

IPC分类号 : D04H1/492,D04H1/55,D04H1/435,D01G11/00






专利摘要
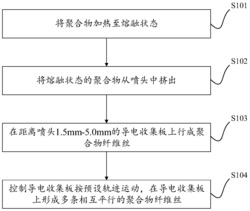
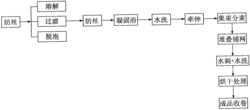
本发明所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,按如下工艺步骤进行a)将纺丝位产生的未取向废丝和牵伸后、卷曲前产生的取向废丝,分别经过导丝装置集束成桶;b)将未取向丝和取向丝松弛热定型c)分别将松弛热定型后的未取向废丝和取向废丝切断;d)将一定长度的未取向废丝和取向废丝经湿法成网系统成网;e)干燥、热轧压延成型。本发明有效回收再利用涤纶短纤生产过程中产生的废丝,拓展了废弃涤纶短纤的回收和利用空间,从而节约生产成本,提高了产品竞争力。
权利要求
1.一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,按如下工艺步骤进行:
a)将纺丝位产生的未取向废丝和牵伸后卷曲前产生的取向废丝,分别经过导丝装置集束成桶;
b)将未取向废丝和取向废丝松弛热定型;
c)分别将未取向废丝和取向废丝切断成长度1mm-8mm的短纤维;
d)将未取向短纤维和取向短纤维按混合,加入水制成浆料;
e)将乳液有机硅类消泡剂和浆内分散剂分别加入水配成溶液后,按比例混合制成辅料;
f)将步骤d)得到的浆料以及步骤e)得到的辅料混合,加入水制成重量浓度为0.01-0.05%的浆液;
g)将得到的浆液经过湿法成型器成型成网,并在125℃-135℃的烘缸中干燥;
h)热轧压延成型。
2.根据权利要求1所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,所述步骤a)中取向废丝主要是牵伸工序后、卷曲工序之前的聚酯废丝。
3.根据权利要求1所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,所述步骤a)中经过导丝装置集束成桶后的取向废丝总特数在350-500万特之间。
4.根据权利要求1所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,步骤e)中所述乳液有机硅类消泡剂为改性聚硅氧烷消泡剂。
5.根据权利要求1所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,所述浆内分散剂为聚丙烯酰胺或聚氧化乙烯。
6.根据权利要求1所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,所述步骤g)中所述湿法成型器是斜网湿法成型器或圆网/斜网复合成型器。
7.根据权利要求1所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,步骤h)中所述热轧压延过程中,热轧压延设备由串联配置的第一压延设备和第二压延设备两部分组成,其中第一压延设备是有上加热金属辊和无加热弹性辊组合的压延装置;第二压延设备是由两金属加热辊组成的热轧设备。
8.根据权利要求7所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,步骤h)中所述热轧压延过程中,第一压延设备和第二压延设备压延温度在230℃-250℃,辊压力在500N/cm-700N/cm,成型后即制成定量60g/m2-120g/m2的双层分离膜支撑体。
9.根据权利要求7所述一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,其特征在于,纤维网经过第一压延设备时,直接接触加热金属辊的纤维层是涂覆面,直接接触无加热弹性辊的纤维网面为非涂覆面。
说明书
技术领域
本发明属于液体分离与过滤用材料制造技术领域,具体地说,涉及一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法。
背景技术
膜技术作为新型分离技术已广泛应用于气体分离、物料分离和水处理,其中水处理领域对膜产品的需求量最大、应用最广。微滤膜、超滤膜应用于净水场的水处理,反渗透膜主要用于海水的淡水化处理。另外,反渗透膜、纳滤膜被用于进行半导体制造用水、热水器用水、医疗用水和试验用纯水等的处理。同时在地下废水处理中,利用微滤膜、超滤膜来进行膜分离洁性污泥。
单纯的膜结构很脆弱,无法承受较高的操作压力,目前市场上销售的平板超滤膜以及反渗透膜绝大多数都是以无纺布作为支撑体的。一般具有分离功能的膜和支撑体通过下述方法来一体化,即在无纺布、织布等的支撑体上流延并固化一层具有分离功能的膜。另外,对于反渗透膜而言,先在无纺布、织布等的支撑体上流延高分子聚合物的溶液以形成底膜,然后在该底膜上形成分离膜,通过这样的方法等来一体化。
目前分离膜支撑材料仍然主要以涤纶纤维为主,大多通过湿法成型的方式制备涤纶分离膜支撑材料。另外涤纶短纤在制备过程中,生产过程中由于天气原因、原料波动或需要设备维护等等因素经常会有纺丝、牵伸停车,开车时也会产生一定数量的废丝,这些丝通常要全部变成废丝或废料。在纺丝位和牵伸过程中产生的主要是未取向丝或取向不完全丝,在牵伸工序和卷曲工序之间产生的废丝主要是取向丝。涤纶短纤制备过程中产生的废丝大约是25kg/t,2015年我国涤纶短纤的产量约1000万吨,产生废丝约25万吨。但目前涤纶短纤的利用率不到15%,目前废丝的处理仍采用堆积、填埋、焚烧等方法,不论哪种方法都会对环境产生二次污染,因此废弃涤纶短纤的回收利用引起了人们的极大关注,如专利CN102691139B公开了一种涤纶短纤维生产过程中废料丝再加工工艺,但该方法中将未牵伸丝和牵伸丝均一同卷绕进行二次牵伸和热定型制备再生涤纶短纤维,由于制备的二化学维的牵伸和取向不同,会导致最终纤维性能的差异较大。
本发明利用涤纶短纤制备过程中,产生的大量未牵伸丝废丝和牵伸废丝的问题,结合目前分离膜支撑体以牵伸涤纶纤维和未牵伸涤纶纤维为主体纤维的现状,以废弃涤纶短纤为原料制备分离膜支撑材料,相关研发还未见报道,有望为废弃涤纶短纤的回收利用开辟新的途径和空间。
发明内容
本发明克服了现有技术中的缺点,提供了一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,解决了长期以来一直困扰业界的涤纶短纤生产过程中产生的未取向丝和牵伸丝无法有效处理和再充分回收利用的问题。
为了解决上述技术问题,本发明是通过以下技术方案实现的:
一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法,按如下工艺步骤进行:
a)将纺丝位产生的未取向废丝和牵伸后卷曲前产生的取向废丝,分别经过导丝装置集束成桶;
b)将未取向丝和取向丝松弛热定型;
c)分别将未取向废丝和取向废丝切断成长度1mm-8mm的短纤维;
d)将未取向短纤维和取向短纤维按混合,加入水制成浆料;
e)将乳液有机硅类消泡剂和浆内分散剂分别加入水配成溶液后,按比例混合制成辅料;
f)将步骤d)得到的浆料以及步骤e)得到的辅料混合,加入水制成重量浓度为0.01-0.05%的浆液;
g)将得到的浆液经过湿法成型器成型成网,并在125℃-135℃的烘缸中干燥;h)热轧压延成型。
进一步,所述步骤a)中取向丝主要是牵伸工序后、卷曲工序之前的聚酯废丝。
进一步,步骤a)中取向丝可以是FDY废丝和POY废丝中的一种或两种的混合;所述步骤a)中丝桶集束后的总特数在350-500万特之间。
进一步,步骤e)中所述乳液有机硅类消泡剂为改性聚硅氧烷消泡剂。
进一步,所述网前分散剂为聚丙烯酰胺或聚氧化乙烯。
进一步,所述步骤g)中所述湿法成型器是斜网湿法成型器或圆网/斜网复合成型器。
进一步,步骤h)中所述热轧压延过程中,热轧压延设备由串联配置的第一压延设备和第二压延设备两部分组成,其中第一压延设备是有上加热金属辊和无加热弹性辊组合的压延装置;第二压延设备是由两金属加热辊组成的热轧设备。
进一步,步骤h)中所述热轧压延过程中,第一压延设备和第二压延设备压延温度在230℃-250℃,辊压力在500N/cm-700N/cm,成型后即制成定量60g/m2-120g/m2的双层分离膜支撑体。
进一步,纤维网经过第一压延设备时,直接接触加热金属辊的纤维层是涂覆面,直接接触无加热弹性辊的纤维网面为非涂覆面。
与现有技术相比,本发明的有益效果是:
(1)利用涤纶短纤生产过程中产生的大量废丝,制备性能良好的分离膜支撑材料,为聚酯废丝的回收利用开辟了新的途径和空间,提升了聚酯废丝的利用率。
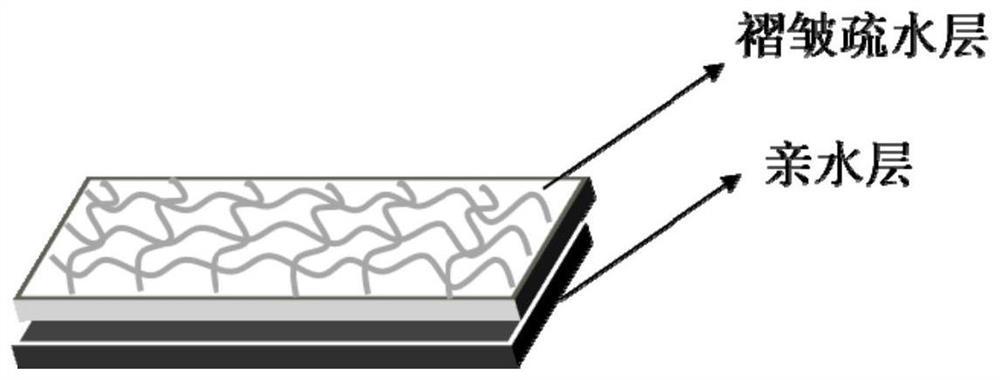
(2)利用良好物理机械性能的取向废丝作为主体支撑纤维,利用未取向废丝作为热熔粘合纤维,通过湿法工艺制备的分离膜支撑材料平滑度高、力学性能好,部分性比市场上现有分离膜支撑材料性能更高。
(3)该工艺实施方便,投入少,效率高,效果明显。
(4)本发明工艺稳定、实施简单、效益可观,实现了废丝的循环利用,有效提高废弃涤纶短纤的利用率,可推广应用。
附图说明
附图用来提供对本发明的进一步理解,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制,在附图中:
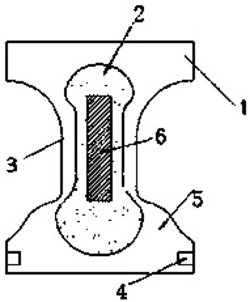
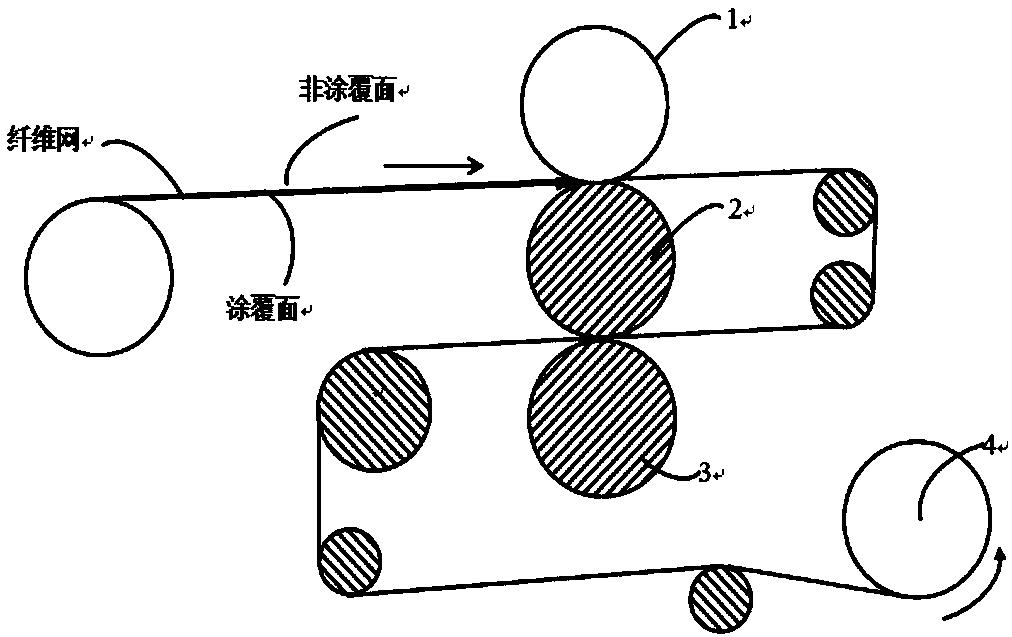
图1是热轧压延示意图。
1——无加热弹性辊;2——上加热金属辊;3——下加热金属辊;4——卷绕辊。
具体实施方式
以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
实施例1:
一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法主要包括以下步骤:
1、导丝集束成桶
利用专利CN102691139B报道的方法分别把把制备常规涤纶短纤制备过程中纺丝位产生的未取向涤纶废丝(熔点230℃,直径5.6dtex)和卷绕后、卷曲前产生的取向丝涤纶废丝(熔点255℃,直径3.5dtex)分别卷绕成桶。
2、松弛热定型
成桶后丝束经在松弛热定型机内被干燥,其中松弛热定型一区温度控制在90-100℃,松弛热定型二区温度80-95℃,松弛热定型三区温度70-90℃,松弛热定型四区温度60-85℃。
3、切断
在纤维切断器上,分别将未取向丝和取向丝均切成长5mm的未取向短纤维和取向短纤维。
4、配浆
将取向短纤维(纤维直径3.5dtex、纤维长度5mm)和未取向短纤维(5.6dtex,纤维长度5mm)以60:40的混合比例分散于水中制成浆液;将改性聚硅氧炕消泡剂和聚己内酰胺分散剂加入水配成溶液后,按比例混合制成辅料;将上述浆液和浆料加水,使浓度0.03%,粘度为60秒,配浆料。
5、成网
将上述浆料输送至斜网湿法成型器成网,经130℃烘缸干燥制得干燥的湿法水刺网片。
6、热轧压延成型
上述烘干湿法水刺网片经过一组串联配置的热轧压延装置(如图1),首先纤维网经过有上加热金属辊2(压延温度230℃,压力600N/m)和无加热弹性辊1组合第一压延设备,其中直接接触上加热金属辊2的纤维层是涂覆面,直接接触无加热弹性辊1的纤维网面为支撑层。然后纤维网进入由上加热金属辊2和下加热金属辊3(压辊温度230℃,压力700N/m)组成的第二压延设备,经过卷绕辊4,最终获得定量80g/m2的双层湿法水刺分离膜支撑体。
实施例2
一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法主要包括以下步骤:
1、导丝集束成桶
利用专利CN102691139B报道的方法分别把把制备细旦或超细旦涤纶短纤制备过程中纺丝位产生的未取向涤纶废丝(熔点225℃,直径2.1dtex)和卷绕后、卷曲前产生的取向涤纶废丝(熔点255℃,直径1.5dtex)分别卷绕成桶。
2、松弛热定型
成桶后丝束经在松弛热定型机内被干燥,其中松弛热定型一区温度控制在80-95℃,松弛热定型二区温度85-95℃,松弛热定型三区温度70-85℃,松弛热定型四区温度60-80℃。
3、切断
在纤维切断器上,分别将未取向丝和取向丝均切成长5mm的未取向短纤维和取向短纤维。
4、配浆
将取向短纤维(纤维直径1.5dtex、纤维长度5mm)和未取向短纤维(2.1dtex,纤维长度5mm)以60:40的混合比例分散于水中制成浆液;将改性聚硅氧炕消泡剂和聚己内酰胺分散剂加入水配成溶液后,按比例混合制成辅料;将上述浆液和浆料加水,使浓度0.03%,粘度为60秒,配浆料。
5、成网
将上述浆料输送至斜网湿法成型器成网,经130℃烘缸干燥制得干燥的湿法水刺网片。
5、热轧压延成型
上述烘干湿法水刺网片经过一组串联配置的热轧压延装置(如图1),首先纤维网经过有上加热金属辊2(压延温度230℃,压力600N/m)和无加热弹性辊1组合第一压延设备,其中直接接触上加热金属辊2的纤维层是涂覆面,直接接触无加热弹性辊1的纤维网面为支撑层。然后纤维网进入由上加热金属辊2和下金属加热辊3(压辊温度230℃,压力700N/m)组成的第二压延设备,最终获得定量80g/m2的湿法水刺分离膜支撑体。
实施例3
与实施例2采用相同的工艺条件和加工方法,不同的是湿法成网器使用圆网/斜网复合双层成网系统,圆网和斜网所得纤网干重均为40g/m2,经复合热轧压延成型,制得定量80.0g/m2的湿法水刺分离膜支撑体。
对比例1
市售以聚酯纤维与低熔点聚酯纤维为原料,经湿法热轧制备的一种克重80.9g/m2分离膜支撑体。
对上述实施例、对比例膜支撑材料分别测试其克重、厚度以及厚度CV、平滑度以及物理机械性能,测试结果如表1所示。可以看出不论膜支撑体平滑度、厚度CV值还是膜支撑体的物理机械性能,实施例性能都优于对比例。由粗径废丝制备的实施例1表现出较好的物理机械性能,由细径纤维制备的实施例2表现出较好的平滑度和厚度均一性,而通过两层复合制备的实施例3在保证物理机械性能的同时,呈现了最优的平滑度和厚度均一性。
表1实施例和对比例分离膜支撑体的性能
最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,但是凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
一种利用涤纶短纤生产过程中的废丝制备膜支撑体的方法专利购买费用说明
![]()
Q:办理专利转让的流程及所需资料
A:专利权人变更需要办理著录项目变更手续,有代理机构的,变更手续应当由代理机构办理。
1:专利变更应当使用专利局统一制作的“著录项目变更申报书”提出。
2:按规定缴纳著录项目变更手续费。
3:同时提交相关证明文件原件。
4:专利权转移的,变更后的专利权人委托新专利代理机构的,应当提交变更后的全体专利申请人签字或者盖章的委托书。
Q:专利著录项目变更费用如何缴交
A:(1)直接到国家知识产权局受理大厅收费窗口缴纳,(2)通过代办处缴纳,(3)通过邮局或者银行汇款,更多缴纳方式
Q:专利转让变更,多久能出结果
A:著录项目变更请求书递交后,一般1-2个月左右就会收到通知,国家知识产权局会下达《转让手续合格通知书》。










动态评分
0.0