







专利摘要
本实用新型属于内燃机气缸套领域,具体涉及一种具有涂层的耐穴蚀气缸套。包括气缸套主体,在气缸套主体外壁表面开有均匀分布的外凸结构,在具有外凸结构的气缸套外壁表面采用热喷涂方法制备一层耐穴蚀涂层,涂层材料由钛镍合金‑氧化铝陶瓷组成。本申请在气缸套主体外壁表面开有均匀分布的外凸结构,有效提高涂层与基体的结合强度,使得涂层在使用过程中不易脱落;本申请采用热喷涂方法制备钛镍合金‑氧化铝陶瓷涂层,克服了块状钛镍合金实际应用的成本问题,同时在钛镍合金中添加纳米氧化铝陶瓷,进一步提高涂层硬度,形成的钛镍合金‑氧化铝陶瓷涂层具有优异的耐穴蚀性能。
权利要求
1.一种具有涂层的耐穴蚀气缸套,其特征在于,包括气缸套主体(1),设置在气缸套主体外壁面的均匀分布的外凸结构(2),和设置在具有外凸结构的气缸套主体外壁面的钛镍-氧化铝陶瓷耐穴蚀涂层(3)。
2.根据权利要求1所述的气缸套,其特征在于,所述外凸结构(2)中的凸起结构的横截面形状为圆形,外径为0.05~0.5mm,圆柱形高度为0.02~0.5mm。
3.根据权利要求1所述的气缸套,其特征在于,所述外凸结构(2)中的凸起结构的排列形式为三角形排列方式或井字形排列方式,间距2~8mm。
4.根据权利要求1所述的气缸套,其特征在于,所述耐穴蚀涂层的厚度为100~300μm。
说明书
技术领域
本实用新型属于内燃机气缸套领域,具体涉及一种具有涂层的耐穴蚀气缸套。
背景技术
穴蚀,也叫气蚀,是柴油机湿式缸套最主要的失效形式之一,使得设备的服役性能和使用寿命大大降低,已成为此类零部件设计、制造、运行及维护工作中的一个亟待解决的难题。
CN101057070公开了一种具有表面纹理的柴油机湿式气缸套,以防止气穴现象引起的腐蚀作用。该汽缸套表面的纹理可形成为磷酸锰涂层,与冷却液内的自然粘着力和表面张力一起作用,在缸套外表面产生停滞液体层,可以使得气穴气泡破裂时,其动能在停滞液体层耗尽,无法作用到缸套外表面。CN104481718A公开了一种湿式抗穴蚀气缸套,该缸套本体的外圆周面上等弧度间隔加工有轴向延伸的水腔凹槽,两相邻的水腔凹槽间形成有能增强缸套本体刚度的增强凸筋,水腔凹槽与发动机缸体相配合形成了多道匀布在缸套本体外周面上的纵向冷却水腔,大大增加了缸套本体的刚度,使气缸套在活塞侧向冲击时变形小,振动小,从而能效地防止气缸套的穴蚀,延长气缸套的使用寿命。
可以看出改进缸套结构可以提高缸套抗穴蚀性能,然而存在设计开发周期长,成本高等缺点。
钛镍合金由于其优异的力学性能和形状记忆效应,超弹性,良好的生物相容性以及优异的抗穴蚀性能等突出优点,广泛应用于航空航天、医疗、船舶、汽车、石油、化工等行业。
目前,应用表面工程技术在金属基体表层制备一层钛镍涂层成为利用钛镍合金材料的主要方法。CN108118279A公开了一种钛镍涂层的制备方法,该方法利用电弧喷涂技术在马氏体不锈钢基体上制备了钛镍涂层。CN105908182A公开了一种奥氏体不锈钢表面镍钛合金涂层的制备方法,该方法首先对奥氏体不锈钢进行电化学刻蚀处理,然后再制备镍钛合金涂层。CN102400081A涉及一种耐磨TiNi形状记忆合金涂层的氩弧焊制备方法,该方法利用氩弧焊加热和熔融TiNi形状记忆合金,在钢基体试样表面形成TiNi合金涂层。
然而氩弧焊技术热输入大,易导致基体变形,而电弧喷涂等技术制备的涂层与基体结合强度较低,且现有的钛镍合金的超弹性和形状记忆性能等物理性能和机械性能都有待进一步提高。
实用新型内容
本实用新型的目的在于提供一种具有涂层的耐穴蚀气缸套及其制备方法。
实现本实用新型目的的技术解决方案为:一种具有涂层的耐穴蚀气缸套,包括气缸套主体,设置在气缸套主体外壁面的均匀分布的外凸结构,和设置在具有外凸结构的气缸套主体外壁面的钛镍-氧化铝陶瓷耐穴蚀涂层。
进一步的,所述外凸结构中的凸起结构的横截面形状为圆形,外径为0.05~0.5mm,圆柱形高度为0.02~0.5mm。
进一步的,所述外凸结构中的凸起结构的排列形式为三角形排列方式或井字形排列方式,间距2~8mm。
进一步的,所述耐穴蚀涂层的厚度为100~300μm。
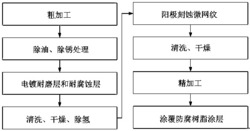
一种制备上述的气缸套的方法,包括如下步骤:
在气缸套主体外壁表面开设均匀分布的外凸结构;
采用热喷涂在在具有外凸结构的气缸套外壁面制备一层耐穴蚀涂层。
进一步的,所述耐穴蚀涂层为钛镍合金-氧化铝陶瓷涂层。
进一步的,所述热喷涂采用的原料为钛镍合金-氧化铝陶瓷混合粉末,所述混合粉末中氧化铝陶瓷粉末质量分数为0-1.5%,氧化铝陶瓷粉末粒径范围为30~100nm,钛、镍原子比为1:1,粉末粒径范围为45~74μm。
本实用新型与现有技术相比,其显著优点在于:
(1)本申请在气缸套主体外壁表面开有均匀分布的外凸结构,有效提高涂层与基体的结合强度,使得涂层在使用过程中不易脱落;
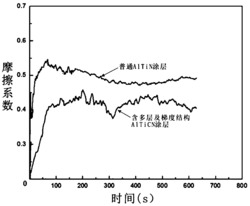
(2)本申请采用热喷涂方法制备钛镍合金-氧化铝陶瓷涂层,克服了块状钛镍合金实际应用的成本问题,同时在钛镍合金中添加纳米氧化铝陶瓷,进一步提高涂层硬度,形成的钛镍合金-氧化铝陶瓷涂层具有优异的抗穴蚀性能。
附图说明
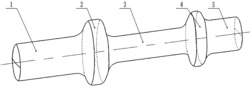
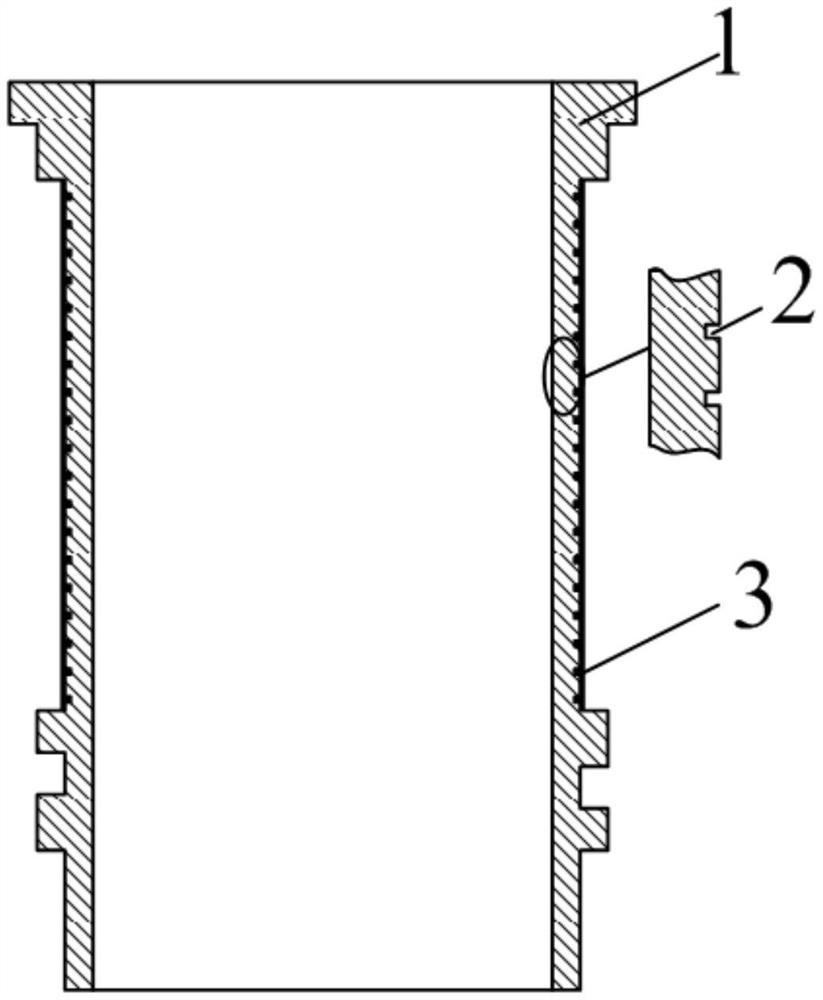
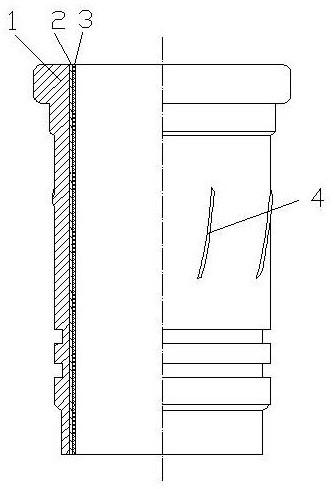
图1为本实用新型的气缸套示意图。
具体实施方式
下面结合附图对本实用新型作进一步详细描述。
如图1所示,一种具有涂层的耐穴蚀气缸套,包括气缸套主体1,在气缸套主体外壁表面开有均匀分布的外凸结构2,凸起结构2的横截面形状为圆形,外径为0.05~0.5mm,圆柱形高度为0.02~0.5mm。
凸起结构2的排列形式为三角形排列方式或井字形排列方式,间距2~8mm。在具有外凸结构2的气缸套外壁表面采用热喷涂方法制备一层耐穴蚀涂层3,涂层3材料由钛镍合金-氧化铝陶瓷组成。
涂层3中氧化铝陶瓷粉末质量分数为0%、0.5%、1%、1.5%,氧化铝陶瓷粉末粒径范围为30~100nm。钛、镍原子比为1:1,粉末粒径范围为45~74μm。涂层3的厚度为100~300μm。
本申请的气缸套外壁水套部位有外凸结构,能有效提高热喷涂涂层与基体的结合强度,同时涂层材料采用钛镍合金-氧化铝陶瓷,能够有效提高气缸套耐穴蚀能力,提升了气缸套的使用寿命。
一种具有涂层的耐穴蚀气缸套专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。













动态评分
0.0