








专利摘要
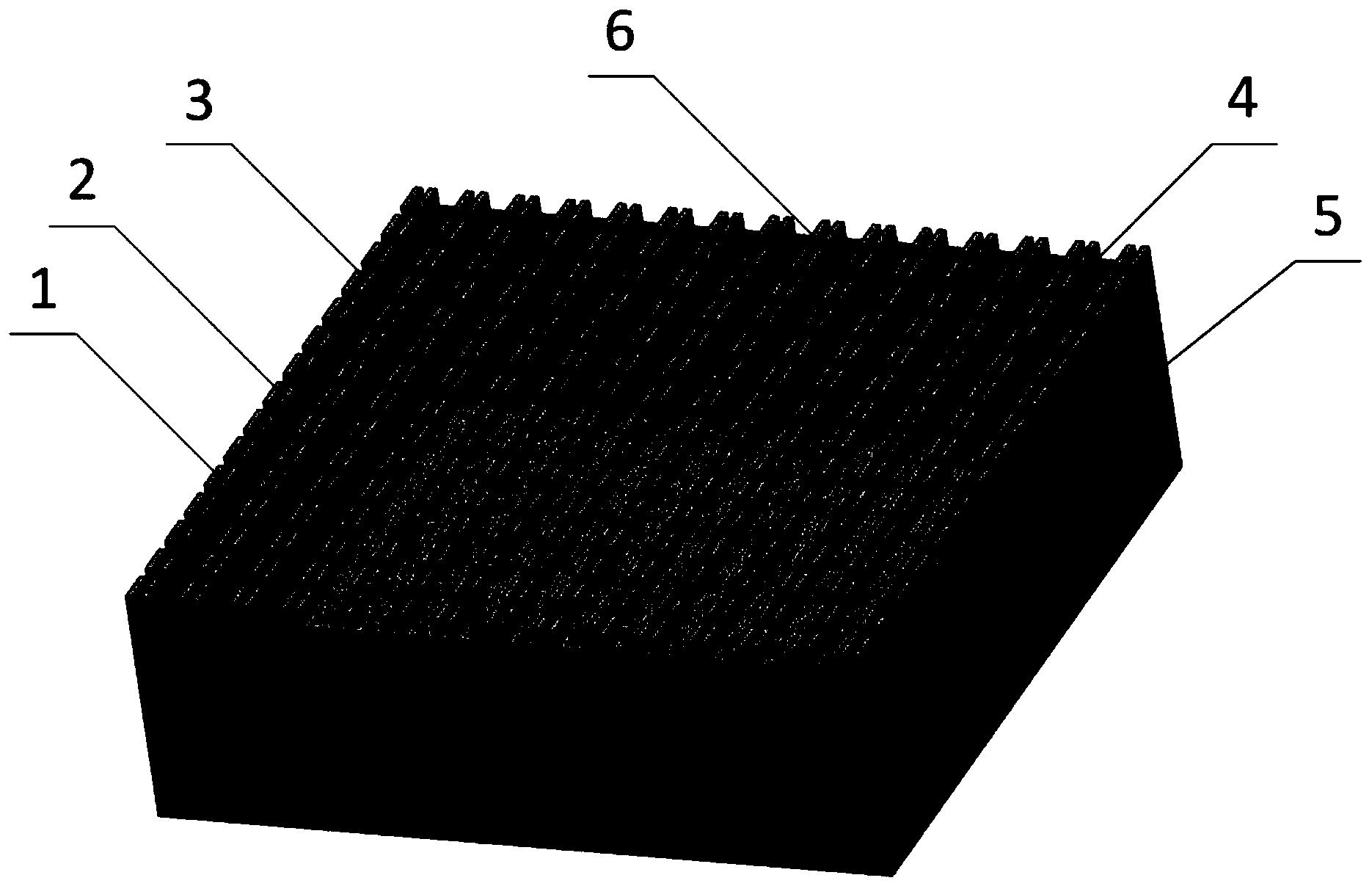
本发明公开了一种材料表面微纳米复合强化沸腾结构及其制备方法和应用。本发明提供了一种材料表面微纳米复合强化沸腾结构,所述材料表面微纳米复合强化沸腾结构包括基底材料和形成于基底材料表面的微纳米复合结构;所述微纳米复合结构包括微米乳突、连通型沟槽和纳米褶皱;其中,所述微米乳突形成于所述连通型沟槽内;所述微米乳突表面具有纳米褶皱形貌。本发明还提供了所述材料表面微纳米复合强化沸腾结构的制备方法,包括如下步骤:在基底材料上通过激光一体化刻蚀方法形成微纳米复合强化沸腾结构。本发明还提供了所述材料表面微纳米复合强化沸腾结构的应用。本发明的材料表面微纳米复合强化沸腾结构具有不同层级微米、纳米的多尺度特征。
权利要求
1.一种材料表面微纳米复合强化沸腾结构,其特征在于,所述材料表面微纳米复合强化沸腾结构包括基底材料和形成于基底材料表面的微纳米复合结构;所述微纳米复合结构包括微米乳突、连通型沟槽和纳米褶皱;其中,所述微米乳突形成于所述连通型沟槽内;所述微米乳突表面具有纳米褶皱形貌;
所述微纳米复合结构还包括微米棱台;所述连通型沟槽环绕所述微米棱台;
所述材料表面微纳米复合强化沸腾结构的制备方法,包括如下步骤:
在基底材料上通过激光一体化刻蚀方法形成微纳米复合强化沸腾结构;
具体包括如下步骤:预处理基底材料,将预处理后的基底材料置于激光微加工平台,预设计激光移动路径,使用纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台;使用激光填充工艺在连通型沟槽内形成微米乳突阵列;使用激光光热作用在微米乳突表面形成纳米褶皱;使用激光重复加工重复刻蚀连通型沟槽。
2.根据权利要求1所述的材料表面微纳米复合强化沸腾结构,其特征在于,所述微米乳突的形貌为锥状乳突或柱状乳突。
3.根据权利要求1或2所述的材料表面微纳米复合强化沸腾结构,其特征在于,所述基底材料为金、银、铁或其合金或其氧化物、铜或其合金或其氧化物、铝或其合金或其氧化物、硅或其氧化物、或不锈钢。
4.如权利要求1~3任一项所述的材料表面微纳米复合强化沸腾结构的制备方法,其特征在于,包括如下步骤:
在基底材料上通过激光一体化刻蚀方法形成微纳米复合强化沸腾结构。
5.根据权利要求4所述的制备方法,其特征在于,所述激光一体化刻蚀方法包括激光移动路径、激光填充工艺、激光光热作用和激光重复加工。
6.根据权利要求4所述的制备方法,其特征在于,所述制备方法具体包括如下步骤:预处理基底材料,将预处理后的基底材料置于激光微加工平台,预设计激光移动路径,使用纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台;使用激光填充工艺在连通型沟槽内形成微米乳突阵列;使用激光光热作用在微米乳突表面形成纳米褶皱;使用激光重复加工重复刻蚀连通型沟槽。
7.根据权利要求6所述的制备方法,其特征在于,所述激光微加工平台的激光为脉冲式激光。
8.根据权利要求7所述的制备方法,其特征在于,所述激光微加工平台中激光器的种类包括气体激光器、固体激光器、半导体激光器和光纤激光器;所述激光器的波长范围为355nm~1064nm。
9.如权利要求1~3任一项所述的材料表面微纳米复合强化沸腾结构在强化沸腾传热领域的应用。
说明书
技术领域
本发明涉及纳米材料制备技术领域。更具体地,涉及一种材料表面微纳米复合强化沸腾结构及其制备方法和应用。
背景技术
节能减排是关系我国经济和社会可持续发展的重大战略目标,如何提高传热效率在火力发电、化工生产、电子器件散热等重要工业部门有极大的应用需求。以锅炉蒸汽发电为例,2015年底,国家出台《全面实施燃煤电厂超低排放和节能改造工作方案》,要求在2020年前对燃煤机组全面实施超低排放和节能改造,使所有现役电厂每千瓦时平均煤耗低于310克,目标降幅2.6%。
沸腾传热是锅炉发电的主要用能形式,其依靠液-气相变的潜热交换持续产生蒸汽。在长期工业实践中已有研究表明,沸腾传热表面的微米或纳米结构可以增加汽化核心数目,一定程度提高热量传递效率,例如:公开号CN 101447446A的专利报道了一种用于芯片沸腾传热强化的柱状凸台结构,凸台高度50μm~300μm,直径或边长为10μm~100μm;申请公布号CN 104342734 A的专利描述了一种由纳米孔和纳米突起组成的铝基强化沸腾结构,其纳米孔深度50nm以上,直径20nm~300nm,纳米突起直径20nm~200nm,间距20nm~300nm。近年来,随着强化沸腾技术发展,微纳米复合结构呈现出更为巨大的优势,不仅能提供充足汽化核心,还可通过尺寸设计促进相变蒸汽与表面的快速脱离,进一步增强沸腾表面的临界热流密度。然而,尺寸形貌可灵活设计的微纳米复合强化沸腾结构迄今鲜有报道。
高热导率金属或非金属硅通常被用作沸腾传热表面,常见材料表面的强化沸腾结构制备手段包括模板法(申请公布号CN 104359342 A)、化学腐蚀法(公开号CN101447446A)、电化学法(申请公布号CN 103968707 A)、热烧结法(申请公布号CN103465543 A)、机械加工法(申请公布号CN 103968707 A)等。其中,模板法、化学腐蚀法、电化学法加工周期慢、操作成本高、不适合批量生产,热烧结法、机械加工法在结构精度和形貌控制方面亦有弊端。而为了获得微纳米复合结构甚至要求上述多种方法相结合(申请公布号CN 106400067 A和CN 109023459 A),进一步增加繁琐工序。同时,以上方法适用的材料种类受限,无法提供普适性的多尺度结构以满足不同行业的强化沸腾传热需求。
因此,本发明提供了一种材料表面微纳米复合强化沸腾结构及其制备方法和应用,以解决上述问题。
发明内容
本发明的第一个目的在于提供一种材料表面微纳米复合强化沸腾结构。
本发明的第二个目的在于提供一种材料表面微纳米复合强化沸腾结构的制备方法。
本发明的第三个目的在于提供一种材料表面微纳米复合强化沸腾结构的应用。
为达到上述目的,本发明采用下述技术方案:
一种材料表面微纳米复合强化沸腾结构,包括基底材料和形成于基底材料表面的微纳米复合结构,所述微纳米复合结构包括微米乳突、连通型沟槽和纳米褶皱;其中,所述微米乳突形成于所述连通型沟槽内;所述微米乳突表面具有纳米褶皱形貌。
优选地,所述微纳米复合结构还包括微米棱台,所述连通型沟槽环绕所述微米棱台。
优选地,所述微米棱台为长方体形,其边长为0mm~1.0mm;当所述微米棱台边长为0mm时,即仅在材料表面均匀刻蚀连通型沟槽而无微米棱台,得到的结构适用于超低黏附性相变气体的强化沸腾传热。
优选地,所述连通型沟槽与所述微米棱台形成垂直方向的结构梯度,落差为30μm~600μm。
优选地,所述微米乳突的形貌为锥状乳突或柱状乳突。
优选地,所述锥状乳突的外径为20μm~200μm;所述柱状乳突的边长为20μm~200μm。
优选地,所述连通型沟槽内部由微米乳突阵列均匀分割形成交错式通道。
优选地,所述纳米褶皱的厚度为50nm~500nm。
优选地,所述基底材料为金、银、铁或其合金或其氧化物、铜或其合金或其氧化物、铝或其合金或其氧化物、硅或其氧化物、或不锈钢。本发明的基底材料既可采用铁、铜、铝或硅,也可采用铁的合金、铜的合金或铝的合金,还能采用铁的氧化物、铜的氧化物、铝的氧化物或硅的氧化物。所述不锈钢包括任意规格奥氏体不锈钢、铁素体不锈钢、双相不锈钢、沉淀硬化不锈钢、或马氏体不锈钢。
优选地,所述基底材料为表面平整的片材或表面平整的板材。
优选地,所述基底材料的厚度为0.3mm~30mm。
本发明还提供了上述材料表面微纳米复合强化沸腾结构的制备方法,包括如下步骤:
在基底材料上通过激光一体化刻蚀方法形成微纳米复合强化沸腾结构;所述微纳米复合结构包括微米乳突、连通型沟槽和纳米褶皱。
优选地,所述微纳米复合结构还包括微米棱台。
优选地,所述激光一体化刻蚀方法包括激光移动路径、激光填充工艺、激光光热作用和激光重复加工。
优选地,所述激光移动路径包括纵横交错线槽,进一步地,所述纵横交错线槽为等间距纵横交错线槽。
优选地,所述制备方法具体包括如下步骤:预处理基底材料,将预处理后的基底材料置于激光微加工平台,预设计激光移动路径,使用纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台;使用激光填充工艺在连通型沟槽内形成微米乳突阵列;使用激光光热作用在微米乳突表面形成纳米褶皱;使用激光重复加工重复刻蚀连通型沟槽,从而获得连通型沟槽结构的刻蚀深度。
优选地,所述激光一体化刻蚀方法中使用的激光为脉冲式激光,脉冲宽度至少达纳秒级(10
优选地,所述激光一体化刻蚀方法中使用的激光器种类包括气体激光器、固体激光器、半导体激光器和光纤激光器;所述激光器的波长范围为355nm~1064nm。
优选地,所述激光一体化刻蚀方法中,激光的输出功率为3W~30W,激光的脉冲频率为20Hz~200kHz,激光的移动速度为50mm/s~7000mm/s。
优选地,所述纵横交错线槽的宽度为0.1mm~1.0mm,所述纵横交错线槽的间距为0.1mm~2.0mm;本发明中所述纵横交错线槽的宽度和间距决定微米棱台尺寸。
优选地,所述使用激光填充工艺在连通型沟槽内形成微米乳突阵列的过程具体包括:按照等间距工艺填充连通型沟槽内部,填充间距为0.02mm~0.2mm,形成分布均匀的微米乳突阵列;本发明中所述激光填充工艺在连通型沟槽内部形成微米乳突阵列,填充的间距决定微米乳突的尺寸。
优选地,所述激光填充工艺为纵横方向的交错填充或斜45°角方向的交错填充。
优选地,所述激光光热作用可在微米乳突表面自发形成纳米褶皱结构,特别地,使用红外波长(1064nm)激光在纳米褶皱表面进一步沉积基底材料纳米颗粒,所述纳米颗粒的粒度5nm~50nm。本发明中所述激光光热作用在微米乳突表面依靠光热效应自发形成纳米褶皱结构。
优选地,所述加工区域为直径为0.4mm~400mm的圆周或边长为0.4mm~400mm的矩形;特别的,更大幅面加工要求可通过加载伺服电机移动台进一步实现。
优选地,所述激光一体化刻蚀方法中激光重复加工的次数为1~200次;本发明中所述的重复加工次数用于控制连通型沟槽结构的刻蚀深度,同时对应微米棱台结构的保留高度。
优选地,所述连通型沟槽的刻蚀深度为30μm~600μm。
优选地,所述基底材料预处理过程包括,采用水和乙醇超声清洗金属表面,真空干燥。
优选地,所述超声清洗的时间为0.25h~2.0h,所述超声清洗的频率为60Hz~120Hz。
优选地,所述真空干燥的温度为20℃~100℃,所述真空干燥的时间为2h~24h。
本发明还提供了上述材料表面微纳米复合强化沸腾结构在强化沸腾传热领域的应用。本发明提供的材料表面微纳米复合强化沸腾结构可广泛用于各类强化沸腾传热场合,包括但不限于火力电站用蒸汽锅炉、化工生产用换热设备、电子信息用散热器件。
此外,本发明使用时的激光微加工平台为常规设备,通过激光光斑的精密移动进行微纳米结构的可控加工。
另外,如无特殊说明,本发明所记载的任何范围包括端值以及端值之间的任何数值以及端值或者端值之间的任意数值所构成的任意子范围。
本发明的有益效果如下:
(1)本发明的材料表面微纳米复合强化沸腾结构与已有强化沸腾结构相比,具有不同层级微米、纳米的多尺度特征,比表面积更大,汽化核心更多,气泡运动阻滞更小。本发明的微纳米复合强化沸腾结构将液体沸腾的起始过热温度降低了5℃~25℃,其强化沸腾传热性能比光滑材料表面的沸腾性能提高了5倍以上,比单一微孔阵列结构表面的强化沸腾性能提高了1倍以上。
(2)本发明的材料表面微纳米复合强化沸腾结构的制备方法,操作便捷,工序精简,能实现微米棱台、微米乳突、纳米褶皱和连通型沟槽等复杂结构的一体化成形,且路径可控,参数可调,适于灵活设计各结构单元的尺寸与形貌。
(3)本发明的材料表面微纳米复合强化沸腾结构的制备方法,加工周期短,操作幅面大,运行成本低,结构精度高,易于批量生产。
(4)本发明的材料表面微纳米复合强化沸腾结构的制备方法,普遍适用各种高热导率金属或非金属材料加工,能够满足不同行业对强化沸腾传热材质的需求。
附图说明
下面结合附图对本发明的具体实施方式作进一步详细的说明。
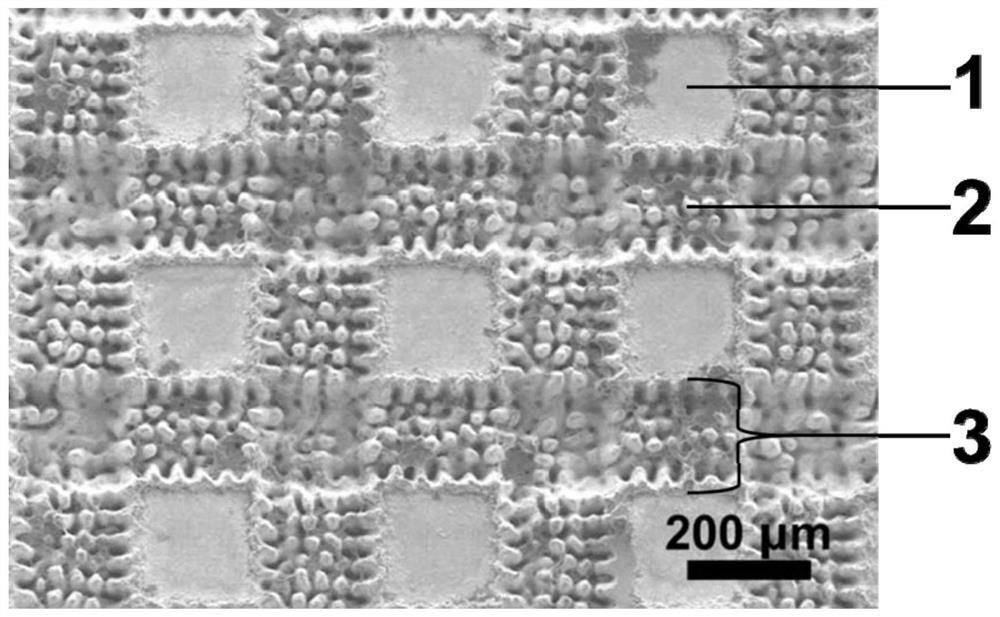
图1示出本发明实施例1制备的铜片表面微纳米复合强化沸腾结构中微米棱台、微米乳突和连通型沟槽的SEM图;
图2示出本发明实施例1制备的铜片表面微纳米复合强化沸腾结构中微米乳突表面纳米褶皱的SEM图;
图3示出本发明实施例1制备的铜片表面微纳米复合强化沸腾结构3D共聚焦显微成像图;
图4示出本发明实施例2制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图;
图5示出本发明实施例3制备的不锈钢板表面微纳米复合强化沸腾结构3D共聚焦显微成像图;
图6示出本发明实施例4制备的铜板表面微纳米复合强化沸腾结构中微米乳突表面纳米褶皱处自发形成纳米颗粒的SEM图;
图7示出本发明实施例5制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图;
图8示出本发明实施例6制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图;
图9示出本发明实施例7制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图;
图10示出本发明实施例8制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图;
图11示出本发明实施例9制备的硅片表面微纳米复合强化沸腾结构3D共聚焦显微成像图;
其中,1-微米棱台;2-微米乳突;3-连通型沟槽;4-纳米褶皱。
具体实施方式
为了更清楚地说明本发明,下面结合优选实施例和附图对本发明做进一步的说明。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本发明的保护范围。
本发明中,制备方法如无特殊说明则均为常规方法;所用的原料如无特别说明均可从公开的商业途径获得。
本发明提供了一种材料表面微纳米复合强化沸腾结构的制备方法,具体包括如下步骤:
1)预处理基底材料:
采用水和乙醇超声清洗材料表面,真空干燥;其中所述超声清洗的时间为0.25h~2.0h,所述超声清洗的频率为60Hz~120Hz;所述真空干燥的温度为20℃~100℃,所述真空干燥的时间为2h~24h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为脉冲式激光,脉冲宽度至少达纳秒级(10
所述激光一体化刻蚀方法具体包括如下步骤:
将预处理后的基底材料置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中所述纵横交错线槽的宽度为0.1mm~1.0mm,所述纵横交错线槽的间距为0.1mm~2.0mm,所述加工区域为直径0.4mm~400mm圆周;
使用激光填充工艺以交错方式按照等间距工艺填充连通型沟槽,填充间距为0.02mm~0.2mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱,进一步地,可使用红外波长(即1064nm)激光在纳米褶皱表面进一步沉积基底材料纳米颗粒,所述纳米颗粒的粒度5nm~50nm;
使用激光重复加工1~200次重复刻蚀连通型沟槽,制得材料表面微纳米复合强化沸腾结构。
实施例1
采用波长355nm的紫外半导体纳秒脉冲激光制备铜片表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度1mm的铜片依次置于水和乙醇中超声清洗0.5h,频率100Hz,经20℃真空干燥12h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长355nm的紫外半导体纳秒脉冲激光,脉冲宽度为10
将预处理后的铜片置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中,纵横交错线槽的宽度为0.2mm,纵横交错线槽的间距为0.4mm,加工区域为12mm×12mm的矩形加工区域;
使用激光填充工艺在纵横方向上按照等间距工艺填充连通型沟槽,填充间距为0.04mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱;
使用激光重复加工100次重复刻蚀连通型沟槽,制得铜片表面微纳米复合强化沸腾结构。
制得的铜片表面微纳米复合强化沸腾结构的加工用时10min,连通型沟槽宽度为0.2mm,微米棱台的边长为0.2mm×0.2mm,锥状乳突的外径为20μm~30μm,纳米褶皱的厚度为100nm~200nm,刻蚀深度达80μm。
图1示出本实例制备的铜片表面微纳米复合强化沸腾结构中微米棱台、微米乳突和连通型沟槽的SEM图;
图2示出本实例制备的铜片表面微纳米复合强化沸腾结构中微米乳突表面纳米褶皱的SEM图;
图3示出本实例制备的铜片表面微纳米复合强化沸腾结构3D共聚焦显微成像图。
该铜片表面微纳米复合强化沸腾结构将水沸腾的起始过热温度降低15℃,强化沸腾传热性能比光滑铜片表面提高了5倍。
实施例2
采用波长355nm的紫外半导体纳秒脉冲激光制备铜板表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度3mm的铜板依次置于水和乙醇中超声清洗0.5h,频率100Hz,经20℃真空干燥12h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长355nm的紫外半导体纳秒脉冲激光,脉冲宽度为10
将预处理后的铜板置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中,纵横交错线槽的宽度为0.4mm,纵横交错线槽的间距为0.8mm,加工区域为30mm×30mm的矩形加工区域;
使用激光填充工艺在纵横方向上按照等间距工艺填充连通型沟槽,填充间距为0.06mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱;
使用激光重复加工100次重复刻蚀连通型沟槽,制得铜板表面微纳米复合强化沸腾结构。
制得的铜板表面微纳米复合强化沸腾结构的加工用时30min,连通型沟槽的宽度为0.4mm,微米棱台的边长为0.4mm×0.4mm,锥状乳突的外径为50μm~60μm,纳米褶皱的厚度为100nm~200nm,刻蚀深度达60μm。图4示出本实施例制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图。
该铜板表面微纳米复合强化沸腾结构将氟化液沸腾的起始过热温度降低6℃,强化沸腾传热性能比单一微孔阵列铜板表面的沸腾性能提高了2倍。
实施例3
采用波长355nm的紫外半导体纳秒脉冲激光制备不锈钢板(304钢)表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度3mm的不锈钢板依次置于水和乙醇中超声清洗0.5h,频率100Hz,经40℃真空干燥3h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长355nm的紫外半导体纳秒脉冲激光,脉冲宽度为10
将预处理后的不锈钢板置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中,纵横交错线槽的宽度为0.4mm,纵横交错线槽的间距为0.8mm,加工区域为30mm×30mm的矩形加工区域;
使用激光填充工艺在纵横方向上按照等间距工艺填充连通型沟槽,填充间距为0.06mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱;
使用激光重复加工100次重复刻蚀连通型沟槽,制得不锈钢板(304钢)表面微纳米复合强化沸腾结构。
制得的不锈钢板(304钢)表面微纳米复合强化沸腾结构的加工用时30min,连通型沟槽的宽度0.4mm,微米棱台的边长为0.4mm×0.4mm。图5示出本实施例制备的不锈钢板表面微纳米复合强化沸腾结构3D共聚焦显微成像图。
与铜相比,因激光吸收率差异,不锈钢表面形成矩形柱状乳突,边长约50μm,纳米褶皱厚度200nm~400nm,刻蚀深度达55μm。
实施例4
采用波长1064nm的红外光纤纳秒脉冲激光制备铜板表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度3mm的铜板依次置于水和乙醇中超声清洗0.5h,频率100Hz,经20℃真空干燥12h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长1064nm的红外光纤纳秒脉冲激光,脉冲宽度为10
将预处理后的铜板置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中,纵横交错线槽的宽度为0.4mm,纵横交错线槽的间距为0.8mm,加工区域为30mm×30mm的矩形加工区域;
使用激光填充工艺在纵横方向上按照等间距工艺填充连通型沟槽,填充间距为0.06mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱,同时在纳米褶皱表面沉积铜纳米颗粒;
使用激光重复加工100次重复刻蚀连通型沟槽,制得铜板表面微纳米复合强化沸腾结构。
制得的铜板表面微纳米复合强化沸腾结构的加工用时30min,连通型沟槽的宽度为0.4mm,微米棱台的边长为0.4mm×0.4mm。但受红外激光热效应影响,锥状乳突的外径为40μm~50μm,纳米褶皱的厚度为50nm~150nm,刻蚀深度达70μm;纳米褶皱表面自发沉积铜纳米颗粒(图6),粒度小于40nm,进一步增加微纳米复合强化沸腾结构比表面积和汽化核心。图6示出本实施例制备的铜板表面微纳米复合强化沸腾结构中微米乳突表面纳米褶皱处自发形成纳米颗粒的SEM图。
实施例5
采用波长1064nm的红外光纤纳秒脉冲激光制备铜板表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度3mm的铜板依次置于水和乙醇中超声清洗0.5h,频率100Hz,经20℃真空干燥12h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长1064nm的红外光纤纳秒脉冲激光,脉冲宽度为10
将预处理后的铜板置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,其中,纵横交错线槽的宽度为0.6mm,纵横交错线槽的间距为0.6mm,加工区域为30mm×30mm的矩形加工区域;
使用激光填充工艺在纵横方向上按照等间距工艺填充连通型沟槽,填充间距为0.06mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱,同时在纳米褶皱表面沉积铜纳米颗粒;
使用激光重复加工10次重复刻蚀连通型沟槽,制得铜板表面微纳米复合强化沸腾结构。
制得的铜板表面微纳米复合强化沸腾结构的加工用时4min,微米棱台边长为0mm,即无微米棱台,仅由微米乳突、连通型沟槽和纳米褶皱构成,微米锥状乳突的外径为35μm~45μm,纳米褶皱的厚度为100nm~200nm,铜纳米颗粒的粒度小于40nm,刻蚀深度达130μm。图7示出本实施例制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图。
实施例6
采用波长1064nm的红外光纤纳秒脉冲激光制备铜板表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度3mm的铜板依次置于水和乙醇中超声清洗0.5h,频率100Hz,经20℃真空干燥12h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长1064nm的红外光纤纳秒脉冲激光,脉冲宽度为10
将预处理后的铜板置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中,纵横交错线槽的宽度为0.6mm,纵横交错线槽的间距为0.6mm,加工区域为30mm×30mm的矩形加工区域;
使用激光填充工艺在纵横方向上按照等间距工艺填充连通型沟槽,填充间距为0.02mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱,同时在纳米褶皱表面沉积铜纳米颗粒;
使用激光重复加工1次重复刻蚀连通型沟槽,制得铜板表面微纳米复合强化沸腾结构。
制得的铜板表面微纳米复合强化沸腾结构的加工用时0.5min,仅由微米乳突、连通型沟槽和纳米褶皱构成,锥状乳突的外径为20μm~30μm,纳米褶皱的厚度为100nm~200nm,铜纳米颗粒的粒度小于40nm,刻蚀深度达20μm。图8示出本实施例制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图。
因仅无重复加工,所得微米乳突结构棱角不分明,刻蚀深度浅。
实施例7
采用波长1064nm的红外光纤纳秒脉冲激光制备铜板表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度3mm的铜板依次置于水和乙醇中超声清洗0.5h,频率100Hz,经20℃真空干燥12h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长1064nm的红外光纤纳秒脉冲激光,脉冲宽度为10
将预处理后的铜板置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中,纵横交错线槽的宽度为0.6mm,纵横交错线槽的间距为0.6mm,加工区域为30mm×30mm的矩形加工区域;
使用激光填充工艺在纵横方向上按照等间距工艺填充连通型沟槽,填充间距为0.2mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱,同时在纳米褶皱表面沉积铜纳米颗粒;
使用激光重复加工200次重复刻蚀连通型沟槽,制得铜板表面微纳米复合强化沸腾结构。
制得的铜板表面微纳米复合强化沸腾结构的加工用时50min,仅由微米乳突、连通型沟槽和纳米褶皱构成,形成矩形柱状乳突,边长约160μm,纳米褶皱的厚度为100nm~200nm,铜纳米颗粒的粒度小于40nm,刻蚀深度达100μm。图9示出本实施例制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图。
实施例8
采用波长1064nm的红外光纤纳秒脉冲激光制备铜板表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度3mm的铜板依次置于水和乙醇中超声清洗0.5h,频率100Hz,经20℃真空干燥12h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长1064nm的红外光纤纳秒脉冲激光,脉冲宽度为10
将预处理后的铜板置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中,纵横交错线槽的宽度为0.6mm,纵横交错线槽的间距为1.2mm,加工区域为30mm×30mm的矩形加工区域;
使用激光填充工艺在斜45°角方向上按照等间距工艺填充连通型沟槽,填充间距为0.06mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱,同时在纳米褶皱表面沉积铜纳米颗粒;
使用激光重复加工200次重复刻蚀连通型沟槽,制得铜板表面微纳米复合强化沸腾结构。
制得的铜板表面微纳米复合强化沸腾结构的加工用时6min,连通型沟槽的宽度为0.6mm,微米棱台的边长为0.6mm×0.6mm,锥状乳突的外径为35μm~45μm,纳米褶皱的厚度为100nm~200nm,铜纳米颗粒的粒度小于40nm,刻蚀深度达50μm。图10示出本实施例制备的铜板表面微纳米复合强化沸腾结构3D共聚焦显微成像图。
因激光填充方向改变,所得微米乳突结构呈斜向45°角交错排布。
实施例9
采用波长355nm的紫外半导体纳秒脉冲激光制备硅片表面微纳米复合强化沸腾结构,包括如下步骤:
1)将厚度1mm的硅片依次置于水和乙醇中超声清洗0.5h,频率100Hz,经40℃真空干燥3h;
2)使用激光一体化刻蚀方法形成微纳米复合强化沸腾结构,其中使用的激光为波长355nm的紫外半导体纳秒脉冲激光,脉冲宽度为10
将预处理后的硅片置于激光微加工平台,预设计激光移动路径,使用等间距纵横交错线槽方式在加工区域形成连通型沟槽,在纵横交错线槽未覆盖区域形成微米棱台,其中,纵横交错线槽的宽度为0.6mm,纵横交错线槽的间距为1.2mm,加工区域为30mm×30mm的矩形加工区域;
使用激光填充工艺在纵横方向上按照等间距工艺填充连通型沟槽,填充间距为0.06mm,形成分布均匀的微米乳突阵列;
使用激光光热作用在微米乳突表面形成纳米褶皱;
使用激光重复加工80次重复刻蚀连通型沟槽,制得硅片表面微纳米复合强化沸腾结构。
制得的硅片表面微纳米复合强化沸腾结构的加工用时25min,连通型沟槽的宽度0.6mm,微米棱台的边长为0.6mm×0.6mm,形成矩形柱状乳突,边长约45μm,纳米褶皱厚度200nm~400nm,刻蚀深度达60μm。图11示出本实施例制备的硅片表面微纳米复合强化沸腾结构3D共聚焦显微成像图。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引伸出的显而易见的变化或变动仍处于本发明的保护范围之列。
一种材料表面微纳米复合强化沸腾结构及其制备方法和应用专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。





动态评分
0.0