N/N),断裂伸长率(经/纬)29/23(%/%))浸渍在聚丙烯树脂(聚丙烯树脂的重均分子量大约20万,分子量分布在7.8左右)的溶液(浓度为0.01-0.3g/ml的聚丙烯/二甲苯溶剂溶液)中,取出,降温固化,制备成为表面涂覆有聚丙烯树脂层的由涤纶纤维交织成的织物结构体,得到增韧结构材料层;
(2)将粒径为10nm的玻璃微珠与聚丙烯树脂溶液(浓度为0.3g/ml的聚丙烯/二甲苯溶液)混合,形成混合物,混合物中的所述的玻璃微珠的体积占混合物总体积的40%~60%,通过喷涂的方法,将混合物涂覆在步骤(1)所述的单层增韧结构材料层上,待聚丙烯树脂溶液中的二甲苯溶剂挥发后得到增强材料层(增强材料厚度为3mm);此时得到由表面有聚丙烯树脂涂覆层的涤纶纤维交织成的织物结构体层与玻璃微珠层复合的基本单元,增韧结构材料层与增强材料层的初始厚度之比为1:2.5;
(3)按照步骤(2)中制备复合的基本单元层的方法制备2个复合的基本单元层,然后将2个所述的复合的基本单元层和步骤(1)得到的单层的所述的增韧结构材料层利用氯丁-酚醛胶进行常温粘合,并保证粘合时两层增韧结构材料层之间总是有且只有一层增强材料层,此时增韧结构材料层的层数为3层、增强材料层的层数为2层;此时得到微米及纳米材料增强的仿生层状复合高抗冲击材料的预粘合材料,增韧结构材料层与增强材料层的初始厚度之比为1:2.5,且所述的预粘合材料的两面外层都为所述的增韧结构材料层,并在压力为10MPa下进行压力成型20分钟后,得到复合层数为3的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角60°。
按ISO 179测试标准进行简支梁摆锤冲击试验,结果显示,该复合层数为3的微米及纳米材料增强的仿生层状复合高抗冲击材料与未复合之前相比,材料的冲击强度提高了139倍。
实施例3
(1)将连续的Kevlar 49纤维浸渍在聚酰胺6树脂(聚酰胺6的熔体粘度值为0.6~0.7)的熔体中,取出,室温降温固化,得到表面有聚酰胺6树脂涂覆的连续的Kevlar 49纤维,经过机织的织造方法制备成为由表面涂覆有聚酰胺6树脂层的连续的Kevlar 49纤维织物结构体,得到增韧结构材料层(织物组织结构为平纹结构,厚度为250μm);
(2)将粒径为10μm的陶瓷颗粒与聚酰胺6树脂熔体混合,形成混合物,混合物中的所述的陶瓷颗粒的体积占混合物总体积的40%~60%,通过喷涂的方法,将混合物涂覆在步骤(1)所述的单层增韧结构材料层上,待聚酰胺6树脂熔体以20℃/min的降温速率降温固化到室温后,得到增强材料层(增强材料厚度为25μm);此时得到由表面有聚酰胺6树脂涂覆层的连续的Kevlar49纤维交织成的织物结构体层与陶瓷颗粒层复合的基本单元,增韧结构材料层与增强材料层的初始厚度之比为1:0.1;
(3)将由步骤(1)得到的单独的增韧结构材料层铺装在步骤(2)得到的复合的基本单元的增强材料层一面,即在增强材料层一面上得到新铺装的增韧结构材料层,此时增韧结构材料的层数N为2,增强材料层数为1;然后继续将步骤(2)所述的混合物通过喷涂的方法涂覆在所得新铺装的增韧结构材料层上,待聚酰胺6树脂熔体以20℃/min的降温速率降温固化到室温后,在该增韧结构材料层上形成新的增强材料层,然后再将步骤(1)所述的增韧结构材料层铺装在该新得到的增强材料层一面,以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为36层、增强材料层的层数为35层;得到复合层数为36的微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料,且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在温度为250℃,压力为40MPa下进行热压成型20分钟,成型后缓慢降温至室温后,得到复合层数为36的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角5°。
该复合层数为36层的微米及纳米材料增强的仿生层状复合高抗冲击材料的板材总厚度为10mm,进行弹道试验,弹道实验V50值为670。
实施例4
(1)将连续的Kevlar 49纤维非交织的无纺布纤维片结构体(厚度为100μm)浸渍在聚丙烯树脂(聚丙烯树脂的重均分子量大约20万,分子量分布在7.8左右)的熔体中,取出,室温降温固化,制备成为表面涂覆有聚丙烯树脂层的由连续的Kevlar 49纤维非交织的无纺布纤维片结构体,得到增韧结构材料层;
(2)将粒径为10nm-10μm的陶瓷颗粒与聚丙烯树脂溶液(浓度为0.01-0.3g/ml的聚丙烯/二甲苯溶液)混合,形成混合物,混合物中的所述的陶瓷颗粒的体积占混合物总体积的40%~60%,通过喷涂的方法,将混合物涂覆在步骤(1)所述的单层增韧结构材料层上,待聚丙烯树脂溶液中的二甲苯溶剂挥发后得到增强材料层(增强材料厚度为45μm);此时得到由表面有聚丙烯树脂涂覆层的连续的Kevlar 49纤维非交织的无纺布纤维片结构体层与陶瓷颗粒层复合的基本单元,增韧结构材料层与增强材料层的初始厚度之比约为1:0.45;
(3)将由步骤(1)得到的单独的增韧结构材料层铺装在步骤(2)得到的复合的基本单元的增强材料层一面,即在增强材料层一面上得到新铺装的增韧结构材料层,此时增韧结构材料的层数N为2,增强材料层数为1;然后继续将步骤(2)所述的混合物通过喷涂的方法涂覆在所得新铺装的增韧结构材料层上,待聚丙烯树脂溶液中的二甲苯溶剂挥发后,在该增韧结构材料层上形成新的增强材料层,然后再将步骤(1)所述的增韧结构材料层铺装在该新得到的增强材料层一面,以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为40层、增强材料层的层数为39层;得到复合层数为40的微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料,且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在温度为200℃,压力为40MPa下进行热压成型10分钟,成型后缓慢降温至室温后,得到复合层数为40的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角4.5°。
该40层的微米及纳米材料增强的仿生层状复合高抗冲击材料的板材总厚度为5.8mm,进行弹道试验,弹道实验V50值为650。
实施例5
(1)将连续的Kevlar 49纤维浸渍在聚酰胺6树脂(聚酰胺6的熔体粘度值为0.6~0.7)的熔体中,取出,室温降温固化,得到表面有聚酰胺6树脂涂覆的连续的Kevlar 49纤维,制备成为表面涂覆有聚酰胺6树脂层的由连续的Kevlar 49纤维非交织的无纺布纤维片结构体,得到增韧结构材料层(厚度为32μm,增韧结构材料层预浸带中纤维的体积比含量为大于80%,);
(2)将粒径为10nm-10μm的陶瓷颗粒与聚酰胺6树脂溶液(浓度为0.1g/ml的聚酰胺6/甲酸溶液)混合,形成混合物,混合物中的所述的陶瓷颗粒的体积占混合物总体积的40%~50%,通过喷涂的方法,将混合物涂覆在步骤(1)所述的单层增韧结构材料层上,待聚酰胺6树脂溶液中的甲酸溶剂挥发后得到增强材料层(增强材料厚度为320μm);此时得到由表面有聚酰胺6树脂涂覆层的连续的Kevlar 49纤维非交织的无纺布纤维片结构体层与陶瓷颗粒层复合的基本单元,增韧结构材料层与增强材料层的初始厚度之比约为1:10;
(3)将由步骤(1)得到的单独的增韧结构材料层铺装在步骤(2)得到的复合的基本单元的增强材料层一面,即在增强材料层一面上得到新铺装的增韧结构材料层,此时增韧结构材料的层数N为2,增强材料层数为1;然后继续将步骤(2)所述的混合物通过喷涂的方法涂覆在所得新铺装的增韧结构材料层上,待聚酰胺6脂溶液中的甲酸溶剂挥发后,在该增韧结构材料层上形成新的增强材料层,然后再将步骤(1)所述的增韧结构材料层铺装在该新得到的增强材料层一面,以此类推,间隔进行新的增强材料层的涂覆和新的增韧结构材料层的铺装,直到增韧结构材料层的层数为40层、增强材料层的层数为39层;得到复合层数为40的微米及纳米材料增强的仿生层状复合高抗冲击材料的预复合材料,且所述的预复合材料的两面外层都为所述的增韧结构材料层,然后在温度为250℃,压力为100MPa下进行热压成型20分钟,成型后缓慢降温至室温后,得到复合层数为40的微米及纳米材料增强的仿生层状复合高抗冲击材料;
所述的微米及纳米材料增强的仿生层状复合高抗冲击材料的复合层数为所述的增韧结构材料层的层数;
应注意,在进行铺装相邻的两层增韧结构材料层时,使其相邻的两层增韧结构材料层中织物的编织的经纱方向成夹角4.5°。
该40层的微米及纳米材料增强的仿生层状复合高抗冲击材料的板材总厚度为14mm,进行弹道试验,弹道实验V50值为695。
微米及纳米材料增强的仿生层状复合材料及其制备方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。

















动态评分
0.0